
Abstract
A high content of water is needed in traditional thermoplastic starch (TPS) processing to plasticize the starch and facilitate the processing, which leads to relatively low strength and modulus of the products and causes the issue of product aging partially due to the gradual water loss over time. In this work, based on the results from our previous study on lignin and cellulose nanofibril-reinforced TPS composites, a low content of citric acid (<0.5 wt%) was used to replace all the added water in the prior study (∼20 wt%). Citric acid demonstrated a much stronger viscosity-reducing effect than water and enabled composite processing at a very low acid content. The resultant nanocomposites exhibited much higher strength and modulus than those containing 20 wt% water as the processing aid. Fourier transform infrared spectrometry (FTIR) results showed strong interactions between the polar groups of starch and other ingredients. Scanning electron microscopy (SEM) photos indicated the disappearance of the two-phase “sea-island” morphology, suggesting the strong compatibilization effect of the acid. To lower the cost of the nanocomposites, we further replaced the starch and zein (an expensive biopolymer) components in the original composites with low-cost cornmeal. The new nanocomposites with cornmeal as the major ingredient exhibited similar processability and mechanical properties. With its low cost and high properties, this new type of agricultural byproduct-based nanocomposites is expected to be a promising material to replace synthetic polymers in many applications.
Introduction
Thermoplastic starch (TPS) is a low-cost bioplastic that processes relatively low mechanical properties and is often blended with other thermoplastics such as polyethylene (PE), polypropylene (PP), and polylactic acid (PLA) for improved mechanical performance and other functionalities. Large contents of water and other plasticizers (e.g., glycerol, ethylene glycol, etc.) are used to transform starch powder into TPS through a heated blending process. The presence of high contents of plasticizers in TPS causes its low strength and the natural loss of the plasticizers during the service life of TPS products leads to progressive brittleness of the products.
In our previous study, we increased the mechanical properties of TPS by incorporating zein, lignin, and cellulose nanofibers (CNFs) into the bioplastic through extrusion. 1 We showed that lignin improved the dispersion of zein and reduced its particle size in the TPS matrix by functioning as a compatibilizer, leading to increased strength and modulus of the composites. The addition of CNFs, an effective reinforcement for natural polymers, also significantly improved the composite properties. Furthermore, the two materials showed synergy when they were added to TPS together. It was also noticed that the addition of CNFs lowered the processability of the composite because of the increased viscosity. Adding more plasticizers can alleviate the problem but will also decrease the mechanical properties of the composite.
Citric acid (CA) has been reported to be able to significantly reduce the viscosity of TPS and improve its processability. This is because CA can cause fragmentation and dissolution of starch granules and, more importantly, reduce the molecular weight of starch macromolecules, weakening their interactions and facilitating chain movements.2–4 The reduction in TPS viscosity improved the blending of TPS with other thermoplastics including PE and PLA.2,3,5 Due to its carboxyl group, CA can react with starch and is reported to improve the thermal stability and water resistance of TPS and protect starch from retrogradation and re-crystallization.2,6 However, a high content of CA in TPS can cause a substantial decrease in the tensile strength of the material due to a large reduction in starch’s molecular weight. 4
In our prior study, mixtures of pure starch and zein were used to simulate the main composition of corn. 1 These two materials are extracted from corn kernels and the extraction processes increase the material costs. Especially, zein is an expensive biopolymer and costs dozens of US dollars per kilogram even at the wholesale scale due to its complex separation and purification processes. To make the corn-based composites commercially viable, direct use of low-cost cornmeal should be investigated after the initial exploratory study on the effects of lignin and CNFs. Cornmeal is produced by directly grinding corn kernel into a powdered material and it contains around 72.9% carbohydrates (out of which 84% is starch), 9.85% protein (mainly zein), and 5.88% fat. 7
In this study, we first replaced the water from our previous formulations with CA as the new processing aid of TPS and also as an additional compatibilizer for starch and zein. The incorporation of CA is hypothesized to enhance the processability of TPS (due to its viscosity-reducing effect) and improve the thermostability, starch/zein compatibility, and mechanical properties of the composites (due to its reactivity with starch and zein). Based on the positive results from this part, we further replaced starch and zein with cornmeal to assess its potential as a low-cost substitute for the starch-zein mixture to decrease the cost of the corn-based thermoplastic composites, readying them for large-scale industrial applications.
Materials and methods
Materials
Argo® pure corn starch (10% moisture) was purchased from a local grocery store. Cornmeal (B07NZPQ2RM, Homestead Gristmill Stone Ground Yellow Cornmeal) was purchased from Amazon. Zein (F4400C-FG) and glycerol (99+%) were purchased from Flo Chemical and Alfa Aesar, respectively. Kraft lignin and citric acid monohydrate were purchased from Sigma-Aldrich. The lignin contained 4% sulfur and had an average Mw of ∼10,000. CNF slurry (CNFs dispersed in water) with a CNF concentration of ∼2.5 wt% was purchased from the Process Development Plant of the University of Maine. All the chemicals and materials were used as received without further purification or modification.
Methods
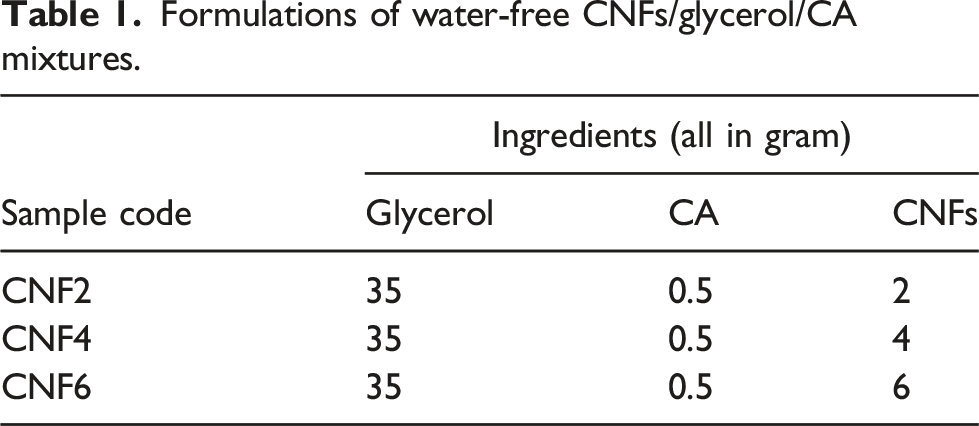
Preparation of CNFs/glycerol/CA mixture
Formulations of water-free CNFs/glycerol/CA mixtures.
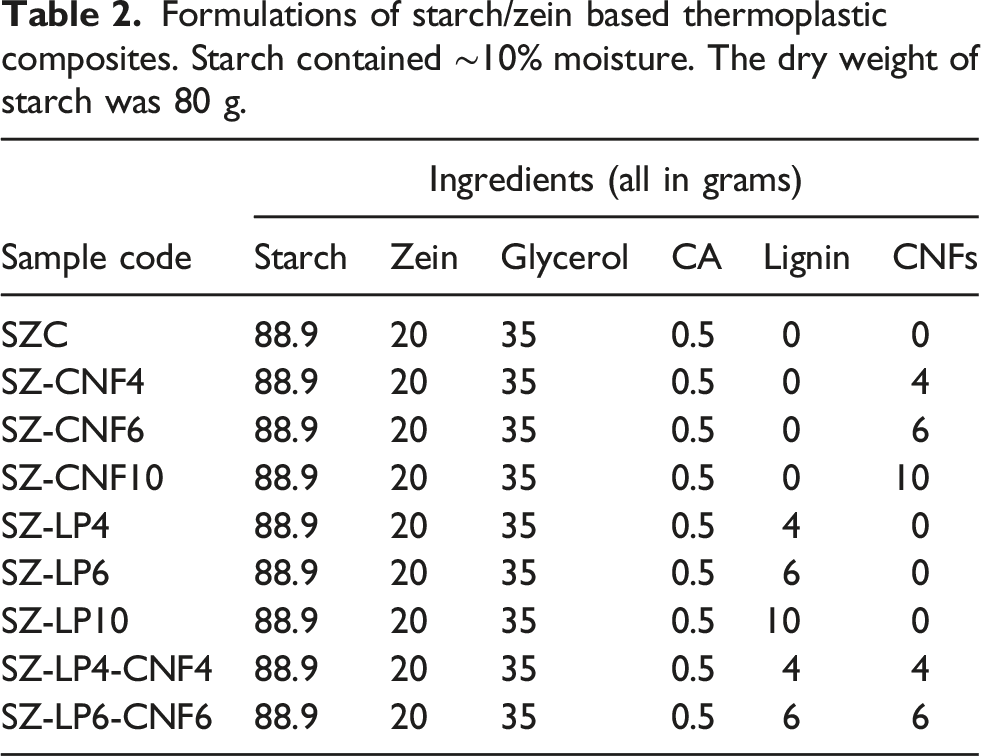
Preparation of starch/zein based composites
Formulations of starch/zein based thermoplastic composites. Starch contained ∼10% moisture. The dry weight of starch was 80 g.
The equilibrated composite formulations were compounded into thermoplastics using a co‐rotating HAAKE twin-screw extruder (Rheomex™ PTW16 OS, screw diameter d = 16 mm, screw L/D ratio = 40:1, Germany) operating at 100 rpm. The extruder temperatures were set to 90°C, 120°C, 140°C, 140°C, 140°C, 140°C, 140°C, 140°C, and 140°C from the feed zone to the die. The thermoplastics were extruded through a slit die with a 25 mm × 0.5 mm rectangular opening (Thermo Electron) to produce ribbon-like extrudates, which were sealed in plastic bags immediately after extrusion and were transferred into a desiccator (∼45% relative humidity at 20°C) and stored for 24 h before mechanical testing. A flow chart representing the composite preparation process is shown in Figure 1. Flowchart of producing corn-based thermoplastic composites.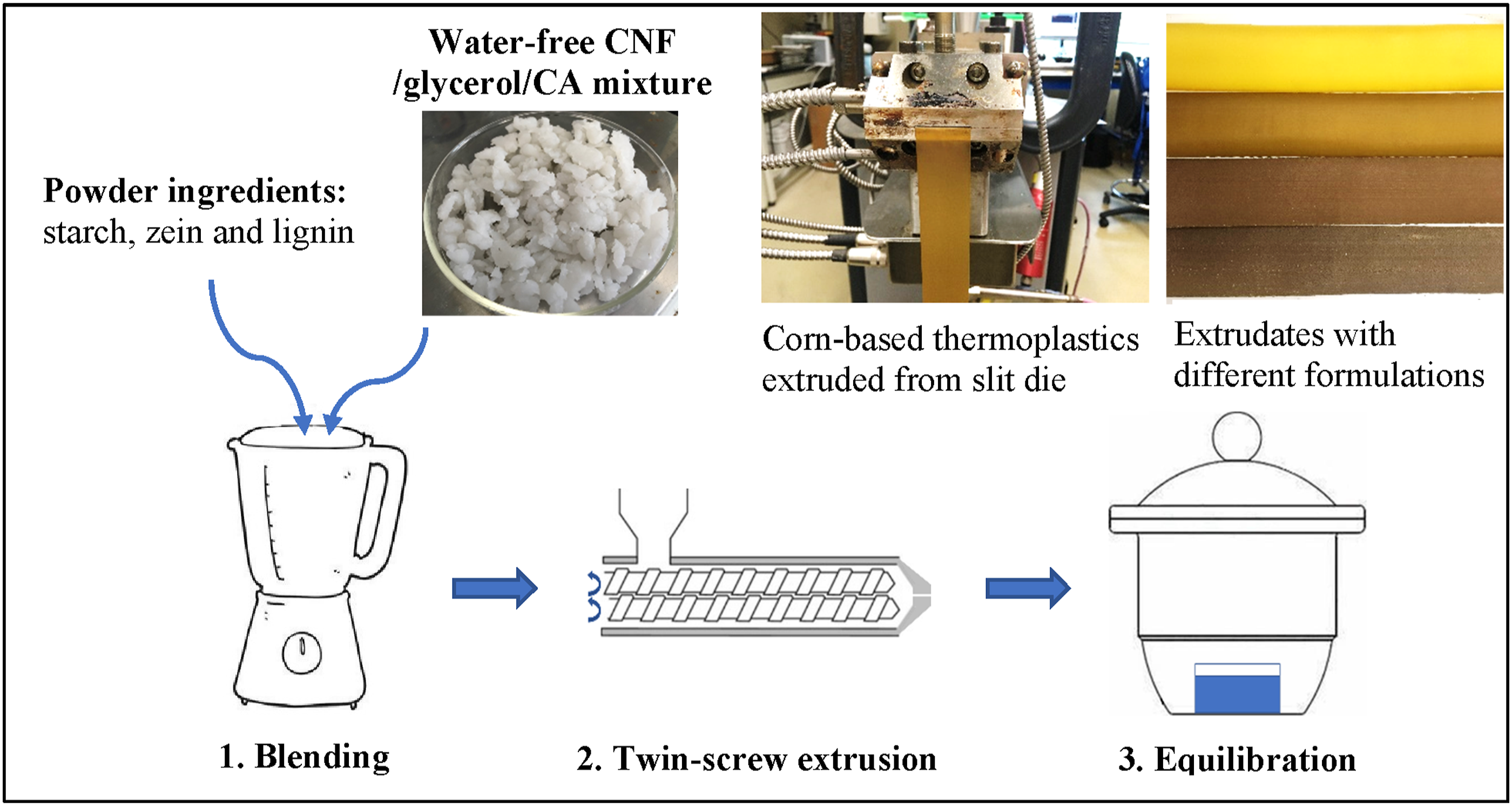
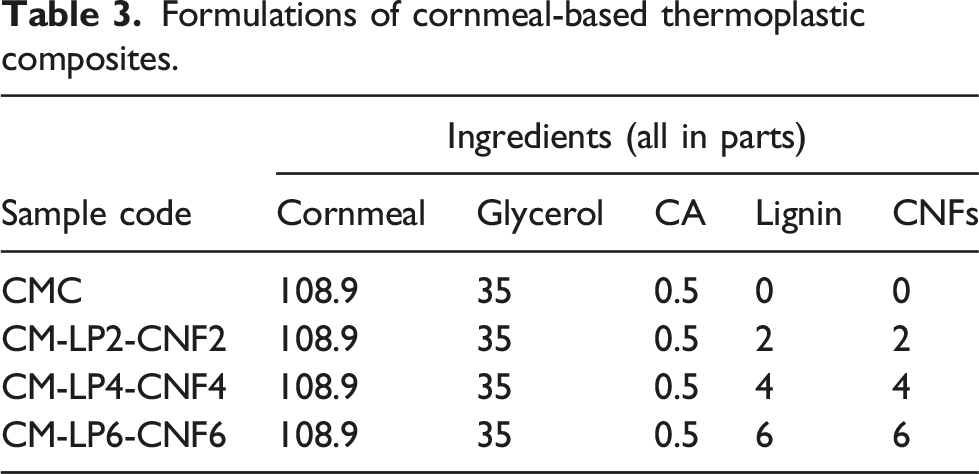
Preparation of cornmeal based composites
Formulations of cornmeal-based thermoplastic composites.
Mechanical testing
Dumbbell-shaped tensile test bars were cut from the equilibrated ribbons. Tensile tests were performed under ambient conditions (∼23°C) on an MTS Insight test system equipped with a 5 kN electronic load cell at a crosshead speed of 50 mm/min. Five repeats were tested for each formulation, and the average value and its standard deviation were calculated for each property.
Scanning electron microscopy (SEM)
Scanning electron microscopy was used to study the morphology of the microstructure of the composites. The extruded ribbon samples were frozen and fractured in liquid nitrogen to produce a deformation-free cross-section. They were attached to aluminum mounts with colloidal silver paste (Structure Probe Inc., West Chester PA, USA) for view of the fracture surface and then coated with a conductive layer of gold using a Cressington 108auto sputter coater (Ted Pella Inc., Redding CA, USA). Images were obtained at an accelerating voltage of 15 kV using a JEOL JSM-6490LV scanning electron microscope (JEOL USA, Peabody MA, USA).
X-ray diffraction (XRD)
X-ray diffraction measurements of the ribbon samples were performed using a Bruker D8 Discover operating at 40 kV and 40 mA with Cu Kα source (λ = 0.154 nm). The scanning rate is 2°/min. The 2θ range was 3–58°.
Fourier transform infrared spectrometry (FTIR)
Fourier transform infrared spectrometry (Thermo Scientific Nicolet 8700) was used to characterize the chemical bonds of native ingredients (starch, zein, lignin, CNFs) and their film composite samples. FTIR spectra (4000–650 cm−1) were collected using an ATR accessory for both powder and film composite samples.
Thermogravimetric analysis (TGA)
Thermogravimetric analysis (TGA, TA Instruments Q500) was performed to determine the thermal stability of the composites and their constituents. All samples were tested between room temperature and 600°C at a heating rate of 10°C/min under a continuous airflow (60 mL/min).
Results and discussion
Processability
Processing of TPS requires a large amount of water traditionally. In our previous study, 50 wt% of water and 50 wt% of glycerol (out of the starch/zein mixture weight) were added to the formulations as plasticizers to allow stable extrusion. 1 In this study, only ∼0.5 wt% of CA was used to replace all the added water and part of the glycerol to achieve similar processability. This was made possible because CA-induced acid hydrolysis of starch reduced its molecular weight and therefore lowered the viscosity of TPS during extrusion. 8 It was also observed that the viscosity of TPS was too low when the content of CA was increased to 1 wt%, and a sheet product could not be properly extruded as a result.
Mechanical properties
Tensile test results for all the formulations listed in Table 2 are compared in Figure 2. The composites reinforced by only lignin or by only CNFs show a similar upward property trend (except for SZ-CNF10), that is, a higher content of lignin or CNFs leads to a higher strength and modulus of the sample. In addition, the composites containing both lignin and CNF exhibit the highest strength and modulus, signifying the advantage of using both reinforcements simultaneously. The incorporation of 6 g of lignin and 6 g of CNFs results in the best overall mechanical properties among all the formulations. While causing significant increases in the strength and modulus, incorporating the reinforcements (either separately or together) into the starch-zein matrix also leads to continuous decreases in the samples’ ultimate strain, which is not unexpected because the reinforcement particles restrain the movement of the polymer chains and cause stress concentration when they are not uniformly dispersed in the matrix. Using the properties of the control sample SZC as the baselines, Table 4 provides the percentage changes of the properties for all the composites, quantitively demonstrating the effects of different reinforcements (and their combinations) on the composite properties. Tensile test results of the thermoplastic composites based on starch/zein mixture. Percentage changes in tensile properties of the composites.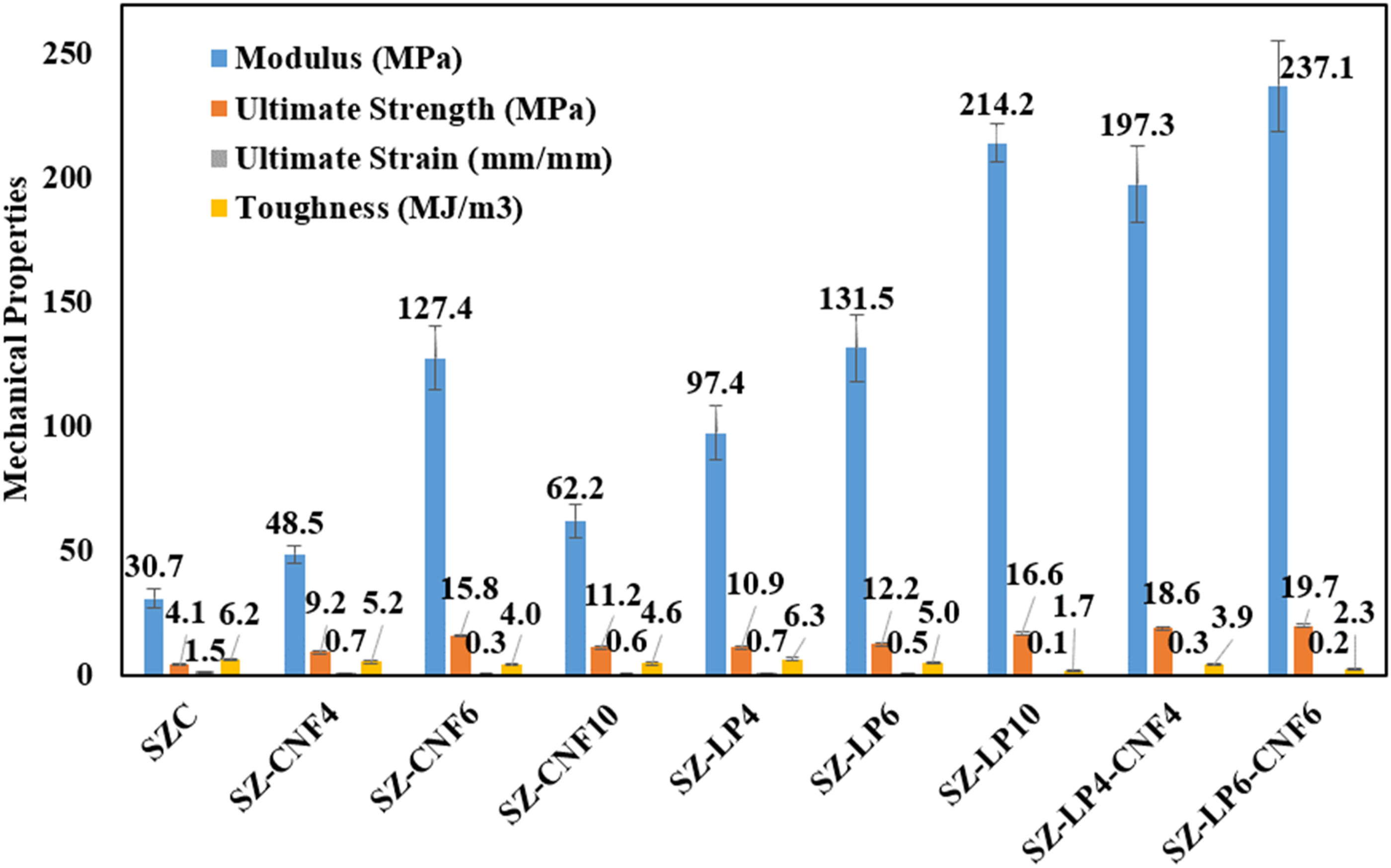
Especially worth noting is that the modulus of SZ-LP4-CNF4 is 2.0 and 4.1 times that of SZ-LP4 and SZ-CNF4, respectively, whereas the strength of SZ-LP4-CNF4 is 1.7 and 2.0 times that of the two single-reinforced composites. For SZ-LP6-CNF6, its modulus is 1.8 and 1.9 times that of SZ-LP6 and SZ-CNF6, respectively, while the ratios for the strength are 1.6 and 1.2 times, respectively. The increases in the strength and modulus of the dual-reinforced composites are even more significant when compared with the control sample (SZC). The moduli of SZ-LP4-CNF4 and SZ-LP6-CNF6 experience a remarkable increase of 542.1% and 671.7%, respectively. Similarly, their strengths witness a substantial boost of 360.0% and 386.4%. As discussed in our previous study, the increases can be attributed to the synergetic reinforcement effect of the lignin and CNFs. 1 Lignin nanoparticles in the starch-zein blend have been shown to refine the phase structure of the blend and increase the compatibility of the two phases, leading to improved mechanical properties. CNFs as a nanofibrous material are known to significantly reinforce biopolymers at low fiber concentrations. 9
The unexpected decreases in strength and modulus of SZ-CNF10 can be attributed to poor dispersion of CNFs and other material defects in the composites. It was noticed during the extrusion that the process became very difficult (high torque, overheating, etc.) at this high CNF content due to the material’s high viscosity, which caused defects inside the specimens including inhomogeneous blending and large particle aggregates, thermal degradation of the biopolymers and subsequent material cavitation, etc. This is another demonstration of CNFs’ strong rheology modifying capability due to their large aspect ratio and strong interaction with the matrix polymers, 10 which in some cases can negatively impact the processability of their composites.
It should be emphasized that the mechanical properties of the composites were significantly increased after replacing water with CA in the composite formulations. In this study, SZ-LP6-CNF6 shows the highest strength and modulus (19.7 and 237.1 MPa, respectively) among all the formulations, which are much higher than those of GP-2-CNF6 (14.8 and 83.7 MPa, respectively), the highest properties obtained from our previous study. 1 This early formulation contains two parts of lignin powder and six parts of CNFs as well as water and glycerol as the plasticizers. These comparisons demonstrate the advantages of using CA in producing TPS composites because of the chemical’s reactivity.
Scanning electron microscopy
The fracture surface of the control sample SZC was flat and smooth as shown in Figure 3(a). The “sea-island” phase structure, which was observed on the fracture surface of the samples containing no CA, is not present here, indicating a strong compatibilizing effect of CA on starch and zein.3,11 Under high shear and elevated temperatures, glycerol and CA are able to disrupt intermolecular and intramolecular hydrogen bonds and plasticize native starch.
2
Besides, CA can decrease the viscosity and improve the processability of TPS by promoting the fragmentation and dissolution of cornstarch granules and reducing starch molecular weight.
2
CA also reacts with the hydroxyl groups of starch and the amine groups of zein.
12
All of these facilitate the mixing and improve the compatibility between the two materials. SEM micrographs of SZC (a1, a2, and a3), SZ-CNF6 (b1, b2, and b3), SZ-LP6 (c1, c2, and c3), SZ-LP6-CNF6 (d1, d2, and d3) taken under different magnifications.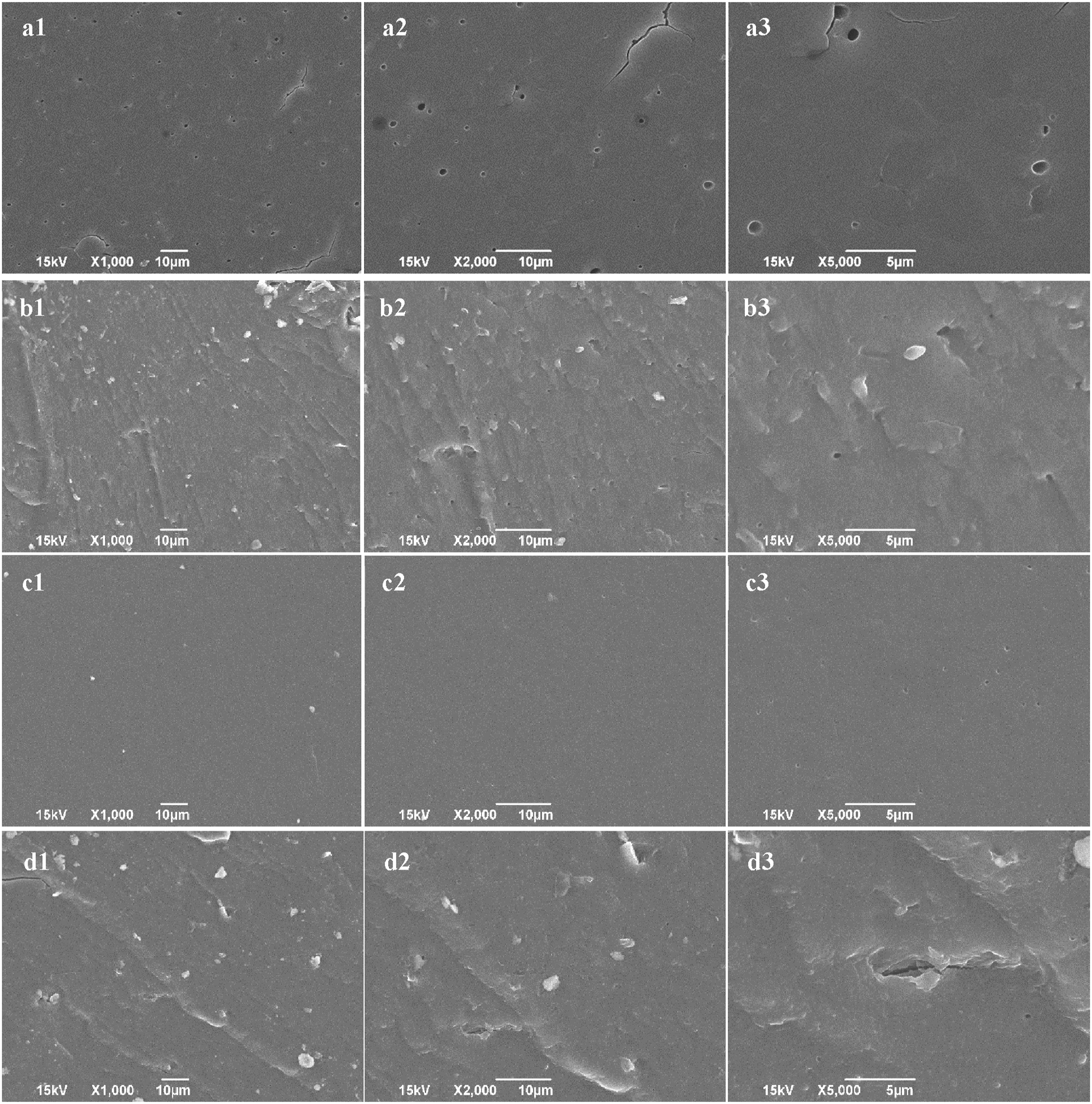
The surface of the composites containing lignin (Figure 3(c)) was similar to that of SZC, demonstrating lignin’s good compatibility with the system. The fracture surface of the sample containing CNFs (Figure 3(b)) is however rougher than the first two samples. It is common for a composite to show a rougher fracture surface than its neat polymer because each of the fiber or particle inclusions can initiate cracks and produce crack propagation marks on the surface. The rough surface also indicates some degree of CNF agglomeration in the composite. During its preparation, concentrated CNF slurry was mixed with glycerol/CA solution using a sonicator and then dried in the oven to achieve a water-free condition. The resulting mixture was a highly viscous, paste-like material, which caused high torque and overheating in the subsequent twin-screw extrusion. The difficulties experienced in processing the sample contribute to the nonuniform phase structure and further to the relatively low mechanical properties of SZ-CNF10 found from the tensile test in the previous section. The fracture surface becomes smoother after adding lignin to the SZ-CNF6 sample (Figure 3(d)), suggesting the chemical’s compatibilizing effect on the system.
X-ray diffraction
X-ray diffraction was used to investigate the crystalline structure of the samples. In Figure 4, CNFs showed diffraction peaks at 2θ 34.4°, 22.7°, 15.1° and 16.5°, which are the characteristic diffraction patterns of cellulose I crystals.
13
The diffraction peaks at ∼9.5°and 28.7° may be due to impurities in the sample. Thermoplastic starch is almost amorphous right after extrusion because starch crystals are disrupted/melted under the shear and heat. However, starch can recrystallize if aged above its glass transition temperature. The short outer chains of amylopectin crystallize into the B-type structure, with a characteristic peak at 16.8°.
11
The crystallization of amylose involving glycerol can form V-type crystalline structure, which can be further categorized into two subtypes, Va (anhydrous) and Vh (hydrated).
11
Va shows XRD peak at 13.2° and 20.6°, while Vh has peaks at 12.6° and 19.4°. In this study the control sample SZC showed peaks at 13.1°, 18.8°, and 20.0°, indicating recrystallization of starch in the sample. These three peaks were shifted to higher angles in the SZ-LP6 and SZ-CNF6 composites, suggesting a reduction in the crystal cell size and the refining of the starch crystal structure in the presence of lignin or CNFs. The two peaks at 38.3° and 44.5° on the diffraction patterns of all the composite are due to CA.
14
Zein became completely amorphous after the extrusion and displayed no diffraction peaks in the spectra.
11
XRD patterns of the CNFs, SZC, SZ-LP6 and SZ-CNF6.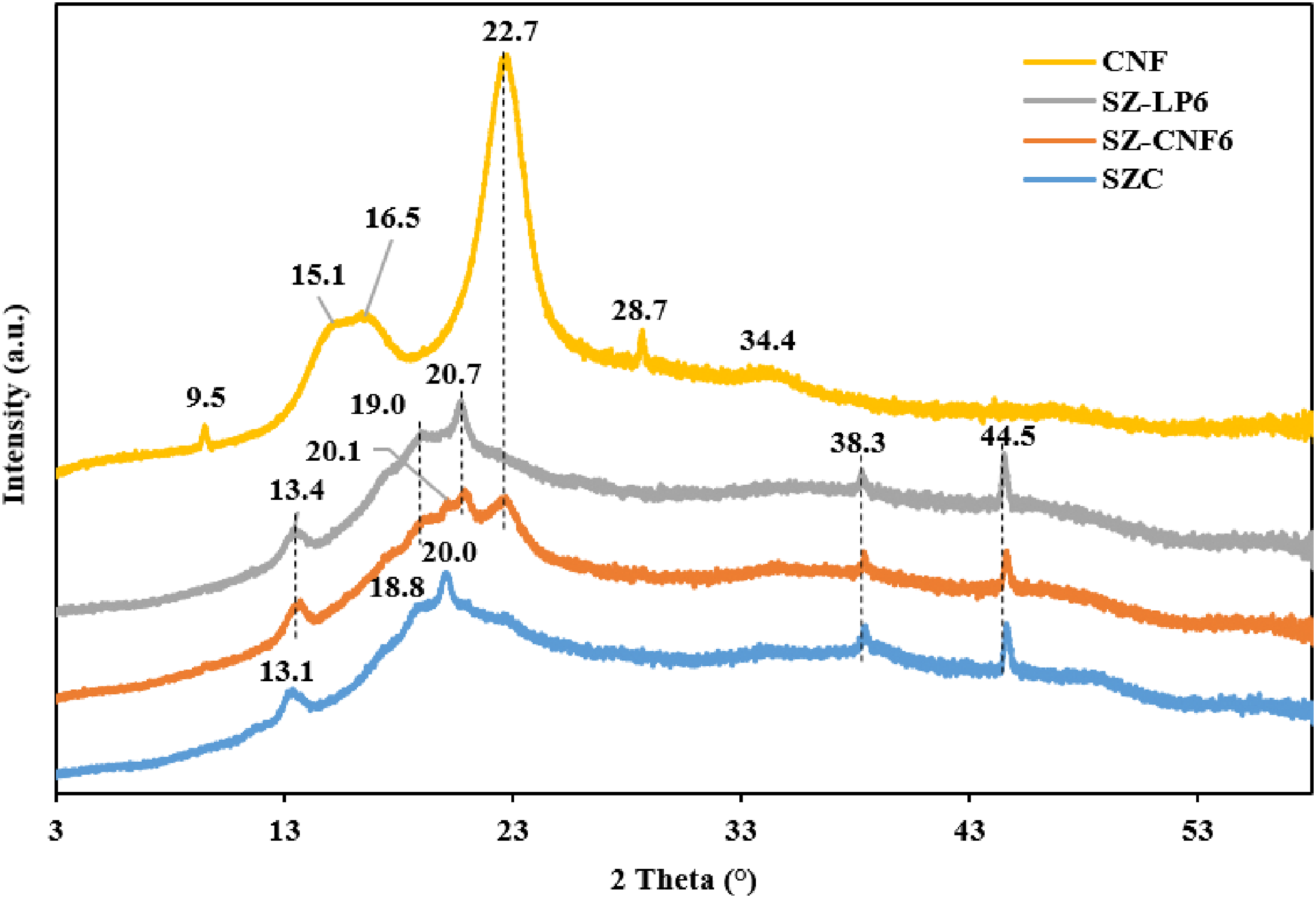
Fourier transform infrared spectrometry
The spectrum of starch (dry powder) was changed after it was processed into composites and these changes indicate its interactions with the other components of the composites. As shown in Figure 5, the bands at ∼ 1152 cm−1 and 1080 cm−1 on the spectrum of starch are associated with C-O stretching in C-OH and C-O-C.
15
The bands at ∼1000 cm−1 and 1017 cm−1 are attributed to the stretching of the bonds in the C-OH group, with the former contributed by the crystalline starch domains and the latter by the amorphous ones.16,17 The bands at ∼ 1152 cm−1 and 1080 cm−1 remain unchanged in the composites whereas the band at 1017 cm−1 shifts to ∼1025 cm−1 and its intensity increases significantly compared to the 1000 cm−1 band. The shift can be caused by the strong hydrogen bonds between the C-OH of starch and the OH and COOH groups of glycerol and CA. The increase in the peak intensity indicates the increased amorphous starch content in the composites. It is well known that starch crystals are destructed under heat, mechanical shear, and the effect of plasticizers during extrusion. These spectrum changes demonstrate the strong interactions between starch and the other components of the composites and the increase in amorphous starch in the processed composites. FTIR spectra of neat lignin, zein, starch and CNFs and their composites including SZC, SZ-LP6, SZ-CNF6 and SZ-LP6-CNF6.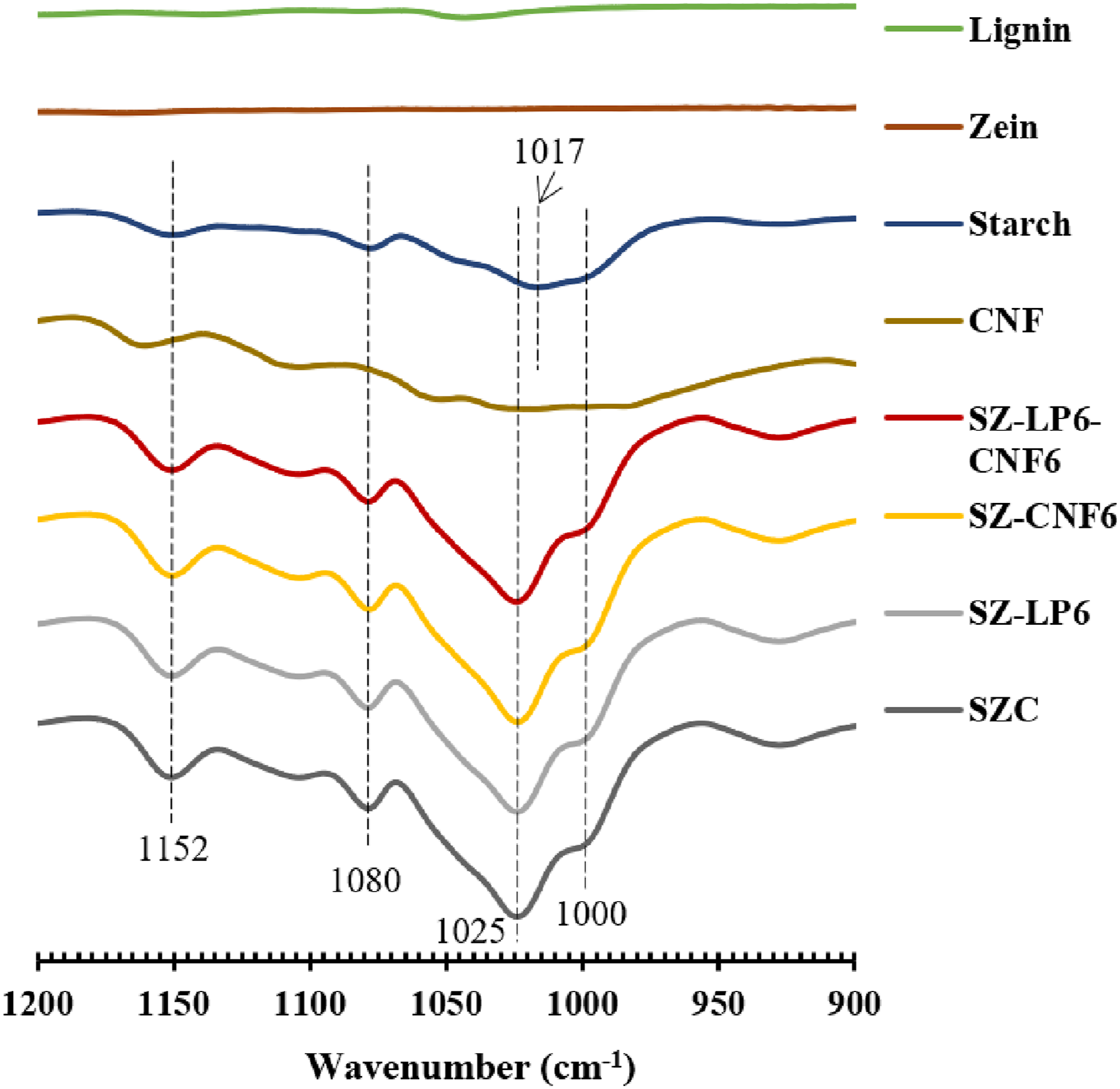
Thermogravimetric analysis
Thermogravimetric analysis study was conducted over a temperature range of 25–600°C to identify the thermostability of the native ingredients and the extruded composites. Figure 6 presents the results of TGA and differential thermogravimetry (DTG) curves. The weight loss below 100°C is mainly ascribed to water loss. Overall, after heating the samples to 600°C, the lignin-containing starch-zein blends show a lower weight loss than the composites without lignin because of lignin’s high thermal stability, which is evident from Table 5 where lignin shows the highest remaining weight (∼56%) at 595.6°C. For instance, the remaining weight of SZ-LP6 is 10% higher than that of SZC, suggesting that the incorporation of lignin can improve the thermal stability of the starch-zein blends. TGA plots for starch, zein, lignin and glycerol (a) and their extruded composites (b) DTG curves for starch, zein, lignin and glycerol (c) and their extruded composites (d). The peak degradation temperatures for the ingredients and extruded composites.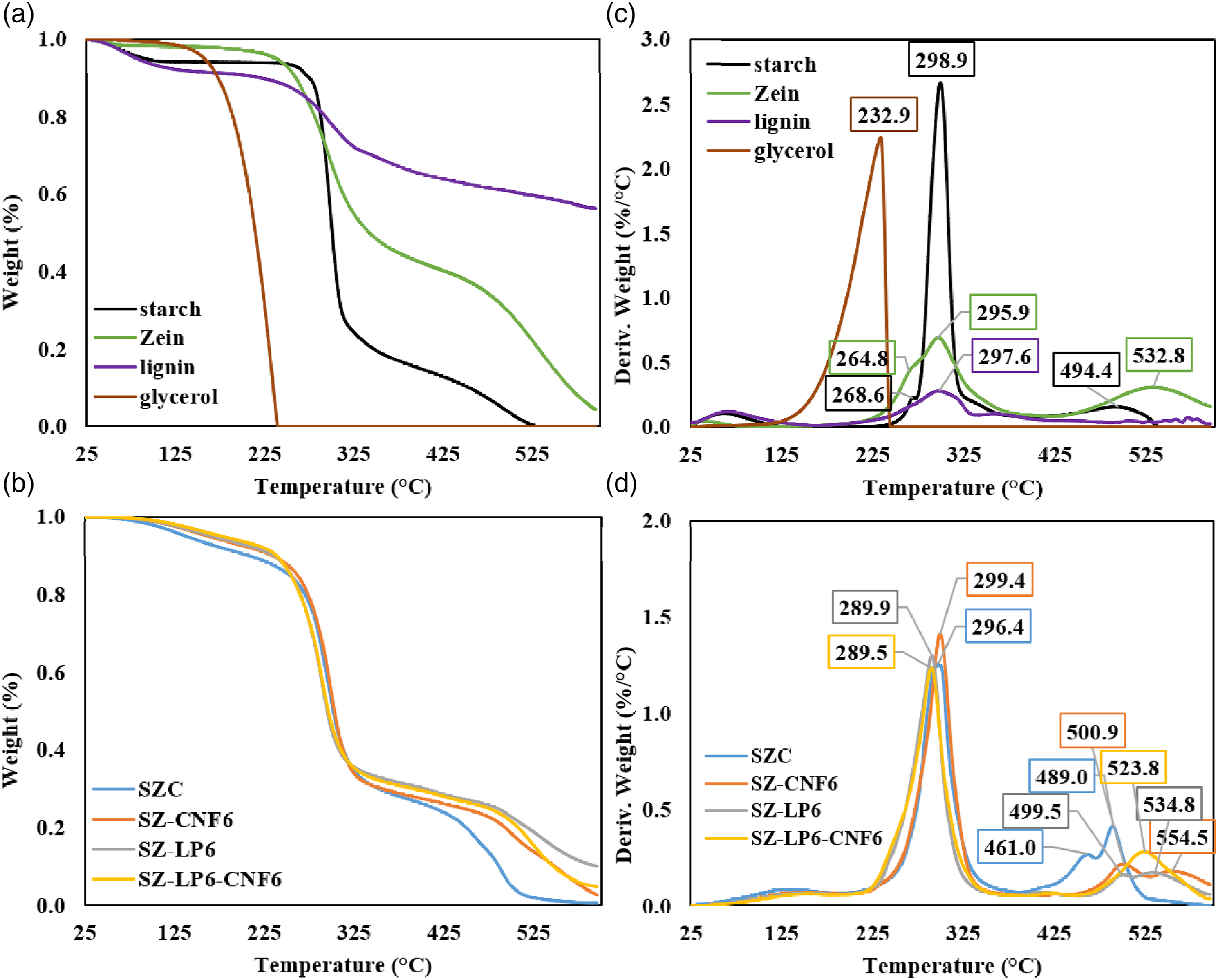
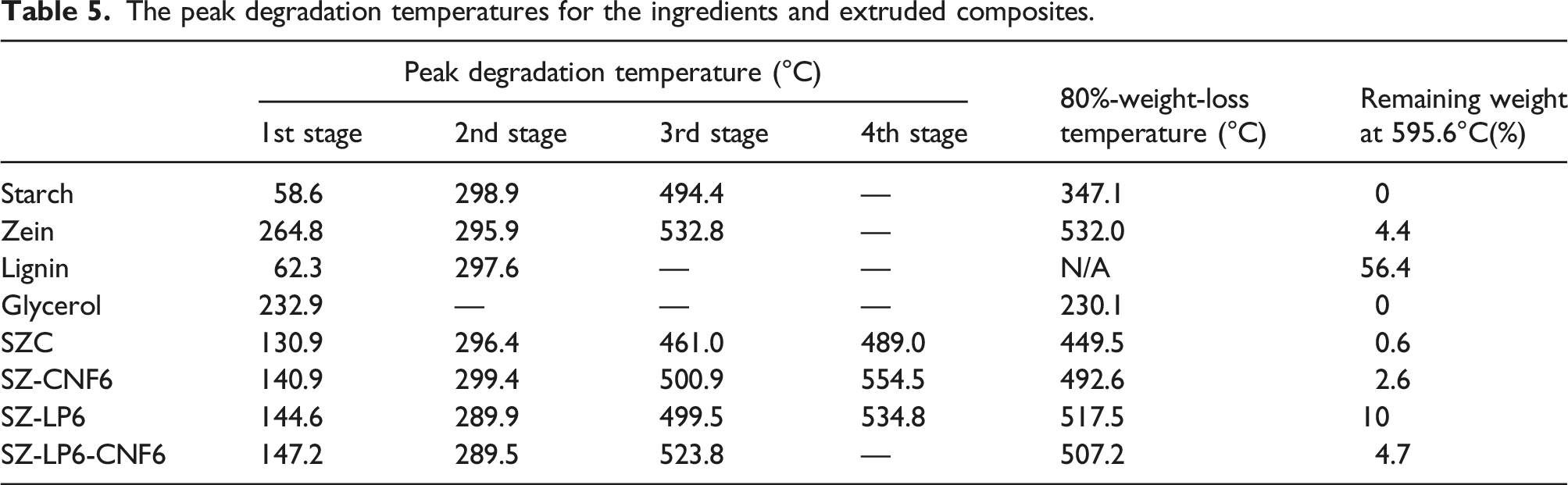
Thermal degradation of starch involves dehydration and main chain secession. The starch DTG curve has three peaks, 58.6°C, 298.9°C and 494.4°C, respectively. 18 The first weight loss appears between room 25°C to 100°C, which is due to the loss of the absorbed and bound water. The second degradation peak at around 300°C is due to starch thermal decomposition. 7 The third weight loss observed at 495°C may be ascribed to the oxidation of the carbonaceous residues, 19 during which CO2 and CO are produced from oxygen-containing materials from 350°C to 500°C. 18 The DTG curve of zein exhibits two major peaks with the first maximum at 297°C and the second one at 531°C. The first one appears to consist of overlapping thermal processes which are likely caused by the volatilization of impurities and the pyrolysis of zein. The second peak may be due to the degradation of impurity included in the product.20–22
Table 5 shows that the 80%-weight-loss temperatures of all the extruded composites are between those of native corn starch (347°C) and zein (532°C). Especially, the temperatures for the composites containing both lignin and CNFs (SZ-LP6-CNF6) or only lignin (SZ-LP6), are close to zein’s temperature (532°C) despite that the content of zein in the composites is only 1/4 of starch. These high temperatures indicate again the improved thermal stability of the composites because of the presence of lignin and the high compatibility between starch and zein caused by CA. Table 5 also shows that the highest two degradation peaks of SZC, that is, 461°C and 489°C, are lower than the highest peak of pure starch (494°C) and pure zein (533°C), respectively. This may be due to the side reactions in SZC caused by CA (e.g., acidolysis). 2 However, the incorporation of lignin and CNFs into SZC raises its two highest temperatures to exceed those of the pure ingredients, demonstrating their strong effect on the thermal stability of the composites, in addition to their mechanical properties discussed earlier.
Cornmeal based composites
The above results and discussion show the clear advantages of CA over water as a processing aid and property enhancer for TPS composites. The impact of replacing the starch/zein mixture with low-cost cornmeal on the TPS properties is evaluated in this section. The focus is on the mechanical properties as well as morphology and chemical interactions between the ingredients.
The control sample (CMC) based on cornmeal shows a lower modulus and strength than the control sample based on the starch/zein mixture (SZC), as shown in Figure 7. This may be attributed to the fact that the used cornmeal contains 4.14% fat (Table 6), which can function as a plasticizer to soften the material. The cornmeal’s low protein content (7.58%) also contributes to CMC’s lower mechanical properties. Based on Table 7, the moduli of CM-LP2-CNF2, CM-LP4-CNF4, and CM-LP6-CNF6 are increased by 466.0 %, 1061.1%, and 1340.2% compared to CMC, respectively, while the strengths are increased by 176.1%, 352.0%, and 410.2%, respectively. Indeed, the cornmeal-based composites exhibit a property trend similar to that of the starch/zein based composites. The percentage increases in the properties are even larger for the former than for the latter. The moduli and strengths of CM-LP4-CNF4 and CM-LP6-CNF6 are comparable to those of SZ-LP4-CNF4 and SZ-LP6-CNF6, whereas the ultimate strain/toughness of the former (cornmeal-based composites) are lower. This may be due to the presence of pericarp (skin of corn kernel) in the composites, which as a filler can cause premature sample fracture due to its relatively large size. The above results confirm that low-cost cornmeal can be reliably used to replace the expensive starch/zein mixture to produce corn plastics with similar modulus and strength. However, their lower toughness may limit their use in applications where toughness is prioritized. Tensile test results of the cornmeal based TPS composites. Nutrition analysis results of cornmeal. CP: crude protein; ADF: Acid detergent fiber; ADL: Acid detergent lignin; NDF: Acid detergent fiber; Phos: Phosphorus. Percentage changes in tensile properties of the composites.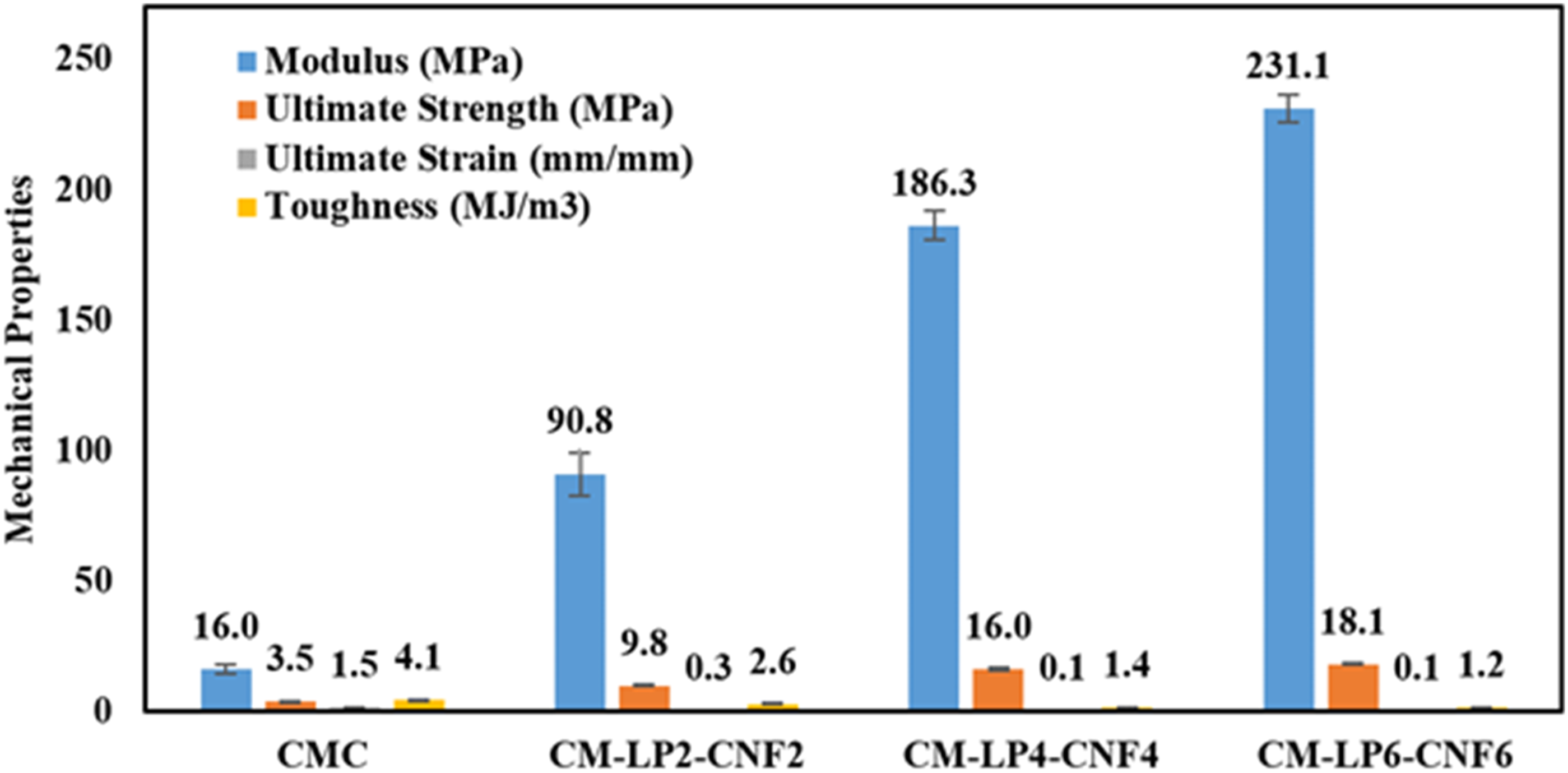

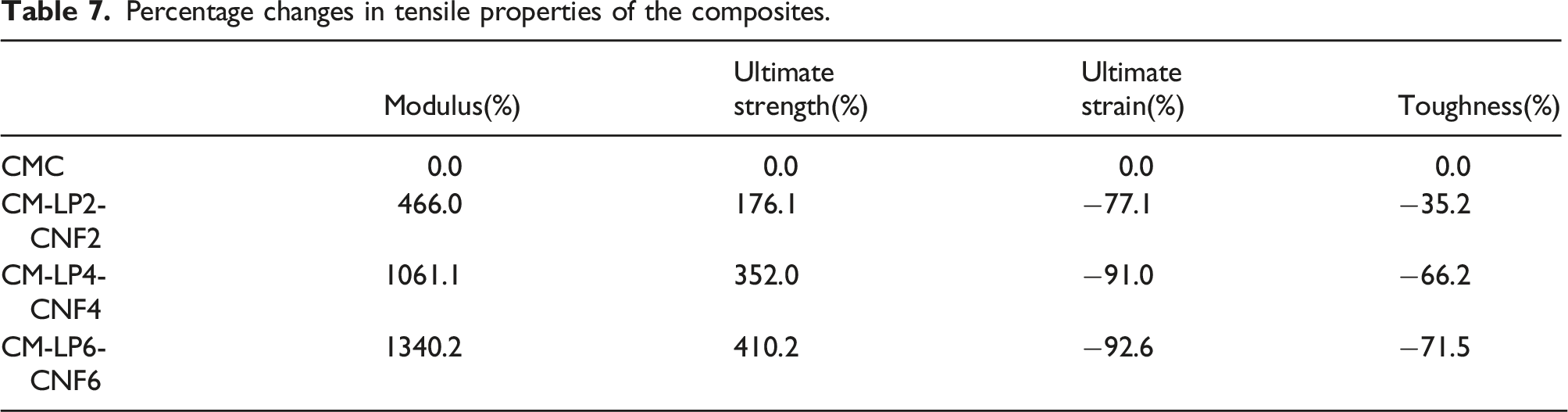
Figure 8 compares the fracture surfaces of CMC and CM-LP6-CNF6. CMC has larger pores on its surface than SZC, which may be due to the thermal degradation of some cornmeal ingredients and the volatiles generated from the reactions between CA and the ingredients. The surface of CM-LP6-CNF6 is significantly rougher than CMC, similar to the case in Figure 3 where the inclusions increase the surface roughness of SZC. SEM micrographs of CMC (a1, a2, and a3) and CM-LP6-CNF6 (b1, b2, and b3) taken under different magnifications.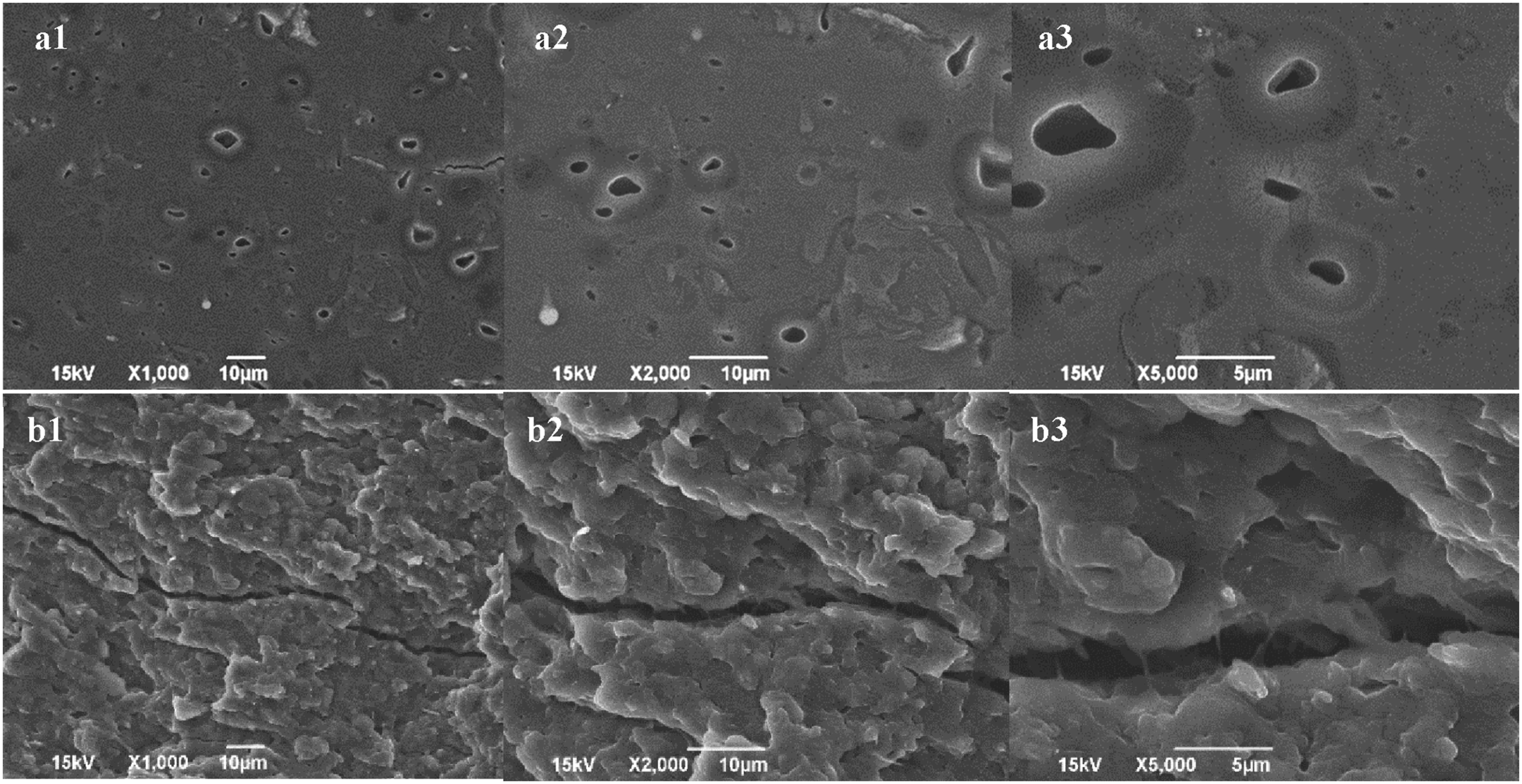
Fourier transform infrared spectrometry spectra of cornmeal based composites (Figure 9) resemble those of starch/zein based ones, indicating the similarities in chemical compositions and interactions between the two composites. FTIR spectra of lignin, CNF, cornmeal, CMC, and CM-LP6-CNF6.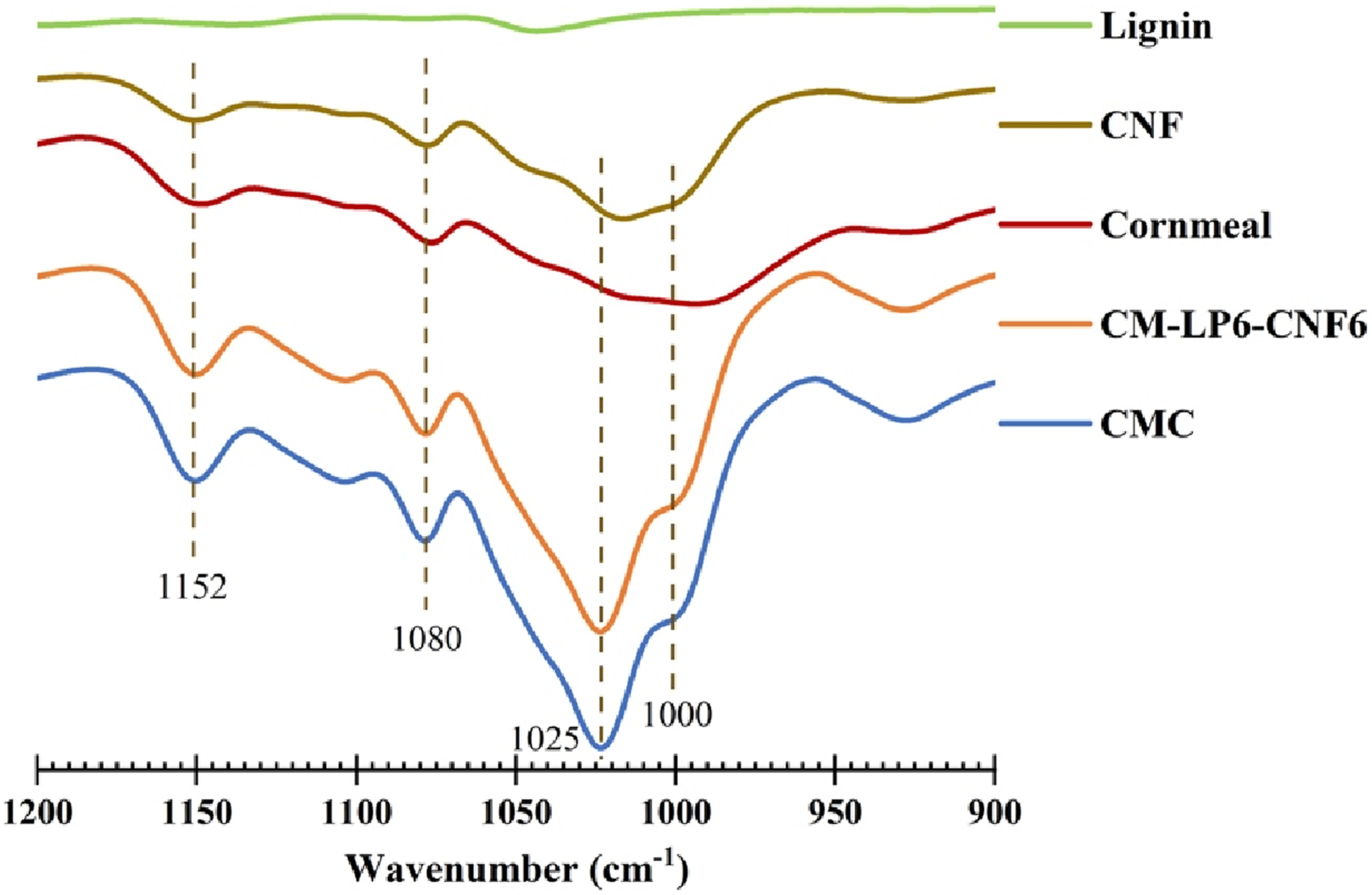
Conclusion
Based on our previous results, a small content of CA was used in this new study to replace water to improve TPS processability and increase interfacial bonding and compatibility between starch and zein. The other ingredients, including starch, zein, lignin, and glycerol, continued to be used as in the previous study. The composites could be successfully processed with just 0.5% CA, and the strength and modulus of the resulting composites were much higher than those using water as the processing aid. The new composites still benefited from the strong reinforcement of lignin and CNFs as found in the previous study. The improved compatibility between starch and zein was revealed by the disappearance of the “sea-island” two-phase structure found in the previous composites. It was further demonstrated that low-cost cornmeal could entirely replace the starch/zein mixture in the TPS formulations without lowering the processability and properties of the composites. The cornmeal-based composites developed in this research can be molded into different forms of articles through extrusion and injection molding, which can find potential applications in packaging, household items, plant pots, controlled release tools (for fertilizers and pesticides) and other fields.
Footnotes
Acknowledgements
The authors thank North Dakota Corn Council for providing research funding to this project.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: North Dakota Corn Utilization Council.
Data availability statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.