
Abstract
Complex flow behavior of mica/polyamide 11 (PA11) composites were explored by oscillatory rheometry to present the effects of the particle size and concentration, and the consequences of the surface modification on the rheological properties are discussed thoroughly. It was revealed that surface treated mica suppresses complex viscosity as well as the energy storage and dissipation capability in a greater extent than the untreated version. On the other hand, after silanization of mica liquid-solid transition point disappeared, and tanδ results proved that viscous behavior dominates the elastic one. Homogenous compositions were confirmed, however, all Cole-Cole, Han and van Gurp-Palmen analysis sensitively captured the influence of the surface treatment on the filler-matrix interaction, while the larger treated particles did not follow the linear effective volume relationship described by the Lewis-Nielsen model at high concentration. Amplitude sweep examination showed the irreversible destruction of the 3D filler structure at high strain. Based on all these observations, the hypothesis of a non-directly connecting physical network of the surface treated fillers was supported. Simultaneously, improved thermal stability was demonstrated in the presence of the lamellar impermeable fillers. Molecular background and beneficial effects of the mica on the processing of PA11 are summarized, too.
Introduction
The field of polymer composite materials has been achieved significant advancements during the last decades, driven by the need for their improved mechanical properties, functional versatility and processability.1–3 Among various composite systems, clay/polyamide composites have gained considerable attention due to their exceptional mechanical strength, thermal stability, and environmental sustainability.4–6 These materials combine the structural benefits of inorganic clays of lamellar structure with the desirable features of polymers, including durability and processability.7,8
Rheology, the study of the flow and deformation of materials, plays a critical role in understanding the behavior of polymers during processing.9,10 It has been accepted that higher melt viscosity is a disadvantage for extrusion or injection molding but can be beneficial in film extrusion. In case of polyamides, however, special attention should be taken to the processing and testing conditions because of the chemical reactions inside the material at elevated temperature – either chain scissions or post-condensation–, in which water plays a determining role.11,12 Cross-over time (tx) has been reported as a reliable indicator of the postcondensation reactions of PA11. 13 The effect of degradation of PA11 on the rheological properties was studied by Filippone et al., who demonstrated a low frequency plateau of G′ on the isochronal curves measured in air due to the increasing friction of polymer chains, while η0* reached a steady state value after 60 min, when the chain scissions balance the increase of Mw. In contrast, in N2 atmosphere η0* increased linearly in time, and in both cases correlation with Mw was demonstrated. 14 On the other hand, clays have been shown to enhance thermal stability of polyamides.15,16
The incorporation of clay particles into the polyamide matrix alters also the composite’s rheological properties, impacting its melt flow, viscosity, and shear behavior during processing. 17 Influence of particles with high aspect ratio, however, has multiple effects on the flow behavior depending on their concentration, orientation, size and interaction with the matrix.18,19 It was shown by Gavendra et co-worker that the linear viscoelastic behavior varies with all the molecular weight, particle concentration and particle-filler interaction. 20 In the dilute regime particles rotate slowly when the long axis is nearly parallel to the flow direction, and rapidly otherwise (Jeffrey orbit). 21 In polymer matrixes without specific interactions with carbon nanotubes (CNTs), dispersion is driven by a small gain in translational entropy, often leading to poor dispersion. However, when the polymer and nanoparticle are mutually attractive, the dispersion behavior is influenced by polymer adsorption strength, with grafted polymer chains providing stability through excluded volume repulsion. These modifications not only influence the efforts needed for shaping but also govern the final performance in various applications, including automotive, packaging, and construction.22,23
Polymers typically show shear thinning at high frequencies and shear rates, and nanocomposites show increased viscosity and shear thinning over the entire range of frequencies.24,25 It was presented that even in the solid-state d-spacing decrease and layered structure formation is possible in neat PA through van der Waals interactions as a response to elevated pressure, which might be in connection with the fatigue behavior, drawing the attention to the importance of material studies under stress. 26 Layered silicate nanocomposites may exhibit shear thinning at significantly lower strain amplitude compared to the neat polymer with an inverse proportion to the concentration rate due to the attractive interparticle interactions. 27 In case of a 3D network of the fillers, even without physical connection, unlimited increase in viscosity at near zero shear rate can be detected. 17 In their study on inorganic filler/PA6 composites Vlasveld et al. presented that fibers and nanoparticles increased the complex viscosity better than platelet-like or micro fillers, as their effective volume and surface area for slowing down chain movement is higher, respectively. Yield stress increases less with the ratio of the surface-treated nanofillers compared to the untreated ones, while in case of microfillers and unfilled matrix it was zero. Viscosity increased and shear thinning behavior was more pronounced at modified mica, due to the more extended 3D structure and its break. For the same modulus increment viscosity increased at a slightly lower rate in case of untreated fillers at lower shear rates, however, at higher ones this difference disappeared probably due to alignment. 28 Shear thinning in the presence of clay was detected by other researchers, too, and it was attributed to the slipping effect between the matrix and the exfoliated clay layers during shear flow, organic molecules that were used to modify the filler and could partially enter the matrix, or to the possibility of the reduced molecular weight of the polymer. 29 Bata et al. demonstrated an increased complex viscosity, storage and loss at high organically modified montmorillonite content. The former phenomenon was attributed to the network formation and hindered segment mobility that was insufficient up to 5 wt%. At low filler loading Newtonian behavior was observed until 0.5 rad . s-1, and above that shear thinning. Cole-Cole-plot indicated the physical network from 5 wt%, too. 30
This publication explores the fundamental rheological aspects of mica/PA11 composites, offering insights into the relationship between material composition and required processing conditions. By examining the influence of different clay sizes, concentration and surface modification, we aim to provide a comprehensive understanding of how thermal and rheological properties govern the processing and performance of these composites. Filler concentrations of 1, 2 and 5 wt% and mean particle sizes of 6 and 18 μm were chosen. At elevated filler contents, especially in combination with larger particle sizes, there is an increased tendency for particle–particle contacts and agglomerate formation, which alters the effective dispersion state and affects the rheological response of the composite system. The combined influence of filler concentration and particle size on agglomeration and network structuring, rather than their independent effects alone, must therefore be considered when interpreting flow behavior in highly filled thermoplastic composites. Understanding these parameters is crucial for the optimization of composite materials for industrial applications.
Materials and methods
Materials
Muscovite mica MU 101 (D50(length) = 17.7 μm, D95(length) = 40.1 μm; referred to as M18) and mica MU 2/1 (D50(length) = 6 μm, D95(length) = 17.4 μm; referred to as M6) were obtained from Imerys S.A. (Paris, France), and Rilsan® Roto 11 PA 11 from Arkema S.A. (Colombes, France).
Preparation of the composites
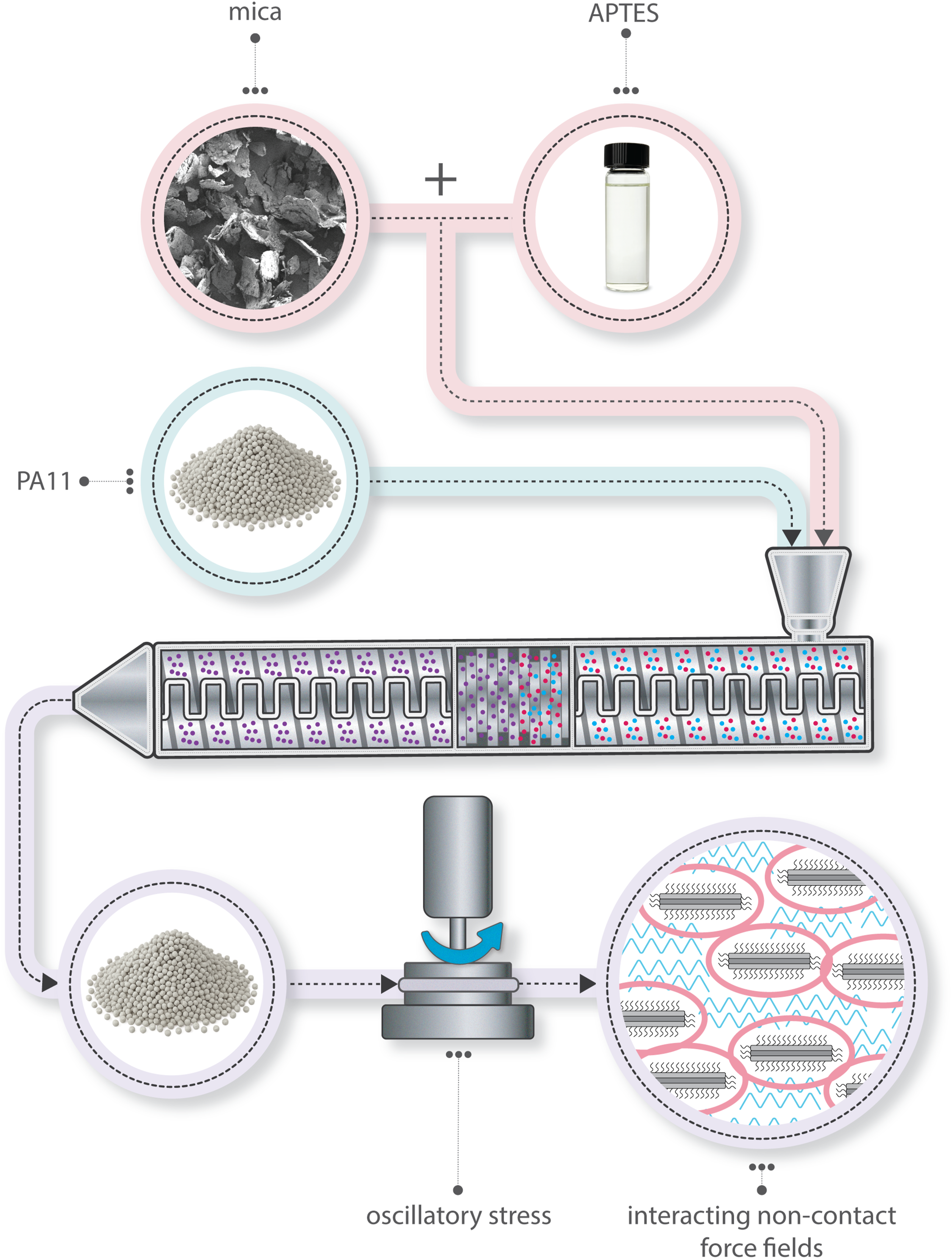
Organo-modified mica samples (designated with T, while untreated mica with UT) were prepared with the addition of 1 wt% Geniosil APTE (3-aminopropyl-triethoxysilane, Wacker Chemie AG, Munich, Germany), which was mingled with distilled water and mica, then stirred at 70°C for 4 h. Mica was then filtrated and washed with distilled water until pH neutrality was obtained.
Raw materials were dried for 4 h at 80°C before processing. For compounding, a Labtech 26–44 (Labtech Engineering Co. Ltd, Samut Prakan, Thailand) twin screw extruder with a screw diameter of 26 mm and an L/D ratio of 48 was used to prepare composites containing 1, 2 or 5 wt% of filler. Screw speed was 10 rpm, and zone temperatures varied between 180 and 210°C. After extrusion, the air-dried materials were granulated into cylindrical shape. All the compounded materials were dried at 80°C for 4 h before injection molding, then ISO 527-2 A1 specimens were prepared with an ENGEL e-mac 80 t machine (Engel GmbH., Schwertberg, Austria) for which zone temperatures of 210-180°C were applied, the mold was tempered at 30°C with 15 s chilling time, back pressure was set to 250 bar for 3 min, and cycle time was 25 s.
Scanning electron microscopy
SEM images at accelerating voltage of 1 kV were taken on the Charpy-broken specimens with a Zeiss Sigma 300 VP (Zeiss Microscopy, Jena, Germany) instrument equipped with an SE detector. No additional sample preparation was applied. Solid samples were broken perpendicular to the moving forces after freezing in liquid nitrogen.
Thermogravimetric analysis
TGA experiments were performed on granules with a TGA Q5000 type (TA Instruments Inc., USA) Thermogravimetric Analyzer raising the temperature from 40 to 800°C at 10°C . min-1 under nitrogen atmosphere. Ignition residue, as well as extrapolated start and end points of the decompositions were determined according to ISO 11358-1.
Rheological characterization
Before rheometric tests sample granulates were dried in a Wittmann DryMax E30 equipment for 4 h at 80°C in a dry air atmosphere. The rheometric tests were performed on an ARES G2 (TA Instruments, Inc., New Castle, DE, USA) type oscillation rheometer, equipped with a 25 mm diameter conical measuring head with a gap size of 0.04 mm. Samples were tested at 220°C in 0.05–600 rad . s-1 frequency range at 5% deformation and 3 parallel measurements were done after 5 min conditioning at 220°C. Deviations in rheology measurement results generally fell below 5% in the presented regions. Amplitude sweeps were carried out at 5% deformation form 0.01-100 Hz back and forth with new samples at ω = 1 rad . s-1. Cox-Merz method followed by Carreau-Yasuda model fitting was applied to determine zero-shear viscosities.
Packing factors of the fillers were compared based on the Lewis-Nielsen model supposing a solid-like behavior around the particles31,32:
Filler volumetric ratios for packing calculations were obtained through mixing rule using the technical data of 2.8 g . cm-3 mica specific gravity, measured filler weight ratio by TGA and density measurements through the immersion method using a KERN ABT 120-5DM scale (Kern&Sons GmbH, Balingen, Germany) and methanol (>99.8% purity, Sigma-Aldrich, USA) as test liquid.
Results and discussion
SEM analysis
In Figure 1 arrows indicate some of the fillers in the SEM images of M18 T5 samples in two magnifications. It can be evidenced that mica is distributed uniformly and separately even at high concentration. As the solid samples were broken perpendicular to the previous moving force effect, most lamellar particles lie parallel to it indicating a preferred alignment in the melt state. In Figure 1(b) filler surfaces are not smooth and present the formation of polymer crystallines on them, which is missing on natural clays.
33
In this figure mica layer-stacks can be identified, especially in case of the particle with the red arrow. This is an evidence of the lack of delamination. SEM images on M18 T5 samples at (a) 500x and (b) 2500x magnification.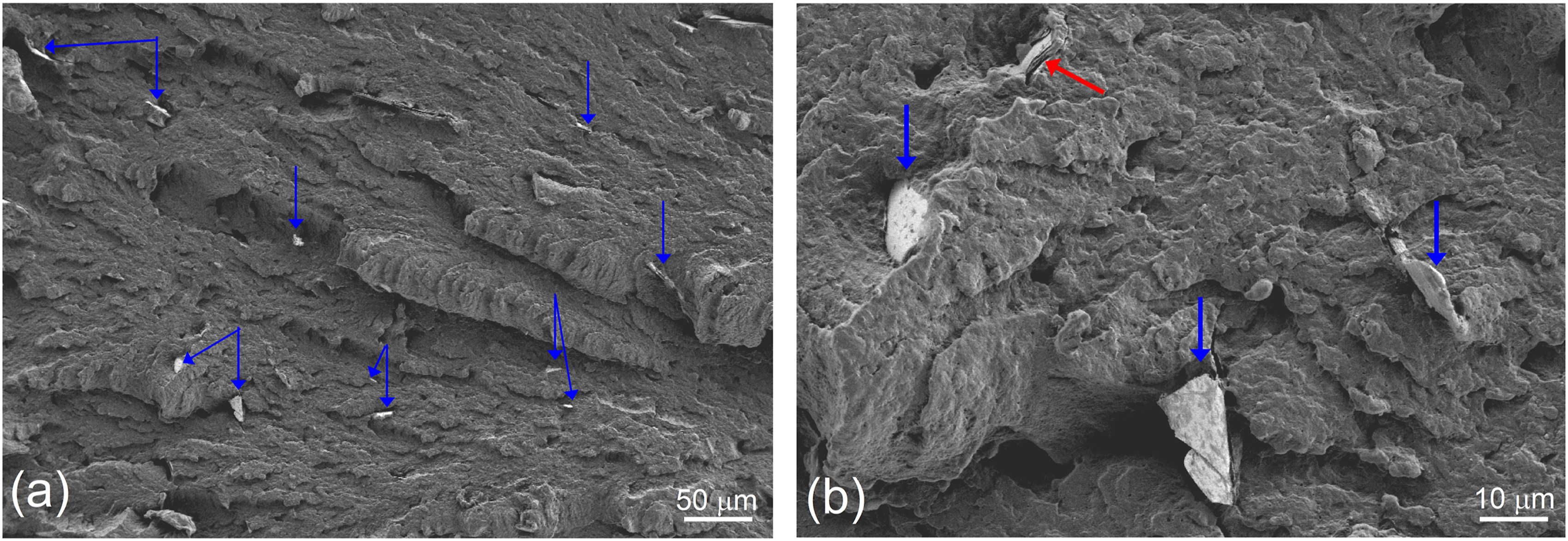
Thermogravimetric analysis
Representative thermal gravimetric curves are depicted in Figure 2(a). Dihydroxylation of clays occurs at about 700°C, the impact of which in minimal in composites.
34
In line with that, a weight loss of 3.4 wt% was detected in case of the mica samples up to 800°C (M18 untreated version is depicted), the effect of which was neglected in case of the composites. Concentration-dependent effect of the micas on the start and end temperature of the thermal decomposition is presented in Figure 2(b). According to the data, the original PA11 starting point of the thermal decomposition at 411.9°C decreased after addition of mica, then with increasing its concentration, an enhancement in thermal stability could be detected. End temperatures of decomposition were increased, and the surface treatment resulted in slightly higher stability compared to the natural version. TGA results. (a) Representative TGA curves and (b) decomposition onset and offset points. T refers to the surface-treated and UT to the untreated version followed by the indication of the filler concentration in wt%.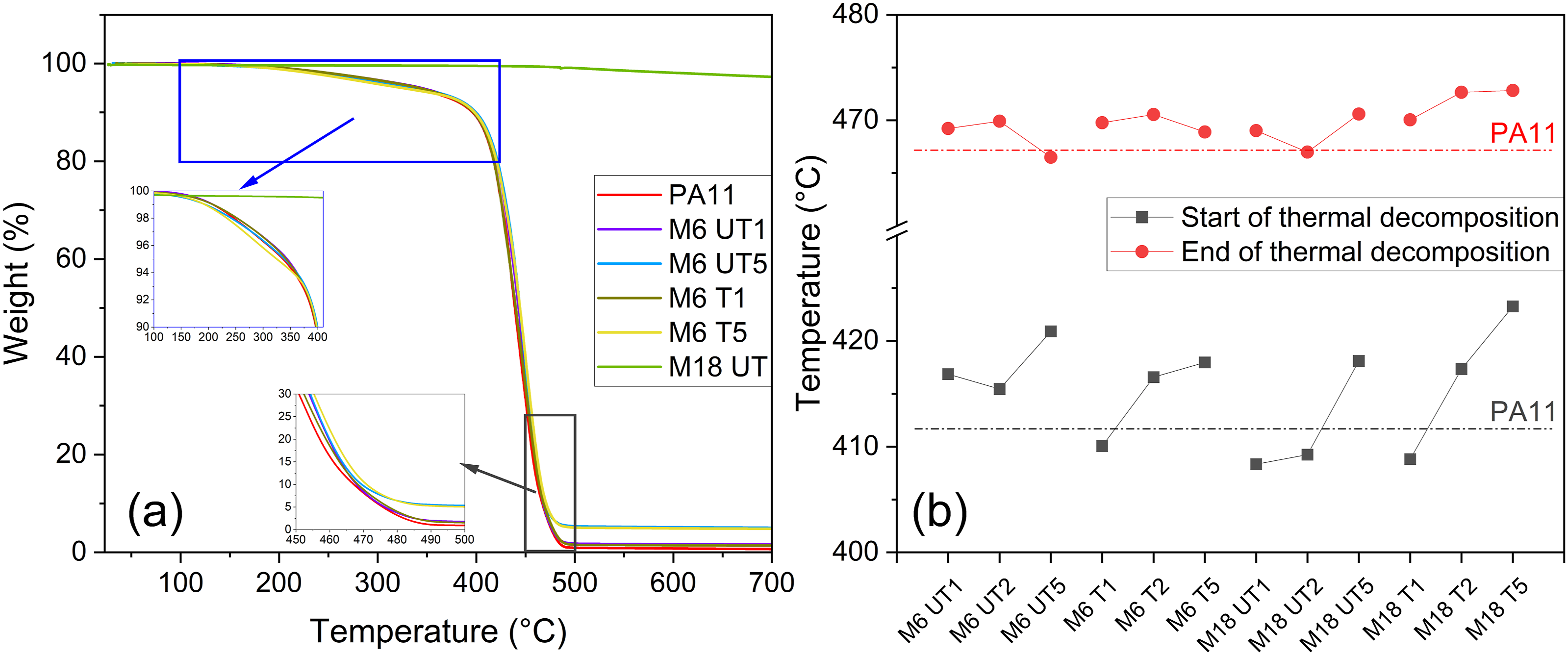
DTG curves after deconvolution are presented in Figure 3. In case of neat PA11 a multi-component signal was detected (Figure 3(a)), however, PA11 normally undergoes single-step decomposition, where the products at the maximum reaction rate are NH3, H2O, HCN and CO2 between 350 and 475°C and transformation of char takes place between 475 and 600°C.
35
We suppose that the high-intensity components at 429 and 445°C are both related to the main decomposition pathway of PA11, while the peaks at higher temperature indicate the further reactions of the primary solid products. The broad component at the lowest temperature is caused by the different additives, e.g. plasticizer. DTG curves after deconvolution. (a) PA11, (b) M16 composites, (c) M18 composites.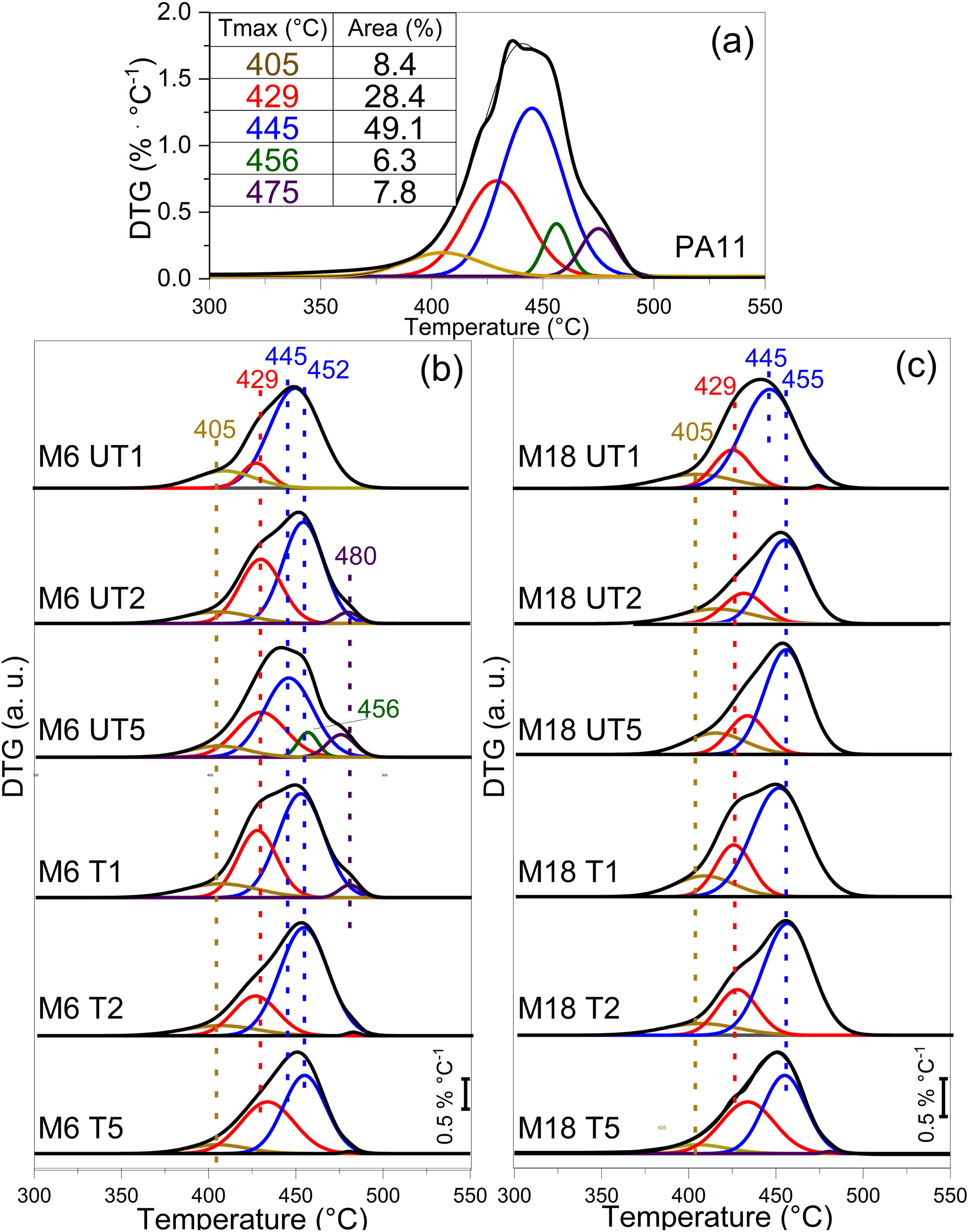
Measured filler weight ratios.

Shift in the decomposition maxima of the main component was detected at the composites. For this effect the addition of 1 wt% untreated fillers was not enough, however, silanization or increment in concentration provoked signal changes. The ratio of the components at 429 and 445°C also shows a composition-dependence: at M18 samples the peak area of the former is lower, and the surface treatment increases its contribution. In contrast, on the original measured curves the feature at lower temperatures in connection this peak seem to be decreased, which is the impact of broadening and some shifts rather than decreased peak area. Shifts to higher temperatures can be attributed to the barrier effect of the fillers, while difference in the contributions is possibly the result of the different crystallization state: in this system smaller particles enhance the crystal formation, while the larger ones suppress. 33 The two intense components can be attributed to different structural contributions within the polymer system, and their apparent degradation rates are influenced by changes in their relative amount.
Davis and coworkers detected an increased thermal degradation in MMT/PA6 composites by hydrolytic peptide scission, which was attributed to the clay as a possible source of high-temperature reactive water or hydroxyls, and water escapes slower from the composites compared to the neat polymer. 36 On the other hand, protecting effect of the layered silicates have been published previously, the reason of which can be the influence on the crystallinity, 37 barrier effect towards volatilization of decomposition products, 38 or protective char formation due to the restricted mobility of the polymer chains.39,40 Based on the almost linear relationship, in our case the barrier effect is the most likely. Improved thermal stability means that the composites remain stable at higher temperatures, resulting in a wider temperature range of utilization.
Rheological analysis
Frequency sweep studies
Shear thinning and yield stress are characteristic phenomena in studies on clay-containing systems, thanks to the connection of the lamellar fillers and to the demolishment of their 3D structure under shear.
41
In agreement with it, all our samples showed a shear thinning behavior (Figure 4(a) and (b)). Complex viscosities decreased with increasing mica content, too, and surface treatment enhanced this effect probably through the liquid-crystal like behavior of the composites and the plasticizing effect of the surface modifiers decomposing at elevated temperature.
42
Sarvestani demonstrated shear thinning as a consequence of flow-induced stretching and desorption of polymer chains adsorbed on the nanoparticle surfaces, which progressively reduces particle–polymer bonding and thus lowers the viscosity at higher shear rates.
43
It interprets our results because the higher the particle ratio, the more pronounced the modifying effect due to the presence of aligned rigid material and the higher the concentration of the available surface in case of the untreated fillers, and the organic compound on the surface treated versions. At M18 fillers the overall changes compared to neat PA11 were smaller because of the lower specific surface area of the fillers. As this difference was more significant in case of the treated versions, this phenomenon draws attention to the role of the modifiers in the particle surface. Comparing the results with those of the M6 particles, the smaller particles have larger specific surface area and contact points, thus the decrease in case of organically modified versions can be attributed mainly to the plasticizing effect of the organic molecules. In our previous article and in Figure 1 it was proven that on the surface of the silanized mica there is a formation of a polymer-mesophase, while delamination was excluded.
33
The presented formation of polymer mesophases is clear evidence of direct macroscopic polymer chemisorption onto the modified filler surface, while on natural mica it was missing. These findings directly contribute to the interpretation of the effect of the mica and the mesophase crystallines on shear thinning behavior. Frequency sweep results. (a) Complex viscosities of the M6 composites, (b) complex viscosities of the M18 composites, and (c) zero shear viscosities.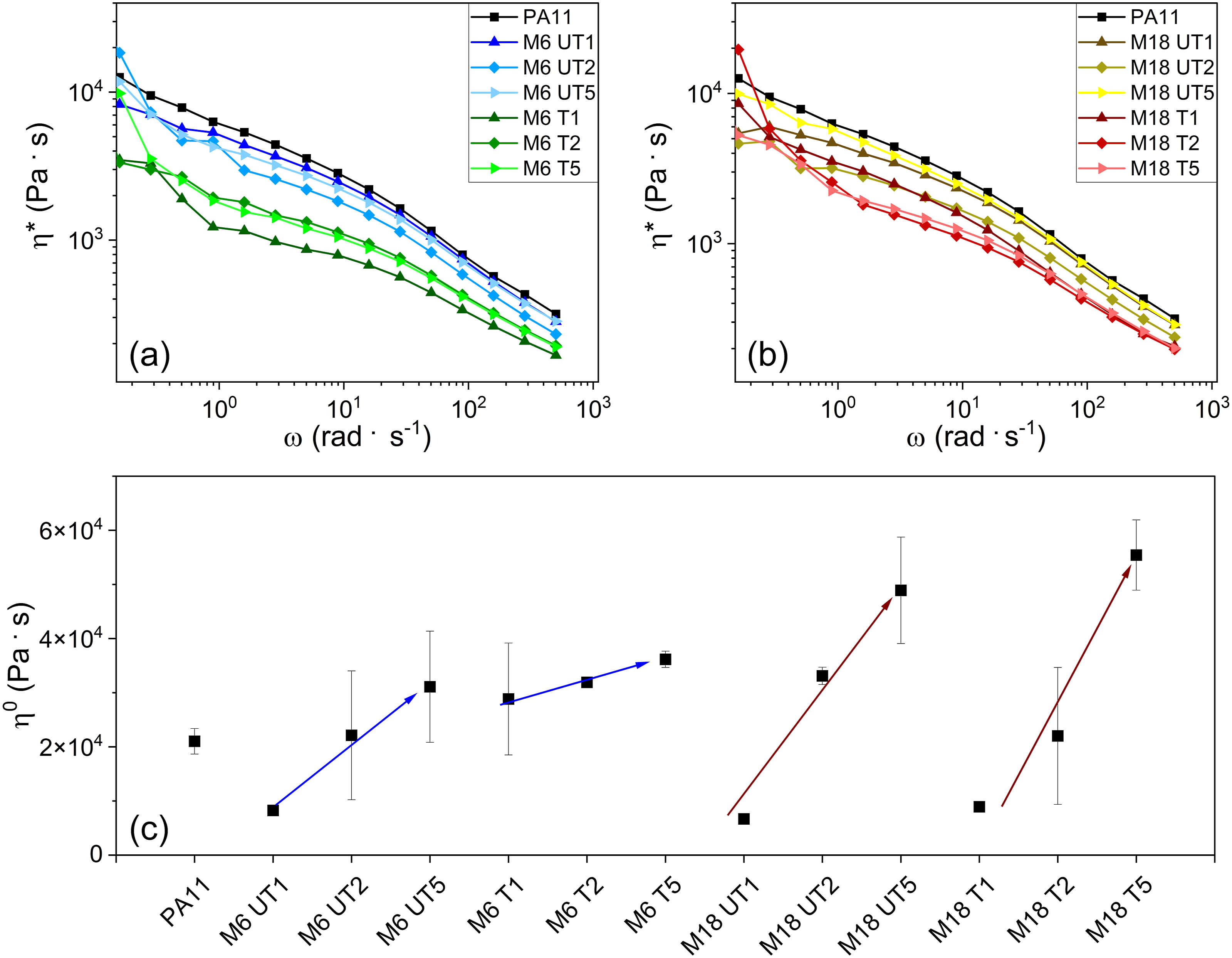
Zero shear viscosities decreased after the addition of 1 wt% filler except for M6 T samples, then at increasing the filler content, they increased and achieved higher values than those of the unfilled polymer. This effect was more significant at M18 particles. Similarly, in simulations on nanoparticles with particle-polymer interactions, increased zero shear viscosities and enhanced shear thinning was predicted, where the particles stresses take the main role in influencing the shear rheology at higher concentrations. 44 On the other hand, in nanosilica/PP composites at very low filler content dramatic viscosity drop was detected that was attributed to the selective adsorption of high molar mass polymer chains. 45 It can be concluded that at low-shear rate the effect of adsorption has the most significant effect at low filler concentration, and when higher amount of mica is added, the 3D network formation takes the main role. 46 These phenomena are well-detectable in case of M6 composites, where the surface treatment provoked more effective bonding of polymer to the surface, thus increased the η0 compared to the UT versions. In case of M18 particles the structure formation overbalances this effect, thus UT and T composites behave similarly and larger values can be observed than at M6 filler.
Storage moduli are depicted in Figure 5. Filler addition induced a decrease in G′ values, which were further lowered by surface treatment indicating the enhanced deformation under shear. Similarly to the η* values, M18 particles have less significant effect. The trends are the same in case of G″ values, thus fillers decrease the energy dissipation through restricting the chain movements. Increased shear thinning and elasticity was detected by Yoon et al. in case of long-changed branched PP/silicate composites.
47
Frequency sweep results. (a) Storage moduli of the M6 composites, (b) storage moduli of the M18 composites, as well as the (c) loss moduli of the M6 composites and (d) loss moduli of the M18 composites.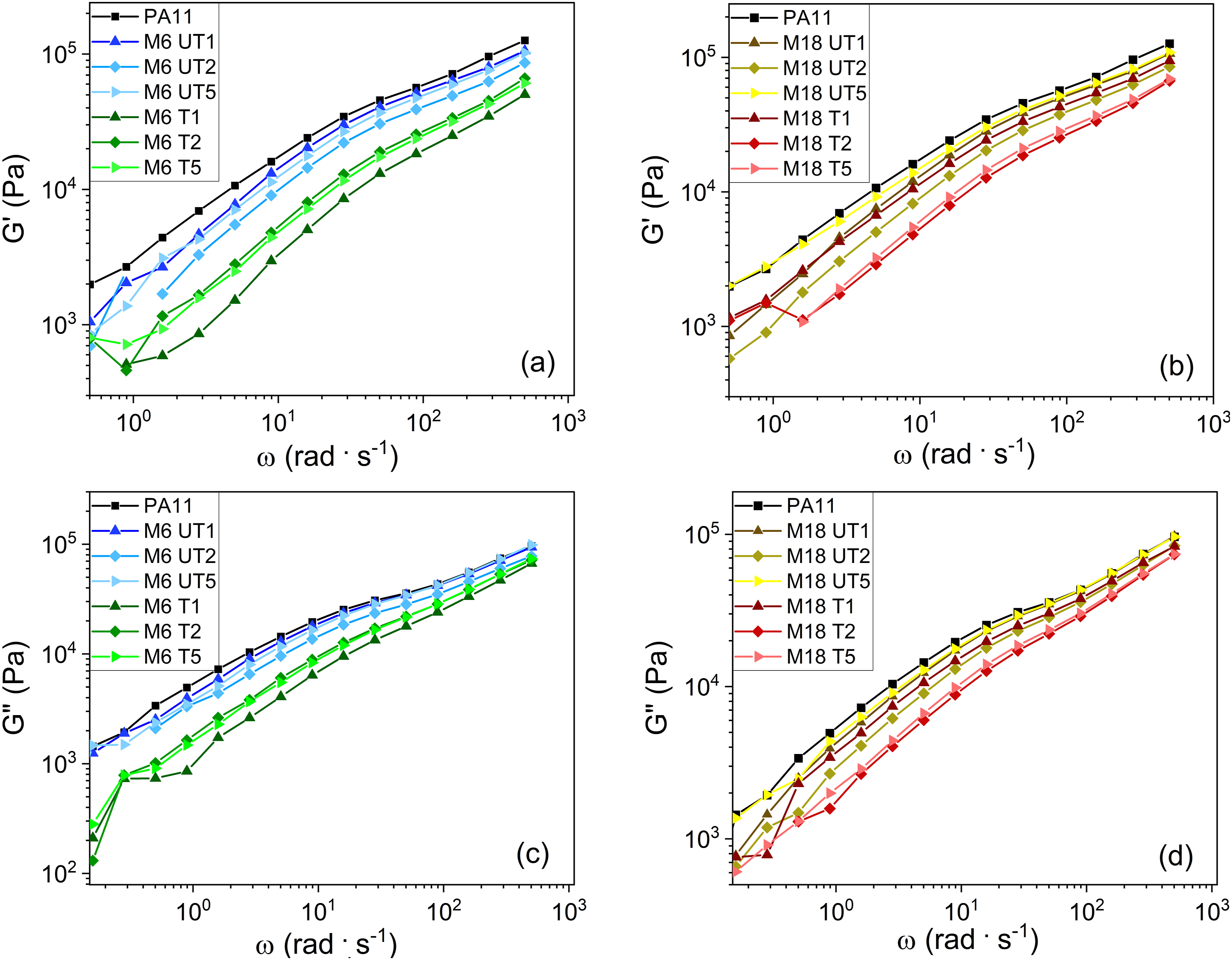
In Figure 6 tanδ values represent an enhanced increment of G″ results relative to that of G′ values in all cases of the composites through the entire frequency regime. Untreated mica modified tanδ in a way that it falls below 1, proving a rather elastic behavior. In contrast, treated version enhanced the viscoelastic properties. Frequency dependence was minor in the higher frequency region. Tanδ results of the neat PA11 and the composites.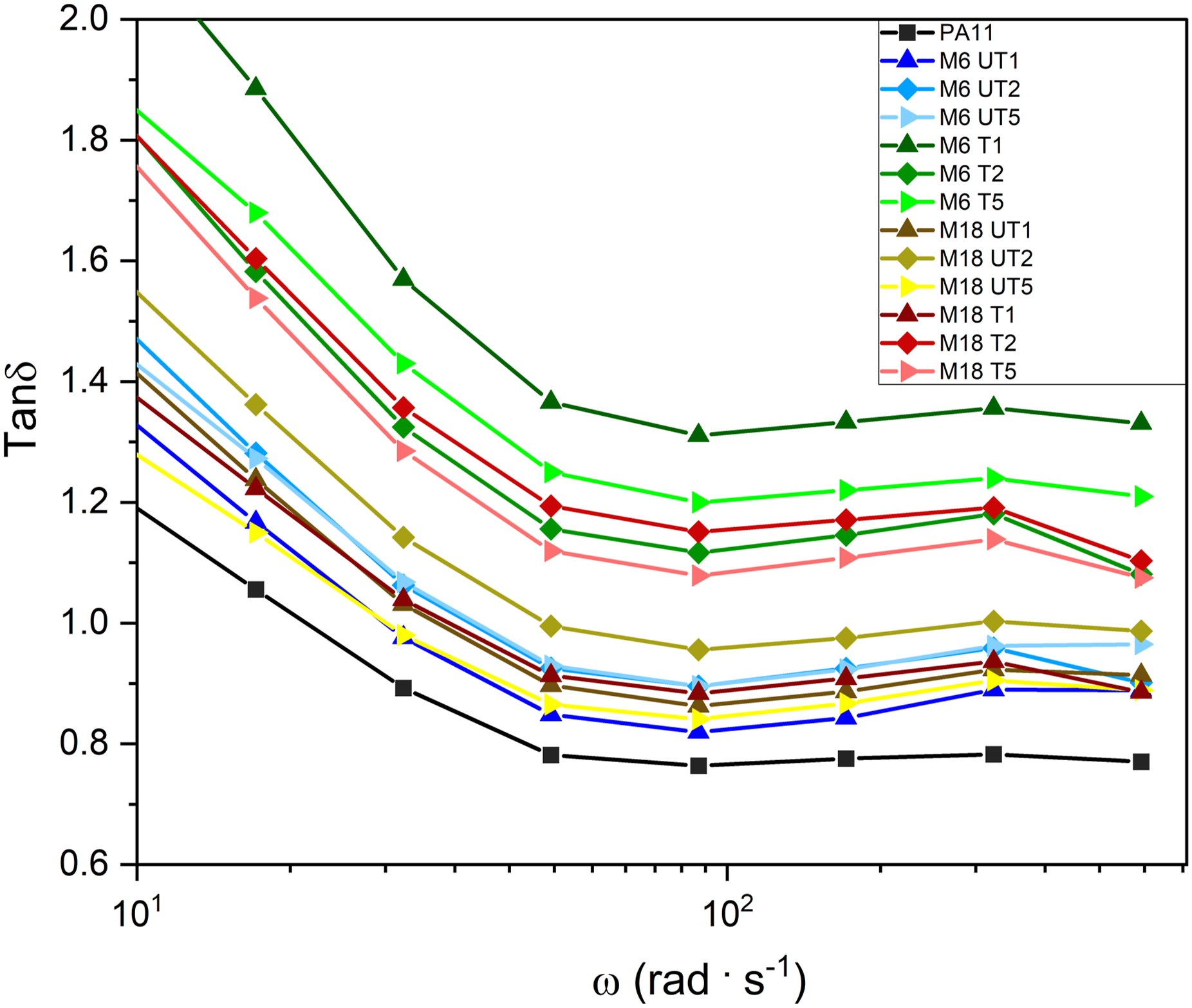
Modulus cross-over points.

Opposite observations were made in case of clay/HDPE composites by Sadeghipour et al., who detected moduli increase after filler addition, however, this effect was less significant after surface treatment due to the filler-matrix interaction. Complex viscosity in their case had a fast decreasing then an increasing region at higher frequencies when incompatible clay was added at 5-10 wt% ratio, while η* shifted to higher values with increasing surface-treated filler ratio without disturbance. 50
To gain more information about the effective filler volumes, transformation based on the Lewis-Nilsen was carried out. In the beginning, this model was applied to predict elastic modulus in composites, however, thanks to its general description, it can be used for describing mechanical behavior or thermal and electrical conductivity.32,51 The model explicitly includes the volume fraction, shape and maximum packing density of the filler, thus it can be useful in studying polymer viscosities, too.
In Figure 7 Linear regressions based on the Lewis-Nilsen equation. (a) Results in case of M6 composites and (b) results on M18 composites.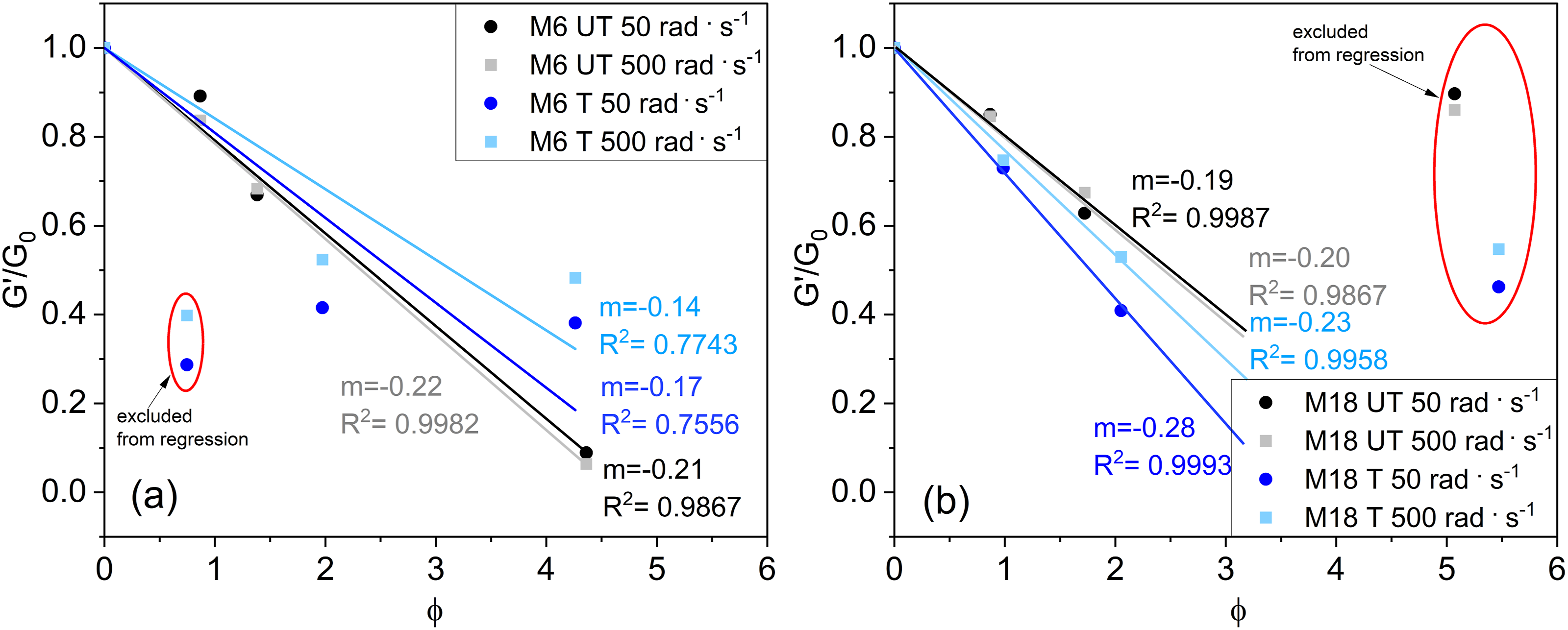
Cole-cole plot provides information about the homogeneity of blends and composites.
53
In Figure 8(ab) characteristics of the composite curves are similar to those of the neat PA11 indicating a uniform distribution of the particles inside the polymer. However, at the treated versions somewhat larger deviancies could be detected, and at M18 T fillers the shape slightly altered at higher concentration. These observations can be attributed to the overlapping of the particles' effective volume without physical contact, revealed by the different behavior observed at the treated-untreated counterparts at the same concentration. Han diagrams (Figure 8(c)) shifted to the lower G′ regions after filler addition. In case of mica with surface modification, this phenomenon was more pronounced, and the curves showed a more linear behavior. Similar behavior can be detected in the van Gurp-Palmen plots in Figure 8(d), but here positive shifts appeared in the higher G* region.
54
All these observations indicate that although no clear inhomogeneity is induced by mica even at 5 wt% concentration, the presence of the fillers can be detected based on such representations. In addition, surface treatment provokes internal filler connections without direct physical joining points. Analysis of homogeneity. (a) Cole-cole plots of the M6 composites, (b) Cole-Cole plots of the M18 composites, (c) Han diagrams and (d) van Gurp-Parmen representations.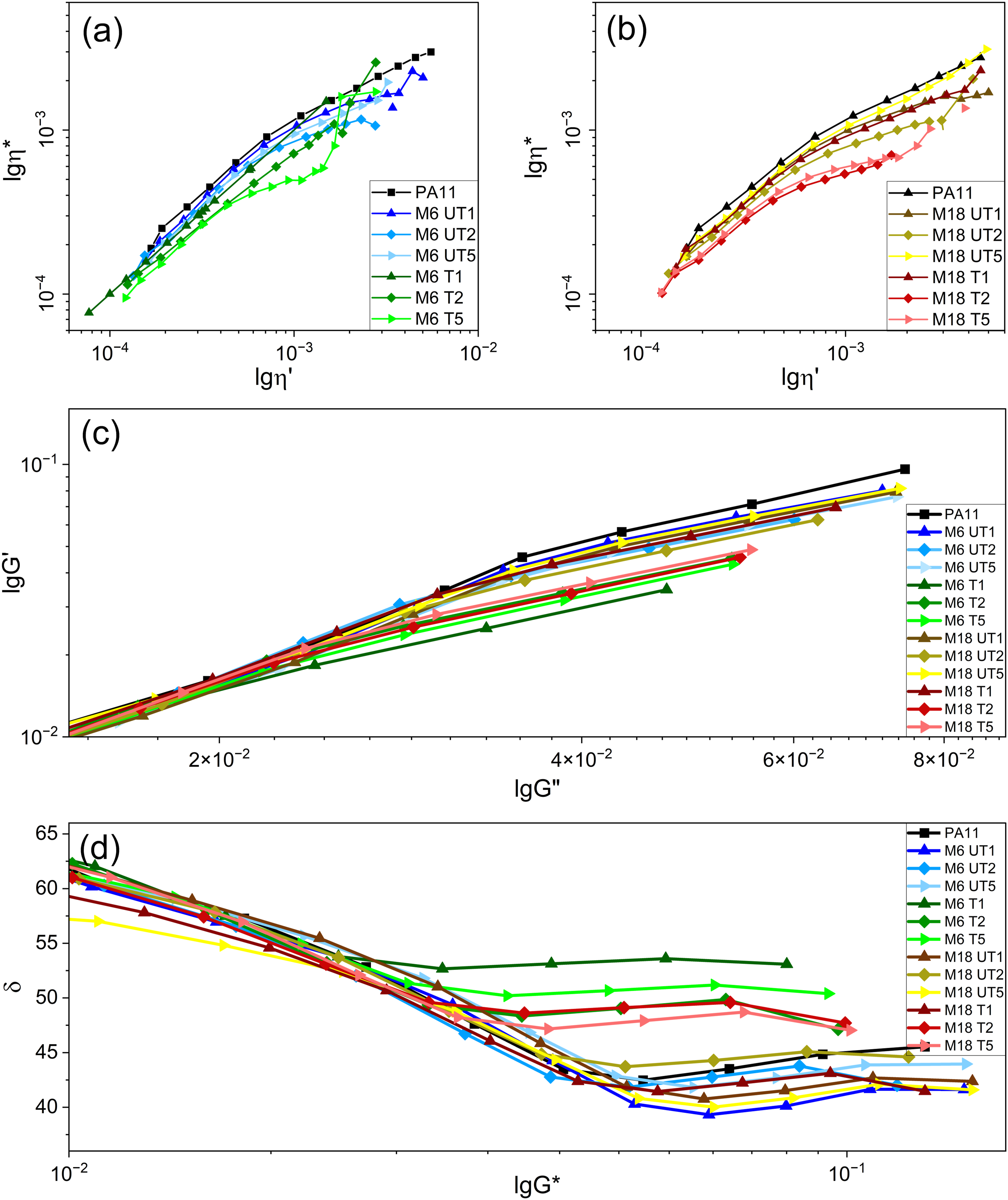
Amplitude sweep
In PA/PE blends, organo-clay intercalated with PA located in the interface, and γc critical strain decreased with increasing filler content.
55
In our cases both storage and loss moduli decreased with increasing strain above about 30% with some stabilizing effect of mica at high concentration, and increased values were achieved after the addition of untreated fillers (Figure 9). When the strain was changed in a decreasing manner, G′ was rather strain independent and lower except for the neat PA11, which observations indicate an irreversible filler network breakdown at high amplitudes. At surface treated particles, however, elastic properties were suppressed within the test regime, which can be attributed to the decreased filler-filler interaction.
56
Larger particles provoked less consistent behavior; however, during increasing γ, G′ did not decrease as much at mica T particles as in case of M6 addition. This effect is the result of the more stable 3D structure of the mica particles. Amplitude sweep results. (a) M6 UT composites, (b) M6 T composites, (c) M18 UT composites and (d) M18 T composites.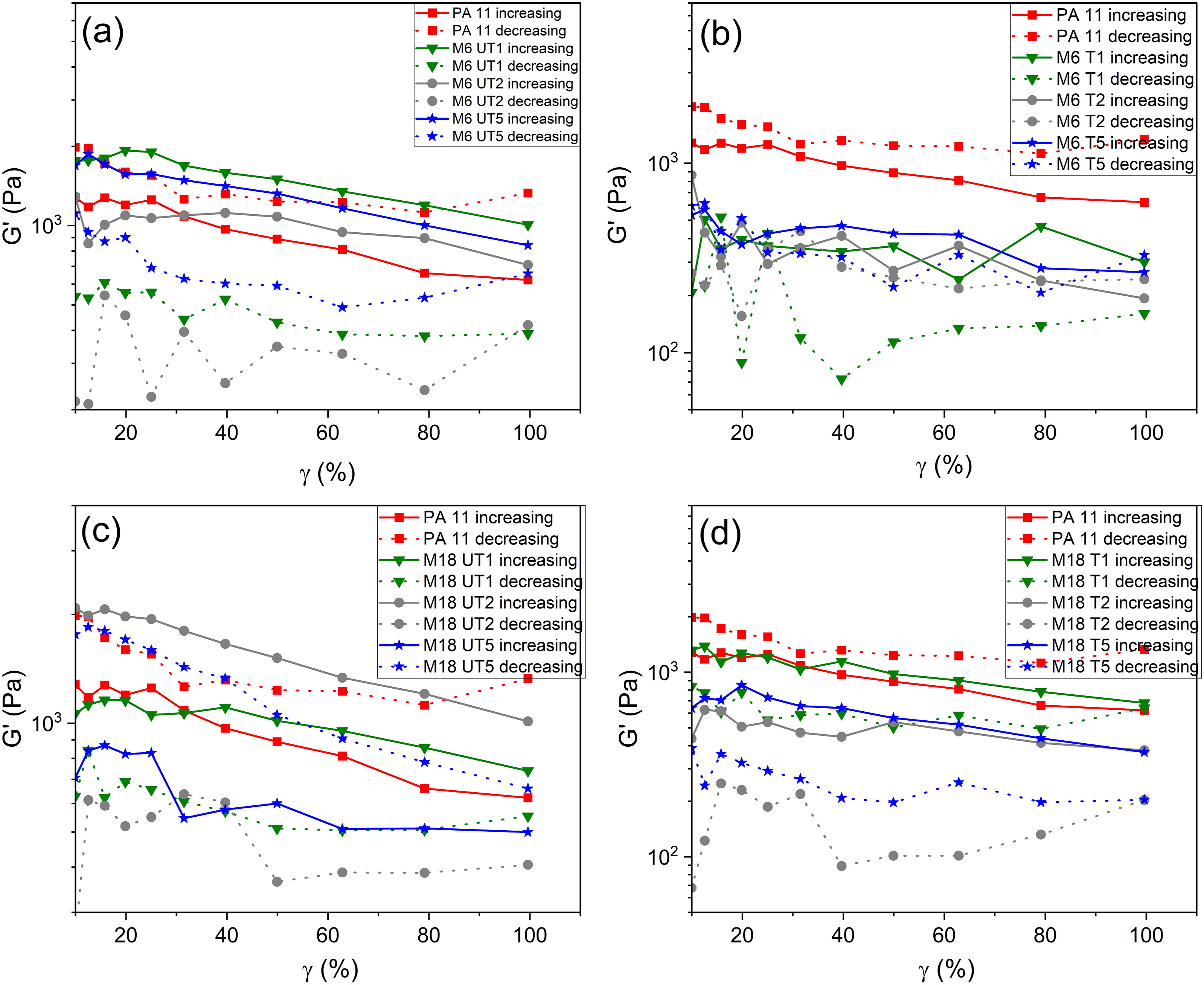
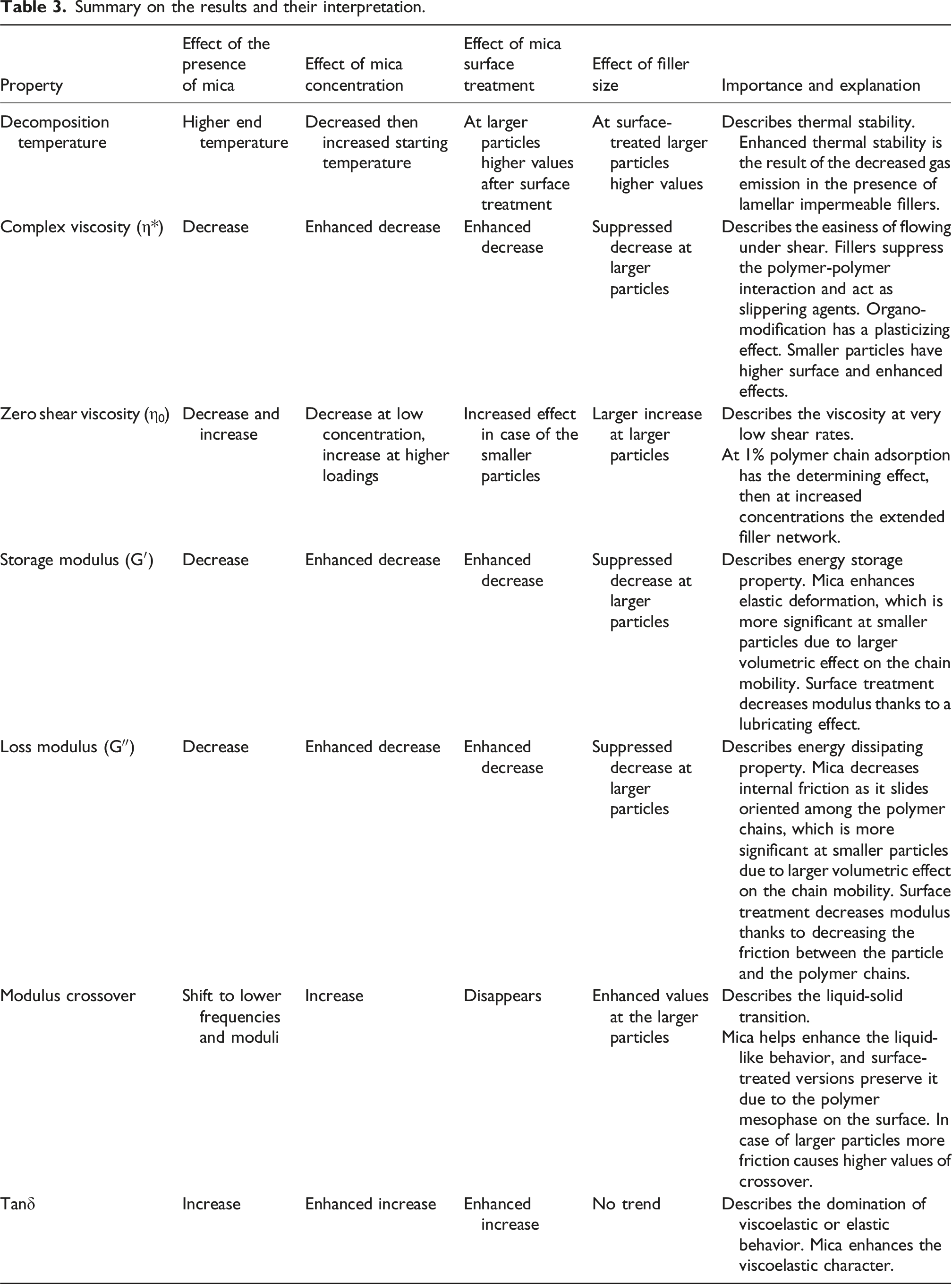
Summary on the results and their interpretation.
Outlook into industrial applications
By TGA increased thermal stability was evidenced in the presence of mica, which leads to larger manufacturing window, which enables improved injection molding.57,58 This has the beneficial effect that machine setup will be less sensitive to temperature changes in the hot runner and the injection unit. Increased thermal resistance results in less scrap during production.
On the other hand, lower viscosity of composites, detected by viscosity measurements, is favorable in extrusion and injection molding. 59 Due to the more effective mold filling the molding machine has to exert less pressure to achieve the same filling state, or better mold fidelity at the same pressure value can be achieved, as well as cycle time can be decreased. 60
Increased viscoelastic properties result in better dimensional stability and shape stability during processing.61,62 Surface-treated mica prevents exceeding elastic behavior, thus eases the formation of the material. 33 Taking into account the previous aspects, optimized mica/PA11 composites are beneficial in all the automotive, packaging and construction industry due to the enhanced shape-stable parts with increased heat stability, thicker but stronger foils and more durable structural parts.
Conclusions
The effect of mica on the thermal stability and the rheological behavior of PA11 was revealed, which was then projected to the processing advantages of these composites. It was shown that the surface-modified mica enhanced the shear thinning and the drop of both elastic and viscoelastic characteristics, and enhanced the damping at a higher degree than the untreated particles. Cole-Cole, Han and van Gurp-Palmen diagrams were modified by the surface treatment of mica, suggesting a non-direct connection of the fields around the particles. Irreversible demolition of the filler 3D was shown during amplitude sweep analysis. None of the compositions showed entirely irregular behavior, however, based on the Lewis-Nilsen analysis M18 particles at 5 wt% might be close to the real physical connection, thus present trends will probably differ significantly in case of larger particles and higher concentrations. Presented enhanced thermal stability and modified rheological properties are beneficial in injection molding, extrusion and foil manufacturing, too, and it was revealed that the manufacturing of mica/PA11 composite part with enhanced strength does not encounter obstacles.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
All data generated or analysed during this study are included in this published article.