
Abstract
This study investigates the incorporation of glass and basalt fibers into an epoxy matrix at weight fractions of 0.4, 0.8, and 1.6 wt% to enhance the fire resistance and high-temperature wear performance of epoxy resins. The fire behavior of the resulting composites was evaluated using UL-94 vertical burning and Limiting Oxygen Index (LOI) tests, while their thermal wear performance was examined over the temperature range of 25–100°C. The Shore-D hardness of neat epoxy was 77.6, which increased to 83.9 and 85.9 with the addition of 1.6 wt% glass and basalt fiber reinforcements, respectively. At 100°C, neat epoxy exhibited a volume loss of 821.14 mm3, whereas this value decreased to 615.8 mm3 with glass fiber reinforcement and to 527.36 mm3 basalt fiber reinforcement. The average friction coefficient decreased from 0.758 to 0.582 and 0.535, respectively. The Archard wear coefficient decreased from 6.66e-03 for neat epoxy to 4.36e-03 for glass-fiber-reinforced composites and to 3.35e-03 for basalt-fiber-reinforced composites. In terms of fire behavior, the LOI value increased from 25.8% for neat epoxy to 28.5% and 30.4% for glass- and basalt-fiber-reinforced composites, respectively. In the UL-94 tests, neat epoxy could not be classified, whereas glass fiber-reinforced composites achieved V2–V1 ratings, and composites containing 0.8 and 1.6 wt% basalt fiber exhibited a V0 classification. This superiority is attributed to the higher melting/softening temperature of basalt fiber and its thermally insulating aluminosilicate structure. The combined evaluation of TG/DTG, DSC and LOI results demonstrates that basalt fiber enhances the thermal stability of epoxy.
Keywords
Introduction
Epoxy is the most widely used and preferred thermoset resin in adhesives, coatings, semiconductor encapsulation, hardware components, electronic circuit board materials, aerospace, and composite matrix applications, owing to its high-performance properties such as high tensile strength, high stiffness, superior electrical performance, and excellent chemical resistance. 1 In the aerospace industry, epoxy is mainly used as a laminate material. In the automotive industry, epoxy is primarily utilized as a structural adhesive, thereby partially replacing conventional welding processes. The low electrical conductivity and high cross-linking density of epoxy limit its toughness and impact resistance, making the material susceptible to microcracks and restricting its use in certain applications.2,3 To improve the mechanical, electrical, thermal, magnetic, optical, and flame-retardant properties of epoxy, epoxy nanocomposites functionalized with nanoparticles such as iron oxide, carbon nanofiber, graphene, nanoclay, polyaniline, silica, zinc oxide, and alumina are produced. 4
The limiting oxygen index (LOI) of standard epoxy resins is around 19.8%, reflecting their high flammability and considerable fire hazard potential. Beyond the substantial heat released during combustion, the generation of toxic and hazardous gases further elevates the risks to human health and safety, as well as to surrounding property. Furthermore, the ease of ignition of the molten droplets formed, leading to rapid fire spread, is another critical factor that considerably restricts the use of epoxy resins in various applications. 5
In recent years, many researchers have focused on sustainability-oriented approaches in flame-retardant epoxy resins, such as the use of renewable bio-based raw materials, environmentally friendly production methods, and the degradability and reusability of products. 6 Through in-depth analysis of the flame-retardant mechanism, the flame-retardant, anti-dripping, and mechanical properties of epoxy resin can be improved to meet practical requirements. 7 Flame-retardant epoxy resins are generally obtained by the addition of additives or reactive flame retardants. Although the additive-based method offers advantages such as ease of application and low cost, the non-uniform dispersion of components in the epoxy matrix and weak interfacial interactions may lead to deterioration of mechanical properties and performance losses. 8
Basalt fibers (BF) are inorganic reinforcement materials that attract attention due to their high modulus, good strength, improved elongation at break, superior temperature and chemical resistance, as well as their environmentally friendly and economical characteristics. Their ease of processing and non-toxic nature also provide significant advantages. Under certain conditions, BFs can exhibit better performance compared to glass fibers (GF) and even carbon fibers (CF). They have shown superior durability to GF in accelerated aging tests, and after exposure to 600°C for 2 h, they demonstrated higher mechanical performance than both CF and GF. However, although numerous studies have been conducted on glass, carbon, and natural fibers, research on basalt fibers and basalt fiber-based epoxy composites is still limited. 9
Basalt fibers are non-flammable and, in addition to their high chemical stability, exhibit superior resistance to weathering as well as acidic and alkaline environments. They possess a wide thermal operating range, from approximately −200°C to 600–800°C. The high thermal stability associated with their mineral composition, along with the limitation of heat transfer and thermal radiation by micropores in the fiber structure, makes basalt fiber textiles strong candidates for thermal insulation and passive fire safety applications.10–12 Composites produced with basalt fibers exhibit a more favorable balance of stiffness, strength, fatigue resistance, and energy absorption than glass fiber reinforced counterparts. Moreover, unlike glass or even carbon fiber composites, their mechanical performance remains more consistent when subjected to varying thermal and environmental conditions. Owing to these characteristics, basalt fiber composites are regarded as promising alternatives for demanding applications in the aerospace field.13,14
Glass fibers play a key role in contemporary composite manufacturing because they combine desirable mechanical characteristics with economic advantages. When incorporated into polymer matrices, glass fiber reinforcements provide composites with notable tensile and flexural strength, as well as reliable resistance against chemical degradation. Their low density enables the production of lightweight structures, while their mechanical stability provides a significant advantage. In addition, glass fibers enhance flame-retardant performance through their resistance to high temperatures and ability to maintain structural integrity, thereby standing out as reinforcement materials in engineering applications requiring fire safety.15,16
Polymers decompose and produce volatile/flammable species when exposed to temperatures above the critical limits dictated by their chemical structures; ignition is initiated when a flame triggers this initial decomposition, and the resulting fire continues through the combustion of degradation products as well as external heat inputs. Fire resistance is the ability of a material to limit flame spread while maintaining its mechanical and physical integrity. Low heating rate and thermal conductivity slow down heat transfer to adjacent regions, thereby reducing flame propagation and enhancing fire resistance. Resistance to burning is expressed by the time required for a directed flame/fire to penetrate the material and is a critical indicator for polymers. In thermoplastics, melt flow/dripping behavior under flame exposure can either reduce ignition or, conversely, accelerate flame spread; indeed, the UL-94 classification is an evaluation primarily based on dripping behavior. Therefore, dripping is a dominant parameter that cannot be overlooked in determining the flame-retardant performance of polymers.17–20
Epoxy matrix glass fiber reinforced composites, in addition to their high mechanical performance, also offer enhanced flame-retardant properties owing to the inorganic and non-combustible nature of glass fibers. 21 Epoxy–glass fiber composites reinforced with suitable flame-retardant additives provide not only high structural strength but also improved fire safety. The homogeneous dispersion of glass fibers within the matrix not only increases fire resistance but also reduces smoke formation and heat release, thereby enhancing safety. 22
Fire safety of polymer-based materials has emerged as a key performance criterion, particularly in safety-critical fields such as electronics, automotive, and aerospace. In the literature, the fire performance of flame-retardant systems is commonly evaluated through the combined use of multiple characterization techniques that simultaneously reveal thermal degradation behavior and burning characteristics. Studies integrating thermogravimetric analysis (TG), cone calorimetry, Limiting Oxygen Index (LOI), and UL-94 vertical burning tests have demonstrated that such a test matrix provides concurrent and reliable information on the thermal stability, flammability parameters, flame propagation behavior, and smoke generation of materials. Accordingly, the joint interpretation of TG, LOI, UL-94, and cone calorimetry data is regarded as an effective methodology that enables a comprehensive, systematic, and comparable assessment of flame-retardant performance in polymeric and composite-based materials. 23
In this context, one of the most widely used methods is the UL-94 combustion test. This test provides a safety classification by evaluating the flammability of the specimens, their self-extinguishing capacity, and dripping behavior. In particular, the vertical UL-94V test determines the behavior of polymers after exposure to a flame source and categorizes them into V-0, V-1, or V-2 classes. In addition, specimens that fail to meet the criteria are classified at the BC (Burning Classification) level and considered unsuccessful in terms of combustion performance.24–27 In the UL-94 test, for the V-0 classification, the afterflame time of a specimen should not exceed 10 s, and the total burning time should not exceed 50 s; after the second flame application, combustion must last less than 30 s, with no molten dripping and no complete specimen burning. For the V-1 classification, these limits are 30 s and 250 s, respectively; after the second application, a maximum of 60 s of combustion may occur, but dripping and complete burning are not acceptable. The V-2 classification has the same time criteria as V-1 but permits molten dripping. This classification is one of the most widely used methods in the literature for comparing the effectiveness of flame-retardant additives and fiber reinforcements incorporated into polymers.28,29
The Limiting Oxygen Index (LOI) is a fundamental parameter for evaluating the flammability of polymers and composites, and quantitatively defines the minimum oxygen concentration required for a given material to sustain flaming combustion. In a controlled O2/N2 atmosphere, LOI is defined as the lowest oxygen volume fraction at which the specimen can ignite and maintain self-sustaining flaming, and is governed by the balance between pyrolysis in the combustible phase, gas-phase combustion kinetics, and heat–mass transfer from the surface. 30 In epoxy-based fiber-reinforced composites, the increase in LOI is mainly associated with a condensed-phase barrier mechanism: non-combustible fibers dilute the organic phase, form an inorganic skeleton that reduces heat release, generate a thermal barrier effect on the surface, and enhance the mechanical stability of the char layer, thereby limiting dripping. Therefore, LOI is employed as a key design tool for material selection in applications where fire safety is critical, such as construction, textiles, and composite structural components.31,32
The cone calorimeter is one of the most critical methods for evaluating the fire behavior of polymer matrix composites, as it enables the quantitative measurement of key fire safety parameters such as heat release rate (HRR), total heat release (THR), time to ignition (TTI), mass loss rate (MLR), and smoke production. 33 In comprehensive studies conducted by Kandare et al. on glass fiber-reinforced epoxy composites, the cone calorimeter has been clearly demonstrated to be a primary tool for both modeling fire kinetics and verifying the thermal barrier effect of the material. 34 Similarly, Morgan et al. reported that cone calorimeter measurements are decisive in glass fiber-reinforced systems in terms of heat release, smoke generation, and the integrity of the residual structure. 35
Thermogravimetric analysis (TGA) is a widely used fundamental technique for determining the mass loss behavior and thermal stability of materials under the influence of heat, and is particularly critical for assessing the performance of flame-retardant systems. Fiber reinforcement enhances the charring behavior of the epoxy matrix, promoting the formation of a protective barrier layer during fire exposure; by stabilizing combustion residues, increasing the residual char yield, and slightly raising the decomposition temperatures, it contributes to the reduction of flame spread.36,37
In this study, epoxy matrix composites reinforced with chopped basalt and glass fibers were investigated with respect to their burning behavior and thermal wear response. Epoxy resins are widely used in engineering applications owing to their high strength, chemical resistance, and dimensional stability; however, their intrinsically low flame resistance restricts their use in safety-critical environments. As a mitigation strategy, fiber reinforcement was employed to simultaneously enhance thermal and mechanical performance. Composites containing different basalt and glass fiber loadings were evaluated in terms of fire resistance and high-temperature wear performance. Fire behavior was characterized using differential scanning calorimetry (DSC), Limiting Oxygen Index (LOI), and UL-94 vertical burning tests, while tribological tests provided complementary wear data. The results are expected to support the design of advanced composites for demanding sectors such as construction, marine, transportation, and aerospace, where the concurrent requirements of flame retardancy and durability at elevated temperatures are of primary importance.
Materials and methods
Properties of the reinforcement materials. 38
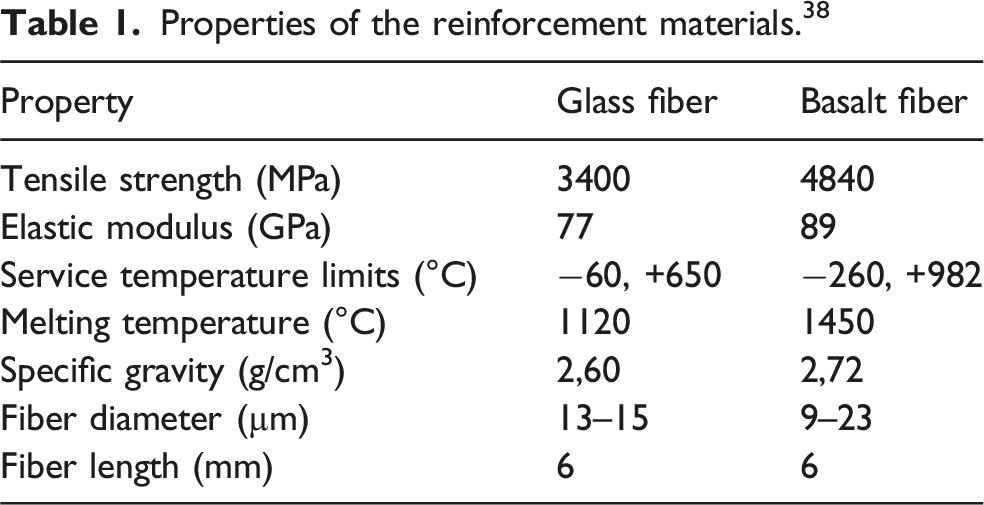
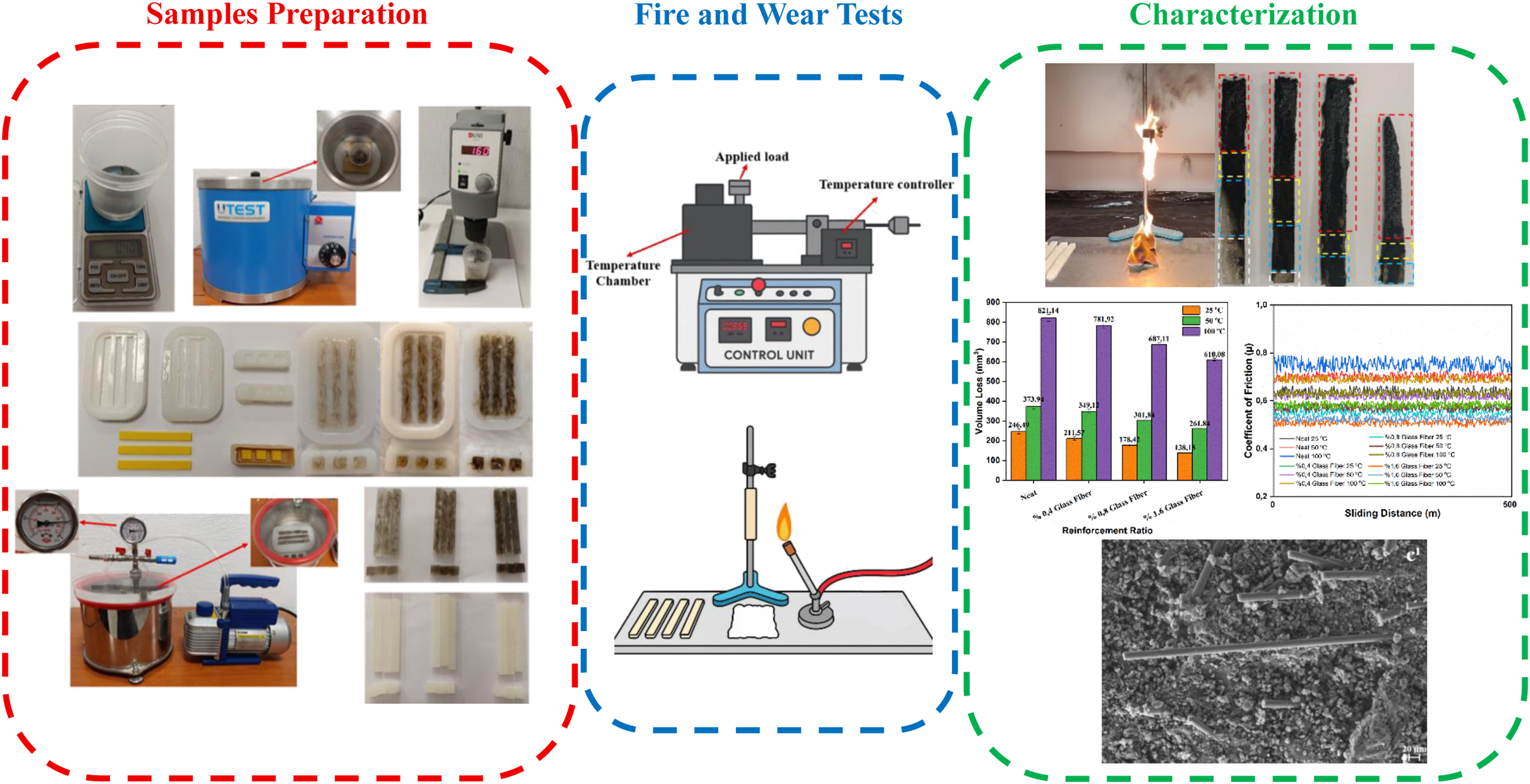
Figure 1 shows the sample production steps. In the sample preparation process, silicone molds for the specimens to be used in the UL-94 vertical burning and thermal wear tests were first produced by fabricating 3D-printed models that were enlarged by 1.5% relative to the original sample dimensions. The molds were obtained using RTV-2 type mold silicone with a hardness of 30 Shore D. For reinforcement, chopped basalt and glass fibers were incorporated into the epoxy resin at weight fractions of 0.4, 0.8, and 1.6 wt% prior to the addition of the curing agent. Sample production steps.
In this study, both chopped basalt and glass fibers were used in their as-received condition, without any thermal conditioning, surface treatment, or modification. This approach was adopted in order to avoid altering the intrinsic surface characteristics of the fibers and to enable a clearer interpretation of how the natural properties of basalt and glass fibers influence the fire resistance and thermal wear behavior of the epoxy composites. Although a wide range of fiber fractions has been reported in the literature for chopped basalt- and glass-fiber-reinforced epoxy systems, excessively high fiber contents markedly reduce the flowability of the resin, making mixing, air-void removal, and mold filling extremely difficult. Therefore, fiber loadings of 0.4, 0.8, and 1.6 wt% were selected as processing-compatible values that maintain acceptable flow behavior of the epoxy resin during mixing and casting and allow homogeneous fiber dispersion without compromising specimen quality. In addition, to partially compensate for the viscosity increase caused by the incorporation of chopped fibers, the epoxy–fiber mixture was kept at 65°C for 15 min prior to mechanical stirring. This controlled pre-heating step reduced the viscosity of the epoxy system, improved fiber wetting, facilitated the homogeneous dispersion of fibers within the matrix, minimized fiber agglomeration, and made both mixing and mold filling noticeably easier and more uniform. Following this stage, the mixture was blended in a mechanical mixer at 160 rpm for 15 min to achieve uniform fiber dispersion. Afterwards, the curing agent was introduced and the system was mixed again to obtain a consistent composition. The prepared epoxy–fiber mixtures were then cast into silicone molds and subjected to vacuum at 0.2 bar for 45 min to eliminate entrapped air. Once solidified, the specimens were carefully removed from the molds and allowed to cure under ambient conditions for a period of 1 week.
The hardness of the fabricated samples was evaluated with a Shore D durometer. For each specimen, measurements were performed at seven different locations, and the mean values were determined. The geometrical details of the specimens prepared for the UL-94 vertical burning and thermal wear tests are illustrated in Figure 2. Dimensions of the UL-94 vertical burning and thermal wear test specimens (units in mm).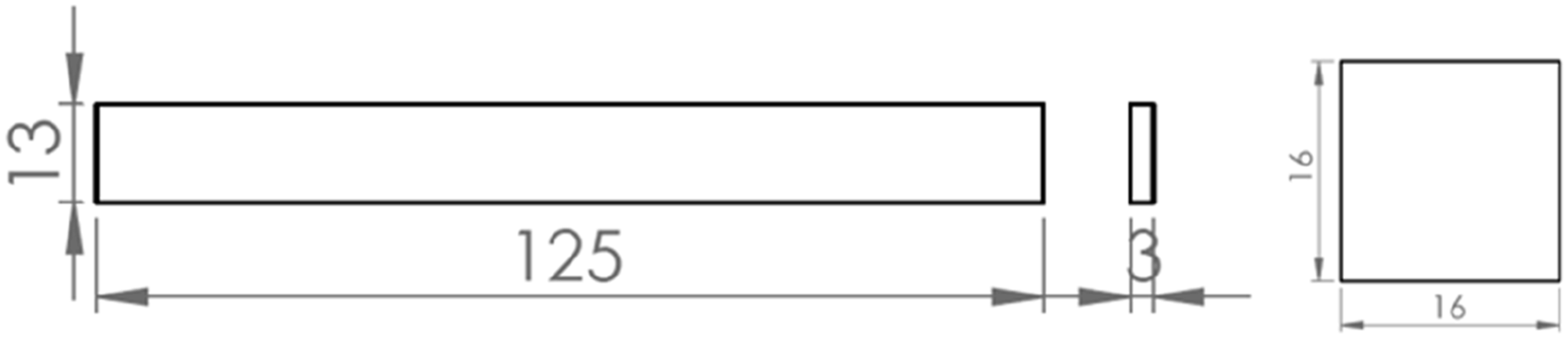
Composite fire performance was evaluated using the UL-94 vertical burning test (Figure 3). Prior to testing, all specimens were conditioned at 23°C and 50% relative humidity for 48 h to ensure consistent moisture content before the UL-94 measurements. The experiments were conducted in a fume hood using a standard laboratory Bunsen burner supplied with a commercial methane/propane gas mixture. Before each test series, the burner was adjusted in accordance with the UL-94 vertical test procedure to produce a 20 ± 1 mm high blue flame. For the test, each specimen was clamped in a vertical position, and the burner was positioned such that the 20 mm blue flame impinged on the bottom edge of the test bar from a distance of 10 cm, with the burner held at an angle of 45° to the specimen. To monitor flaming drips, a layer of cotton was placed 30 cm below the lower end of the specimen, directly beneath the flame-exposed region. The test was carried out in two stages. In the first stage, the flame was applied to the bottom of the specimen for 10 s and then removed; the afterflame time was recorded until the material self-extinguished (or up to the 30 s evaluation limit). If the specimen ceased burning within 30 s, the second stage was performed: the same 20 mm flame was reapplied to the specimen for another 10 s, after which it was removed again and the subsequent afterflame and afterglow times were measured. For each composition, five replicate specimens were tested. During the tests, the following parameters were recorded for all five bars: afterflame time, afterglow time, dripping behavior, ignition of the underlying cotton by burning droplets, and whether the specimen burned completely up to the holding clamp. Based on these criteria, the burning classification was determined in accordance with the UL-94 rating system (V0, V1, V2 or BC), using the burning behavior observed after the second flame application across the five specimens. Schematic of the UL-94 vertical burning test.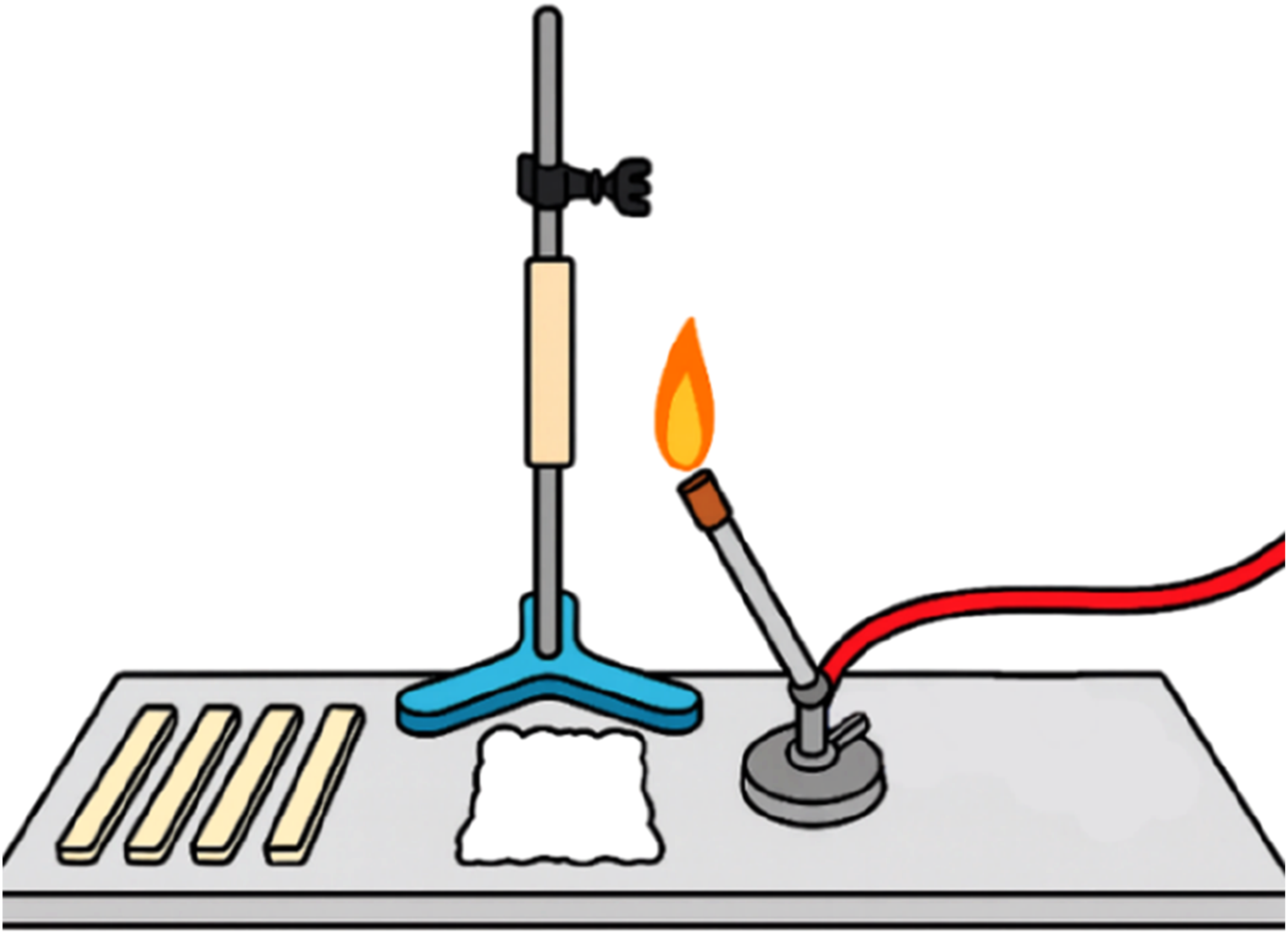
Secondly, a thermal wear test was performed to evaluate the tribological performance under temperature conditions (Figure 4). This test examined the volume loss and changes in surface morphology of the specimens at different temperatures (25°C, 50°C, and 100°C) under specific load conditions. Thermal wear tests were carried out under abrasive conditions using 800-mesh SiC abrasive paper, a normal load of 20 N, a sliding speed of 3 m/s and a total sliding distance of 500 m. The 800-mesh abrasive was preferred over coarser grits in order to establish a controlled abrasive regime on the epoxy surface. In this way, a measurable level of material loss was obtained, while the differences in wear behavior between the various composite formulations could be more clearly distinguished based on the surface morphology and wear track features. The applied normal load of 20 N and sliding speed of 3 m/s were chosen to go beyond purely mild laboratory conditions and to represent medium-to-severe contact conditions that epoxy-based components may experience in engineering applications such as sliding joints, bearing-type elements, guide surfaces and similar tribological interfaces. These parameters generate a distinct contact pressure and frictional heating at the interface, enabling the investigation of the temperature-sensitive wear and friction response of the system, while still remaining within limits that prevent sudden surface failure or catastrophic damage of the specimens. The total sliding distance of 500 m was selected to allow the system to pass the initial running-in stage and reach a quasi-steady wear regime, so that the corresponding mass and volume losses would reach levels suitable for precise quantification. At the same time, this distance is sufficiently moderate to preserve the structural integrity of the specimens, thus enabling reliable post-test surface examinations and microstructural interpretations. Consequently, the chosen test parameters simultaneously represent service-like operating conditions and provide an appropriate experimental basis for a comparative assessment of the influence of glass and basalt fiber reinforcement on the thermal wear behavior of the epoxy composites. These experimental procedures allowed a comparative assessment of the specimens with respect to both flame resistance and thermal wear performance. Implementation of the thermal wear tests.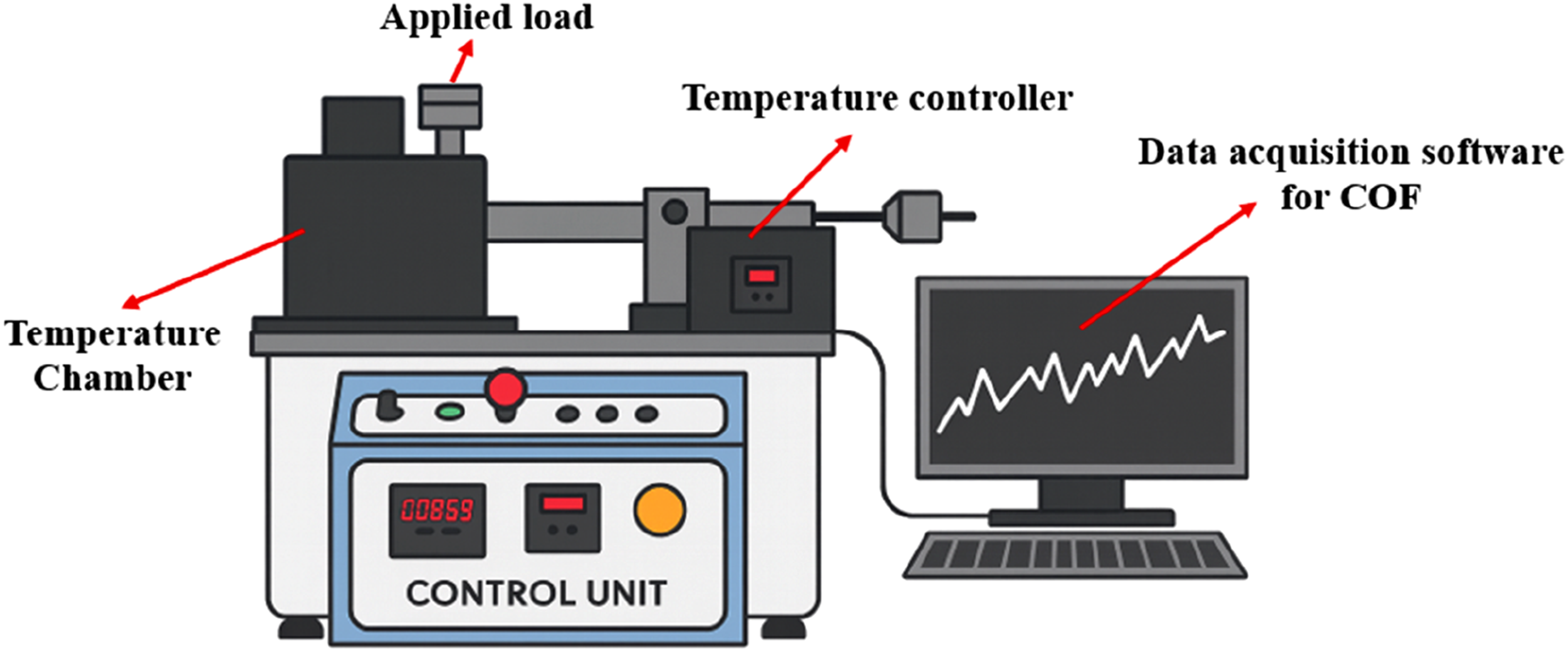
Before the test, the initial masses of the specimens were measured and recorded using a precision balance. After the test was completed, the specimens were weighed again using the same method, and the mass losses were determined. From these measurements, plots were constructed to demonstrate how volume loss varied with sliding distance. In parallel, the friction force values recorded by the device’s load cell during testing were utilized to generate graphs describing the changes in the coefficient of friction. The resulting diagrams were then examined to interpret the dominant wear mechanisms and the overall frictional behavior of the composites.39,40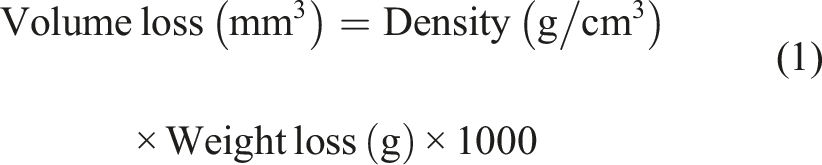

In the tests, the friction force (F) measured by the device’s load cell reflected the interfacial resistance generated between the specimen surface and the opposing counterpart. The applied normal load (P), oriented perpendicular to the specimen, represented the constant pressure maintained over the course of the experiment.
Moreover, the progression of wear volume is closely linked to a material’s ability to withstand tribological stresses. For this reason, estimating wear volume is a key step in predicting the service life of composites subjected to varying loads and temperatures. To achieve this, one of the most widely applied approaches in the literature is the Archard model, which defines wear volume through the following relation.41,42
In this expression, V denotes the calculated wear volume, while W corresponds to the applied normal load and S to the total sliding distance. H indicates the hardness of the composite, and k refers to the wear coefficient, a parameter influenced by factors such as the material’s mechanical behavior, microstructural features, and the quality of fiber–matrix interfacial bonding.
In this study, epoxy-based composites were produced by incorporating different proportions of glass and basalt fibers. Their tribological characteristics were assessed through wear tests conducted at 25°C, 50°C, and 100°C, where volume loss, coefficient of friction (µ), and wear coefficient (k) were comparatively analyzed. Fire resistance was evaluated using the UL-94 vertical burning method. Collectively, these experiments enabled a detailed understanding of how glass and basalt fibers influence both the wear performance and the flame-retardant properties of epoxy-based composites.
Results and discussion
Figure 5 shows the effect of adding 3 mm long glass and basalt fibers into the epoxy matrix on hardness. Effect of fiber reinforcements on the hardness of epoxy.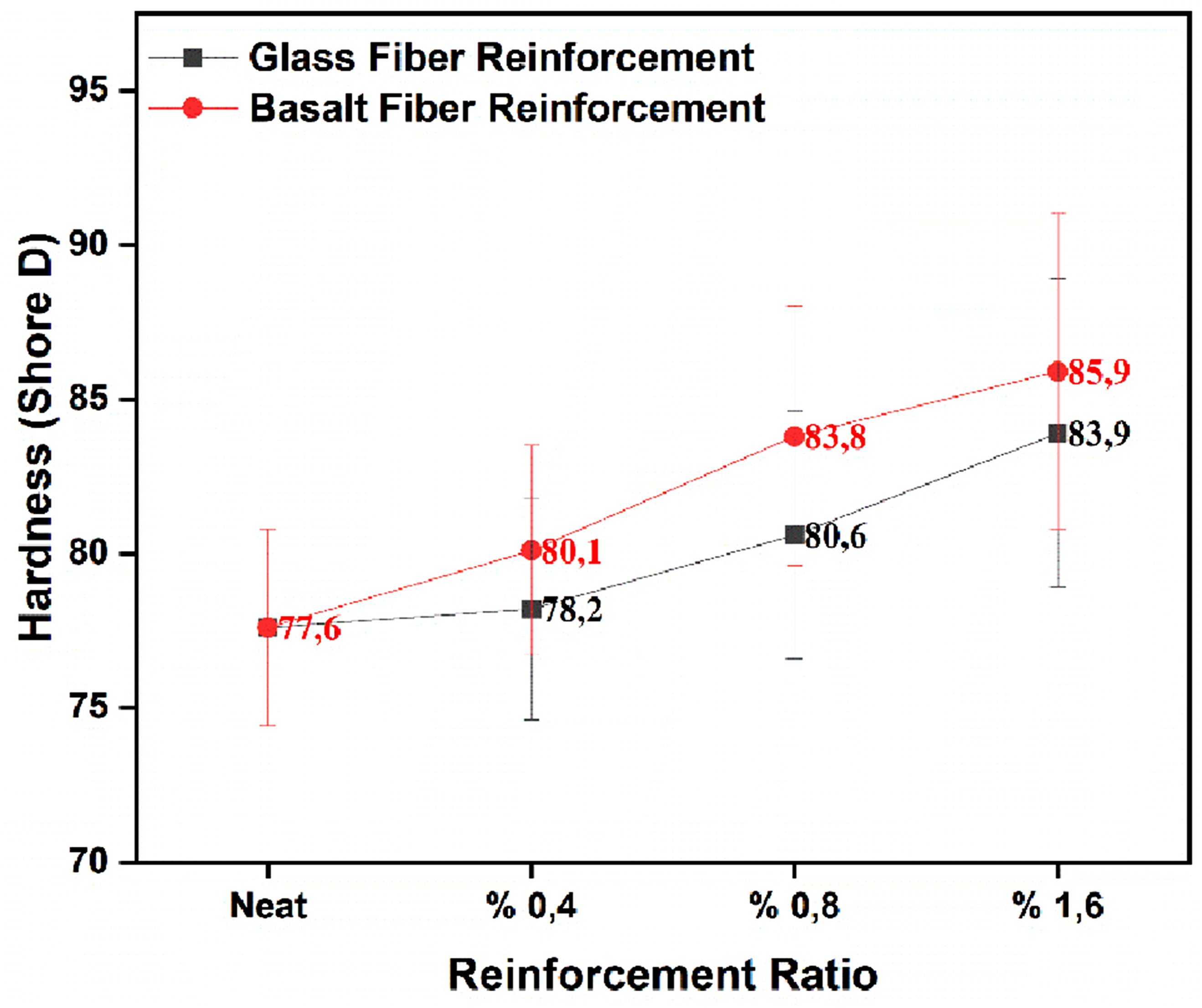
The incorporation of glass and basalt fibers into the epoxy matrix resulted in a steady improvement in hardness values. While the fiber-free system exhibited approximately 77.6 Shore D, the hardness increased to 83.9 with 1.6 wt% glass fiber addition and to 85.9 with the same amount of basalt fiber addition. These findings suggest that higher reinforcement levels restrict plastic deformation of the matrix by enabling the fibers to carry a greater portion of the load, thereby improving surface resistance. With the increase in fiber content, the fillers tend to occupy the gaps between the matrix and the fibers, leading to a denser and more compact composite structure. This densification effect leads to a significant increase in the hardness of the material. Although glass fiber reinforcement provided a gradual increase in hardness, basalt fiber enabled higher values at the same ratios. This improvement can be explained by the superior elastic modulus and microhardness of basalt fibers relative to glass fibers, which allows for more efficient load transfer across the matrix–fiber interface. During hardness testing, when the indenter applies a load to the polymer surface, in neat epoxy this load is accommodated by the displacement of polymer chains, whereas with fiber reinforcement a significant portion of the load is carried by the fibers, thereby restricting plastic flow of the matrix. In particular, the rigid and hard structure of basalt fiber prevents local indentation and microcrack formation under load more effectively than glass fiber.43–45
Figure 6 shows the variations in volume loss with temperature for different glass fiber reinforcement ratios. Variations in volume loss with temperature for different glass fiber reinforcement ratios.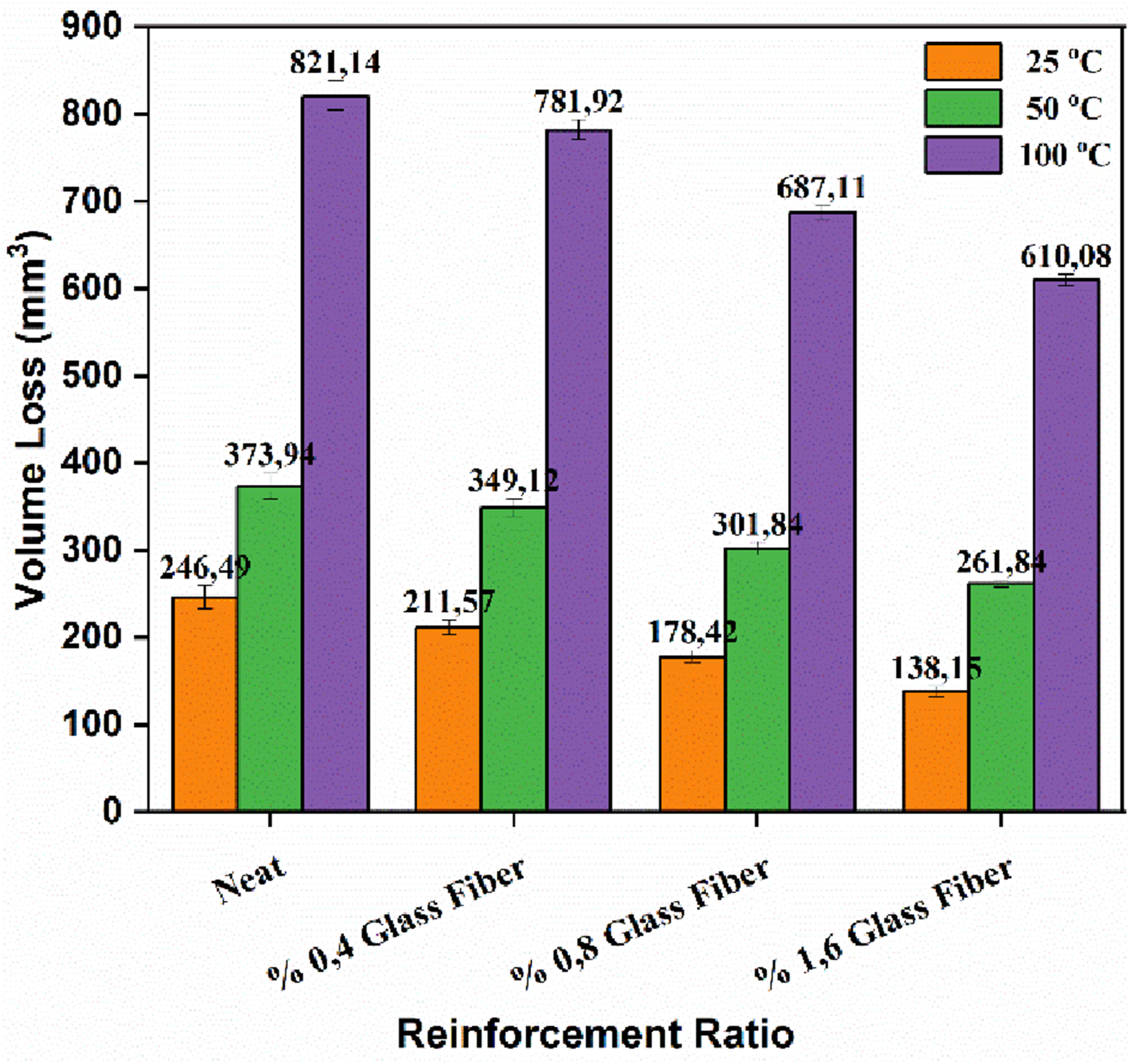
As seen in Figure 6, the change in the wear resistance of the epoxy matrix with glass fiber reinforcement is presented at three different temperatures. For neat epoxy, the volume loss was 246.49 mm3 at 25°C, which increased to 373.94 mm3 at 50°C and 821.14 mm3 at 100°C. The sharp rise observed with increasing temperature is linked to the matrix nearing its glass transition region, where the mobility of polymer chains becomes more pronounced, resulting in greater ease of surface deformation. With the addition of glass fiber, reductions in volume loss were recorded. At 0.4 wt% glass fiber content, the volume loss decreased by 14.2% at 25°C, and when the reinforcement ratio was increased to 1.6 wt%, this improvement reached 44%. Similarly, the reduction in volume loss was 30% at 50°C and 25% at 100°C. The findings indicate that the reinforcing role of glass fibers helps carry part of the applied load, which restricts matrix deformation, decreases the effective contact area, and thereby suppresses ploughing and fine surface scratching during wear. At lower test temperatures, the inherent stiffness of the fibers together with strong interfacial adhesion improves resistance to surface damage. However, as the temperature rises, matrix softening and stress localization at the fiber–matrix boundary promote fiber debonding and fracture, which in turn generate loose third-body particles that contribute to additional wear. Therefore, although the absolute volume loss increases at higher temperatures, the relative contribution of fiber reinforcement leads to a reduction. Nevertheless, the fact that glass fiber provides a significant improvement even at the highest reinforcement ratio indicates that its beneficial effect on wear resistance persists despite changes in temperature conditions. It is considered that fibers increase the surface hardness of the matrix and suppress the ploughing mechanism at low temperatures, while at higher temperatures they maintain a meaningful protective effect despite interfacial weakening.46–48
Figure 7 shows the variations in volume loss with temperature for different basalt fiber reinforcement ratios. Variations in volume loss with temperature for different basalt fiber reinforcement ratios.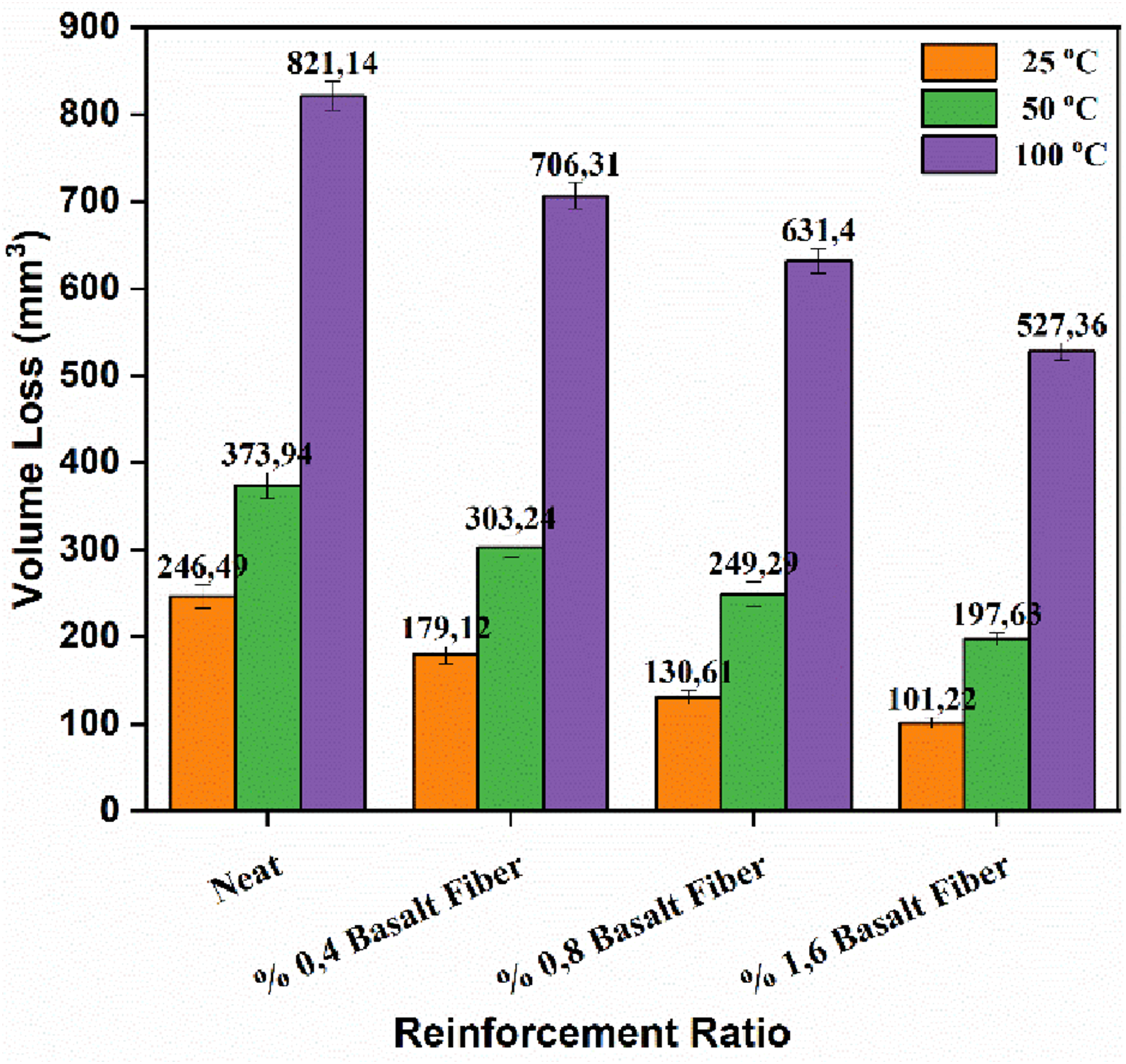
Neat epoxy exhibited considerably high volume loss at all temperatures. The addition of basalt fiber resulted in a significant reduction in volume loss across all temperatures. At 0.4 wt% basalt fiber content, the reductions in volume loss were 27.3% at 25°C, 18.9% at 50°C, and 14.0% at 100°C. When the reinforcement ratio was increased to 0.8 wt%, the reductions reached 47.0% at 25°C, 33.3% at 50°C, and 23.1% at 100°C. At the highest reinforcement level of 1.6 wt%, the volume loss decreased to 101.22 mm3 (58.9%) at 25°C, 197.63 mm3 (47.1%) at 50°C, and 527.36 mm3 (35.8%) at 100°C. These results reveal that basalt fiber substantially improves the wear resistance of the epoxy matrix, particularly at low and moderate temperatures, while at higher temperatures the effect of reinforcement diminishes but still maintains a protective role.
Frictional conditions directly affect the tribological behavior of polymers and, in particular, the coefficient of friction. Due to their viscoelastic nature, polymers are highly sensitive to the heating that occurs during frictional contact. Therefore, the ambient temperature and the thermal state of the contact region stand out as among the most critical factors determining the performance of polymer-based systems. The thermal effects generated during friction can alter the structural stability, surface properties, and interfacial interactions of the material; thus, they control both the wear behavior and the evolution of the coefficient of friction. 40 At lower temperatures, the high stiffness and elastic modulus of basalt fibers enable them to bear a considerable share of the applied load, thereby restricting localized plastic deformation within the epoxy matrix. Acting as micro-load carriers within the matrix, the fibers reduce the real contact area and thereby suppress ploughing and micro-cutting mechanisms. The high stiffness of the fibers provides a protective barrier on the wear surface, enhancing resistance to wear. However, when the temperature reaches 50°C, the elastic modulus of the matrix begins to decrease, and although basalt fibers still assume a load-bearing role, the interfacial bonds weaken. Nevertheless, basalt fibers, owing to their higher stiffness and adhesion properties compared to glass fibers, make a significant contribution to protecting the matrix. At 100°C, the matrix exceeds its glass transition temperature (Tg) and undergoes severe softening. Under these conditions, stress concentrations occur at the fiber–matrix interface, and fiber pull-outs together with detached fragments from the surface lead to third-body wear. This mechanism is considered the main cause of the pronounced increase in volume loss. However, even at the highest reinforcement ratios, basalt fibers, although unable to fully control matrix deformation, still significantly reduce volume loss by limiting ploughing due to their stiff and rigid nature. Rising temperature causes more pronounced structural degradation and increased mass losses in the specimens, reducing their load-bearing capacity. Nevertheless, owing to the relative contribution provided by fiber reinforcement, the increase in volume loss can still be partially limited even at elevated temperatures.49,50
In conclusion, basalt fiber reinforcement is more effective than glass fiber in enhancing the wear resistance of the epoxy matrix. The primary reasons for this are the higher elastic modulus, hardness, and thermal stability of basalt. The findings demonstrate that while basalt fiber reinforcement significantly improves wear resistance at low temperatures, its beneficial effect is still maintained at a considerable level even at high temperatures despite matrix softening.
Calculated wear coefficient (k) according to Archard’s law.
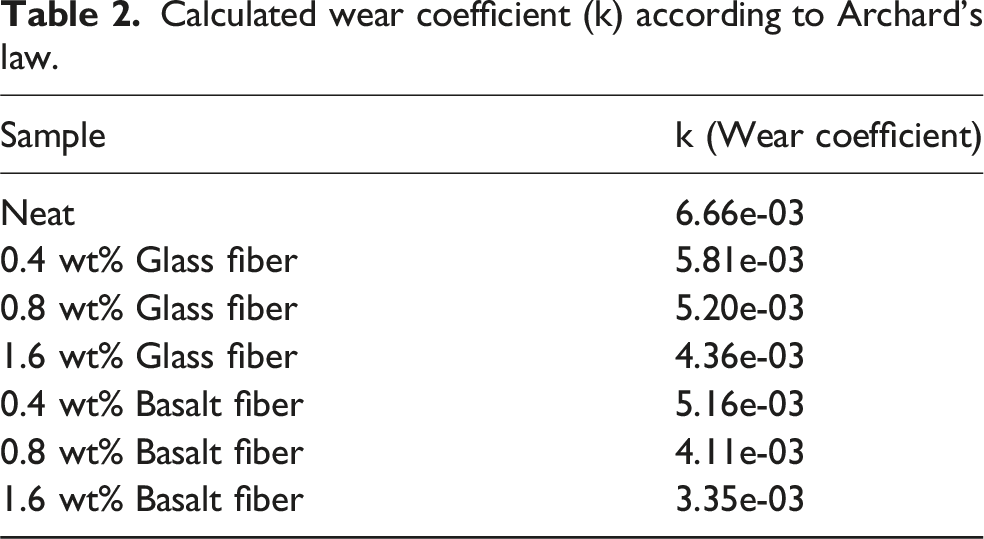
According to the Archard model, the observed increase in hardness for epoxy composites reinforced with glass and basalt fibers leads to a reduction in wear volume. The effectiveness of this improvement largely depends on the quality of the fiber–matrix interface; stronger interfacial bonding lowers the wear coefficient (k) and consequently minimizes material loss. This framework provides a useful basis for comparing the wear resistance of different composites. The results derived from Archard’s law confirm that the addition of reinforcing fibers considerably enhances the tribological performance of the epoxy matrix. In the neat base system, the highest wear coefficient (6.66e-03) was observed, whereas this value decreased considerably with glass and basalt fiber reinforcement. The addition of glass fibers at 0.4%, 0.8%, and 1.6 wt% resulted in improvements of 12.8%, 21.9%, and 34.5%, respectively; in contrast, basalt fibers at the same ratios provided higher performance with improvements of 22.5%, 38.3%, and 49.7%. In particular, in the composite with 1.6 wt% basalt fiber reinforcement, the wear coefficient decreased to 3.35e-03, nearly half the value of the neat matrix. With fiber reinforcement, both surface hardness and load transfer efficiency increased, leading to a decrease in the absolute value of k as well as a narrowing of its possible uncertainty range. This can be explained by the fact that basalt fibers, having higher hardness and strength compared to glass fibers, provide more effective load transfer to the matrix and form a structure more resistant to wear. Therefore, since low k values according to Archard’s law represent high wear resistance, the obtained data demonstrate that basalt fiber reinforcement, especially at higher contents, is highly effective in improving the tribological performance of composites.51–54
Figure 8 illustrates how glass fiber reinforcement influences the coefficient of friction across different temperatures, and the corresponding numerical values are summarized in Table 3. Effect of glass fiber reinforcement on the coefficient of friction as a function of temperature. Coefficient of friction data of glass fiber reinforcement as a function of temperature.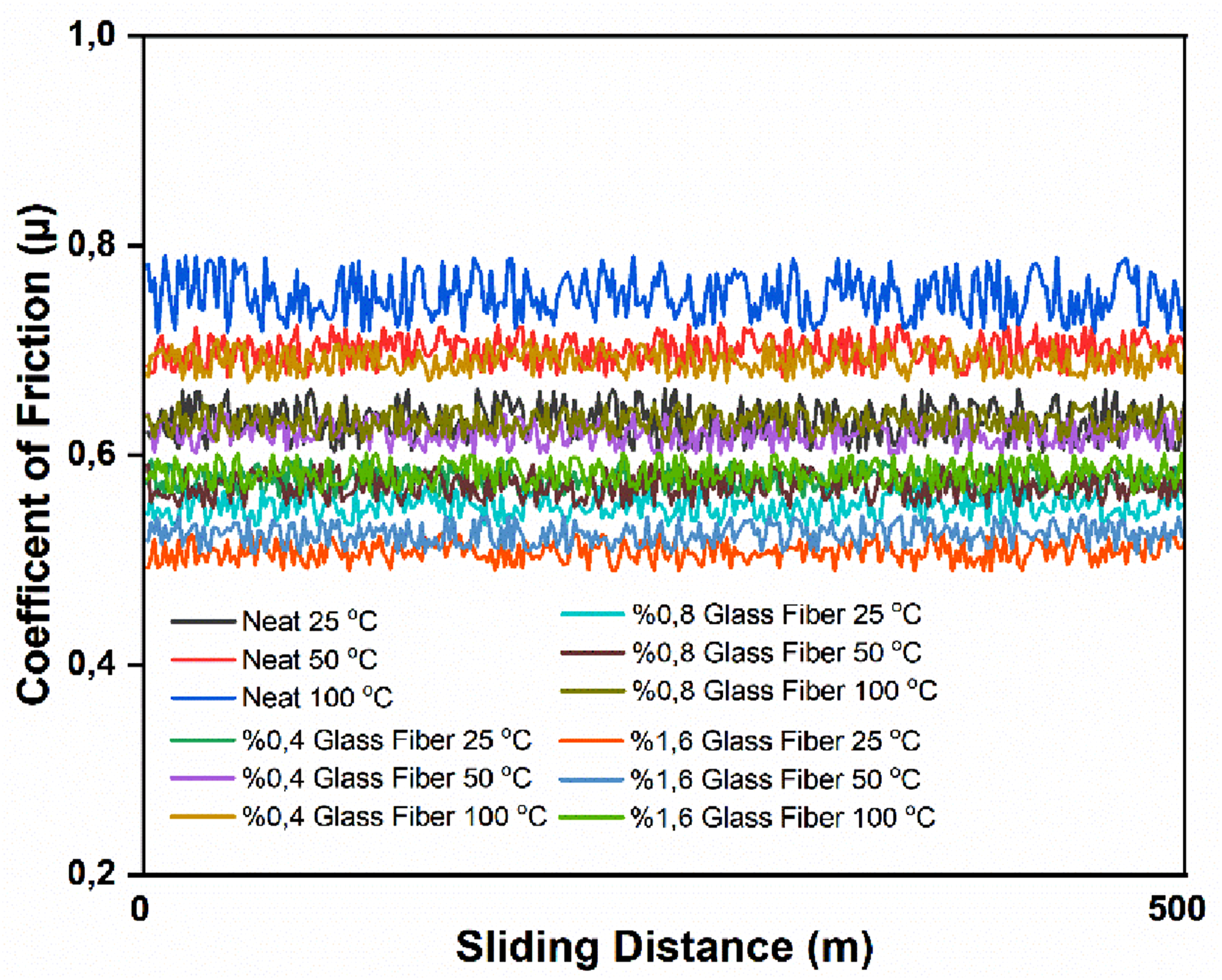
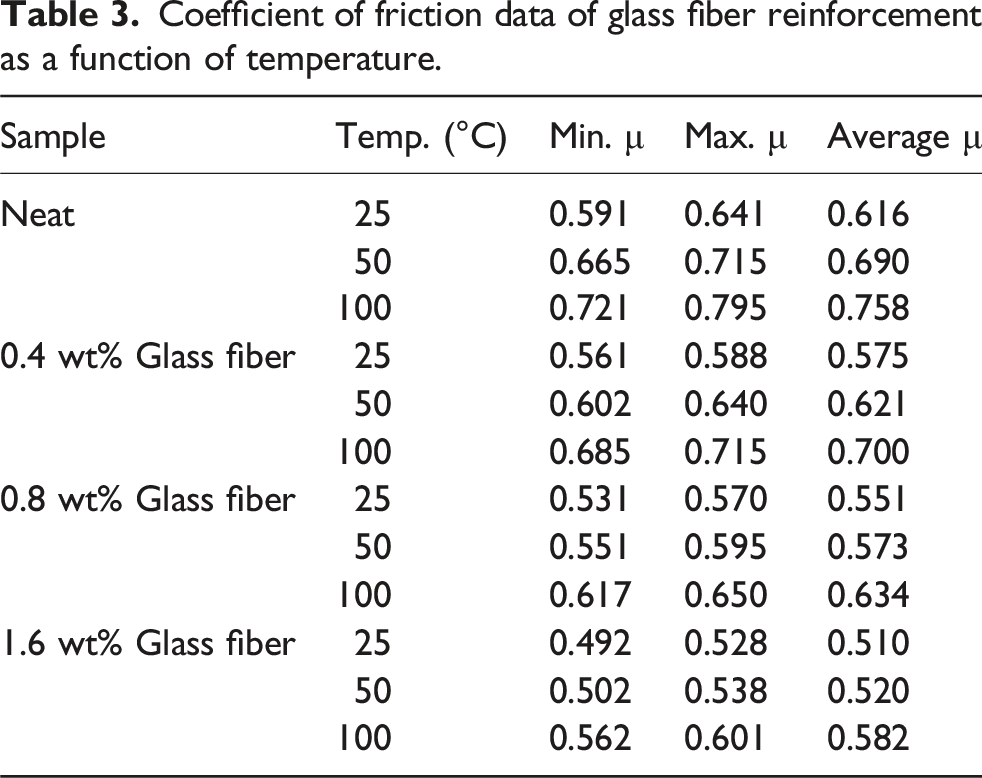
When Figure 8 and Table 3 are examined, the effect of glass fiber reinforcement on the coefficient of friction with respect to temperature is quite evident. Considering the figure and table together, it can be seen that in neat base specimens, the coefficient of friction (µ) increases steadily with rising temperature (0.616 at 25°C and 0.758 at 100°C). This behavior can be explained by the softening of neat epoxy with increasing temperature, which enhances adhesion effects at the interface and promotes micro-adhesion during wear. In contrast, in glass fiber reinforced composites, particularly at 0.8% and 1.6 wt% contents, the coefficient of friction decreases significantly across all temperature ranges. For example, at 100°C, while the average µ was 0.758 in the base specimen, it decreased to 0.582 with 1.6 wt% glass fiber reinforcement. Fiber reinforcement limits the softening and plastic deformation of the matrix, acting as a load-bearing phase at the interface and thereby stabilizing friction. Moreover, the increase in glass fiber content works to suppress the influence of temperature. At lower reinforcement levels (0.4 wt%), µ increases from 0.575 at 25°C to 0.700 at 100°C, indicating a lower but still temperature-sensitive behavior compared to the neat material. However, at 1.6 wt% reinforcement, µ increases only from 0.510 at 25°C to 0.582 at 100°C, showing a highly limited rise. This finding demonstrates that higher fiber content significantly suppresses temperature-induced matrix softening and fluctuations in the coefficient of friction. Furthermore, examination of the graph curves shows that in glass fiber reinforced specimens, the coefficient of friction follows a narrower and more stable range. Glass fiber reinforcement improved the coefficient of friction both in absolute value and in terms of temperature dependence. In particular, reinforcement at 1.6 wt% provided the highest level of tribological stability, maintaining a low and stable coefficient of friction even at elevated temperatures. This can be attributed to the load-bearing capacity, thermal stability, and matrix deformation-limiting effect of glass fibers.55,56
Figure 9 demonstrates the influence of basalt fiber addition on the coefficient of friction at different temperatures, and the detailed numerical results are listed in Table 4. Effect of basalt fiber reinforcement on the coefficient of friction as a function of temperature. Coefficient of friction data of basalt fiber reinforcement as a function of temperature.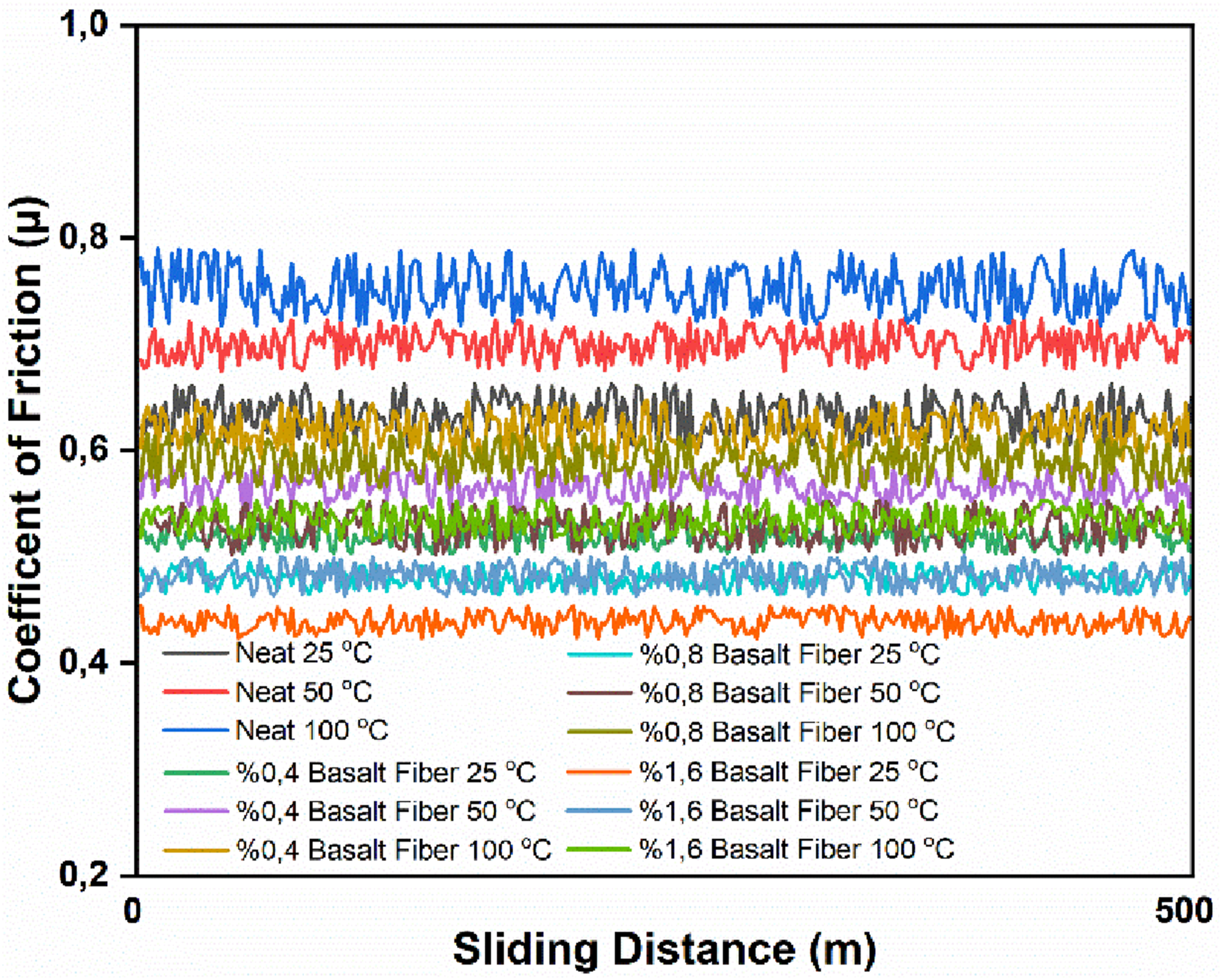
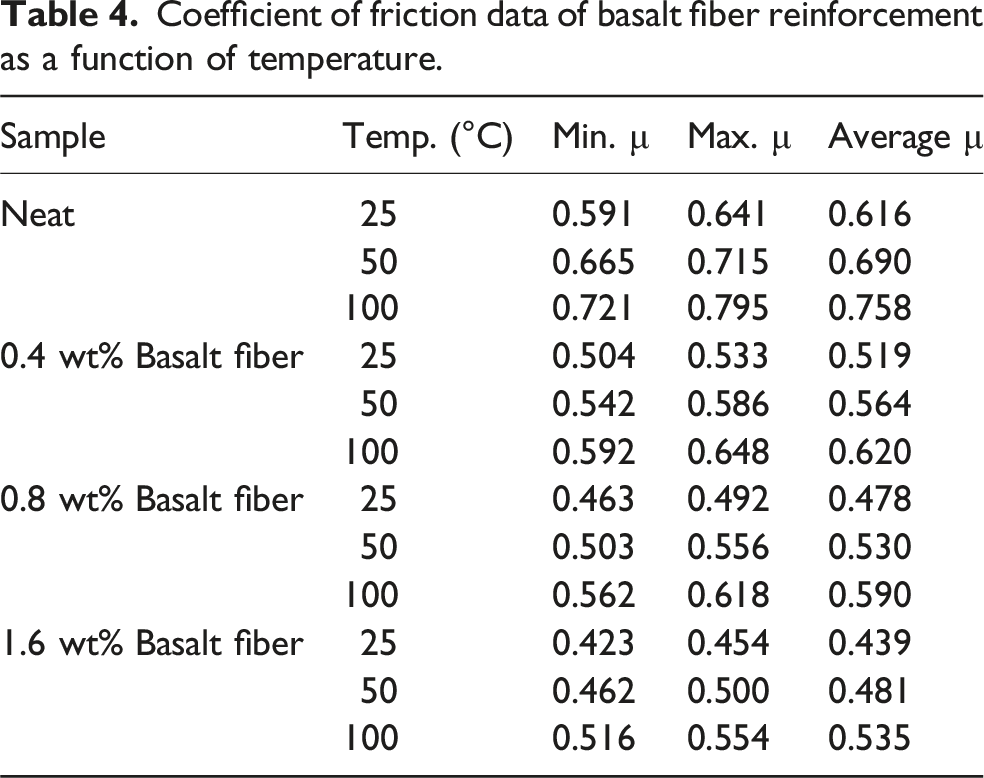
The results presented in Figure 9 and Table 4 reveal that basalt fiber reinforcement provides a significant temperature-dependent improvement in the coefficient of friction of epoxy matrix composites. In the unreinforced base system, the coefficient of friction increased from 0.616 at 25°C to 0.690 at 50°C and 0.758 at 100°C. This increase can be attributed to the softening of the matrix at elevated temperatures, enhanced adhesive interactions, and the instability of the transfer film. In contrast, basalt fiber reinforcement reduced the coefficient of friction at all temperatures, and this effect became more pronounced with increasing fiber content. In particular, in specimens containing 1.6 wt% basalt fiber, the average coefficient of friction was 0.438 at 25°C, 0.500 at 50°C, and 0.538 at 100°C—considerably lower than the corresponding values of the base system. This improvement provided by fiber reinforcement can be explained by the restriction of matrix deformation at high temperatures, load transfer by the fibers, and the relatively high thermal stability of basalt fibers. However, with increasing temperature, the coefficient of friction showed an upward trend in all groups, indicating that the thermomechanical properties of the matrix continued to deteriorate under elevated temperature conditions. Overall, it can be concluded that basalt fiber reinforcement enhances the tribological performance of the epoxy matrix, with the lowest coefficient of friction values achieved at 1.6 wt% fiber content.48,50,57
The SEM images presented in Figure 10 comparatively show the surface morphologies of neat epoxy, 1.6 wt% glass fiber reinforced, and 1.6 wt% basalt fiber reinforced composites after wear tests conducted at 100°C. Wear morphologies after wear test conducted at 100°C: a–a′) neat epoxy, b–b′) 1.6 wt% glass fiber, c–c′) 1.6 wt% basalt fiber.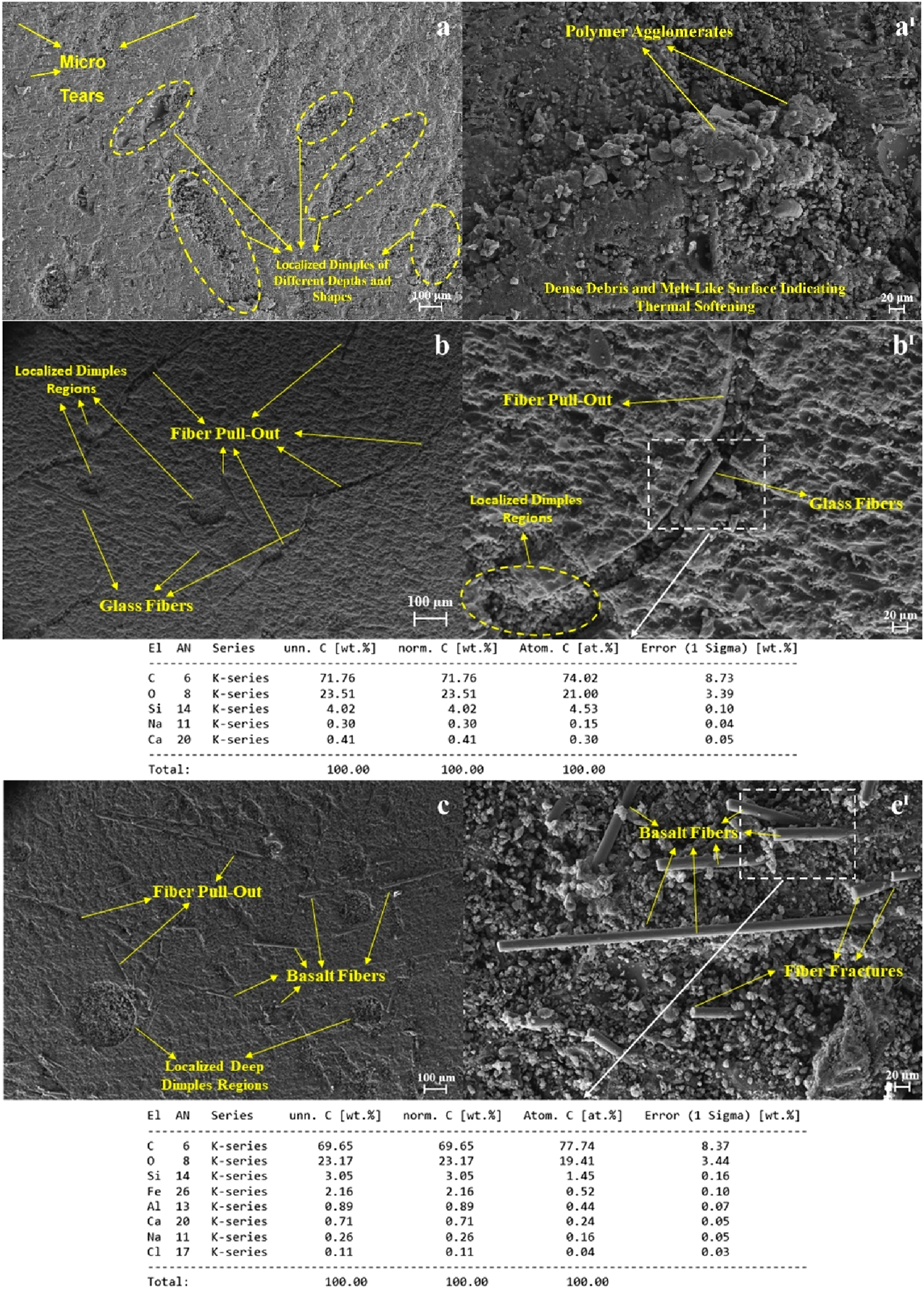
The SEM micrographs presented in Figure 10 clearly reveal the distinct surface morphologies of the neat epoxy, 1.6 wt% glass fiber– and 1.6 wt% basalt fiber–reinforced composites after tribological testing at 100°C. As the polymer matrix slides against the counterface, transverse and longitudinal stresses are generated within the contact zone, and the combined effect of simultaneous viscoelastic and elastic deformation with frictional heating gives rise to a localized temperature increase. This friction-induced temperature rise, together with the test temperature (100°C), strongly modifies the surface topography of the polymer, triggering processes such as further polymerization, chain crystallization and/or thermal degradation, thereby weakening the structural integrity of the matrix. In the neat epoxy specimen (a–a′), progressive surface processing in the vicinity of Tg leads to local softening and densification of the matrix, so that adhesive wear becomes the dominant mechanism and localized rupture marks as well as micro-tears are formed. At higher magnification (a′), the presence of polymer agglomerates, a dense debris layer and a melt-like surface morphology provides clear evidence of pronounced thermal softening of the epoxy matrix and severe adhesive wear. The SEM micrographs of the 1.6 wt% glass fiber-reinforced epoxy composite (b–b′) clearly indicate that the incorporation of glass fibers modifies the wear response compared with the neat matrix. At low magnification (b), the worn surface is characterized by randomly distributed shallow dimples and elongated grooves aligned with the sliding direction, together with several regions of fiber pull-out. These features show that the fibers effectively share the applied load and locally constrain matrix deformation, thereby suppressing the extensive plastic flow and continuous melt-like layer observed in neat epoxy. Instead, the matrix deforms in a more discontinuous manner, giving rise to localized ductile dimples and fragmented surface islands. The high-magnification image (b′) reveals a pronounced fiber pull-out trench surrounded by microcracked and plastically deformed matrix, as well as partially exposed glass fibers. The debonding and subsequent pull-out of fibers point to interfacial failure as a dominant damage mechanism at 100°C, where thermal softening of the epoxy weakens the fiber–matrix adhesion. Around the pull-out regions, the matrix exhibits a heterogeneous wear layer composed of compacted debris and fine dimples, suggesting a mixed adhesive–abrasive wear regime. The accompanying EDS spectrum, dominated by C and O with minor Si, Na and Ca contributions, confirms that the worn track mainly consists of degraded epoxy with locally exposed glass fibers, indicating that although the fibers enhance the load-carrying capacity and partially stabilize the surface, interfacial degradation and fiber pull-out still govern the wear evolution under these test conditions. In the basalt fiber-reinforced composite (c–c′), the worn surface exhibits a markedly different morphology compared with the neat epoxy and glass fiber-reinforced systems. At low magnification (c), the wear track is characterized by localized deep dimples, shallow ploughing grooves and several fiber pull-out regions, indicating that the stiffer basalt fibers effectively restrict bulk matrix deformation and promote a more localized, discontinuous wear pattern. The elongated dimples aligned with the sliding direction suggest a mixed adhesive/abrasive wear mechanism in which the matrix undergoes ductile flow around protruding fibers while being simultaneously micro-cut by detached asperities. At higher magnification (c′), partially embedded and fractured basalt fibers are observed within a compact debris layer together with numerous fiber fragments. The frequent occurrence of fiber fracture, rather than mere interfacial debonding, implies that the fiber–matrix adhesion is strong enough at 100°C to transfer the applied stresses into the fibers, leading to their brittle failure and the formation of hard, angular particles that actively participate in three-body wear. These observations are corroborated by the EDS results obtained from the worn region: in addition to the dominant C and O originating from the epoxy matrix, significant amounts of Si, Al, Fe, Ca and Na—typical constituents of aluminosilicate basalt fibers—are detected, confirming that basalt fibers and their fragments are exposed at the surface and incorporated into the tribolayer. The enrichment of these inorganic species within the wear track indicates the formation of a silicate-rich, fiber-derived rigid third body; this hybrid organic–inorganic tribofilm enhances the local hardness and load-bearing capacity of the surface and substantially modifies the wear interactions of the underlying epoxy matrix..58–63
The superior thermal stability of basalt fiber compared with glass fiber arises from its multicomponent aluminosilicate chemical composition and the structural transformations it undergoes at elevated temperatures. Basalt typically contains SiO2, Al2O3, Fe2O3/FeO, CaO, MgO, and alkali oxides, forming a more complex bonding network than the predominantly amorphous SiO2–CaO–Al2O3 structure of glass fiber. This composition enables partial crystallization during heat exposure, particularly through Fe–Al–Ca–rich silicate phases, leading to the formation of microcrystalline or semi-ordered domains along the fiber. These domains enhance hardness and thermal resistance, allowing basalt fibers to preserve mechanical integrity even when the matrix softens near or above its Tg. As a result, basalt fibers effectively constrain matrix deformation and prevent severe surface collapse. The wear morphologies observed in SEM images (c–c′) therefore reflect the higher chemical strength and thermal stability of basalt fibers. Their hard, sharp fracture ends, associated with crystalline phase content, promote deeper grooves and contribute to abrasive three-body wear through fragmented fiber debris. Overall, the chemically and structurally reinforced nature of basalt fibers provides a more stable and mechanically supported wear mechanism under elevated temperature conditions than that of glass fibers.64,65
Figure 11 shows the general burning states (a) Neat epoxy, (b) Glass fiber reinforced, (c) Basalt fiber reinforced; Figure 12 shows the conditions of the specimens after burning; and Table 5 presents the UL-94 vertical burning classification. General burning states: (a) Neat epoxy, (b) Glass fiber reinforced, (c) Basalt fiber reinforced. Conditions of the specimens after burning. UL-94 vertical burning classification.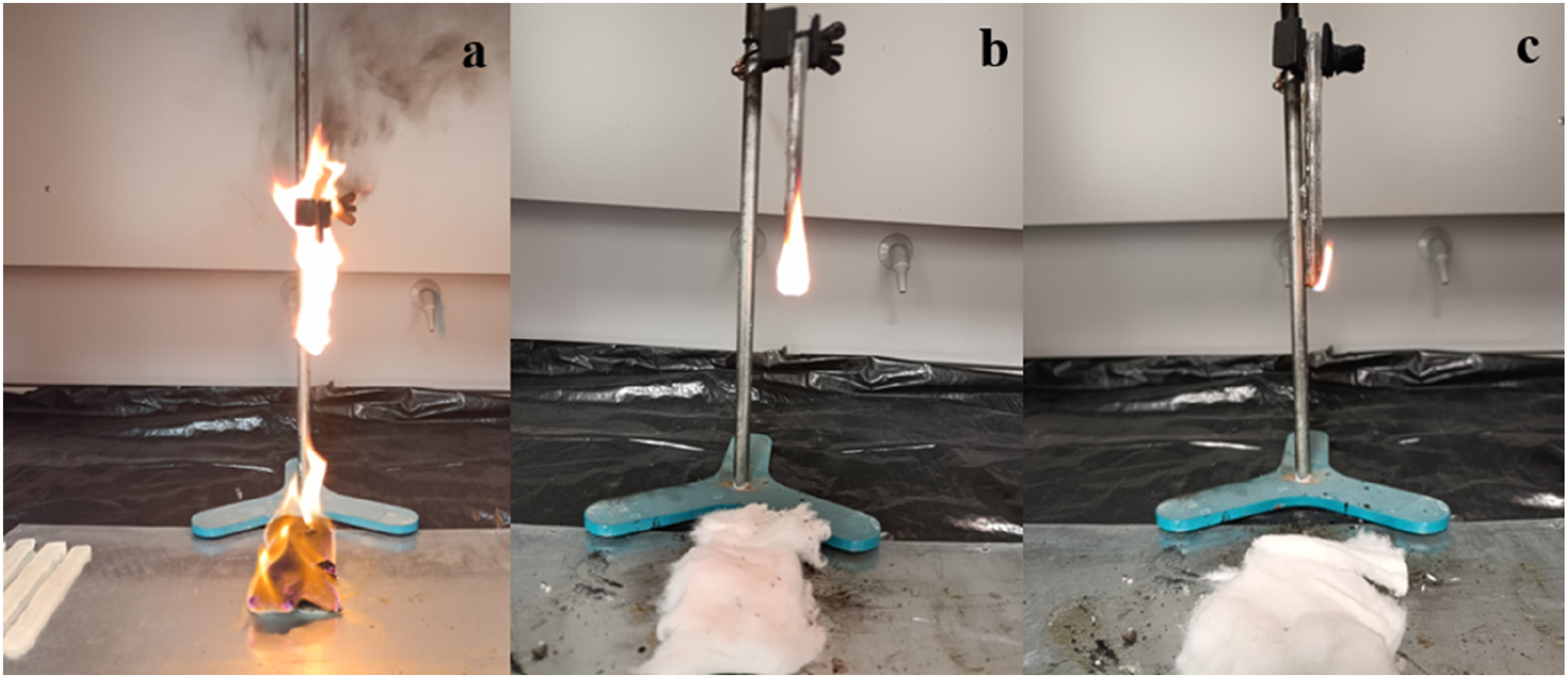
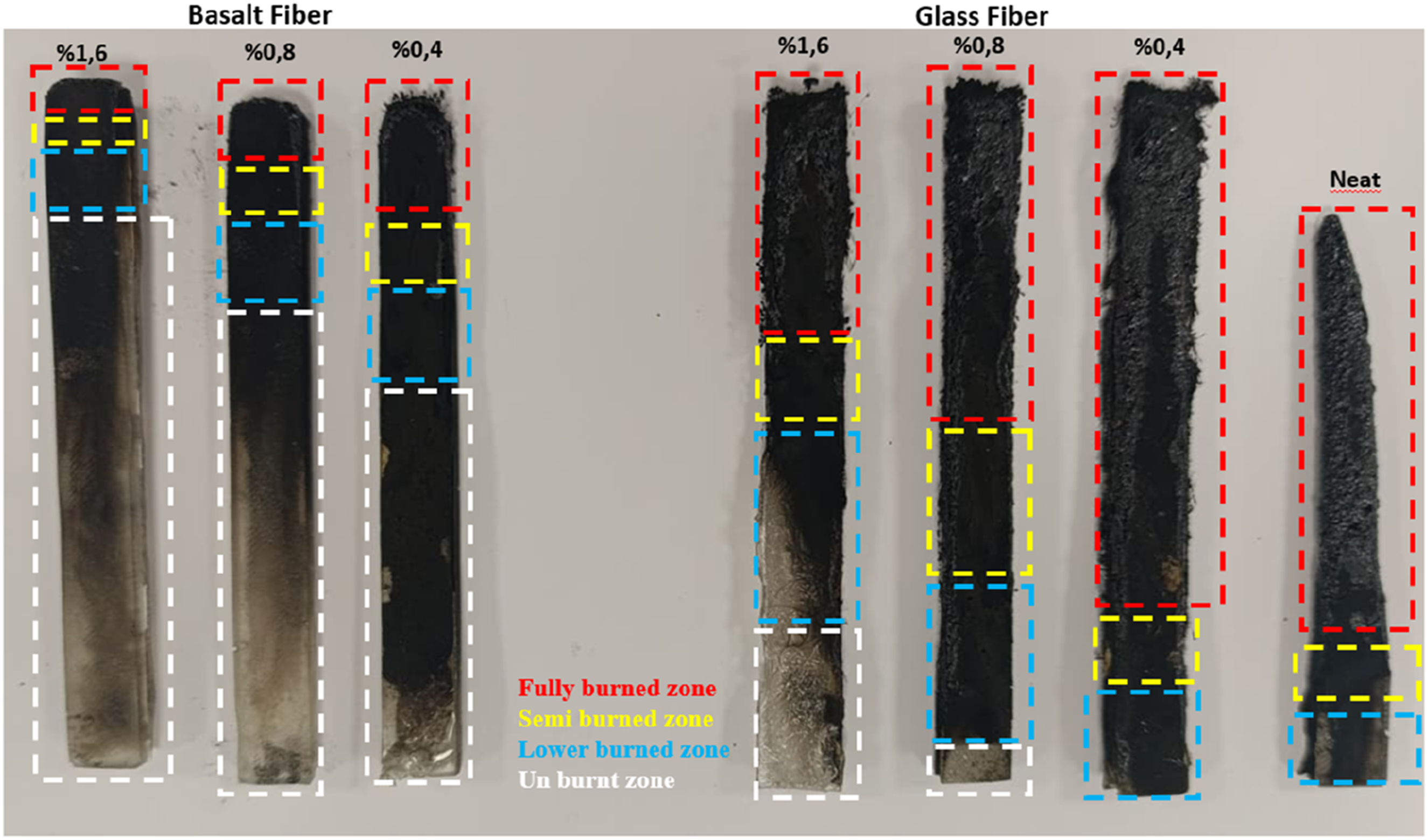
When Figures 11 and 12, and Table 5 are evaluated together, it is evident that there are significant differences in the burning behaviors of the specimens. During the UL-94 vertical burning tests, the dripping behavior was evaluated by visually monitoring whether flaming molten droplets detached from the lower edge of the specimen during or after each flame application. Cotton ignition was assessed by observing whether these droplets ignited the cotton pad placed 30 cm below the specimen; slight browning or superficial charring in the absence of sustained flaming was not regarded as ignition. Burning to the holder was defined as the upward propagation of the flame front until it reached the flame-clamping region or complete consumption of the specimen up to the metal clamp. If any of these conditions occurred, the specimen was classified as failed, irrespective of the afterflame time.
Figure 11(a) shows that neat epoxy burned intensely, exhibited severe dripping that ignited the cotton, and sustained flame propagation accompanied by dense smoke, resulting in complete consumption of the specimen up to the holder. Consequently, neat epoxy failed to meet UL-94 requirements and remained at the BC level. In contrast, Figure 11(b) demonstrates that glass fiber reinforcement provided partial improvement. Specimens containing 0.4% and 0.8 wt% glass fiber remained in the V2 class and burned to the holder, whereas increasing the fiber content to 1.6 wt% eliminated dripping, prevented cotton ignition, and upgraded the classification to V1. Figure 12 presents the post-test appearances of glass- and basalt-fiber-reinforced epoxy composites, where red, yellow, blue, and white regions indicate fully burned, partially burned, low-damage, and unburned areas, respectively. Basalt fiber reinforcement markedly restricted flame propagation with increasing fiber content. Notably, the specimen containing 1.6 wt% basalt fiber exhibited localized burning at the top while maintaining a large unburned region in the lower section, indicating effective suppression of heat transfer due to the high thermal stability of basalt fibers. At lower basalt contents (0.4% and 0.8 wt%), although burning was more pronounced, unburned regions were still significantly larger than those of neat epoxy. The 0.4 wt% basalt-reinforced specimen achieved V1 classification without dripping or holder ignition, while 0.8% and 1.6 wt% basalt-reinforced specimens reached the highest UL-94 rating (V0). In contrast, glass fiber reinforcement provided only limited flame-retardant efficiency. At all glass fiber ratios, flame propagation was rapid and carbonized regions were considerably larger than those observed in basalt-reinforced specimens. Even at 1.6% glass fiber content, severe burning occurred, while lower ratios led to almost complete specimen damage. Overall, UL-94 results clearly demonstrate that glass fiber reinforced epoxies remained within the V2–V1 range, whereas basalt fiber reinforced epoxies achieved V0 classification, highlighting the superior contribution of basalt fiber to fire safety in epoxy composites.66–71
The V0 classification achieved by basalt fiber-reinforced specimens in the UL-94 test is primarily attributed to the higher melting/softening temperature of basalt (≈1450°C) relative to glass fiber (≈1120°C) and its superior thermal barrier effect. The multicomponent aluminosilicate structure of basalt enables partial crystallization at elevated temperatures, leading to the formation of semi-ordered regions that enhance fiber thermomechanical stability. As a result, melt flow and dripping are effectively suppressed, yielding rapid flame extinction and complete dripping elimination, consistent with the V0 rating observed for basalt-reinforced specimens.64,65
Limiting Oxygen Index (LOI) values of the epoxy composites.
Within the scope of this study, the LOI results and burning behavior findings, in agreement with the trends reported in the literature for glass and basalt fiber-reinforced epoxy composites, revealed that the flame resistance of the epoxy matrix is highly sensitive to the type of reinforcement and fiber content (Table 6). While the neat epoxy specimen, with the lowest LOI value (25.8), represents the most critical fire scenario, the incorporation of 1.6 wt% glass fiber increased the LOI to 28.5, significantly reducing the flammability of the matrix; this improvement is consistent with studies reporting a marked enhancement in LOI performance for glass fiber/epoxy systems reinforced with halogen-free flame retardants.72–74 The behavior of glass fiber reinforcement can be attributed not only to the partial volumetric replacement of the combustible organic phase by inert inorganic fibers within the matrix, but also to the role of the fibers during fire as a skeletal structure that supports and maintains the integrity of the formed char layer. Under flame exposure, the fiber network limits matrix liquefaction and severe dripping, thereby hindering the unrestricted transport of flammable vapors; the resulting decrease in both the amount and convective transfer rate of pyrolysis products to the gas phase manifests as higher LOI values and a more stable flame–material interface. In addition, the micro-crack and pore structures formed in the interfacial region around the glass fibers partially modify the penetration kinetics of oxygen and heat into the material, slowing down the progression of the combustion front.
On the other hand, the specimen containing 1.6 wt% basalt fiber exhibited the highest LOI value (30.4), clearly demonstrating the flame-retardant efficiency of basalt fiber and aligning with studies highlighting the beneficial effects of basalt reinforcement on LOI, vertical burning behavior, and thermal degradation response.75–77 The literature indicates that basalt fiber does not rely solely on gas-phase mechanisms for flame inhibition, but also forms a compact, silica-rich char/oxide layer in the condensed phase, which significantly restricts heat and mass transfer. This inorganic–carbonaceous barrier reduces the thermal feedback to the matrix under flame exposure, slows the pyrolysis rate, and increases the residual char yield, thereby enhancing both the LOI and the thermal wear resistance.78,79
The thermal degradation behaviors of neat epoxy and glass fiber- and basalt fiber-reinforced epoxy composites were evaluated based on the TG–DTG analyses performed in our previous study. These analyses demonstrated that the degradation characteristics differ significantly depending on the type of reinforcement and are fully consistent with the data used in the present work. For the neat epoxy specimen, a single main degradation stage characterized by intensive mass loss in the temperature range of approximately 250–400°C was observed, together with a sharp corresponding DTG peak. This pronounced peak indicates the rapid breakdown of the cross-linked epoxy network, the scission of aromatic rings, and the rapid evolution of low-molecular-weight volatile species, revealing the limited thermal stability and weak char-forming tendency of the unreinforced system at elevated temperatures.
In the glass fiber-reinforced epoxy composite, the TG–DTG curves show that the onset degradation temperature shifts to higher values compared with neat epoxy, and the intensity of the main DTG peak is markedly reduced. This behavior suggests that glass fibers act as a partial barrier within the matrix by restricting diffusion and heat transfer, thereby slowing the transport of volatile degradation products to the external environment and suppressing the thermal degradation kinetics.
In contrast, the basalt fiber-reinforced epoxy composite exhibits the highest thermal resistance, as clearly evidenced by both TG and DTG curves. The fact that the decomposition onset temperature reaches the highest values among all specimens and that the main DTG peak occurs with a lower amplitude demonstrates that basalt fibers, owing to their high melting temperature and mineralogical structure, form a more effective thermal barrier within the matrix and thus significantly reduce the degradation rate.
Taken together, these findings indicate that, in terms of thermal stability and char-forming tendency, the systems can be ranked as basalt fiber-reinforced epoxy > glass fiber-reinforced epoxy > neat epoxy. This result confirms that basalt fibers are the most effective reinforcement for enhancing the thermal resistance and flame-retardant performance of the epoxy matrix in the present study as well. 80
The DSC curves of the neat epoxy (a), glass fiber-reinforced epoxy (b), and basalt fiber-reinforced epoxy (c) specimens are presented in Figure 13. DSC curves of the neat epoxy (a), glass fiber-reinforced epoxy (b), and basalt fiber-reinforced epoxy (c) specimens.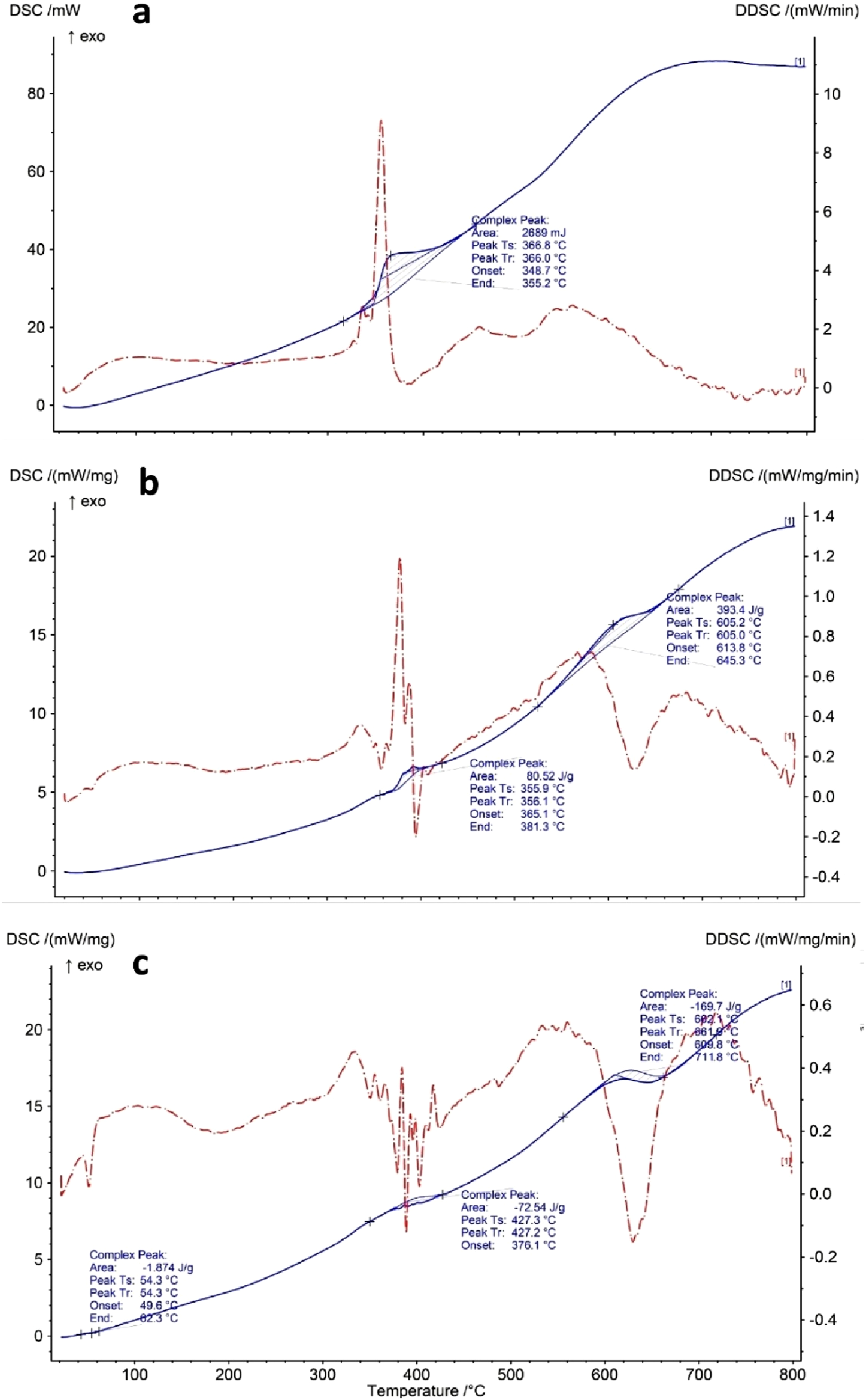
When the DSC curves of the neat epoxy, glass fiber-reinforced epoxy, and basalt fiber-reinforced epoxy specimens are compared, it is clearly observed that the type of reinforcement has a decisive effect on the thermal stability of the matrix (Figure 13(a)). In the neat epoxy specimen, a single dominant exothermic event occurs in the temperature range of approximately 350–370°C, beyond which the matrix undergoes rapid degradation. The absence of a distinct secondary peak in the higher temperature region indicates that the epoxy chains are unable to form a thermally stable structure at elevated temperatures without fiber support, demonstrating the high susceptibility of the material to early thermal degradation. 81
The glass fiber-reinforced epoxy specimen exhibited a markedly higher thermal resistance compared with the neat matrix. In this specimen, the peak temperature of the complex event in the high-temperature region shifted to approximately 605°C, and a significant increase in the onset temperature was also observed (Figure 13(b)). 82 However, the relatively broad peak area and high enthalpy associated with this high-temperature complex indicate that a considerable amount of heat is released during degradation, suggesting that the barrier effect provided by the glass fibers remains limited. Therefore, although glass fiber reinforcement enhances the thermal stability of the epoxy matrix, it is not capable of fully suppressing the severity of high-temperature degradation. 83
The highest thermal resistance was obtained for the basalt fiber-reinforced epoxy specimen. In this composite, the onset temperature of the main degradation/oxidation complex increased to approximately 610°C, while the peak temperature shifted to about 690°C, indicating that the degradation event occurred at significantly higher temperatures compared with both the neat epoxy and the glass fiber-reinforced system (Figure 13(c)). 84 Moreover, the enthalpy of the high-temperature complex peak being lower than that of the glass fiber-reinforced specimen suggests that the amount of heat released during degradation is restricted, confirming that basalt fibers form a more effective thermal barrier. The mineralogical structure of basalt fibers, characterized by a high melting temperature, together with their strong adhesion to the matrix, contributes to the mechanical support of the char/oxide layer formed during thermal degradation and to a more efficient inhibition of heat and mass transfer. 85
When the DSC data are interpreted collectively, the thermal resistance of the systems can be ranked as basalt fiber-reinforced epoxy > glass fiber-reinforced epoxy > neat epoxy. This ranking clearly demonstrates that basalt fiber reinforcement provides superior thermal protection and stabilization for the epoxy matrix, particularly under high-temperature applications, whereas glass fiber reinforcement offers a moderate level of improvement. When combined with the TGA results, it is further confirmed that the basalt fiber-reinforced composite exhibits a more advantageous thermal performance than the other systems, characterized by both higher onset degradation temperatures and higher residual char yields.
Cone calorimeter tests are a fundamental method for quantitatively evaluating the fire response of fiber-reinforced epoxy composites in terms of parameters such as heat release rate (HRR), total heat release (THR), time to ignition (TTI), mass loss rate (MLR), and residual char formation. Guo et al. evaluated cone calorimeter and LOI data together for flame-retarded epoxy systems containing basalt fibers and demonstrated that the increase in LOI is directly associated with lower pHRR and THR values, prolonged TTI, and higher residual char in cone calorimeter results, indicating that basalt fibers reduce fire risk by forming a protective char/barrier layer under flame exposure. 86 Similarly, Papadogianni et al. reported for glass fiber-reinforced phenolic composites that low pHRR, limited smoke production, and high char yield obtained from cone calorimeter tests are related to a coherent char layer that suppresses heat and mass transfer, and therefore that cone calorimeter parameters reliably reflect the performance of composites under real fire scenarios. 87 Dao et al. showed in carbon fiber-reinforced epoxy composites that HRR and MLR increase with increasing heat flux; however, they also demonstrated that multistep degradation mechanisms, char layer formation, and fiber oxidation can be monitored in detail through cone calorimeter data, and that characteristic parameters such as critical heat flux (CHF), total radiant panel (TRP), thermal inertia, and heat of gasification play a key role in defining the fire resistance of the material. 88 Taken together, all these studies indicate that the findings obtained from UL-94, LOI, TG/DTG, and DSC can be interpreted consistently with cone calorimeter parameters, and that fiber reinforcement provides a pronounced flame-retardant effect in cone calorimeter measurements, manifested by lower heat release and more stable char formation.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.