
Abstract
An updated Additive Manufacture (AM) technology to produce Bioimitated Medical Composite Trauma Plates (BMCTP) is introduced in this paper. It aims to produce bioimitated multi-layered and continuous fibre reinforced medical composites with enhanced damage resilience and biomechanics compatibility for promptly recovering fractured bones. The BMCTP samples are produced by a 3D composite printer and validated using mechanical bending test and modelling analysis. The overall mechanical and fracture properties of the BMCTP samples are conducted based on the bending test outcomes. Research results have shown that the investigated BMCTP sample reaches the loading capacity of 1 kN under three-point bending. This is approximately 2 times higher than the required load that occurs when using this medical trauma plate in surgery. The biomechanics compatibility of the trauma construct has been reflected in the design and AM process. It allows the fractured bone to undertake healing required compressive strains (1%–10%) for mechanically stimulating the healing of the fractured bone. Compared to the BMCTP sample without surface treatment, the damage resistance of the surface-treated one increases by 19%. This technology provides a highly cost-effective approach to produce future medical composite trauma plates for possible applications in treatment and prosthetics in orthopedics and traumatology.
Keywords
Introduction
Currently, the number and severity of various types of injuries are increasing, in regarding this, new methods of treatment and prosthetics for bone tissue injuries are being introduced, and there is also a need for biopolymer composites of various compositions, porosity and strength.1,2 Thanks to modern technologies of additive manufacturing (AM), medical imaging and solid 3D modelling, it has become possible to produce medical trauma plates and bone substitutes with functional properties that meet the requirements and consider the patterns of new bone tissue.3,4,5,6 AM technologies can be used to manufacture medical devices from various structural materials, including metals, polymers and fibre composites. However, producing medical trauma plates from stainless steel and titanium is complex and expensive. Related medical devices made from polymeric materials such as polyether ether ketone (PEEK) using AM technologies are lightweight and biocompatible, but weak in strength. Medical devices manufactured using AM technologies made from PEEK and fibre-reinforced have strength that is still insufficient to meet some surgical requirements. 7
It is well known that composite materials that are reinforced with carbon fiber can be used to replace various metal medical products. Their characteristics are lightweight and high strength. The development of AM technologies in the production of polymer composites from purified carbon fibre has been over the past decade. Currently, the use of AM technologies makes it possible to manufacture medical products from composite materials of complex geometric shapes. Thus, AM technologies for the manufacture of complex medical products from composite materials are promising and more economical compared to traditional ones. One of the innovations in this area is the technology of 3D printed Markforged composites, which consist of two components: a matrix and reinforcement. 8 3D printing technologies that make it possible to produce products from composite materials simultaneously using two components are being implemented by companies such as CF3D, ANISOPRINTING, Fibrotape, etc.9,10,11 This allows a significant, approximately 94% reduction in costs and production of composite materials 50 times faster than with traditional technologies. 8
With such AM technologies, printing of a product occurs by superimposing one layer of material on another. When 3D printing continuous fiber reinforced composite materials, the fibers are placed only within the layer or 2D region. Within the plane of the layer, the direction of the fibers can change. In this case, the thickness of the material is small due to the absence of fibers located in the direction of thickness. Products made from composite materials using such technologies will be similar to traditional laminating compounds, which can cause, for example, delamination (uneven thickness). In this regard, it is very important when using Markforged 3D printing technologies for the manufacture of products from composite materials reinforced with continuous fiber to ensure resistance to damage through thickness, including matrix crack and delamination propagation in the thickness direction of the plate.
Over the past two decades, to increase the strength of laminated composite materials throughout the thickness, researchers and engineers have proposed several approaches. For example, for the manufacture of plates or shells from composite materials, a “weaving” approach was used with fibers in the 2D domain, as well as in the thickness direction. 12 One of the disadvantages of this method is the technological and technical limitations of the equipment, as well as the duration of the manufacturing process. 13 Another approach that is used to increase the strength and fracture toughness is the pin cross-linking method, which allows to improve the directions throughout the thickness of the laminating composites, as well as to avoid premature failure throughout the thickness.14,15 Unfortunately, this approach also has limitations due to the high cost of complex manufacturing processes, particularly the manual labor required to convert z-pins into laminate composites.
One of the promising and progressive scientific approaches over the past few decades applied to the technology of 3D printing of composite materials that consist of two components is the method of bioimitation of composites. This method has become widespread in a number of technical fields, including the biomedical engineering sector.16,17 This approach is based on a detailed study of existing natural materials and/or the structural features of animals and plants, which allows them to imitate their specific structures in the manufacture of materials. There is a formation of structural features that are highly resistant to damage under external loads. For example, in the work, researchers Luca et al.
18
presented the results (shown in Figure 1) of modeling the structure of microtubules, the ingredients and properties of the composite material are similar to the skin and structure of wild sheep horns.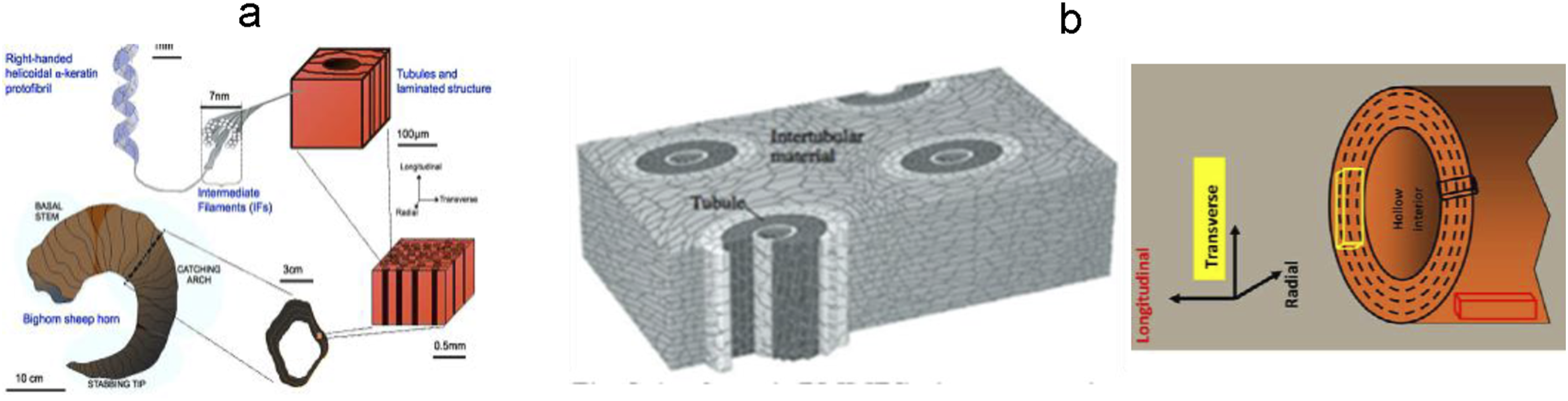
The microtubules of the skin of the horns are multilayered with variable and stepwise stiffness and strength in the direction of the thickness of the tubule, which is due to the peculiarity of the material. As the lead author of this paper, Chen et al., showed in their research, the multilayered microstructural feature of horny skin microtubules allows it to withstand stress under various severe loading conditions by absorbing strain energy. This feature makes it possible to have high resistance to damage when multiple cracks propagate throughout the entire thickness of the layer. Numerous research results prove that for greater crack propagation, a higher fracture energy is required.19,20,21,22,23 Chen put forward the idea that this structural feature of the biotubule material can be used for modeling to simulate the design of the deltoid muscle T-joint.
19
He also proposes to use the basic concept of multilayer microtubule construction to transform the deltoid region into a multilayer triangular tube with functionally graded stiffness in the thickness direction. This approach makes it possible to increase damage resistance by 20%–40% in tension and bending, respectively.
19
Chen in 2022 proposed his comprehensive approach to combining additive technologies and bioimitated technology to produce continuous carbon fibre-reinforced bioimitated composites (CFRBMCs). This improved the resistance to damage propagation through thickness.
24
Based on the models of layered structures, test samples of beams made of the CFRBMC composite were printed on a Markforged x7 3D printer (shown in Figure 2(a)). The results of studies of detailed variable stepwise stiffness and cross-sectional strength in the thickness direction can be referred to Ref. 24, which are schematically presented in Figure 2(b). Chen et al examined printed CFRBMC beam and plate samples that consisted of more than 8 layers with variable and graded stiffness and strength in the thickness direction, proving significant improvements in load-bearing capacity and fracture toughness. The CFRBMC technology can largely enhance damage resilience by 90%, reduce manufacture costs by 94% and produce products 50 times faster comparing to the traditional manufacturing way.
24
(a) Printed samples of CFRBMC beams, (b) A schematic multi-layered thickness.
24

For the first time, biomodeled multilayer composites are used in the design and manufacture of medical devices of the BMCTP presented in this paper. The novelty of the BMCTP is conducted bioimitated multiple layered composite trauma plate by 3D printing with the features of biomechanics compatibility required by bone surgery and enhanced damage resistance to through thickness failure. Objectives include designing the BMCTP to reflect biomechanics compatibility and damage resilience, additively manufacturing the BMCTP samples with detailed printing patterns, experimental investigating mechanical behaviour of 3D printed samples and conducting corresponding mechanical properties, and modelling the bending caused fracture propagation.
Design of bioimitated medical composite trauma plate (BMCTP)
The designs of medical products made from fiber-reinforced polymer composite materials are developed by previous researchers in Refs. 25–29. One such application is trauma plates for the treatment of bone fractures. Such products have excellent mechanical characteristics, for example, high rigidity and strength, light weight, heat resistance, chemical resistance, radiolucency, reduced artefacts on CT and MRI, biocompatibility in the absence of allergies and inflammatory reactions and the absence of cold welding.25–29
Trauma plates made of carbon fibre are an orthopedic product that is used to create stability as an internal fixator. Figure 3 shows some of these medical devices that have been used in surgical operations.
30
There is a critical need to understand the biomechanical performance of composite trauma plates. In particular, design approaches, damage resilience, healing philosophy and biocompatibility of trauma constructs, are below than well explored. Academics and researchers who are working in the field have largely been devoted to developing suitable approaches for manufacturing composite trauma plates in the last decade. AM technology has been used to produce fracture fixation implants which shows a promising outcome, satisfying stiffness and strength required by surgery and reducing average varus collapse (i.e., medial fracture gap displacement) by 47.2 %.
25
Previous work
30
investigated the traditional composite trauma plate to principally overcome stress shielding effects on bone healing rates. However, current design has not exactly considered yet the biomechanics in composite trauma plates to form the trauma construct shown in Figure 4, consisting of trauma plate, bone and screws, with an expected bone healing biomechanics compatibility through matched stiffness between bone and trauma plate.31–33 Composite trauma plates.
30
Trauma construct with bone, trauma plate and screws.

The biomechanics compatibility of the trauma construct is allowing fractured bone undertaken healing required compressive strains (1%–10%) for mechanically stimulating the healing of the fractured bone.32–34 Previous work
34
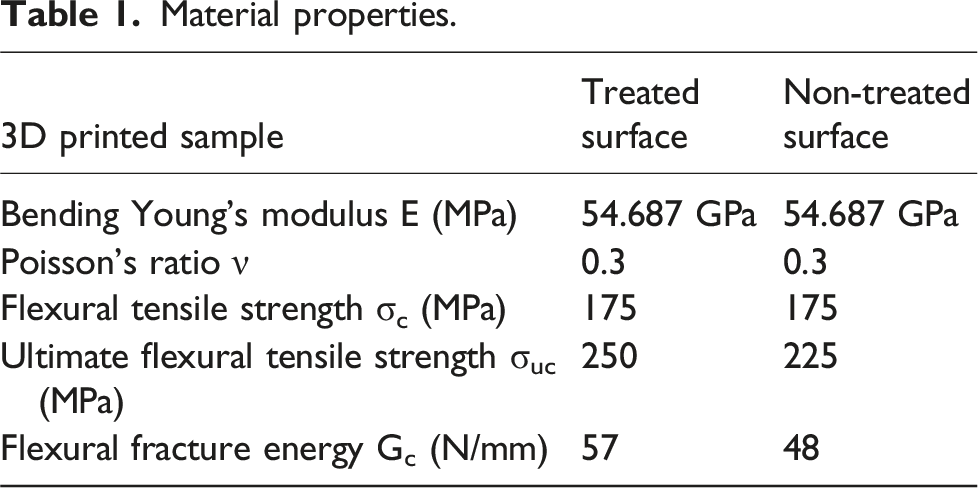
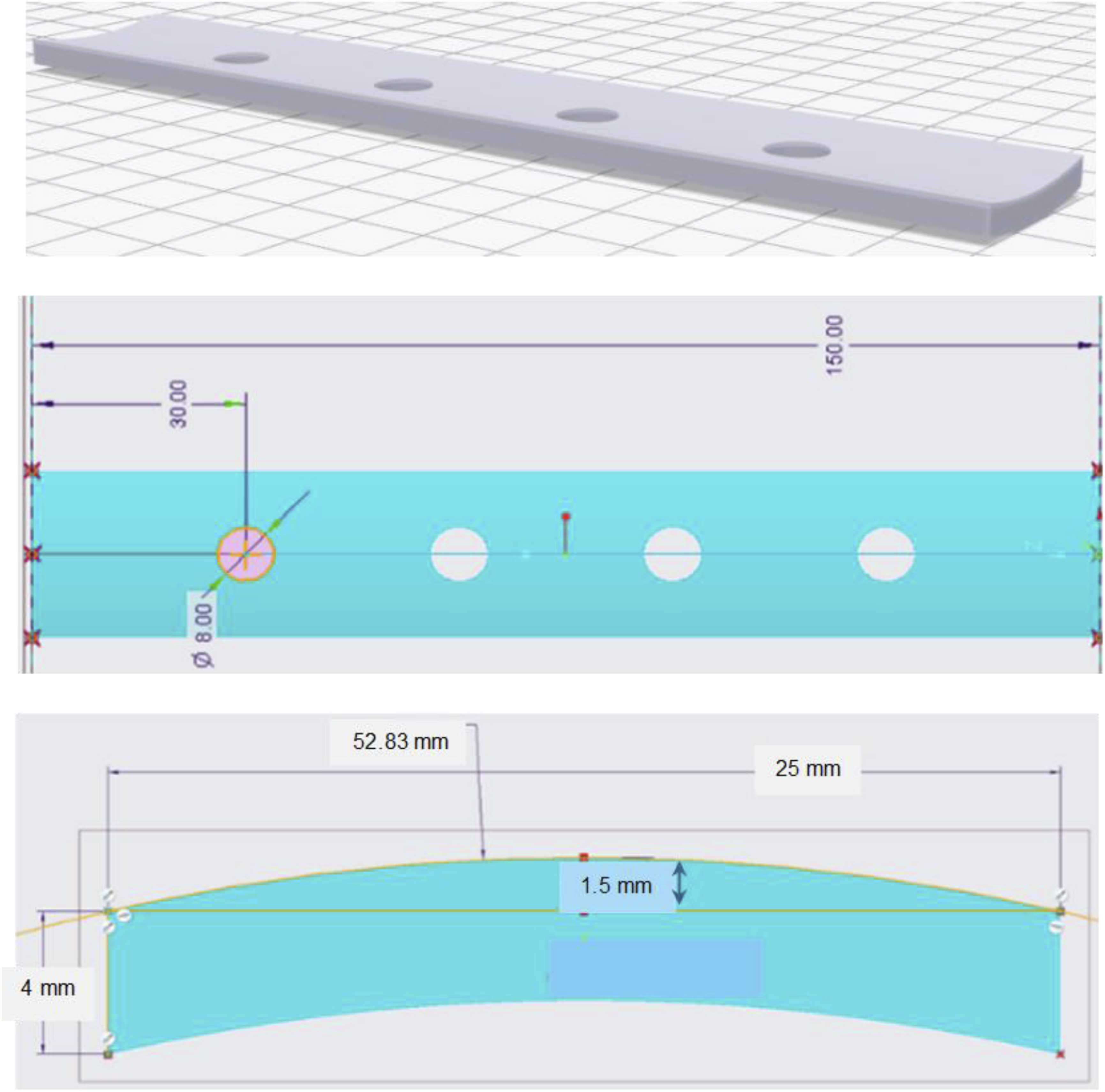
studied fractured bone healing progress in animal sheep associated with the applied strain ratios and indicated the strain between 6%–10% can accelerate bone fracture healing about 50% faster compared to the case with no strain or very small strain. The above concerns have been considered in this investigation. A FEM simulation of composite trauma construct shown in Figure 5 to reach the compressive strain ratio in bone is between 6%–10% under pure compression and 1%–10% under bending and twisting. In FEM modelling analysis, the material properties of trauma plates are given in Table 1, while, bone properties can be referred to Refs. 35,36. This objective is completed in terms of the bioimitated multilayered concept and adjusting graded stiffness and strength in the thickness direction from the inner layer closing to bone to the outer layer of the plate. A newly designed trauma plate as the BTMCP with dimensions is demonstrated in Figure 6. This is a selected trauma plate featured with a one-way curved body and 4 holes for screw installation. The design loads required by surgery mainly includes bending, compression and twisting. Design also forms carbon fibre rings around the edges of the plates and each hole to increase stiffness and strength as well as resistance to wearing from screws. FEM modelled strains in trauma construct. Material properties. A one-way curved trauma plate.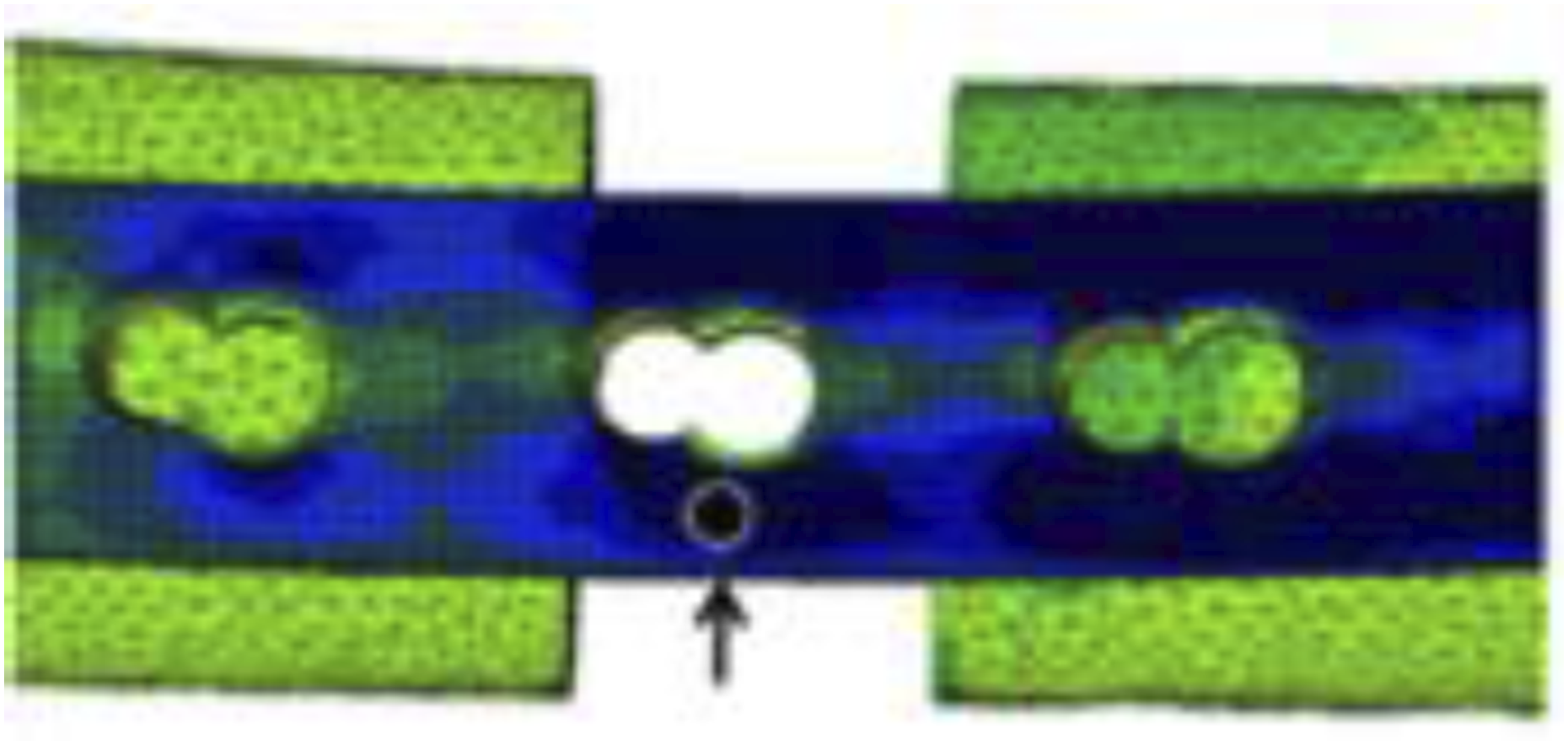
Additively manufacture the bioimitated medical composite trauma plate
To overcome the traditional manufacture difficulties in producing engineered BMCTP with variable through-thickness stiffness and strength, a Markforged x7 composite printer is used to fabricate BMCTP samples to verify its design. The materials used in AM include continuous carbon fibres and an onyx matrix reinforced with chopped carbon fibres. The continuous carbon filament has the following properties: 1.75 mm diameter, 540 MPa flexural strength, and 57 GPa flexural stiffness. Onyx matrix filament is a short nylon thermoplastic reinforced with carbon fibres that provides stiff, durable and precise parts that are more than 1.4 times harder than ABS. Its characteristics are: 1.75 mm in diameter, 81 MPa strength and 2.9 GPa bending stiffness. The estimated longitudinal tensile strength and tensile modulus were 700 MPa and 60 GPa, respectively, for samples reinforced with approximately 40% of continuous carbon fibres in an onyx matrix.
8
In this study, BMCTPs are printed layer-by-layer as multilayer composites with biosimulated layer-by-thickness characteristics in terms of design specifications and modelling analysis presented in Section of Design of bioimitated medical composite trauma plate (BMCTP). The printed BMCTP samples of size 150 × 25 × 4 (mm3) for the study of mechanical properties are presented in Figure 7. Printed samples of BMCTP plate.
Figure 8 shows schematic drawings of the printing patterns of selected layers in the direction of thickness. In Figure 8, the white colours are the onyx matrix mixed with chopped carbon fibres and the blue colours are the continuous carbon fibres. The first row with three images shows the layers with the change of continuous fibres from zero to the origin in the middle region. The second row with three images is the continuous fibres set in the longitudinal direction 0°, 45° and −45°. The third row of three images shows the increased number of continuous fibres in the 0°, 90°, 45°, and −45° longitudinal directions. The fourth line, based on the third line, produces continuous fibres around the openings, especially forming a belt of continuous fibres around the edges of the traumatic plates. The fifth row with three images is based on the fourth row to increase the number of continuous fibres until reaching the maximum number. Figure 10 shows the graded strength and stiffness of the material due to the specified alternating continuous fibres layer by layer. Schematic printing patterns of selected layers in printed BMCTP plate.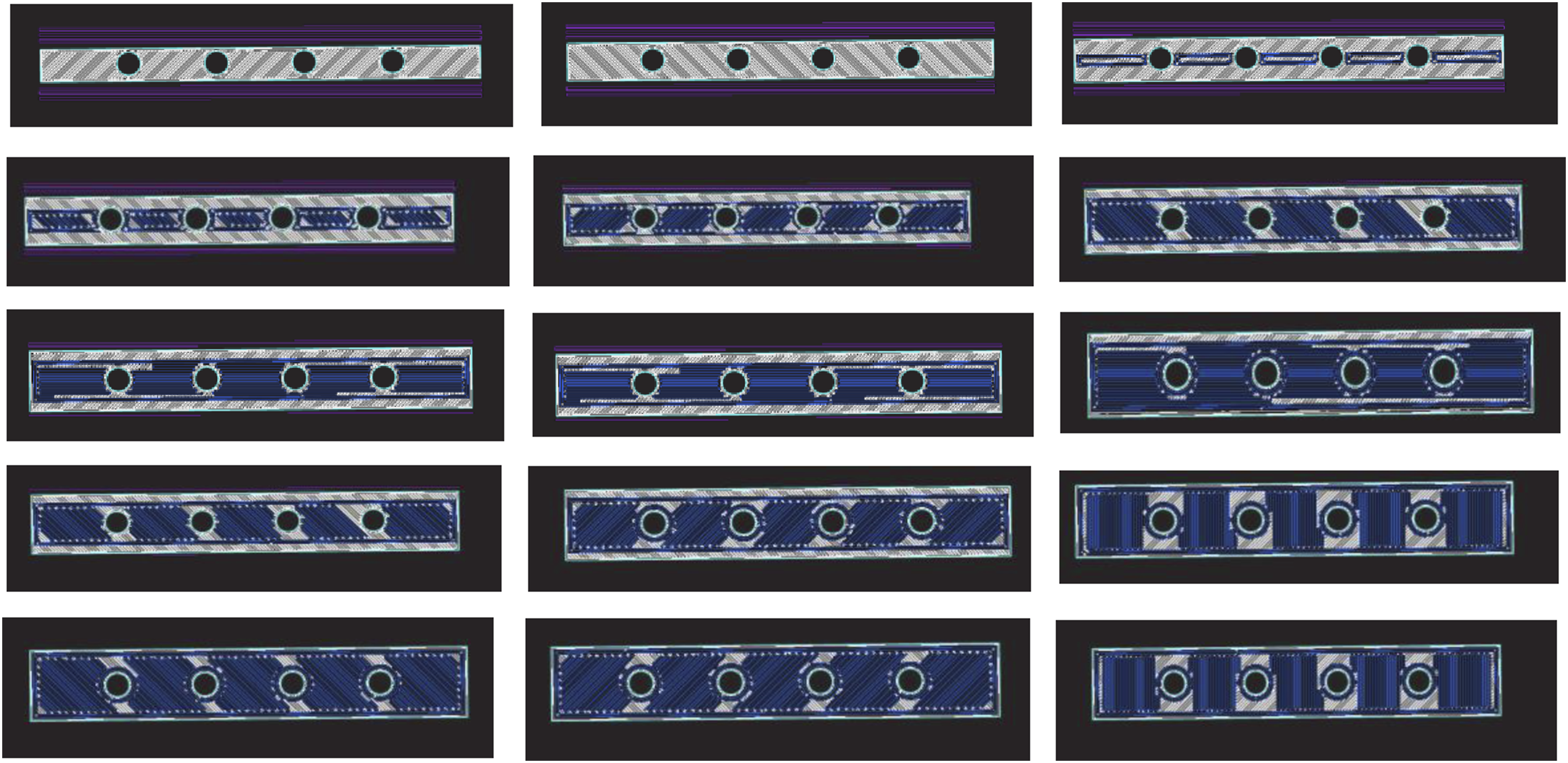
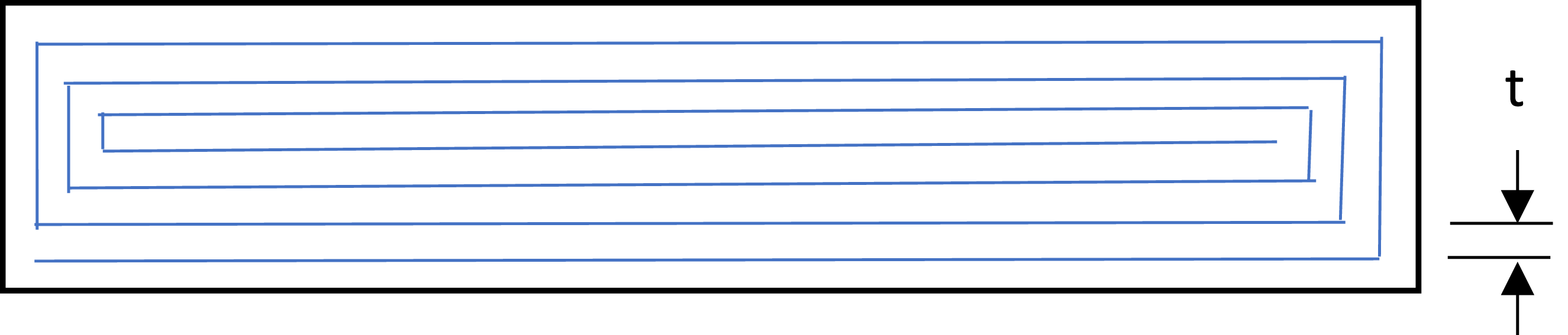
It should be noted that graded stiffness and strength can be dominated by continuous fibre density measured by the gap t between fibres, this t is varied layer by layer to reflect proportional fibre relationships or graded material properties predicted in previous work,24,37,38 which schematically shown in Figure 9 and can be estimated from equation (1). A demonstrated printing pattern in a layer of BMCTP.
An EMS equipment, a compact desktop Hitachi TM4000Plus capable of imaging samples up to 80 mm in diameter and 50 mm thick, is used to understand the microstructure, with an accelerating voltage setting in the 5–15 kV range and using a BMCTP back and/or secondary electron detector of printed samples. Figure 10 shows microscopic images of two different cross-sectional views of selected BMCTP samples. The volume fraction of the fibre is estimated at 45%–48%, and the porosity - at 0.55%–1.85%, which is close to the values given in Refs. 39,40. The diameter of a continuous carbon fibre is about 8 μm. Microscopic images of two cross-sectional views of the selected BMCTs.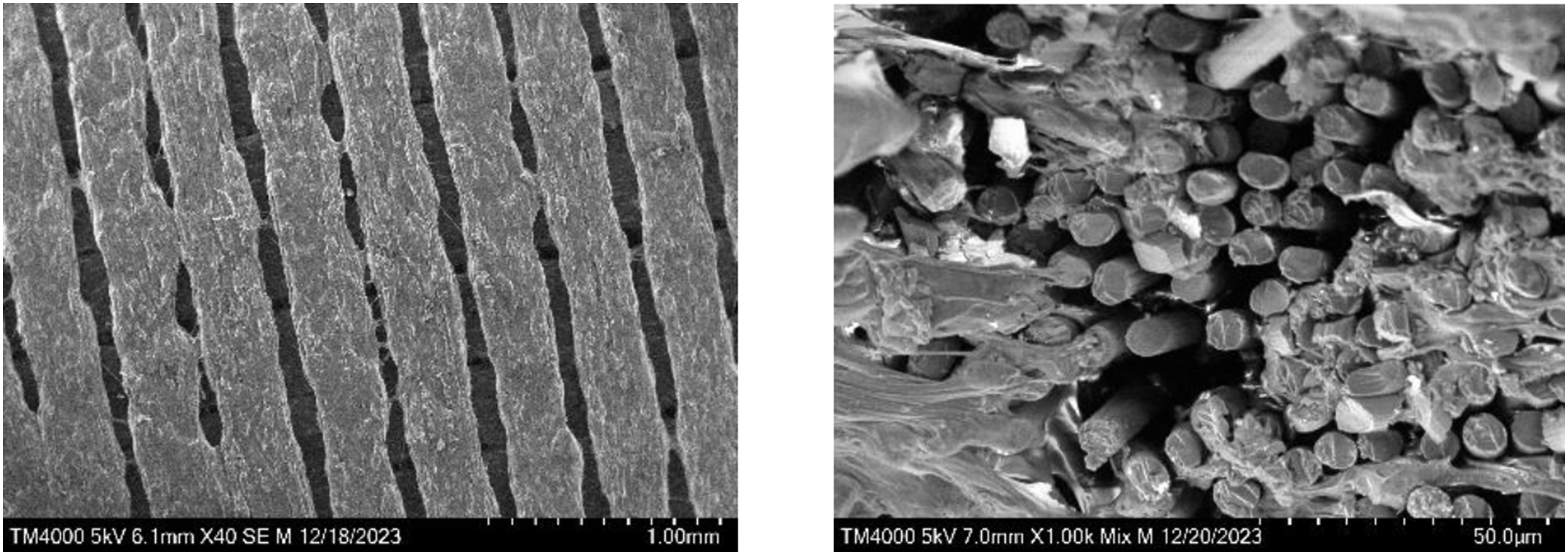
Mechanically testing BMCTP samples for verification
A Zwic-Roell universal test machine with 250 kN loading capacity is used to test the printed samples. Figure 11(a) shows test set up under three-point bending. A bending failure mode is shown in Figure 11(b): a through thickness crack away from the loading point at the centre section and close to the first hole accounted from the centre. Figure 11(c) presents EMS scanned fibre fracture in the broken area of tested sample. It can be seen from Figure 11(c) that fractured fibres are located at different layers in thickness, which indicates multiple cark path through thickness. This reflects feature of enhanced damage resilience or increased fracture toughness by multiple bio-mimicked layers through thickness. (a) Test set up, (b) Bending failure mode, (c) EMS scanned fibres fracture.
It should be noted that two types of samples are tested, one has surface smoothing treatment using certain values of temperature, pressure and chemical components.
41
Graphic load-displacement dependencies are shown in Figure 12. In the graphs, the breaking load on bending of the BMCTP samples is approximately 0.9 - 1.0 kN. The samples 4-1 and 4-2 presented in Figure 12 are surface treated based on the sample shown in Figure 10, while samples 3-1 and 3-2 are not surface treated. The surface treated samples increased loading capacity 10% and fracture energy 19% compared to the case of no surface treatment. This is because surface treatment condensed materials by removing flaws or defects.
42
The bending failure load 1 kN of the designed trauma plate is about 2 times higher than the requirement of medical trauma plates in sugary. It can be seen from Figure 12 that the BMCTP samples yield at 0.7 kN bending load, followed by a significant plastic stage from yield point to ultimate failure point 1.0 kN. This brings a largely increased damage resilience or fracture toughness. At the ultimate failure point, the load has significant drops from about 1.0 kN to 0.6 kN before the stiffness progressively going down. It should be note that repeated experimental tests have been done three times for both treated surface and untreated surface samples. Figure 12 presents their average responses. Load-deflection curves of tested samples of BMCTP.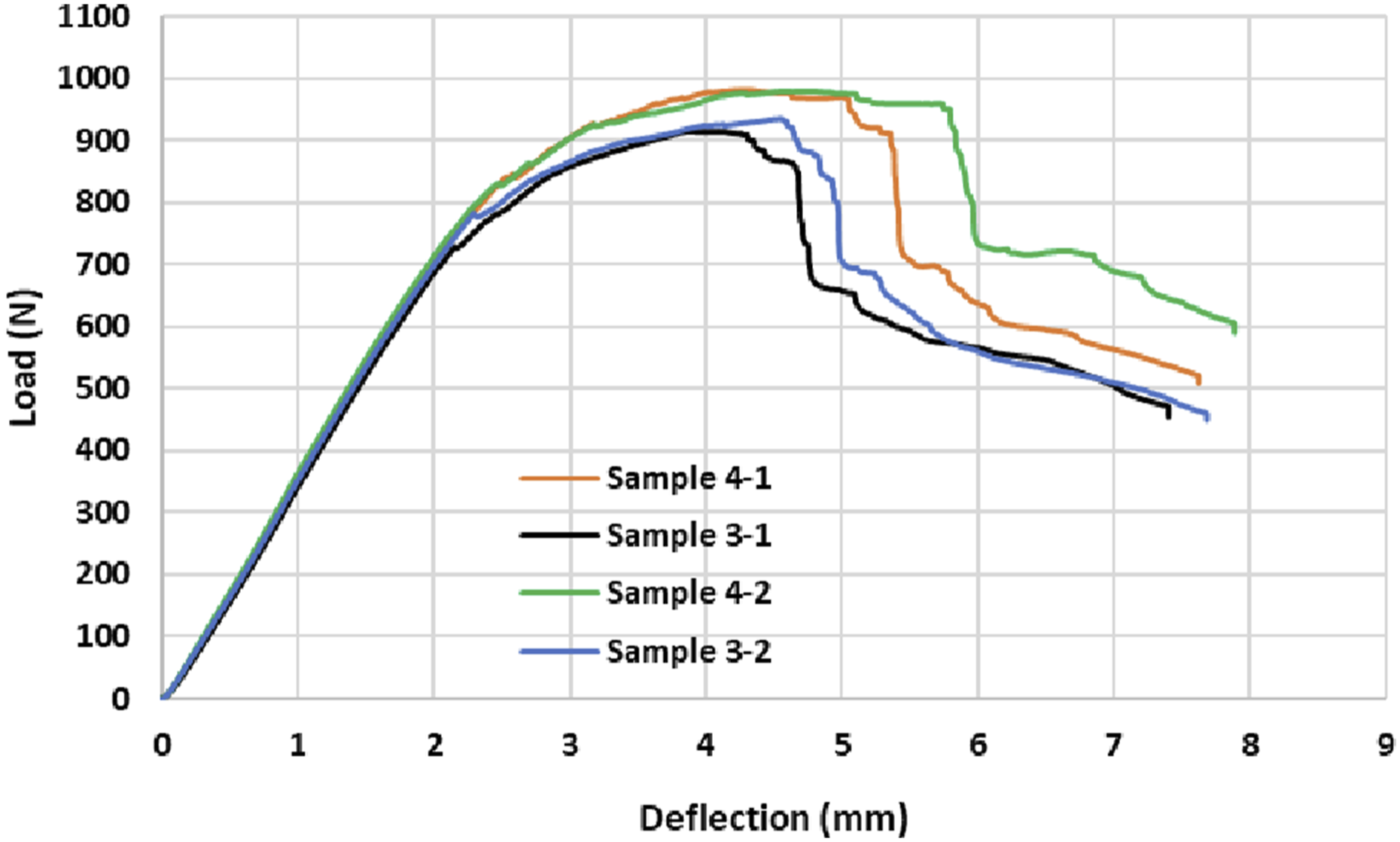
Mechanical properties of the additively manufactured BMCTP
The overall bending stiffness of the BMCTP samples can be estimated from Figure 12. The slope (P/δ) of the initial linear range of the load-deflection curve is used in a formula based on linear elasticity to estimate the Young's E associated with bending stiffness, as follows:
The evaluation of tensile strength σ during bending is carried out using the load at the end of the σrange of linear elasticity (Figure 12) as follows:
Bringing the above values of P and δ gives the initial bending strength σ
bm
= 175 MPa. Limit values p = 900 N and 1000 N obtained from Figure 12, are used to calculate the bending strength limits 
The area under the P-δ curve is equal to the flexural failure energy G, such that
The integration of
The fracture simulation
The computational damage mechanics approach ECDE was developed by lead author Chen and colleagues using the user element UEL in the FEM commercial package ABAQUS. Detailed ECDE equations are presented in Refs.43–47. With the ECDE approach, computational damage/fracture analysis provides a highly efficient convergent solution and does not require crack path pre-training, allowing accurate nonlinear iteration approximation. Table 1 presents the material properties and parameters that are required for the ECDE calculation. The BMCTP samples that are additively manufactured were modeled based on these properties for their fracture response by the ECDE. According to the loading conditions due to symmetry, including geometry, a semi-model is considered.
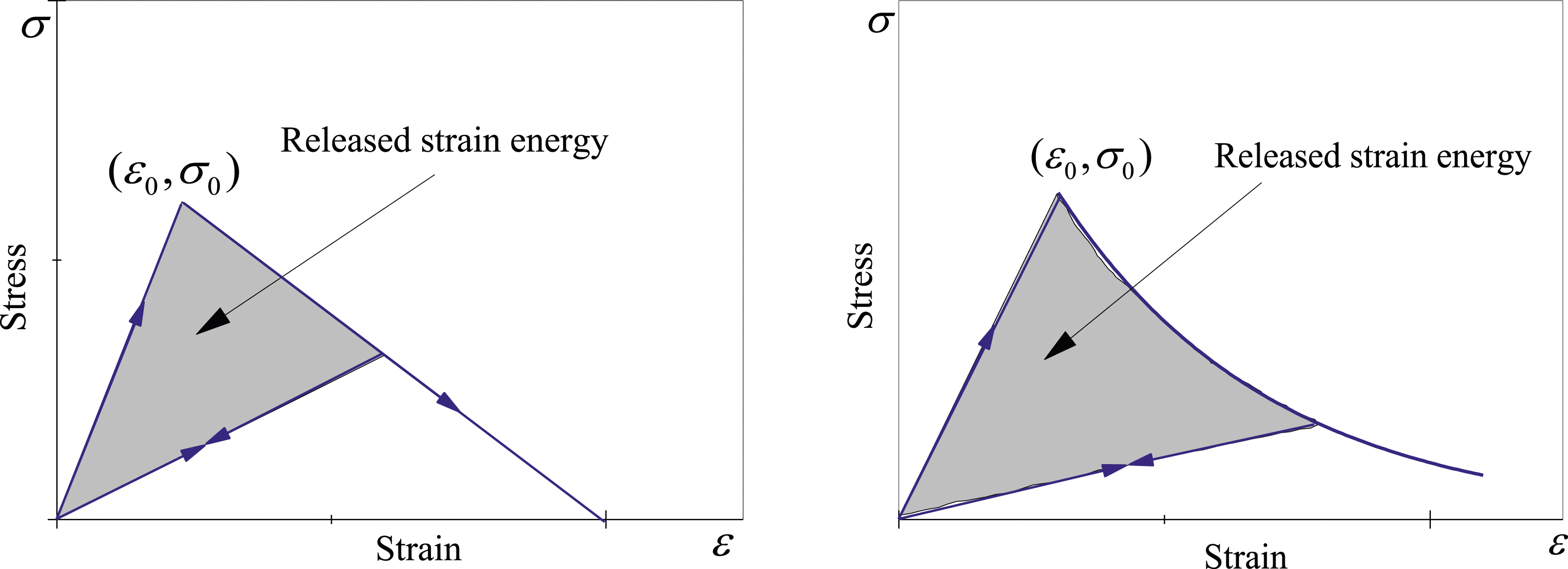
In this paper, a hybrid stress-based criterion is proposed that takes into account the occurrence of damage as shown in equation (6). Linear cohesive damage law (left); Exponential cohesive damage law (right).

The reduced stress value due to damage and the damage scale are calculated as below.
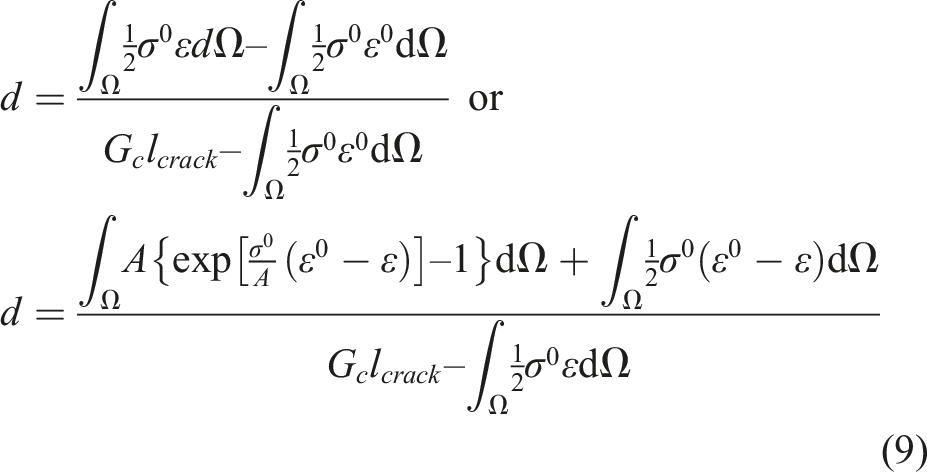
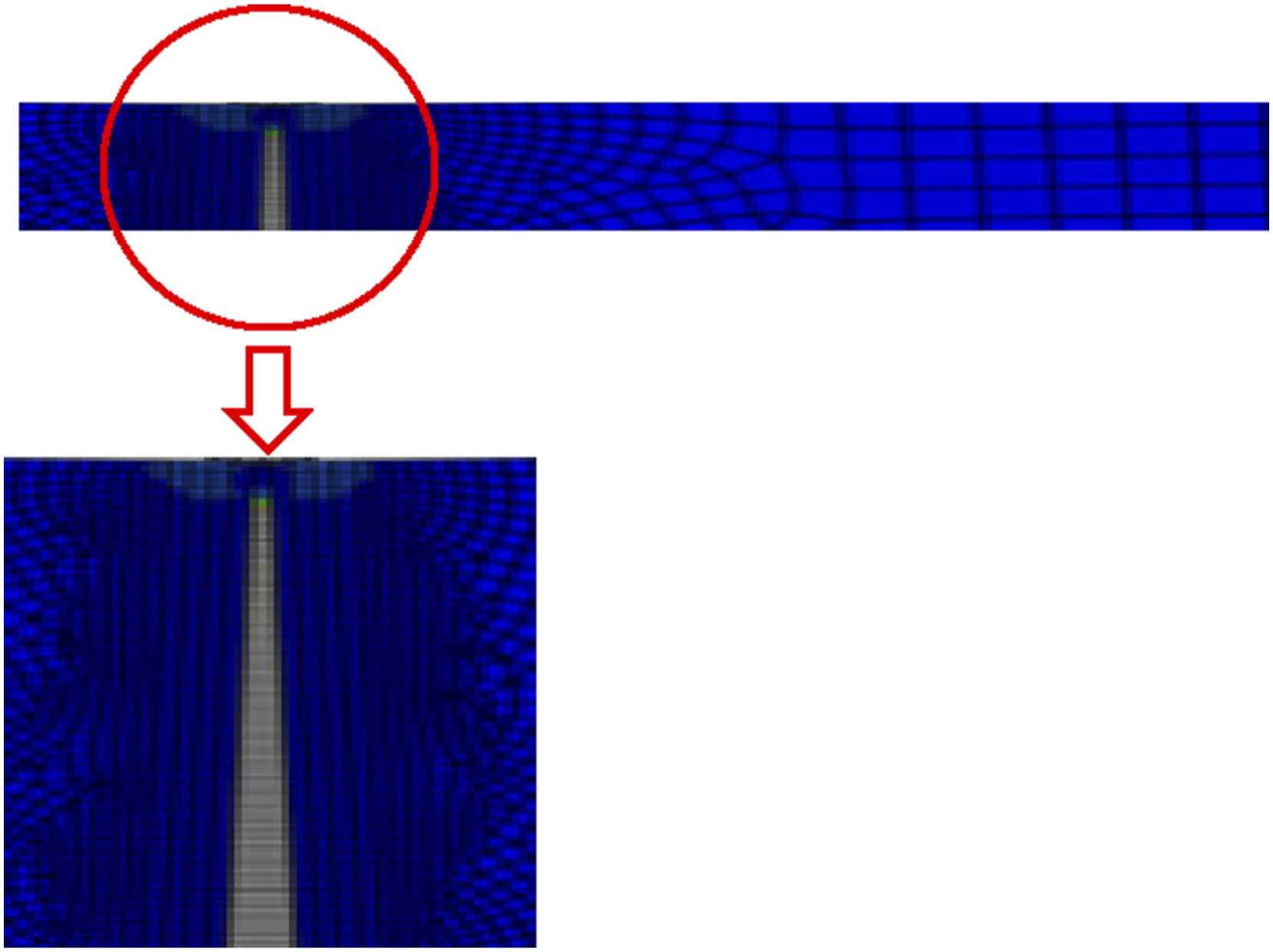
Figure 14 shows the responses to failure of the ECDE simulation using the material parameters given in Table 1 based on the test work. Figure 14 shows that the overall agreement is very good between the ECDE simulation and the test work for both treated and untreated surface cases. Good agreement can be seen in the elasticity, initial damage, and post-failure stages. The predicted response of ECDE during the crack propagation stage is slightly higher than in the test work because ECDE used the equivalent material properties obtained from three point bending tests, which will reflect the overall or global fracture behaviour in the middle section of the BMCTP instead of detailed microcrack propagation through thickness in the graded multi-layered plate. Another reason is that the tested samples have deficiencies in the AM process that will influence the damage propagation. The failure mode of the BMCTP predicted by the ECDE can be seen from Figure 15. It should be noted that detailed failure modes with multiple crack propagations in different layers in the BMCTP can be inferred by first investigating the material properties of each layer of 3D printed BMCTP in the future. Failure responses from the ECDM predictions and test work. A half model with the predicted opening crack close to the middle hole.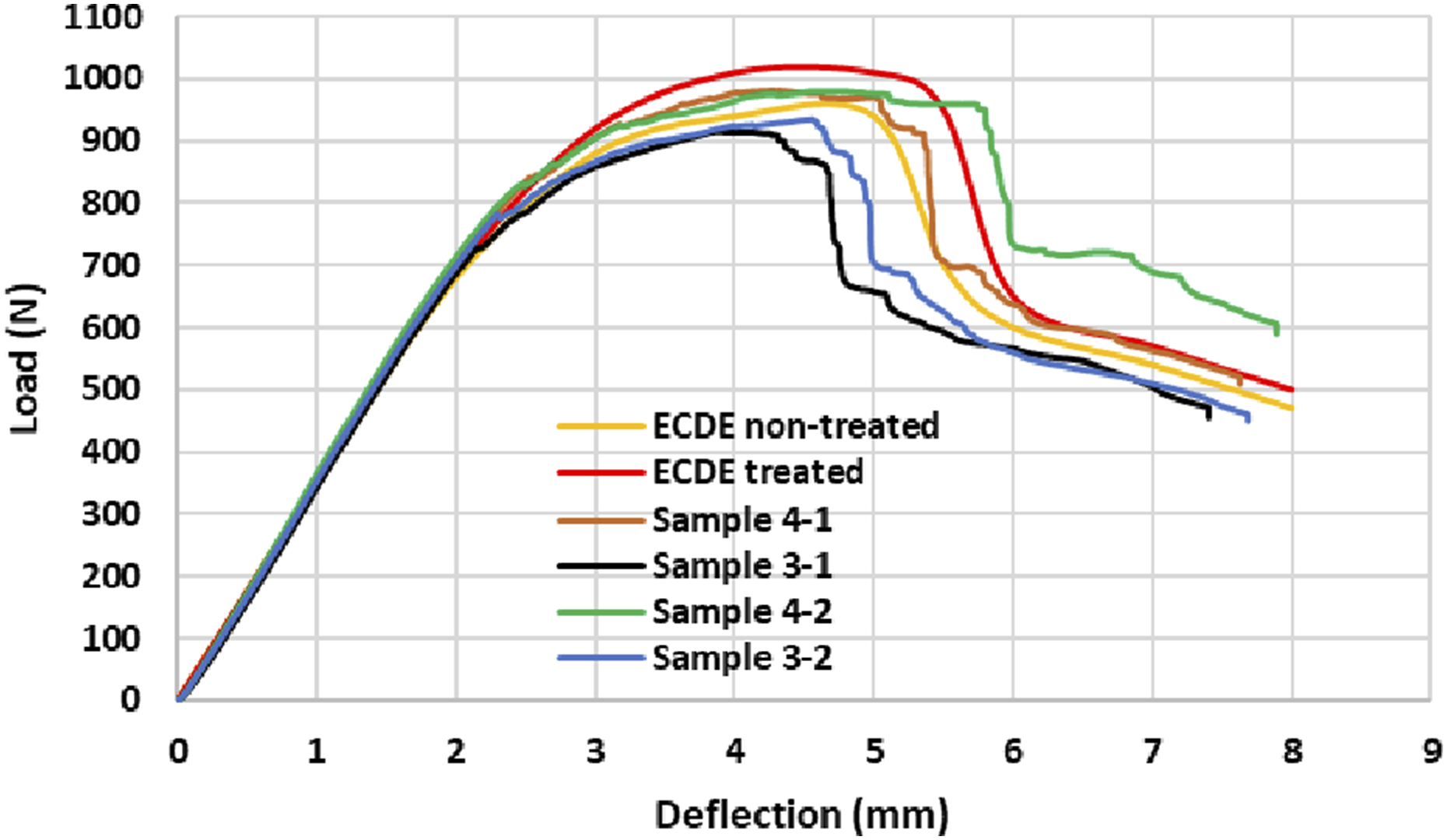
Conclusions and the future work
This paper presents an AM technology for the production of the BMCTP for rapid repair of broken bones. The BMCTP samples are manufactured using 3D composite printers in terms of the concept of bio microtubule with variable multiple layered construction. Their mechanical and fracture properties are assessed through mechanical test work. The loading capacity of the BMCTP samples has shown to be approximately 2 times the required load of medical trauma plates in surgery. The biomechanical compatibility of the trauma construct has been considered in the design and AM process. It allows the fractured bone to undertake the compression strain (1%–10%) to mechanically stimulate healing of the fractured bone. The damage resistance of surface-treated BMCTP increases by 19% compared to the untreated case. Based on the three-point bending test results, a set of equivalent material bending properties is developed using the basic beam theory. These properties are used in the ECDE analysis to simulate the overall degradation performance of the BMCTP and compared with the test work for verification.
In the future, it is necessary to investigate the material properties of each printed layer in detail to be able to investigate the multi-crack propagations through multiple layers in thickness. These material properties will be used to create a database of additively manufactured BMCTP for academic and engineering applications in the future. Future work will also consider the additive manufacturing of bone substitutes with controlled composition, structure, porosity, and strength depending on the nature and location of the cavitary bone defect, its size, and loading conditions.
Footnotes
Acknowledgments
This project has been made possible by a Research England grant administered by the Universities UK International.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
Data available upon request within the article or its supplementary materials.