
Abstract
This study investigates the mechanical, thermal, and morphological properties of polylactic acid (PLA) composites reinforced with 10 wt% flax, hemp, and pineapple leaf fibres (PALF), produced via extrusion and Fused Deposition Modelling (FDM) 3D printing. Alkali treatment and PLA pre-coating were applied to enhance fibre-matrix interactions. Tensile testing revealed that the hemp composites exhibited the highest strength, with values reaching 29.12 MPa for surface-treated fibres, when compared to 23.84 MPa and 18.91 MPa for flax and PALF, respectively. Thermogravimetric analysis (TGA) showed that alkali-treated hemp composites had the greatest thermal stability, with an onset degradation temperature of 306°C, compared to 291°C for flax and 295°C for PALF. Scanning Electron Microscopy (SEM) confirmed improved fibre dispersion and interfacial bonding in treated hemp composites, contributing to enhanced mechanical performance. Fourier Transform Infrared (FTIR) spectroscopy revealed reduced O-H peaks, indicating successful fibre surface modifications. These findings highlight the potential of hemp fibres for automotive applications, offering superior mechanical properties and thermal stability over other natural fibres when incorporated into PLA composites.
Introduction
The automotive industry is one of the most fast-paced industries worldwide. New designs are released annually and requires advanced technologies to meet the standards for full functionality and supply chain. 1 Most of the thermoplastic composite components are still formed with mould dependent processes such as injection and tape placement, which limit the design and development of composite components and structures. 2 This element provides the Additive Manufacturing (AM) technique with a competitive edge on this industry. AM is disruptive to the product design and development, provides flexibility on the production and optimization of car components upon request.3–5 Advancement in AM techniques, particularly 3D Fused Deposition Modelling (FDM), have opened a new era for the design and fabrication of complex composite components that have exceptional performance at low cost. 6
Composite materials have attracted attention in this space primarily due to benefit of combining properties such as lightweight, rigidity, strength, low corrosion, easy maintenance, and design variability. 7 Carbon fibre reinforced polymer composites (CFRPCs) produced by 3D printing are the most studied, especially in aerospace and automotive application, due to the fibres high stiffness and strength. 2 However, the use of fossil sources of filaments for 3D printing is unsustainable. This makes renewable sources a more favourable material of choice for filament production, helping to mitigate this drawback and meet the future demands of automotive part manufacturing. 8
Amongst many renewable polymer materials used to make filaments, poly lactic acid (PLA) is the mostly used matrix due to its biodegradability. It is a low-cost polymer with excellent properties such as high tensile strength, stiffness, and processability. The drawbacks are its high brittleness, low thermal stability and toughness. However, for it to serve as an alternative for petroleum-sourced polymers, properties such as thermal and mechanical performance must be enhanced to meet the requirements of the automotive industry. Various additives have been incorporated into PLA matrices with the aim of producing the composites with improved properties. PLA composites of natural fibres such as jute, hemp, flax, cellulose nanofibre (CNF), ramie, etc. Have been studied for additive manufacturing (AM), specifically for fused deposition modelling (FDM) 3D printing.9–11 However, one of the major limiting factors of using fibre composite 3D printing to date is the delamination of the fibre from the matrices resulting from poor adhesion of the polymer to the fibre. Puglia et al. 12 reported that the optimal reinforcing properties of fibres depend on their length, diameter, aspect ratio, orientation, and dispersion within the polymer matrix.
To address this, various fibre surface treatments, such as alkali treatment, have been employed to enhance fibre-matrix adhesion. 13 Alkali treatment removes hemicellulose and other impurities from the fibre surface, improving compatibility with the polymer matrix. Additionally, coating fibres with PLA solutions has been explored as a method to further enhance bonding (Please insert a reference). The mechanical performance of natural fibre reinforced polymer composites (NFRPCs) is dependent on factors such as fibre length, resistance pull-out, aspect ratio, fibre type and the interface bonding between the fibres and the polymer matrices. 14
Poor interface bonding may lead to problems such as a loss of mechanical strength due to insufficient interface and voids, which can arise during fibre loading in extrusion or during direct printing of continuous dry fibres. The most dominant interfaces between fibres and thermoplastics are surface wetting, mechanical interlocking, and molecular chain diffusion. Surface treatment is considered one of the most effective techniques for improving the adhesion of fibres to the polymer.15–19
Godara 20 reported that Alkali surface modification is an effective treatment for improving the properties of the fibres when compared to Silane treatment. On the other hand, Tshai et al., 21 reported that pre-coating of untreated empty fruit bunch (EFB) with dissolved PLA yield improvement in tensile and flexural strength by about 50%–150%, this improvement was attributed to good wetting of the EFB. However, constant feeding fibres into the extruder tends to be difficult and thus affect the homogeneous distribution of the fibres in the matrices. Arnold et al. 22 used the solvent-casting method, which involved dissolving PLA in chloroform and incorporating the fibres into the polymer matrix before extrusion to form the FDM filament. The finding revealed surface treated fibres exhibited enhance mechanical properties after being coated with a PLA/ chloroform solution.
Previous studies as highlighted above have demonstrated that surface-treated fibres significantly improve the mechanical properties of composites, but the effectiveness of these treatments in 3D-printed NFRPCs remains underexplored. This study aims to evaluate the effects of surface modification, surface wetting after solvent coating, and mechanical keying on different fibre types incorporated in a PLA matrix for 3D printing applications. Specifically focuses on PLA/fibre composites containing 10% w/w of various fibre types such as hemp, flax and PALF. The PLA composite filaments were prepared by extruding hemp, PALF and Flax fibres that underwent three different treatments: (1) alkali treatment, (2) coating with a solution of dissolved PLA in a solvent, and (3) no treatment (Untreated). 3D-printed impact and tensile test specimens were assessed for thermal and mechanical properties. Generally, incorporating fibres into PLA matrix had reduced its properties whereas surface treatments shown to slightly improve the properties. Surface treated hemp fibres produced composites with higher tensile strength of 29.12 MPa when compared to 23.84 MPa and 18.91 MPa for flax and PALF fibres, respectively. Similarly, hemp fibres produced composites with better thermal properties than flax and PALF, respectively. This suggests that hemp can be selected for further optimization to achieve enhanced properties when compared to raw PLA. These findings indicate that hemp has potential applications in the automotive industry, provided it is further optimized to achieve enhanced properties better than those of raw PLA.
Experimental
Materials
The materials used in this study were natural fibre-reinforced polymer composites (NFRPCs). The matrix used in the extrusion was a commercial-grade PLA (LUMINY® LX175), obtained from Total Energies Corbion. It had an L-isomer content of about 96% and a melt flow index (MFI) of 6 g/10 min. The Hemp and Flax reinforcing fibres of about 20 µm and 15 µm were sourced from former CSIR Textile Laboratory in Gqeberha while Pineapple leave fibre (PALF) were collected from Gqeberha, South Africa. The PALF fibres of about 40 µm were cut into smaller sizes and sun-dried for 20 days and oven-dried for 16 hrs at 60°C.
All chemicals and reagents used in this study were purchased from the following suppliers, analytical research (AR) grade acetone and sodium hydroxide (NaOH) were purchased from Sigma Aldrich and used as received. Chloroform (AR) grade was purchased from Reflecta Laboratory supplies and used as received. Deionized water from a Milli-Q system (18.2 MΩ·cm) was used for rinsing fibres during the treatment process.
Sample preparation
The experiments were carried out as illustrated in Figure 1 below. Graphical diagram illustrating the experimental procedure.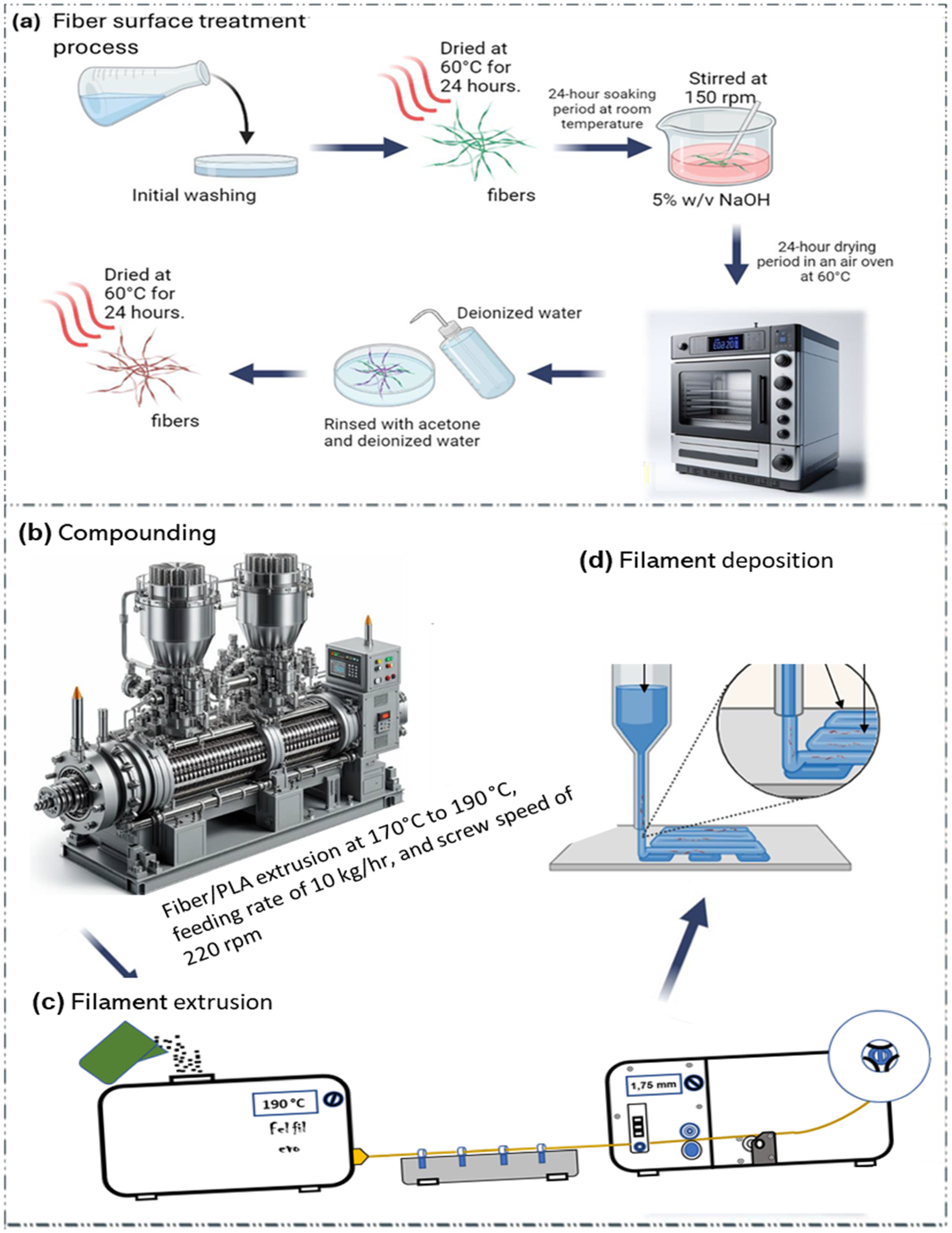
Fibre modification
The fibres were chopped to a length of about 5–10 mm prior to a meticulous treatment process to ensure optimal adhesion and compatibility with the PLA matrix. The fibres were then washed to eliminate any soil contaminants and subsequently dried in an air oven at 60°C for 24 hours. Subsequently treated by immersed in 1000 mL glass beaker containers containing a 5% w/v NaOH solution for 24-h at room temperature while being continuously stirred at 150 r/min with a mechanical stirrer. After the treatment, the fibres were rinsed with acetone and deionized water multiple times to remove any absorbed alkali before drying then for 24 hrs in an air oven at 60°C. 23
Pre-coating with PLA solution
Pre-dried PLA pellets were dissolved in a chloroform solvent to make a solution with a 10% (w/v) in a 250 mL Erlenmeyer flask. The pellets were continuously stirred for 1 hr to ensure complete dissolution of the PLA. Pre-washed and dried hemp fibres were then added into the gel-like solution and manually stirred for 10 min. The PLA/Fibre was then spread out in trays and allowed to dry in a fume hood for 4 hr followed by another 16-hr oven drying set at 60°C. The same procedure was repeated for Flax and PALF coating.
Processing
Extrusion
The PLA matrix, coated fibres, untreated and treated fibres were subjected to a drying process in an air oven at 60°C for 24 hrs to eliminate any absorbed moisture prior to processing. Compounding of the raw PLA and composite samples with 10 wt% fibre loading occurred using a Thermos Scientific Process 11 extruder with an L/D (length to diameter) ratio of 40. Then the pellets were used to produce filaments with a formulated diameter of 1.75 mm by extrusion using a FelFil Evo small 3D filament maker with an L/D ratio of 12.7 (see Figure 2(a)). The operating temperature and screw speed were set to 190°C and 6 r/min, respectively. A 1.75 mm nozzle was used to achieve the desired filament thickness, and the filament was air-cooled as it was drawn onto the spool. illustrate (a) the formation of the composite filament for 3D printing and (b) 3D printed tensile test specimens for PLA composites based on (i) Flax, (ii) Hemp and (iii) PALF fibre.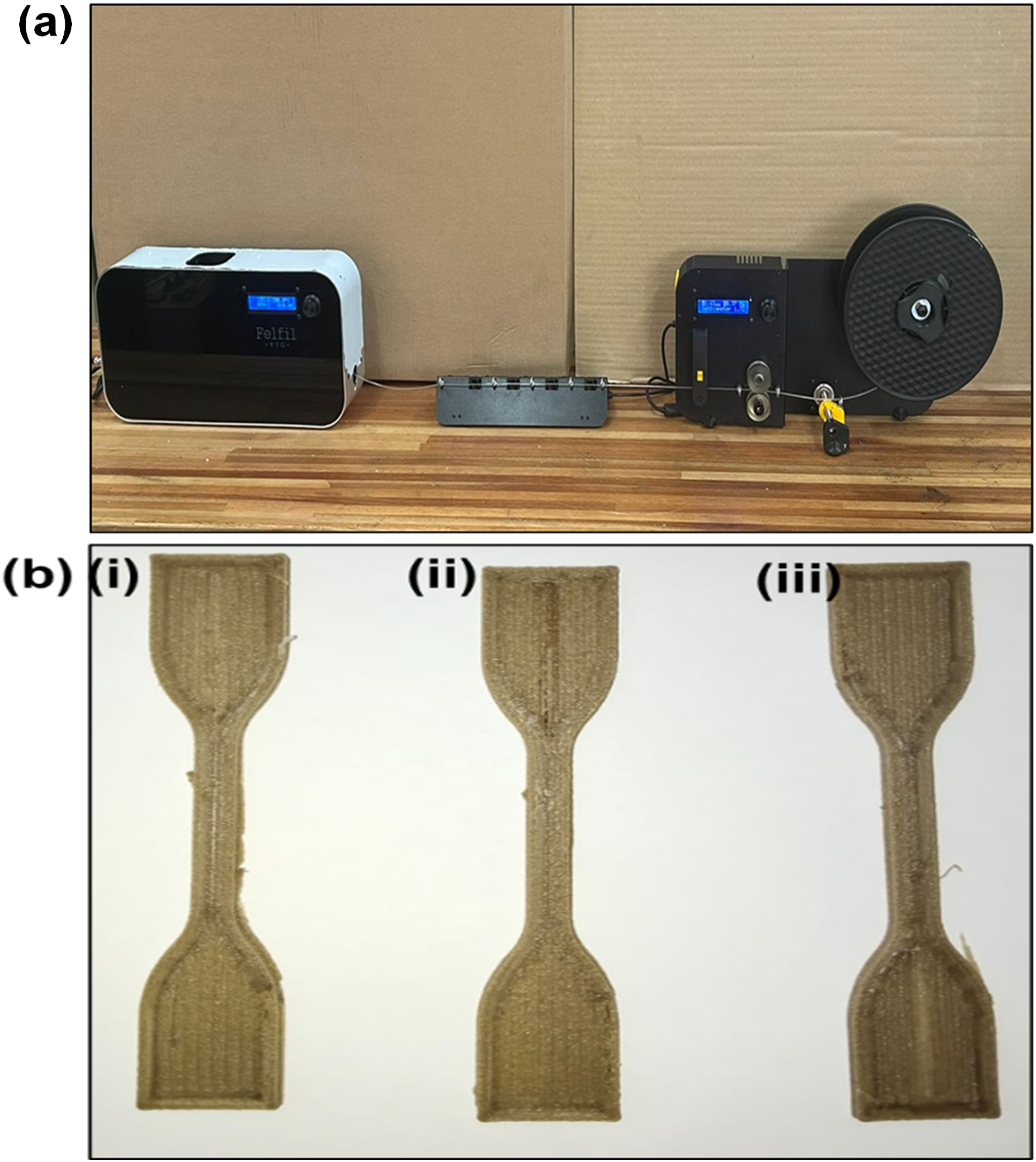
3D printer
Test specimens were fabricated using an open source Creality CR-10 (Shenzhen Creality 3D Technology Co. Ltd) fused deposition modelling (FDM) instrument. A flat-head nozzle was used to drive and compress the filament during printing. Three nozzle sizes approximately 1 mm was employed to produce the specimens. The nozzle temperature and heating plate temperature for all prints were maintained at a constant 210°C and 70°C, respectively. The raster angle was kept at 90° (see Figure 2(b)), layer height of 0.32 mm to improve the adhesion of the composite to the printing bed and reduce the voids between the interlayers, 100% fill pattern and the printing speed set at 60 mm/s. The tensile specimens were prepared in accordance with ASTM D638-14 standards type IV shape, while the impact bar test specimens were prepared in accordance with ISO 179-1.
Characterization
Tensile test
Tensile tests were conducted on 3D-printed specimens to determine elastic modulus, yield strength, and elongation-at-break using a Lloyd’s EZ50® testing machine equipped with a 5 kN load cell, following ASTM D638-14 standards. Each sample had an area of 3.5 mm × 7 mm, with a test gauge length of 50 mm. Prior to testing, the samples were conditioned at 80°C for 24 hrs in an air oven and subsequently performed tests under tension mode at a constant strain rate of 50 mm/min at room temperature.
Charpy impact test
Charpy impact tests were conducted on 3D printed specimens with dimensions of approximately 80 mm × 10 mm x 4 mm (length x width x breadth) in accordance with ISO 179-1 standards. Prior to testing, the samples were conditioned at 80°C for 24 hrs in an air oven and subsequently performed tests on unnotched specimens using the CEAST Pendulum Resil Impactor II from Italy at room temperature. The velocity was set at 3.7 m/s, with a hammer energy of 7.5 J, and the span between supports fixed at 40 mm.
Thermogravimetric analysis
The analysis was performed using a TGA 4000 instrument from PerkinElmer. The NFRPC samples were tested at a heating rate of 10°C/min from room temperature to 900°C under a nitrogen atmosphere with a flow rate of 60 mL/min. The sample weight was maintained at 18 ± 0.5 mg, and the results were analysed using Pyris data analysis software.
Differential scanning calorimetry
DSC measurements were carried out on a DSC 4000 instrument (PerkinElmer) in the temperature range of −40 to 200°C under a nitrogen atmosphere, using approximately 15 ± 0.5 mg of samples. The samples were tested at a heating and cooling rate of 10°C/min in three scans: heating, cooling, and heating. While the first heating scan erased the previous thermal history of the samples, the second heating scan was used to determine the glass transition temperature (Tg), crystallization temperature (Tc), enthalpy of crystallization (ΔHc), melting points (Tm), and enthalpy of fusion (ΔHm).
Fourier Transform Infrared (FTIR) spectroscopy
FTIR was used to identify different functional groups in the samples by their molecular vibrations. The samples were analysed using a Perkin Elmer Spectrum 100 FTIR spectrophotometer with an attenuated total reflectance (ATR) detector over a wavenumber range of 600 - 4000 cm−1 at a resolution of 8 cm−1 over 16 scans.
Scanning electron microscopy
Surface morphologies of the NFRPCs were studied through scanning electron microscopy (SEM) using an AURIGA® CrossBeam® Workstation from Carl Zeiss. Dog-bone shaped samples were conditioned in an air oven at 60°C for 24 hrs and subsequently subjected to freeze dry in liquid nitrogen fracture to view the cross-section. The cryogenically fractured surfaces were sputter-coated with a palladium alloy to prevent charging during imaging.
Results and discussions
Mechanical properties
Tensile strength, elastic modulus, elongation, and impact
Tensile analysis of the 3D-printed test specimens, as illustrated in Figure 3(a), revealed a significant decrease in tensile strength for all composites after adding 10 wt% fibres when compared to the raw PLA sample. This reduction may be ascribed to the increased porosity caused by the presence of fibre agglomerates impacting the interfacial bonding with PLA polymer matrix. Similarly, Arnold et al.
22
and Deb et al.
24
have observed a decrease in tensile strength as the loading PALF, Flax and Hemp increased in PLA matrices. This was attributed to the reduction in melt flow in the nozzle leading to the creation of pores and poor adhesion between the layers in the printed specimens. Mechanical results representing (a)Tensile strength, (b) Elastic modulus, (c) Elongation and (d) Impact strength for Hemp, Flax and PALF composites.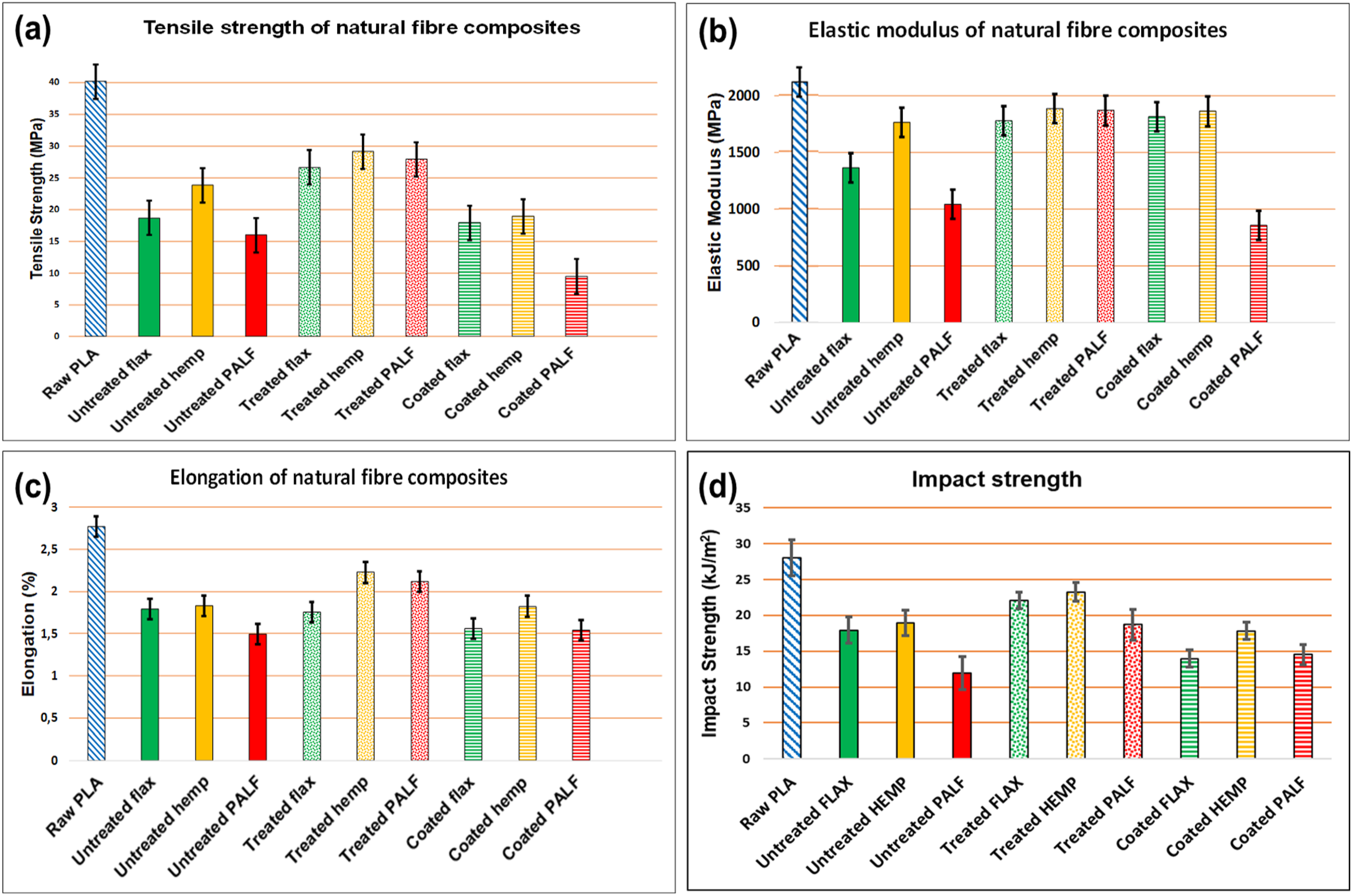
When comparing individual untreated fibre composites to alkali treated fibre composites, flax revealed a 42.30 %, hemp 22.15% and PALF 75.59% improvement after treatment. Suggesting that alkali treatment improved the bonding between the fibres and PLA. The analysis of the performance of flax, hemp, and PALF fibres in composites also shows that hemp outperformed both flax and PALF. This trend was consistent for untreated, surface-modified, and pre-coated fibres with PLA through solvent coating, reaching tensile strength of approximately 23.84 MPa, 29.12 MPa and 18.91 MPa, respectively. This superior performance can be attributed to the higher lignin content in hemp, which provides greater rigidity and stiffness, thereby enhancing the mechanical properties. Moreover, the higher lignin content may have resulted in an increased number of phenolic O-H groups, which contribute to better interfacial bonding between fibre and the carbonyl C=O group in PLA.
Surface modified composites of hemp, Flax and PALF showed better enhancement in comparison to the untreated and PLA solvent pre-coated fibres. This suggests that surface treatment removed hemicellulose and impurities and surface roughness, exposing more cellulose hydroxyls (O-H) groups exposed and mechanical keying between fibres and PLA matrices. Similarly, Le Moigne et al. 13 and Islam et al. 25 observed enhancement in interfacial bonding as a result of both chemical and mechanical interlocking bonding, resulting in high mechanical performances.
A notable increase in PALM composite, which was higher than that of flax composite but lower than that of hemp composite was also observed after surface treatment of the fibre. This suggest that an improvement in adhesion after surface treatment of PALM. This is in line with a report by Paças et al., 26 wherein hemp and PALF fibres composites were seen to have higher average tensile strengths of about 845 MPa and 898 MPa after surface treatment, respectively, when compared to flax fibres, which have 689 MPa.
However, the poor performance of PALF compared to hemp composites is attributed to a decrease in fibre aspect ratio, due to the double high shear processing conditions. This suggests that hemp retained some of its fibrous properties, while PALF acted more like particles in the composites as a result of the decreased fibre length.
A significant decrease in tensile strength was observed in samples coated with PLA which was dissolved in chloroform. This decrease can be attributed to the presence of chloroform in the fibres, which may have increased the embrittlement. As a result, the fibre tends to break easily during high shear processing, negatively affecting its strength and stiffness. Similar behaviour was reported by Akhavan Farid et al., 27 in which dipping PLA specimens in chloroform resulted in a 52% decrease in tensile strength compared to the 35.10 MPa of untreated specimens.
However, notable increase in elastic modulus for solvent coated flax fibre composite was observed in comparison to PLAF composites as shown by Figure 3(b). This was attributed to the smaller diameter of flax fibres, which allows for more uniform microfibril orientation and compaction compared to PALF fibres. As a result, this contributes to more efficient stress transfer from the polymer to the fibre. The elongation shown in Figure 3(c) displayed no notable change across all the fibre compositions. Impact analysis shown in Figure 3(d), revealed that raw PLA has higher impact strength of 27.98 kJ/m2 when compared to all composites.
However, treatment of the fibres improved the impact strength of the composites, which was attributed to the exposure of more reactive sites and surface roughness. Leading to better interfacial bonding and mechanical keying, thereby preventing fibre pull-out from the PLA matrices.
A significant enhancement in impact strength was observed in surface-treated fibre composites, with the hemp-based composite showing the optimal performance of 23.20 kJ/m2. This improvement was attributed to the enhanced interfacial bonding between the fibres and the PLA matrix. FTIR results in Figure 6, further suggest that mechanical keying also occurred after the incorporation of fibres, leading to the disappearance of the C = C vibration mode at 1575 cm−1, which in turn improved adhesion. Bakri et al. 28 reported surface treatment makes the fibres rougher and stronger, thus, improving the mechanical bonding.
The poor performance of solvent coated fibre composite may be attributed to the chlorine solvent used, which resulted in the embrittlement of the composites. PALF based composites under performed in all composites when they were compared to those of Hemp and Flax, this could be ascribed to the reduction in fibre aspect ratio which resulted in the fibres acting as particulate instead of fibres. Shahar et al. 29 reported similar decrease in impact strength after adding 7% wt. Kenaf particles in PLA 3D printed composites.
Thermal properties
Thermogravimetric analysis (TGA)
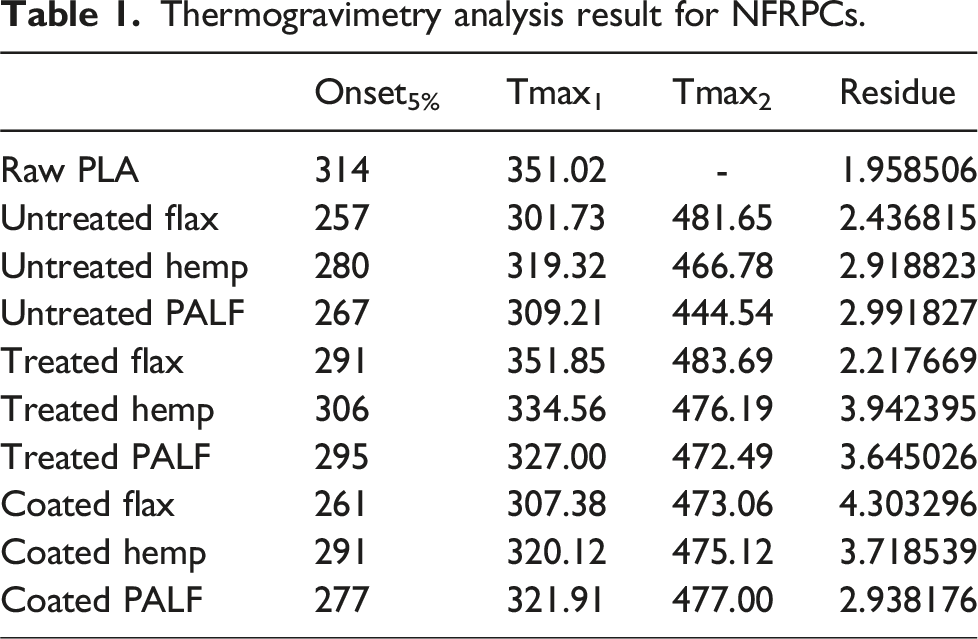
Thermogravimetry analysis result for NFRPCs.
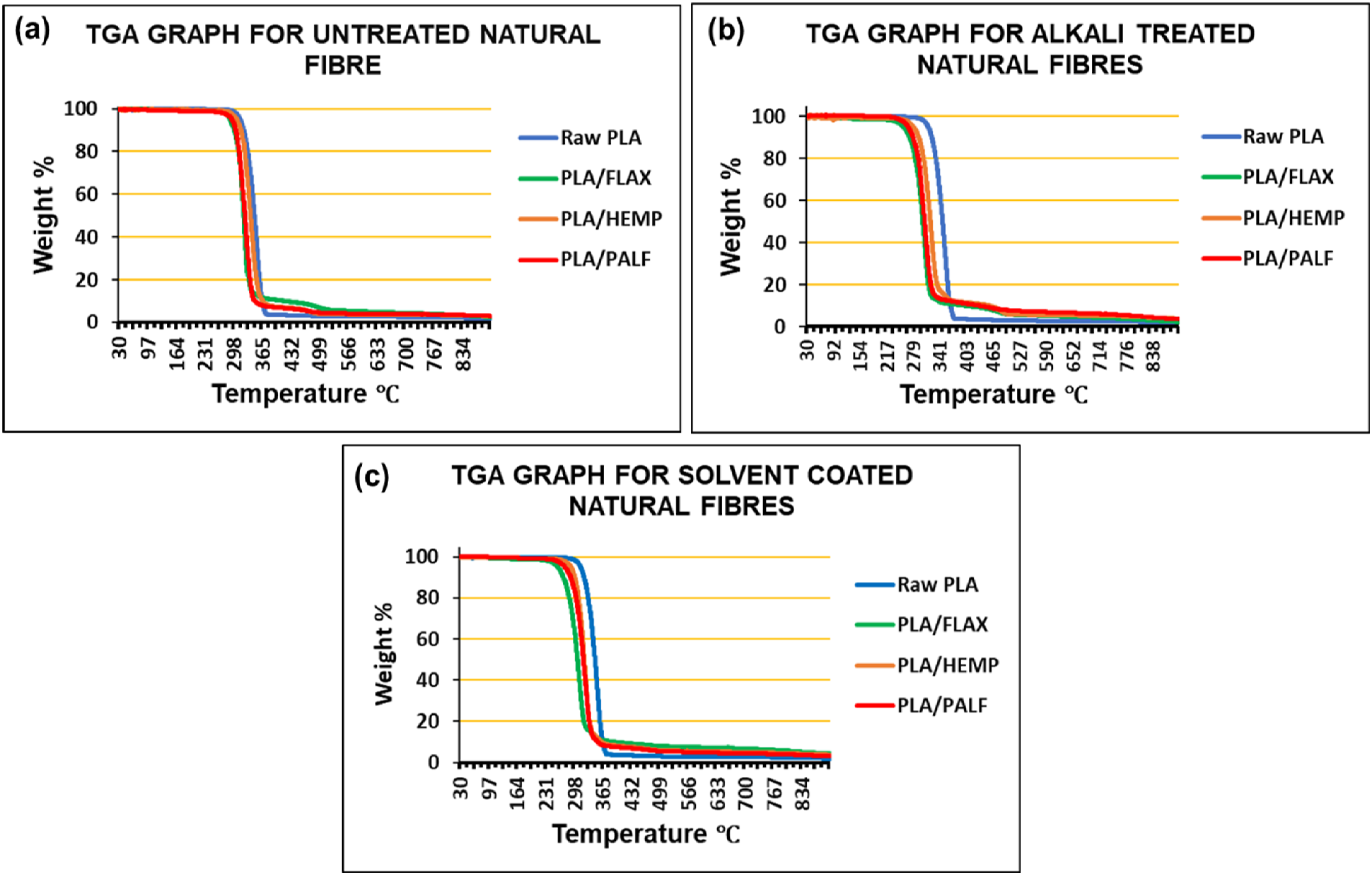
Thermogravimetric analysis graph of flax, hemp and PALF composite (a) PLA/untreated fibres, (b) treated fibres and (c) coated fibres.
The analysis on the curves revealed only one degradation step for raw PLA, with the onset of significant weight loss occurring around 314°C and completing by about 400°C. While the NFRPCs show two steps, the first step which is a major step associated with the degradation of cellulose occurring at 260°C–350°C.
The second step occurs at around 350°C–500°C, corresponding to the degradation of lignin. The analysis revealed that the onset temperature for all NFRPCs tends to be lower than that of raw PLA. This was attributed to the fact that cellulose in natural fibres degrades at temperatures between 200 and 300°C, which is slightly lower than the degradation temperature of PLA. Similar degradation behaviour has been reported by many researchers.30–33
Analysis of the different sets revealed that surface-treated fibre composites exhibit a higher onset temperature compared to the untreated and solvent-coated composite sets. The enhanced thermal stability was due to improved interfacial bonding between the fibres and matrix after hemicellulose removal. This allowed the surrounding polymer to protect the fibres, slowing the degradation process. The results are consistent with the findings of Alao et al. 34 and Oza et al. 35 where alkali treated fibres enhanced the thermal stability of hemp-PLA composites. The shift to higher temperature was associated with the removal of hemicellulose and impurities.
A notable enhancement when analysing the individual fibres composite curves in each set, was observed with the hemp composite. This was attributed to high lignin content in hemp allowing it to withstand higher temperatures before degrading, while PALF and flax have relatively low lignin content. Conclusively, the TGA results in Figure 4(b) indicated that surface-treated fibre composites were more thermally stable, with the onset of degradation for hemp, flax, and PALF occurring at 291°C, 306°C, and 295°C, respectively.
Differential scanning calorimetry (DSC)
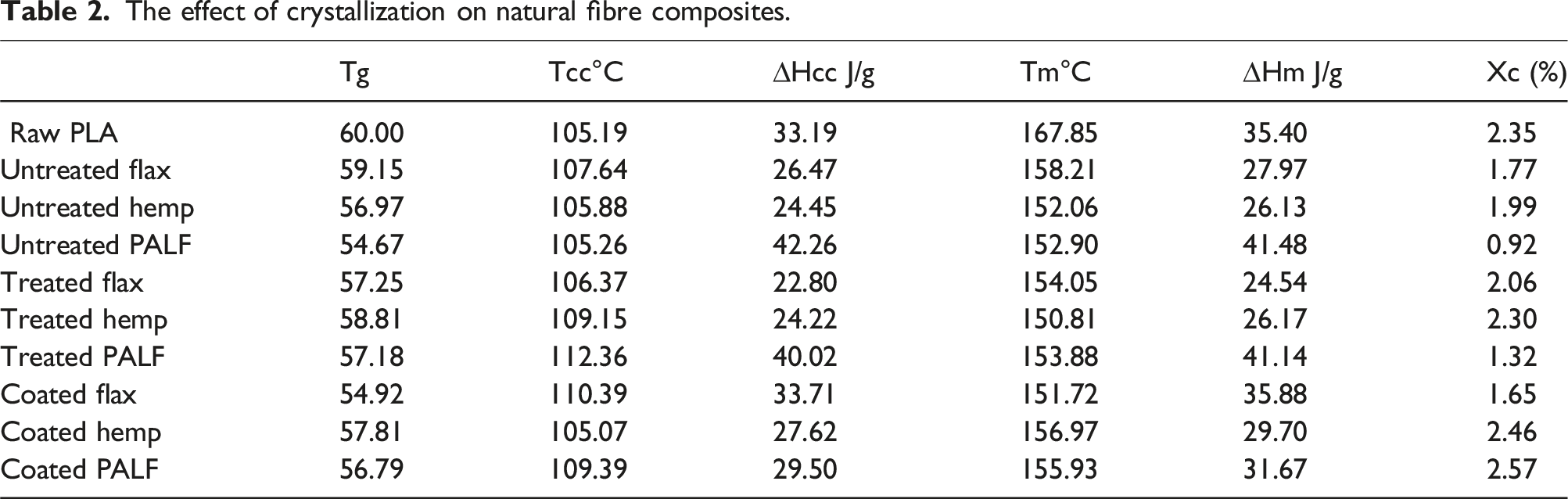
The effect of crystallization on natural fibre composites.
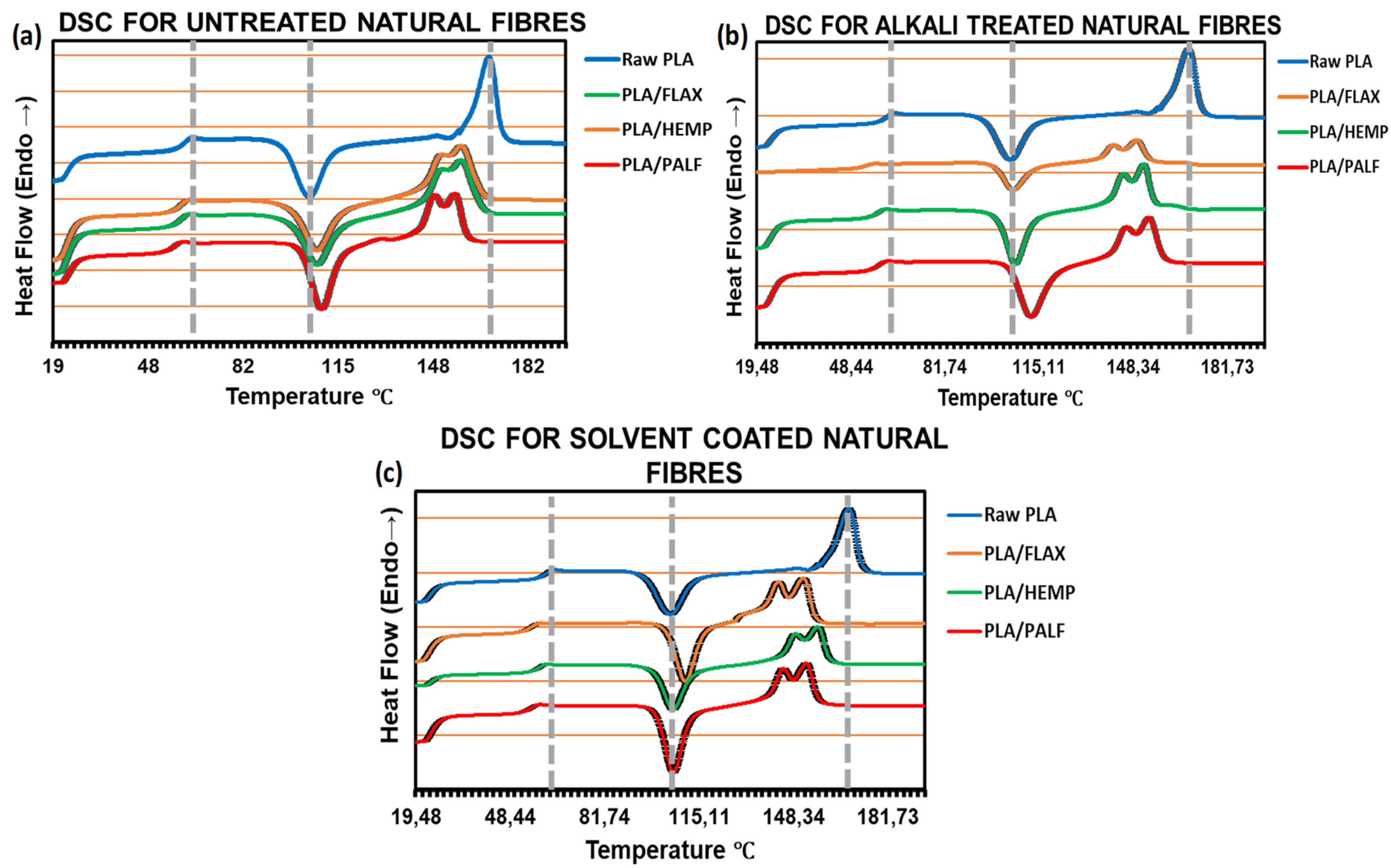
Dsc curves for NFRPCs based on (a) untreated fibres, (b) alkali surface treated fibres and (c) solvent coated surface treated fibres.
This decrease is attributed to changes in the degree of plasticization, resulting from increased free volume and chain mobility due to the loose packing of fibres within the PLA polymer matrix. The decrease was also observed on surface treated and solvent coated NFRPCs depicted in Figure 5(b), and (c). This observation is in agreement with the findings by Teymoorzadeh et al., 36 Masirek et al., 37 and Darsan et al., 38 in their studies based on PLA/Hemp , PLA/ Flax and PLA/ PALF composites, respectively.
Further analysis of the curves for untreated NFRPCs shown in Figure 5(a) reveals a shift in the cold crystallization peak to a higher temperature for all the composites compared to raw PLA. This shift was induced by the incorporation of fibres, which is attributed to the poor dispersion of the fibres in the matrix. This poor dispersion hinders the mobility of the polymer chains and crystallization, making it difficult for them to reorganize into a crystalline structure at lower temperatures. As a result, the shift to higher temperatures indicates that more energy is required for the polymer to rearrange. These findings further support the significant changes observed in the mechanical properties.
The fibres did not act as nucleating agents, preventing proper packing of the fibres, which ultimately impacted the material’s properties. Mofokeng et al. 39 findings revealed similar observation, the cold crystallization increased to higher temperature as a results of the immobilization of the chains after addition of 3% sisal. Baghaei et al. 40 also observe a shift in cold crystallinity due to the immobilization of the chains, it was concluded that the natural fibre acted as heterogeneous nucleating agent. Analysis of the surface treated NFRPCs shown in Figure 5(b), show no surprising change in cold crystallization for flax and hemp composite allowing the polymer to crystallise. This was attributed to better dispersion of the fibres and some nucleating effect from the fibres resulting from chemical treatment.
In contrast, the PALF composite curve shows an increase in cold crystallization, suggesting that the fibres still induced mobility constraints on the polymer chains. A similar behaviour of no increase in cold crystallization was observed for solvent-coated treated hemp composite in Figure 5(c), indicating that after surface treatment, hemp had improved dispersion in the polymer matrix. Solvent coating had an insignificant effect on cold crystallization of solvent coated treated hemp composite.
However, solvent coating treated flax hindered the mobility of the polymer chains, resulting in an increase in cold crystallization. The PALF composites exhibited a cold crystallization comparable to that of raw PLA, suggesting that fibre dispersion might have improved, allowing the polymer chains to crystallize. Double melting endotherms are observed after incorporating fibres in all composite curves given by Figure 5(a)-(c), which are due to the loss of chain alignment and conformational purity, leading to the formation of crystallites of different sizes and degrees of ordering.
Similar double melting endotherms behaviour were reported by Jandas et al. 41 in the study on PLA/surface treated banana fibres. The melting temperature of the composite was observed to be lower than that of raw PLA for all composites, whether untreated, surface treated, or solvent coated prior to extrusion. This reduction was attributed to the disruption of PLA crystallization caused by the presence of fibres, leading to reduced thermal stability due to the formation of less perfect and smaller crystalline regions.
In conclusion, while surface treatment of hemp and flax fibres improves the mobility of polymer chains in the composites, whereas solvent coated fibres do not significantly influence the cold crystallization behaviour of the hemp composite. Therefore, fibre treatment can enhance mechanical performance, but further adjustments to processing techniques may be required to fully optimize the material properties.
Morphology
Fourier Transform Infrared (FTIR)
Analysis of the FTIR spectrums of the different composites is presented in Figure 6(a)–(c). The analysis provides valuable insight into the interactions between the untreated, surface-treated, and solvent-coated fibres with PLA. Characteristic peaks of PLA polymer were observed, a broad peak in the 3200-3600 cm−1 region indicates O-H stretching vibrations, likely corresponding to end groups in the PLA chains. Peaks in the 2800-3000 cm−1 range are attributed to C-H stretching of methyl and methylene groups in the PLA backbone. A strong peak around 1750 cm−1 is characteristic of the C = O stretching vibration of the ester groups in PLA. Multiple peaks in the 1000-1300 cm−1 region are associated with C-O stretching vibrations of the ester groups. Cuiffo et al.
42
observed similar characteristic PLA peaks when analyzing 3D printed raw PLA. FTIR spectrums of the PLA and NFRPCs based on (a) Flax, (b) Hemp and (c) PALF.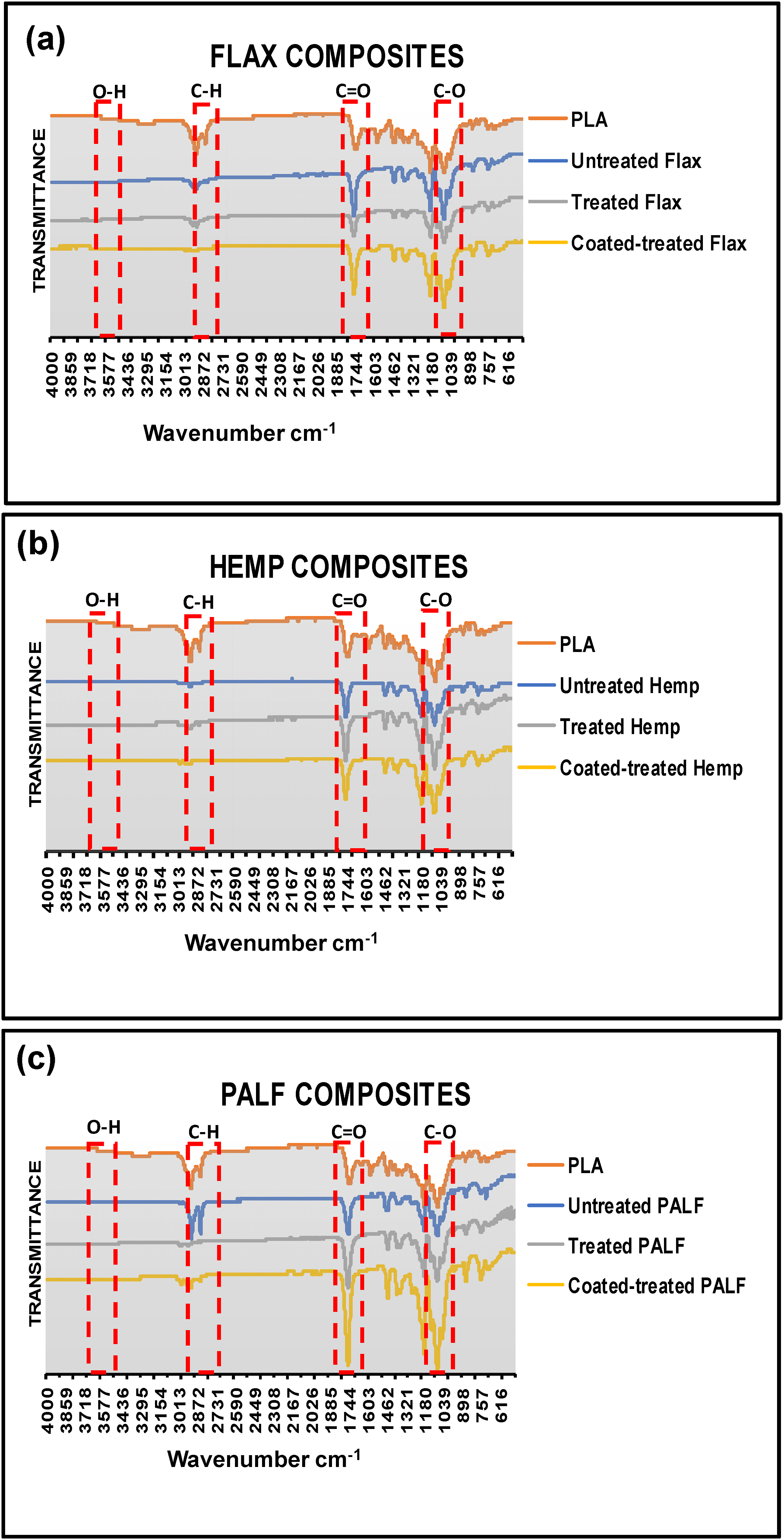
After the addition of natural fibres, a decrease in the broad peak between 3200 and 3600 cm−1, corresponding to O-H stretching and H-bonded structures, was observed for all composites. This decrease was attributed to (1) the processing conditions of untreated fibres and (2) the alkali treatment of natural fibres. Processing untreated fibres with PLA at high temperature may have led to an esterification reaction between the O-H groups of the untreated fibres and the PLA end groups, resulting in the formation of C-O-C linkages that consume the O-H groups, thereby causing the reduction of the O-H peak in the spectrum.
The disappearance of the O-H stretching in both treated and solvent-coated fibre spectra was attributed to the reduction in the number of hydroxyl groups in the fibres due to their reaction with NaOH. A peak corresponding to C-H stretching was observed in PLA and all the composites in the region of 2800–3000 cm−1, suggesting that the incorporation of untreated, treated, and coated aliphatic fibres does not significantly alter the aliphatic character of the polymer material. The carbonyl C = O stretching peak around 1750 cm−1 remains prominent in the composites, indicating that the ester linkages of PLA are preserved.
However, slight shifts and changes in intensity may occur due to potential interactions between the PLA matrix and the fibres. A new peak shoulder appears in the 1600-1680 cm−1 region for the composite, which is not present in pure PLA. This can be attributed to C=C stretching vibrations, likely from aromatic structures in lignin components of the hemp fibres.
A notable disappearance of a peak at 1575 was observed in composite materials, this suggests a physical interaction between the fibres and the matrix leading to the loss of vibration mode of the C=C. The C-O stretching region 1000-1300 cm−1 shows more complex and intense peaks in the composite, due to the overlapping C-O vibrations from both PLA and the cellulosic components of hemp fibres.
The presence of these additional peaks and the changes in peak intensities in the composite spectrum provide evidence of successful incorporation of the hemp fibres into the PLA matrix. The broadening and disappearance of the O-H peak suggests increased hydrogen bonding, which could contribute to improved interfacial adhesion between the fibre and matrix. This enhanced interaction is likely a result of the processing temperature and surface treatment applied to the fibres, which can increase their compatibility with the PLA matrix.
Scanning electron microscopy (SEM)
The morphological analysis on the cryo-fractured raw PLA and PLA composites presented by the SEM and EDX micrographs shown in Figure 7, revealed significant changes on the structure and surface characteristics. The PLA micrograph in Figure 7(a), reveal that PLA has a relatively smooth surface when compared to the NFRPCs shown in Figure 7(b)–(d). All the composites exhibit some visible roughness and irregularities. SEM images illustrating (a) Raw PLA, (b) Flax composite, (c) Hemp composite and (d) PALF composite.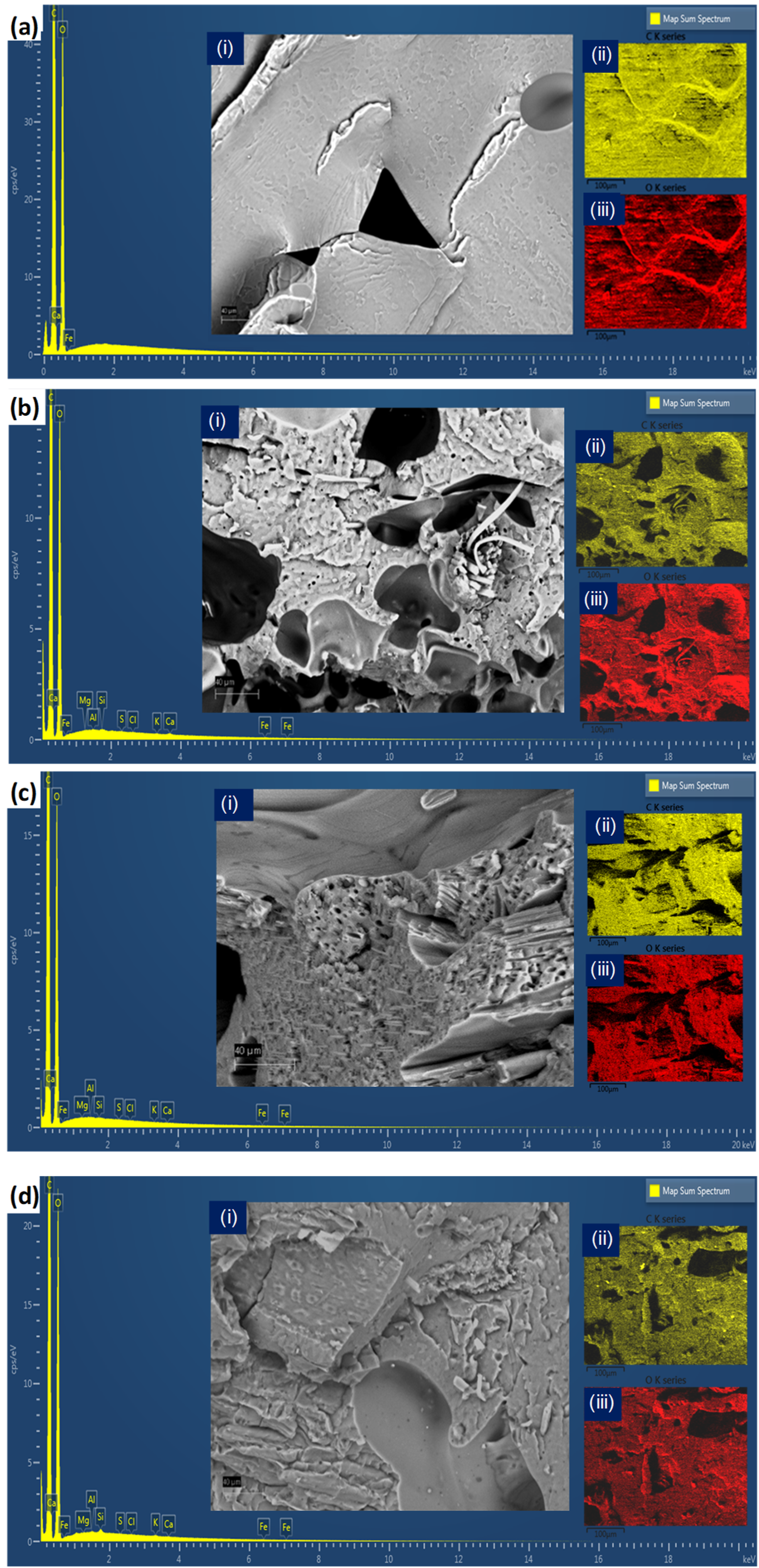
The presence of carbon (C) and oxygen (O) peaks, characteristic to organic polymers, are observed in the all the EDX spectrum in Figure 7(a)–(d) and are attributed to the organic nature of PLA. However, additional peaks of magnesium (Mg), potassium (K), aluminium (Al), iron (Fe), sulphur (S), silicon (Si), and chlorine (Cl), can be observed after the addition of natural fibres (Flax, Hemp and PALF). These peaks indicate the presence of fibres in PLA matrix and are attributed to traces of soil impurities.
These findings are in line with what was reported by Jasti et al., 43 the study concluded that the presence of elements such as C, O, Ca, Mg, Al, K, Si in the composition of hemp cannabis was attributed to impurities and trace elements from the soil.
Further morphological analysis on the cryo-fractured raw PLA and PLA composites with treated flax, hemp, and PALF confirms the findings of the mechanical analysis. The micrographs in (Figure 7(b)) show the presence of fibre agglomerates in the PLA/Flax composite, which may affect the mechanical properties by creating weak spots due to insufficient matrix bonding between the fibres. Moreover, this led to the formation of void within the deposited layers.
However, the hemp-based composites show an improvement in tensile strength, which is attributed to the hemp retaining its fibrous nature. This behaviour is evident from the protruding pull-out fibres on the surface of the PLA matrix shown in Figure 7(c). The PALF fibres in the micrograph shown in Figure 7(d), appear as particles. This finding confirms that the fibres were broken down during double extrusion, leading to the reduction in fibre aspect ratio and loss of their fibrous reinforcing properties. The diameter of pineapple leave fibres is about 40 µm, which is higher in comparison to the flax and hemp which have a diameter of about 15 µm and 20 µm, respectively. Moreover, the results indicate that care should be taken when processing the fibre in order to prevent fibres from losing their fibrous nature.
Conclusions
The introduction of fibres into PLA matrix generally reduced its properties whereas surface treatment shown a slight improvement. Thus, an improvement in mechanical properties was observed for all surface treated fibre composites, indicating that treatment enhanced the interfacial bonding between the fibres and the PLA matrix. Among the three fibres used to produce the NFRPCs, hemp demonstrated superior performance in mechanical strength and thermal properties. Flax fibres outperformed PALF in mechanical characterization, which was attributed to the lower fibre aspect ratio in PALF. The findings highlight the potential use of hemp fibre composites in the automotive industry. However, further optimization is required to ensure that suitable properties are achieved. FTIR results confirmed successful incorporation of natural fibres into the PLA matrix, evidenced by the emergence of a new peak at 1600–1680 cm−1 and the reduction of the O-H peak between 3200 and 3600 cm−1. These changes reflect improved fibre-matrix interaction, which enhanced mechanical properties in the untreated and solvent-coated fibre composites. However, coating the natural fibres with a PLA-chloroform solution led to fibre embrittlement, reducing mechanical strength. SEM images revealed voids between adjacent layers. The work highlighted that improvements in fibre processing and optimization 3D printing conditions may lead to better performance 3D printed PLA natural fibre reinforced composites.
Footnotes
Acknowledgments
The manuscript was written with the sole contribution of the author Sifiso John Skosana, edited and corrected by Prof. Caroline Khoathane, Dr Thomas Malwela and Dr Wilson Webo.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.