
Abstract
Human hair is a biofiber having an exceptional chemical composition, higher strength in tension, and slow decomposition rate. In the present work, composites are fabricated by simple hand layup technique with epoxy matrix and different proportions of hair fiber (0, 5, 10, 15, and 20 wt%). Physical, mechanical, microstructural, and thermal characterization of the composite samples has been done by following the proper ASTM standards. A theoretical model has been developed to predict the effective thermal conductivity of the composite. Based on this model, a mathematical correlation between the effective thermal conductivity of the composite and the fiber content is developed. The results obtained from this correlation are in good agreement with the experimental data. This study explores the possibility of fabricating a class of epoxy composites with higher mechanical strength, superior insulation capability, improved glass transition temperature, and a low thermal expansion coefficient.
Introduction
In recent years, increase in environmental pollution and depletion of petroleum resources are shifting the focus toward the use of natural fiber as a reinforcing material in polymer matrix composites. There are some well-known advantages of natural fibers like low cost, easy availability, low density, low abrasion, high toughness, good specific strength properties, biodegradability, thermal insulation, and high recyclability. 1 -3 Natural fibers can broadly be classified into two types depending on their extraction: fibers extracted from plants and fibers extracted from animals. All plant fibers are cellulose-based, whereas protein is the main constituent of animal fiber. 4 Cellulose-based fibers have some disadvantages due to their incompatibility with hydrophobic polymers, poor moisture resistance, finite length, and large diameter. 5 Due to the low thermal conductivity of most of the natural fibers, reinforcement with these fibers can improve the thermal insulation property of polymers. Various research papers have been published suggesting the use of natural fibers to improve the thermal insulation property of polymers. 6 -8 Devireddy and Biswas studied the thermophysical behavior of banana–jute fiber-reinforced epoxy composite. In this study, they have found that with the increase in fiber loading, the thermal conductivity of the composite decreases, and hence, it can be used as an insulating material. 6 Sahu et al. developed theoretical and numerical models for predicting the effective thermal conductivity of an epoxy composite reinforced with short banana fiber and glass fiber. The theoretical and numerically predicted values have good approximation with experimental values and banana fiber-reinforced composite was found to have better-insulating properties as compared to glass fiber-reinforced composite. 7 Dewangan and Satapathy developed a numerical model for predicting the thermal conductivity of polyester matrix composite filled with microsized rice husk particles. In this research, they reported a reduction of 15% in thermal conductivity of the composite with reinforcement of 11.3 vol% of rice husk. 8 Although research studies have been reported on fiber-based composites from various plants and animals, there are only a few studies on polymers reinforced with human hair fibers in the existing literature.
Human hair is a low degradable biological waste, which accumulates in large amounts in the waste streams of cities and towns. Due to slow decomposition, it stays for a long time occupying large volumes of space in the waste streams. Hair dust generating from openly dumping of waste hair also creates many health issues to the people near to them. The burning of hair waste produces many toxic gases like ammonia, sulfur dioxide, hydrogen sulfides, and so on. 9,10 The best way to address these problems is the utilization of waste hair as resource material in different applications. Keratin protein, which is the main constituent of the hair fiber, is extremely strong, stable, and insoluble in water and organic solvents. 11 But as already mentioned, very few works have been reported so far on the use of raw human hair as a reinforcing material in polymer matrix composites. Verma and Singh reviewed the current scenario of human hair as a reinforcing fiber in composite materials and its application in various fields. 12 Rajbhar and Srivastava evaluated the mechanical properties of epoxy-based hybrid composite incorporated with human hair and horse hair. In this research, they obtained significant improvement in the mechanical properties of the composite with the increase in fiber content. 13 Divakara and Udaya investigated the effect of fiber content on the tensile strength properties of polyester composite incorporated with short hair fiber (SHF) and observed significant enhancement in the tensile strength of the composite with the increase in weight fraction of the fiber. 14 In another research, Verma and Singh have been very recently reported on the mechanical and thermogravimetric analysis of epoxy-based composites at different weight fractions of human hair fiber. They found that with the increase in fiber content, mechanical properties of the composites improve. 15 Against this background, the present work is undertaken that includes the investigation of the mechanical, microstructural, and thermal behavior of epoxy composite filled with short human hair fibers.
Existing theoretical models for the effective thermal conductivity of composites
In the last decades, many predictive models have been proposed to evaluate the effective thermal conductivity of two-phase composite systems. In these models, researchers have concentrated on the interactions of particles, the effect of volume fractions, the shape of the particles, and interfacial thermal resistance to develop the models. Few such models have been summarized below with their basic assumptions.
Rule of mixture
For a two-phase composite system, assuming the matrix and reinforced materials to be arranged either in series or parallel with respect to heat flow is the simplest alternative to predict the effective thermal conductivity. Parallel and series heat conduction models give the upper and lower bounds of effective thermal conductivity.
Expression for parallel conduction model is 16 :

Expression for series conduction model is 16 :

where
Maxwell–Eucken’s model
Maxwell initially gave an analytical expression to compute the effective conductivity of the heterogenic medium. Later, with the incorporation of various effects, his model has been improved by many researchers. Maxwell–Eucken model suggested that reinforcing particles of different phases are randomly dispersed in the continuous matrix and without any interaction between them.
Maxwell–Eucken’s expression is 17 :

Russell’s model
According to Russell’s model, the effective thermal conductivity of the composite depends on the volume fraction of the filler in the polymer matrix. He used the series and parallel networks and assumed identical cubes of fillers and pores without having any mutual interaction among them.
Russell’s expression is 18 :

Lewis–Nielsen’s model
Lewis–Nielson developed an empirical model by the modification of the Halpin-Tsai equation, suitable for wide range of particle shapes. They also include the effect of particle orientation and types of packing in their analysis. It gives very good results for moderate volume fraction. But for higher volume fraction, it becomes unstable.
Lewis–Nielsen’s expression is 19 :

where
Bruggeman’s model
Bruggeman’s model after the modification by Landauer becomes more effective to estimate the thermal and electrical conductivity, thermal diffusivity, electric permittivity, or magnetic permeability of heterogeneous materials. It applies to a wide spectrum of materials like composites, nanofluids, porous materials, aerosols, space dust, and so on. For the two-phase system, it is more accurate than other models for the high volume fraction of filler material.
Bruggeman’s expression is 20 :

Development of a theoretical model for estimation of effective thermal conductivity
The theoretical analysis of heat transfer through composite material in the present research is based on the following few assumptions: Both the matrix and filler are considered as isotropic and homogeneous locally. Along the direction of heat flow, temperature distribution is linear. The interfaces of the filler and the matrix have negligible thermal contact resistance. The composite is free from voids.
A 3-D view of a short fiber-reinforced polymer composite is shown in Figure 1(a). A single element, as shown in Figure 1(b), is further considered to study the heat transfer through the composite specimen. When conduction is considered as the only mode of heat transfer within the composite system and the overall thermal resistance of the composite is considered equal to specific equivalent thermal resistance of single element of the composite, then according to the law of minimal thermal resistance and equal law of specific equivalent thermal conductivity, the thermal conductivity of the composite is considered equal to the equivalent thermal conductivity of that single element. Figure 2(a) shows the front view of the element under study. The composite is a combination of such small cube elements. The direction of heat flow is from left to right. A combined (both series and parallel) heat conduction model through the unit cell of fiber-reinforced polymer composite is considered, as shown in Figure 2(b).
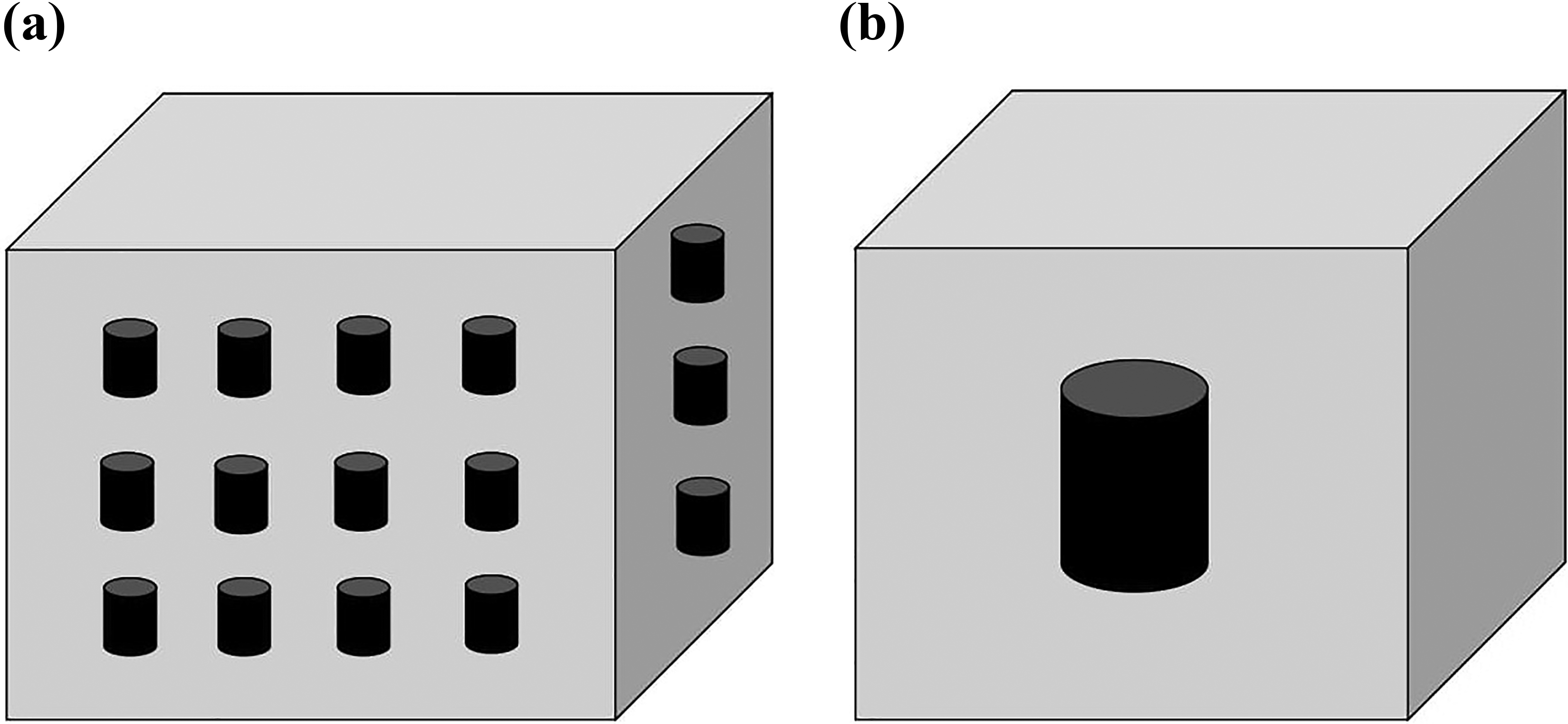
(a) 3-D view fiber filled composite and (b) 3-D view of single element.

(a) Physical model of composite and (b) combined heat conduction model.
The element is divided into three main parts. Heat transfer through these parts takes place according to parallel heat conduction model. Part I and part III represent the neat polymer, whereas part II is the combination of both polymer and fiber. Part II is again divided into three parts in which heat transfer takes place according to the series conduction model. The thickness of part I and part III is h 1 and h 3, respectively. For simplicity, both the above thicknesses are considered to be equal, and part II has a thickness of h 2. Similarly, the thickness of part IV, part V, and part VI is h 4, h 5, and h 6, respectively. For simplicity, h 4 and h 5 are considered to be equal. k 1, k 2, k 3, k 4, k 5, and k 6 are mean thermal conductivities of the respective parts. k eff of part II which is again subdivided into three parts is calculated according to series heat conduction model. The k eff of the whole element can be obtained by combining the heat resistance of part I, part II, and part III as per parallel heat conduction model. The thermal conductivity of each section can be calculated as follows:
For part I and part III:
Since short fiber is not present in these regions, thermal conductivity is equal to that of the polymer matrix, that is

Thermal resistance for the part I and part III is

For part II:
Part II is again subdivided into three parts. In part IV and part V, short fiber is not present. So, the thermal conductivity is equal to that of the polymer matrix, that is

Thermal resistance for part IV and part V is

In part VI, both the short fiber and polymer matrix are present. Taking a thin piece with a small thickness dy and applying Fourier’s law of heat conduction:

Thermal resistance for part VI is

Since part IV, part V, and part VI are in series, total thermal resistance for part II is


Part I, part II, and part III are in parallel. Therefore, equivalent thermal resistance for the whole element is

K eff of the composite is

Considering the aspect ratio of the hair fiber as 30, the effective thermal conductivity of the composite is

The above correlation is derived by neglecting the thermal contact resistance between the filler and the matrix. However, in actual practice, there is always some thermal contact resistance present in between the interface of fiber and matrix. Therefore, a correction factor ζ is incorporated in equation (17) to account for this discrepancy. 21 The modified equation can thus be written as

The correlation presented in equation (18) can be used to estimate k eff by the suitable ζ value.
Experimental details
Materials considered
Matrix material
Epoxy LY556 with its corresponding hardener HY951 is used as the matrix material in the present research. Epoxy is commonly used as a matrix material in polymer composites due to its excellent adhesion to filler material, good insulating properties, low density, good mechanical properties, and better chemical and environmental resistance. 22
Reinforcing material
Short human hair fibers are used as the reinforcing material in the present study. The primary constituent of the hair fiber is keratin protein, which exhibits a helical secondary structure. Amino acids like cytosine, serine, glutamine, and so on, are the main constituents of keratin protein. 23 -25 Hair fibers used in this study are collected from a nearby saloon, which is abundantly available as a waste material.
Composite fabrication
The collected hair fibers were washed thoroughly with detergent and dried in sunlight for a few hours. These fibers were cut into an approximate length of 3–4 mm with a scissor. The low temperature curing epoxy resin (LY556) and corresponding hardener (HY951) were mixed in the ratio of 10:1 by weight. The SHFs were then mixed in various proportions (0, 5, 10, 15, and 20 wt%) to prepare the composites by hand-layup technique. The mixture was thoroughly mixed until a uniform dough was formed. The dough was then slowly decanted into a rectangular mold of 250 mm length, 100 mm width, and 4 mm thickness and to a circular mold of size 50 mm diameter and 3 mm thickness. The rectangular composite slabs and the circular (disc shaped) ones were both cast in the same manner using glass molds of different dimensions. In both cases, mold release sheets were put on the epoxy-fiber dough and load was applied. After the load was removed, they were again allowed to cure at room temperature. Composite samples are then taken out by breaking the mold and specimens of required size were prepared for mechanical, microstructural, and thermal characterization. Fabrication and all the testing in the present research have been done in atmospheric conditions in the temperature range of 25°C to 28°C at a humidity of around 55%. Laboratory made rectangular and circular composite samples with 5 wt% SHF content are presented in Figure 3.

Laboratory made rectangular and circular composite samples.
Physical and mechanical characterization of epoxy-SHF composites
Density and void fraction
Polymer matrix composites are used in many applications due to their low density and lightweight. Reinforcement of hair fiber into the epoxy matrix makes it further lighter due to the lower density of hair fiber compared to epoxy. In the present study, theoretical density (ρ t) of the composite is calculated by using rule of mixture equation given by Broutman and Agarwal 26 :

where w and ρ represent weight fraction and density and f and m represent fiber and matrix, respectively.
The actual density (ρa ) of the composite samples is determined by water displacement technique, which follows the Archimedes principle. Distilled water is taken as the medium, and the tests are performed using ASTM D 792-91.
The volume fraction of voids can be calculated by using the following equation:

Tensile, flexural, and compressive test
In the present work, tensile tests were conducted in an Instron 1195 Universal Testing Machine (National Institute of Technology Rourkela, India). Composite specimens of required size as per ASTM D3039 were used for the tests. During the test, 10 mm min−1 crosshead speed was maintained, and from the results of the tests, the tensile strength of the composite samples is calculated. Flexural strength of epoxy-SHF composite specimens was obtained by performing three-point bend tests in an Instron 1195 Universal Testing Machine. Composite specimens as per ASTM D790 were prepared to perform the three-point bend test. Tests are carried out by maintaining 40 mm span length and 2 mm min−1 crosshead speed. In the present study, to obtain the compressive strength of the composite samples, static uniaxial compression tests were carried out in an Instron 1195 Universal Testing Machine. Cylindrical test specimens as per ASTM D 695 standard were used for the test. During the test, 1 mm min−1 crosshead speed was maintained, and the compression was stopped when the specimen shows signs of failure. All the tests were performed on three identical specimens of each composition, and the mean value of the three replications is reported as the tensile, flexural, and compressive strength of that composite.
Microstructural characterization of epoxy-SHF composites
Fourier transform infrared spectroscopy
Fourier transform infrared (FTIR) spectra of the raw human hair fiber and epoxy-SHF composites were acquired on a Perkin-Elmer Spectrum (PerkinElmer) two apparatus. KBr disc-shaped pellets were prepared using a Knuckle-joint cold forging Press (KP) type hydraulic pellet press. The pellets contain powder form of the sample and KBr in the ratio 1:9.
Scanning electron microscopy
The microstructure and morphology of raw hair fiber and hair fiber-reinforced composite samples were studied using a JEOL JSM-6480 L scanning electron microscope (National Institute of Technology Rourkela, India) on platinum sputtered samples.
Thermal conductivity test
Unitherm™ model 2022 tester, which works on the principle of guarded heat flow meter technique, was used to measure the thermal conductivity of epoxy-SHF composite samples. The tests in the present study were performed in accordance with ASTM E1530-06 standard. To conduct the test, circular specimens of 50 mm diameter and 3 mm thickness with both sides having flat surfaces are used. During the test, the composite specimen is kept between two polished surfaces under uniform compressive load. Heat flow directs from the upper surface of the sample to the lower surface, and after reaching the thermal equilibrium, the temperature difference across the sample surfaces can be accessed with the help of the heat flux transducer at the lower surface. Heat flux Q can also be measured with the help of the heat flux transducer. By measuring the thickness, cross-sectional area of the test specimen thermal conductivity of the composite sample can be calculated from the following formula:

where Q is the heat flux (W), K is the thermal conductivity (W mK−1), A is the cross-sectional area (m2),
A Perkin-Elmer thermal mechanical analyzer (TMA-7) (PerkinElmer) was used to measure the glass transition temperature (T g) and coefficient of thermal expansion (CTE) of the epoxy-SHF composite. The temperature range used to measure the properties is from 50°C to 150°C with a heating rate of 5°C min−1. The tests are performed as per ASTM E1545-11 and ASTM E 831 to evaluate the T g and CTE of the composite.
Results and discussion
Density
The theoretical density obtained from the rule of mixture formula and the measured density of the composite are presented in Table 1. It can be observed that the theoretical density is greater than the measured density. The void fraction of the composites which is the measure of the difference between theoretical and measured density is also presented in this table. It is observed that with the incorporation of the hair fiber, the density of the composite gradually decreases. This is due to low density of the hair fiber and increases in void fraction with the increase in the fiber content of the composite. The density of the neat epoxy is 1.1 g cc−1, with the reinforcement of 5 wt% of fiber, it decreases to 1.073 g cc−1. Further with the addition of 10, 15, and 20 wt% of fiber, the density of composite becomes 1.057, 1.041, and 1.028 g cc−1, respectively.
Theoretical and measured densities of epoxy-SHF composites.
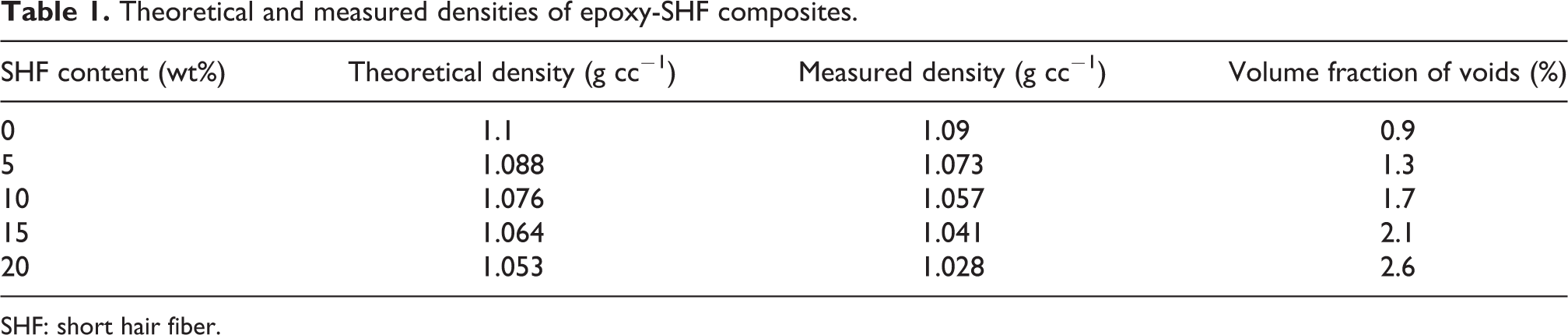
SHF: short hair fiber.
Tensile strength
The tensile strength of epoxy-SHF composites is presented in Figure 4. It is observed that with an increase in fiber content, the tensile strength of the epoxy-SHF composite increases significantly. It may be due to the higher tensile strength of hair fiber during tensile loading major portion of the load transmitted from matrix to fiber. The tensile strength of neat epoxy is 65 MPa, with the reinforcement of 5 wt% of fiber, it increases to 96 MPa. Further with the addition of 10, 15, and 20 wt% of the fiber, the tensile strength of composite becomes 116, 141, and 151 MPa, respectively.
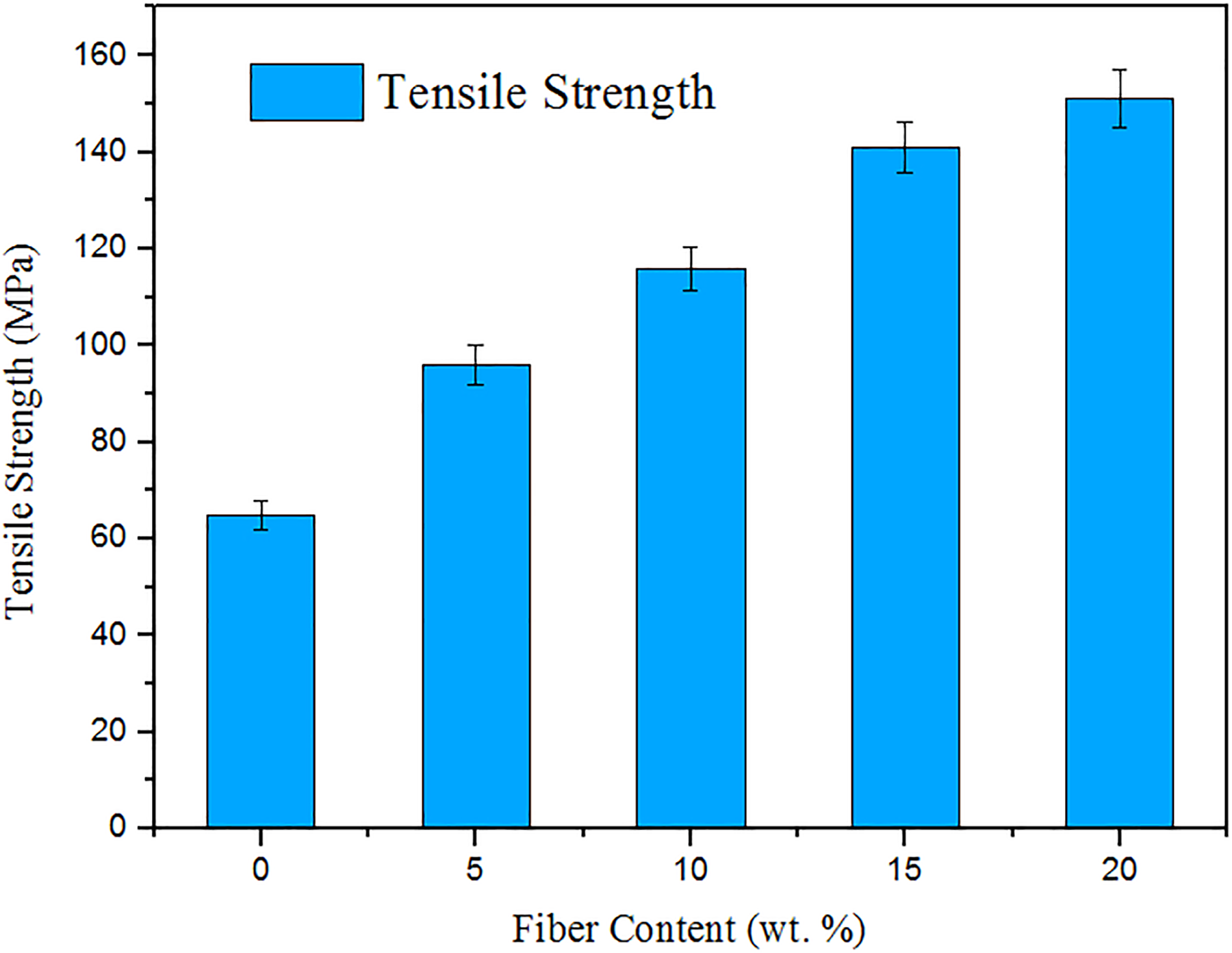
Tensile strength of epoxy-SHF composites.
Flexural strength
Bending strength of composite with different wt% of fiber is presented in Figure 5. A consistent rise in the flexural strength of the composite is noticed with the increase in fiber content in the epoxy matrix. Increase in flexural strength of composite may be explained by a better fiber–matrix interaction under the transverse loading during bending of the composite specimens. Flexural strength of neat epoxy is 58 MPa, with the reinforcement 5 wt% of fiber, it increases to 92 MPa. Further with the addition of 10, 15, and 20 wt% of fiber, flexural strength of composite becomes 108, 121, and 129 MPa, respectively.

Flexural strength of epoxy-SHF composite.
Compressive strength
The compressive strength of epoxy-SHF composites with different wt% of SHFs is presented in Figure 6. A marginal rise in compressive strength of the composite with an increase in SHF content is recorded. Relatively a small rise in compressive strength is due to voids present in the composite, which causes early failure of the composite specimen during the compression test. The compressive strength of neat epoxy is 84 MPa, with the reinforcement 5 wt% of fiber, it increases to 89 MPa. Further with the addition of 10, 15, and 20 wt% of fiber, the compressive strength of composite becomes 98, 106, and 112 MPa, respectively.
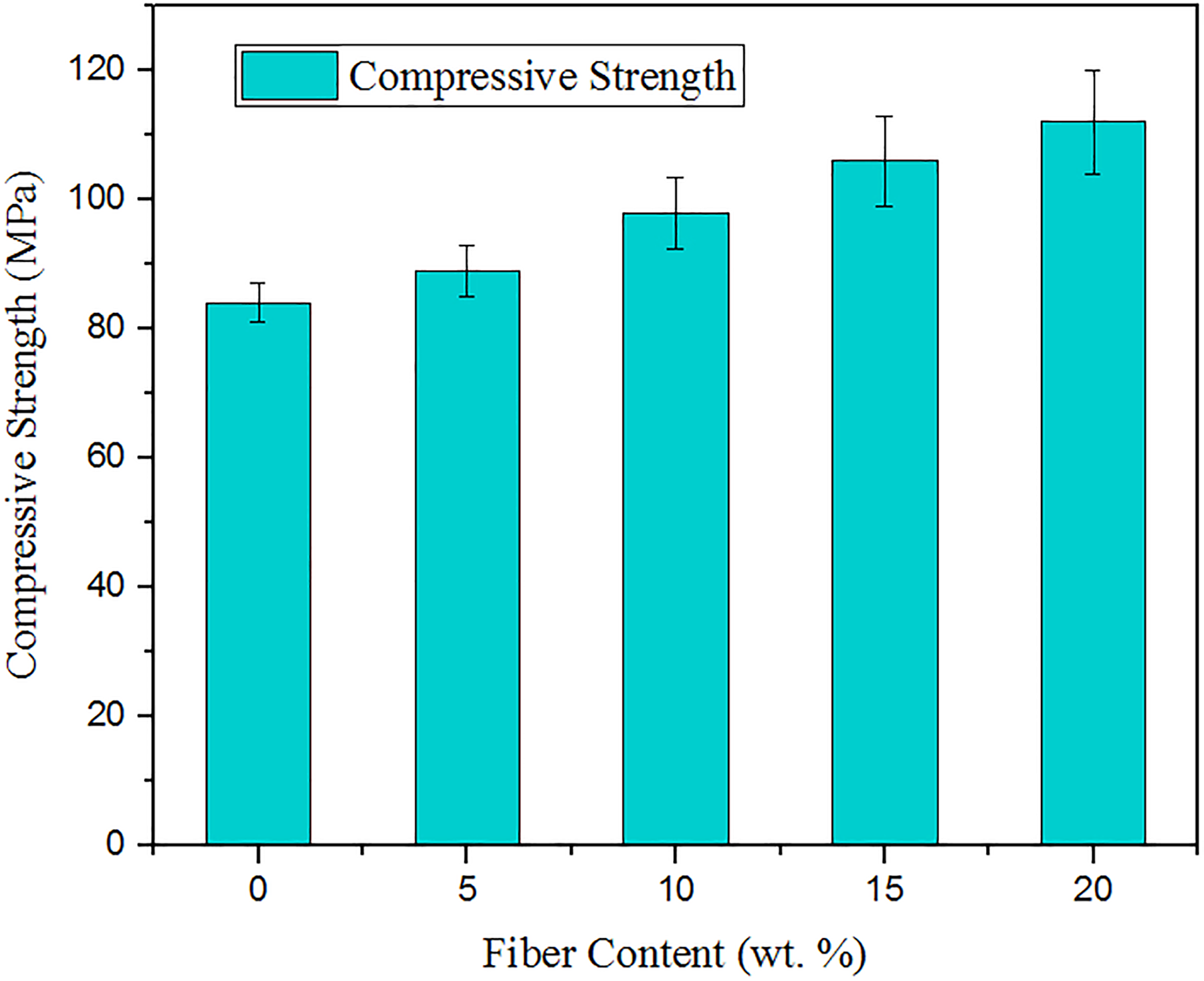
Compressive strength of epoxy-SHF composites.
FTIR spectroscopy
The FTIR spectroscopy result of the raw hair fiber is shown in Figure 7. The broad peak at 3298 cm−1 suggests the presence of amides stretching (N–H bond). The peak at 2927 cm−1 confirms the presence of C–H stretching from aliphatic chains. A sharp peak can be observed at 1651 cm−1, which shows the presence of C=O stretching. The peak at 1536 cm−1 suggests the presence of NO2 in aromatic nitro compounds. Peaks at 1452 and 1403 cm−1 show the CH2 in-plane deformation from natural linkages. The peak at 1239 suggests the presence of aliphatic amine stretching (C–N). The peak at 1047 cm−1 suggests the presence of S–O (sulfonate) symmetric stretch. The peak at 607 cm−1 suggests the presence of bending vibrations from N–C=O (amides) or C=O out of a plane bend in amides.

FTIR spectroscopy of raw SHF.
Figure 8 shows the FTIR analysis of the epoxy-SHF composite. The peak at 3401 cm−1 suggests the presence of O–H stretch from alcoholic groups in epoxy and hair or –NH3 + from amino acids of hair (antisymmetric stretches). The band at 3036 cm−1 shows the presence of =CH in aromatic and unsaturated hydrocarbons. The peak at 2964, 2929, and 2870 cm−1 suggests the presence of cyclic aliphatic group C–H symmetric and antisymmetric stretch or C–H stretch from aromatic and unsaturated hydrocarbons. The peak at 2067 cm−1 suggests the presence of aromatic stretch from benzene substituted rings. The peak at 1867 cm−1 shows the presence of substituted benzene rings. The peak at 1607 cm−1 suggests the presence of NH2 in primary amines. The peak at 1509 cm−1 suggests the presence of aromatic –C=C–H stretch. The peak at 1248 cm−1 shows the presence of –C–C–O–C stretch. The peak at 1182 cm−1 suggests the presence of –C–C–O–C stretch. The peak at 1107 cm−1 suggests the presence of C–N stretch from primary aliphatic amines. The peak at 1085 cm−1 suggests the presence of C–O–C stretch. The band at 829 cm−1 confirms the presence of epoxy. The peak at 559 cm−1 suggests the presence of C–C–CN bend from nitriles or NO2 in aromatic nitro compounds.

FTIR spectroscopy of epoxy-SHF composite.
Scanning electron microscopy
Figure 9 presents scanning electron microscopy images of raw hair fibers and epoxy-SHF composite. Randomly oriented fibers are shown in Figure 9(a). Scaly fiber surface with ridges is clearly visible in this figure. Figure 9(b) is the micrograph of a typical epoxy-SHF composite with 5 wt% fiber content. A strong fiber–matrix adhesion can be evident from this image. Due to this superior adhesion, tensile and flexural strength of the composite may be improved significantly.

SEM images of raw hair fiber and epoxy-SHF composite specimen. (a) SEM image of raw hair fiber (b) SEM image of epoxy-SHF composite specimen.
Thermal conductivity test results
The effective thermal conductivity values obtained from different established theoretical models including the proposed mathematical model and experimentally measured values are presented in Figure 10. It is observed that the effective thermal conductivity of epoxy-SHF composite calculated from all theoretical models decreases with the increase in filler content, which is due to the low intrinsic thermal conductivity of hair fiber. Further, it is also noticed that the series model of rule of mixture and the proposed model fit well with the experimental data, whereas Maxwell, Russell, and parallel conduction model are in disagreement with the experimental data to a certain extent.

Variation of thermal conductivity as function of wt% of SHF.
T g and CTE
Figure 11 shows the T g values of epoxy-SHF composites with different wt% of the SHF. It is noticed that with the increase in hair fiber content, the T g value of the composites increases gradually. The reasons for the increase in T g may be due to the fibers and polymer chain interaction. In the present investigation, T g of epoxy is found to be 98°C, and when the reinforcement of hair fiber increases to 20 wt%, it becomes 109.6°C.
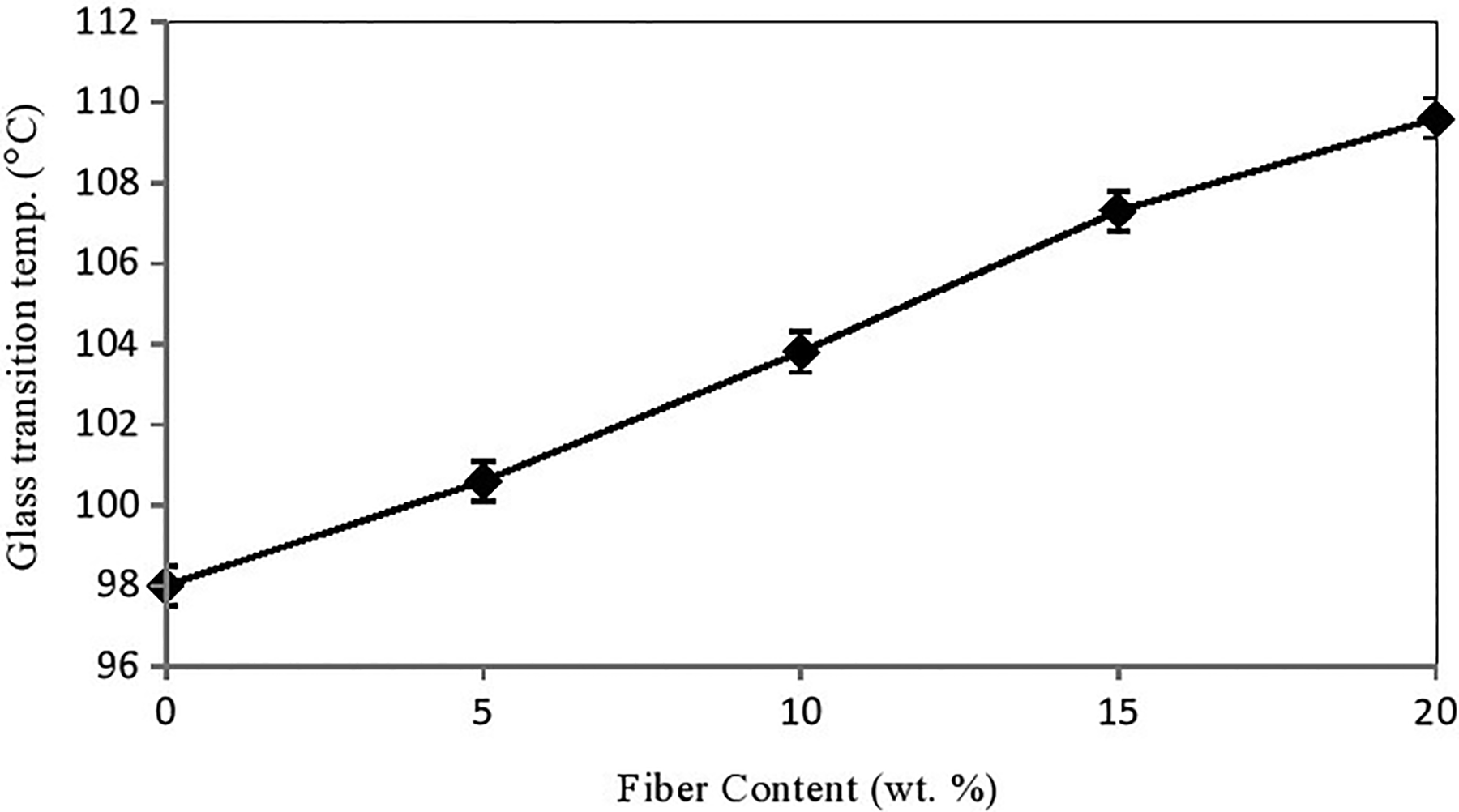
Variation of T g with fiber content.
The change in CTE values of the epoxy-SHF composite with different wt% of SHF content is presented in Figure 12. It can be observed that with the addition of 5 wt% of SHF to the neat epoxy, the CTE decreases from 66 ppm °C−1 to 65.2 ppm °C−1, which further reduces to 63.1 ppm °C−1 at 20 wt% of SHF content. The drop in CTE is probably due to low CTE of hair fiber compared to that of epoxy matrix. So, with the increase of fiber content, the CTE value of the composite decreases.

Variation of CTE with fiber content.
Conclusions
Successful fabrication of epoxy-SHF composites with simple hand layup technique is possible. Tensile strength and flexural strength of the composite can be largely modified with the incorporation of the short human hair fiber. A theoretical model has been developed to estimate the effective thermal conductivity of polymer composites with short fiber inclusion. The results obtained from this model are found to be in good agreement with the experimental ones. Reinforcement of SHF leads to a substantial reduction in the effective thermal conductivity of epoxy composites, thereby improving their insulation capabilities. It is seen that the addition of 20 wt% of fiber results in a 21.4% reduction in the thermal conductivity of epoxy. From the results of the TMA-7, an increment in the T
g and drop in the CTE of the composite have been observed. Increase in T
g indicates the expansion of temperature domain within which a composite can function. Similarly, the drop in thermal expansion coefficient ensures the dimensional stability of the composite within a greater range of temperature. Some applications can be in printed circuit boards, switch panels, and so on.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.