
Abstract
In this study, the continuous fiber rowing of 12K carbon was electrolytically oxidized by incorporating three different types of electrolytes: Ammonium bicarbonate, Sulfuric acid, and Sodium hydroxide at various concentrations. Upon chemical treatment, the fibers were grafted with 3-Aminopropyl-triethoxysilane (APTS), a silane coupling agent, to achieve better interlocking and compatibility with the thermoplastic polyurethane (TPU) matrix. Mechanical properties were analyzed by tensile tests, morphological analysis was carried out through Scanning Electron Microscopy, and spectral analysis was studied through X-ray photoelectron spectroscopy (XPS) characterizations. The results show that 10% sulfuric acid treatment plus APTS grafted carbon fiber/TPU composites showed an average tensile load capacity of 2528 N, about 39% higher than raw carbon/TPU. The morphological analysis provided compelling evidence for the increase in mechanical properties of modified fiber composites as the interfacial bonding between the electrolytically modified and silane coated fiber/TPU composites was much better than the raw fiber/TPU composites. Further, XPS results confirm that the atomic percentages of Carbon have been reduced, whereas the percentage of oxygen and nitrogen have increased. These compositional changes indicate that the overall interaction between the fiber and the matrix has been enhanced, accounting for improved compatibility between the two interacting phases.
Keywords
Introduction
As composite materials have evolved into a distinct class of materials, they have played an increasingly important role in the development of modern material science. These materials exhibit unparalleled strength-to-weight ratios and replace metals due to their superior properties. Composite materials are composed of two essential structural elements: fibers and the matrix. The matrix mainly functions to hold the fibers in their designated orientations and transfer loads, whereas fibers are the reinforcing agents contributing to strength and stiffness. One of the most critical properties contributing to the high performance of composite materials is the interfacial bonding between the fibers and the matrix.1–5
TPU’s are characterized by a wide range of properties and therefore can be used for a wide range of applications. Previous studies have shown that synthetic fibers when reinforced with TPU matrix produced composites of high mechanical properties.6,7 Sanchez-Adsuar et al. 8 investigated the performance properties of TPU when reinforced with three different types of short carbon fibers that had varied fiber diameter and fiber length. Huang et al. 9 studied the effect of mechanical and thermal properties of TPU/PBT (Polybutylene Terepthalate) matrix when reinforced with short carbon fibers and found that, with an increase in the amount of reinforcement, the tensile and flexural strengths along with respective moduli of the composites increased too. Fibers on the other hand, especially Carbon fiber-reinforced composite materials, have been extensively used in the applications pertaining to aerospace, automotive, industrial, artificial intelligence, construction, and sporting industries due to their high specific strength properties.10–12 Globally, the demand for Carbon fiber-reinforced plastics has surged. The Compound Annual Growth Rate (CAGR) is expected to be about 6%, with a projected market value of US$41 billion by 2025. Amidst this exponential interest in carbon fibers, it is crucial to address, discuss, and solve one of the significant drawbacks inherited by this material: the inert behavior of the carbon fibers that leads to improper bonding with the polymer matrix resulting in inefficient mechanical/physical performance. Further, the carbon fibers in their original state possess smooth texture and low wettability and inherit fewer active sites on their surface, which aggravates the incompatibility factor when mixed with the polymer matrix. Recently, developing various surface treatment techniques has formed new opportunities for enhanced fiber/matrix bonding in carbon fiber reinforced thermoplastic composites. Surface modifications to carbon fiber (CF) have been shown to improve the mechanical properties of polymeric composites. However, the focus should be on controlling the interfacial properties between the reinforcing fibers and polymer matrices, as well as interlaminar properties. Numerous literature has discussed various methods to modify the carbon fibers to improve their compatibility with the polymer matrix to yield higher-performing composite materials.13–15 The surface modification techniques include physical and chemical treatments, out of which the most efficient ones are plasma treatment, liquid/vapor/electrochemical treatment, thermal modifications, and other chemical coating techniques.16–18 Among these, electrochemical oxidation is commonly preferred for commercial applications. CF surfaces undergo significant changes during electrochemical oxidation, such as an increase in surface roughness, which can improve the mechanical interlock.
The interfacial bonding characteristics of composites can be enhanced by introducing oxygen-containing functional groups through electrochemical oxidation. The electrochemical oxidation method modifies the carbon surface so that it imbibes active functional groups and makes the surface of the fibers rougher and porous, thereby enhancing interfacial bonding with the polymer matrix.19–21 Reactive sites are formed through functional groups such as carboxyl, lactone, phenolic hydroxyl, carboxylic acid anhydride, quinone type carbonyl, etc., which couple with the polymer matrix. 22 In industrial applications, electrochemical oxidation is used for functionalization and the type and amount of functional groups formed depend on the electrolyte type, concentration, treatment time, and voltage. While the strength and surface area of the fiber remain constant during this treatment, surface activity increases considerably, leading to a significant improvement in interfacial shear stress. 23 Electrolytic treatment of fibers results in the modification of surface density, roughness, porosity, morphology, and functional groups present on the fiber surface, enhancing the mechanical properties of the modified fiber-reinforced composites.
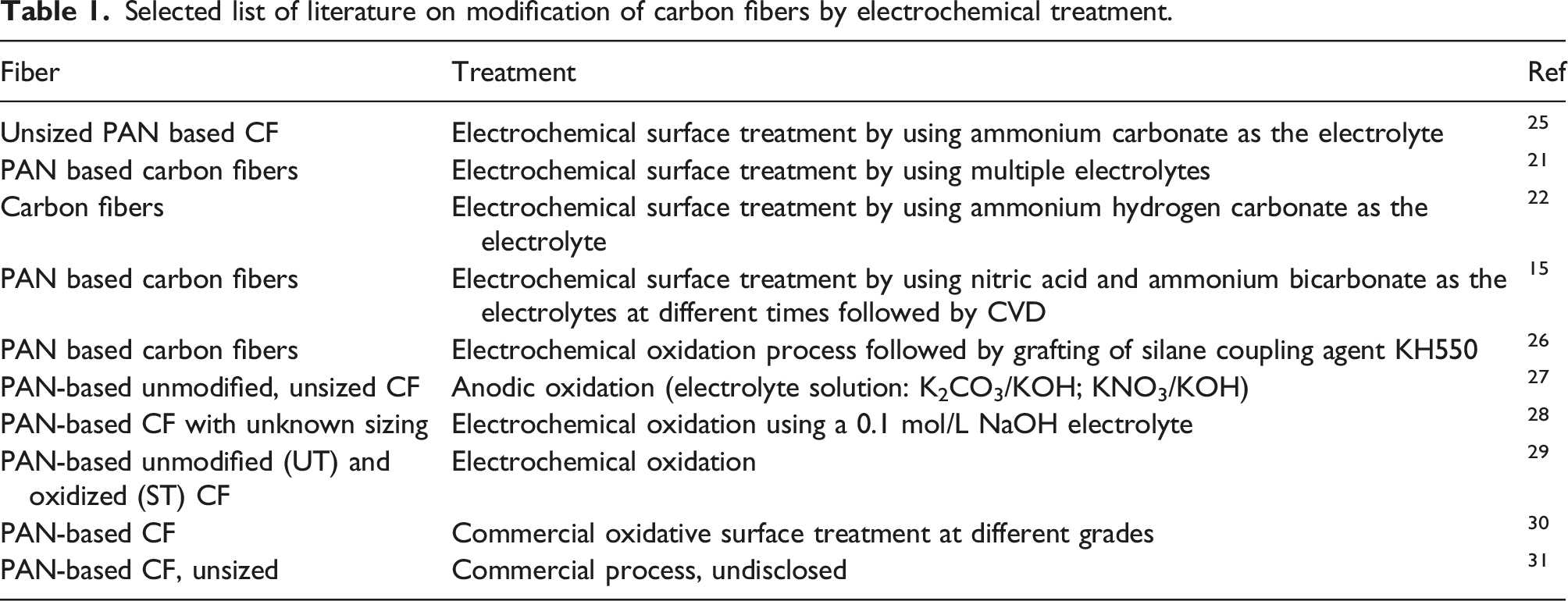
Selected list of literature on modification of carbon fibers by electrochemical treatment.
As a result of the lack of sufficient use of fiber modification techniques in continuous fibers, the present research work represents a novelty. Moreover, as per the author’s knowledge, there has not been any research work carried out that compares epoxy coating of 12K carbon fibers against electrolytic oxidation chemical treatment involving three different types of electrolytes such as Ammonium bicarbonate, Sulfuric acid and Sodium hydroxide having various concentrations of 10, 20 and 30 wt.% along with the coating of silane coupling agent.
The present research investigates and compares the effect of electrochemical oxidation treatment on 12K carbon fibers by three different electrolytes such as ammonium bicarbonate, sulphuric acid, and sodium hydroxide. Further, the electrolytic treated fibers are coated with 3-Aminopropyl-triethoxysilane (APTS) a silane coupling agent and compared with the epoxy-coated carbon fibers reported in the previous work. To comprehensively understand the composite system’s surface chemistry and strengthening mechanism, mechanical tests such as tensile, morphological, and spectral characterizations are performed. Thus, the results achieved from this research work can provide a clear understanding of the influence of electrolytic oxidation process parameters on the tensile properties of modified carbon/TPU composites.
Experimental
Materials
Continuous fiber rowing’s Carbon (12K) incorporated in the study was purchased from Composites Canada. EHC, Canada provided TPU. Reagent grade of Sodium hydroxide (NaOH) having a purity of ≥98%, Ammonium bicarbonate (NH4HCO3), Sulphuric acid (H2SO4), and 3-Aminopropyl-triethoxysilane (APTS) was purchased from Sigma Aldrich, USA. Epoxy resin (PR2032) and hardener (PH3660) had a mixing ratio of 100:27 by weight and was purchased from Aircraft Spruce Canada.
Electrolytic treatment on CF
A 2-step electrolytic process was incorporated to treat the 12K carbon fibers. Step 1 involved the electrolytic oxidation wherein the 12K carbon fiber roving was used as anode, whereas the graphite electrode was used as cathode. 10, 20, and 30 wt.% of NH4HCO3, H2SO4, and NaOH were incorporated as electrolytes. Following a thorough review of the literature, the weight percentage range was determined. Furthermore, the percentage less than 10 and greater than 30 was tested experimentally to confirm this range. The results revealed no significant effect for electrolytic wt.% less than 10, while the properties deteriorated at higher concentrations. As a result of the foregoing considerations, the ideal range was chosen. The current intensity was maintained at 1A. Carbon fibers were treated for 2 min in each electrolyte solution. Post electrolytic treatment, the fibers are washed by distilled water until the pH turns 7. Step 2 involves coating APTS, a silane coupling agent on the previously coated electrolytically treated fibers. The silane solution was prepared by mixing 5 wt.% of distilled water, 5 wt.% of APTS and 90 wt.% of ethanol. The solution was mixed well for 1 h at room temperature before immersing the electrolytically coated fibers. The fibers were immersed in the silane solution for 30 min and dried overnight before reinforcing into the TPU matrix to manufacture the modified fiber composites.
Experimental setup
Raw and electrolytically treated 12K carbon fiber/TPU composites was manufactured by injection molding machine. Pneumatic pressure was incorporated to propagate the injection process with a pressure of 100 lbf/in2. Band heaters were used to heat the cylindrical barrel and thermocouple, and the temperature controller maintained the processing conditions. TPU pellets (being highly hygroscopic) were dried overnight in the hot air oven to eliminate any possible moisture-based impurities before manufacturing the composites. The then dried TPU was subjected into the cylindrical barrel with the help of a detachable hopper and was left undisturbed to melt for 15 min homogeneously. Two raw (uncoated) strands of Carbon were fixed in the mold grooves were mechanically tensioned. The plunger was subjected to high injection pressure to fill the mold. After a dwell time of 2 min, the mold was removed, and the sample was taken out.
Design of experiments
The design of experiment was built on the basis of electrolytic chemical treatment of carbon fibers with respect to step 1 and step 2 modifications.
Testing and characterization methodology
Mechanical analysis
Tensile test: The tensile testing of electrolytically modified carbon fiber reinforced in TPU composites was tested out on LS-100 from LLOYD Instruments in accordance with ASTM D3039 in room temperature conditions. The tensile specimens were tested with a 2 mm/min crosshead speed, and an average of five samples with standard deviations for each condition was documented.
Morphological analysis
Scanning Electron Microscopy (SEM): The specimens were fractured after the tensile tests and the morphology of the fractured surface of the composites was observed by FlexSEM 1000 SEM by Hitachi. The micrographs captured were taken at different magnifications and resolutions to understand and analyze the compatibility through interfacial bonding in electrolytically treated carbon fiber composites and comparison with raw carbon fiber composites.
Spectral analysis - XPS characterization
X-ray Photoelectron Spectroscopy (XPS): The raw and chemically treated carbon fiber samples were characterized by XPS to determine the elemental composition of carbon fiber surface. In general, the analysis takes place via probes going in to a depth of 10 nm. Source Gun Type was Al K Alpha. Standard lens with a spot size of 400 μm was incorporated for each sample. The analyser mode was CAE:Pass Energy 50.0 eV along with an energy step size of 0.100 eV.
Results and discussion
Mechanical analysis
Composite specimens were manufactured by injection molding technique by reinforcing two raw carbon fiber roving’s into TPU matrix. The load bearing capacity of this specimen averaged at 1823 N. The pristine synthetic fibers indicate that there is a going to be a difference in the polarity between the fibers and matrix, which leads to bonding incompatibilities between the two entities. Therefore, the overall load-bearing capacities are not fully achieved. 8 This raw CF/TPU composite specimen was termed the control sample to compare and evaluate the electrolytically modified CF’s performance by various electrolytes such as NH4HCO3, H2SO4 and NaOH and surface coating with APTS, silane coupling agent.
Tensile properties of raw and electrochemical modified carbon fiber composites.
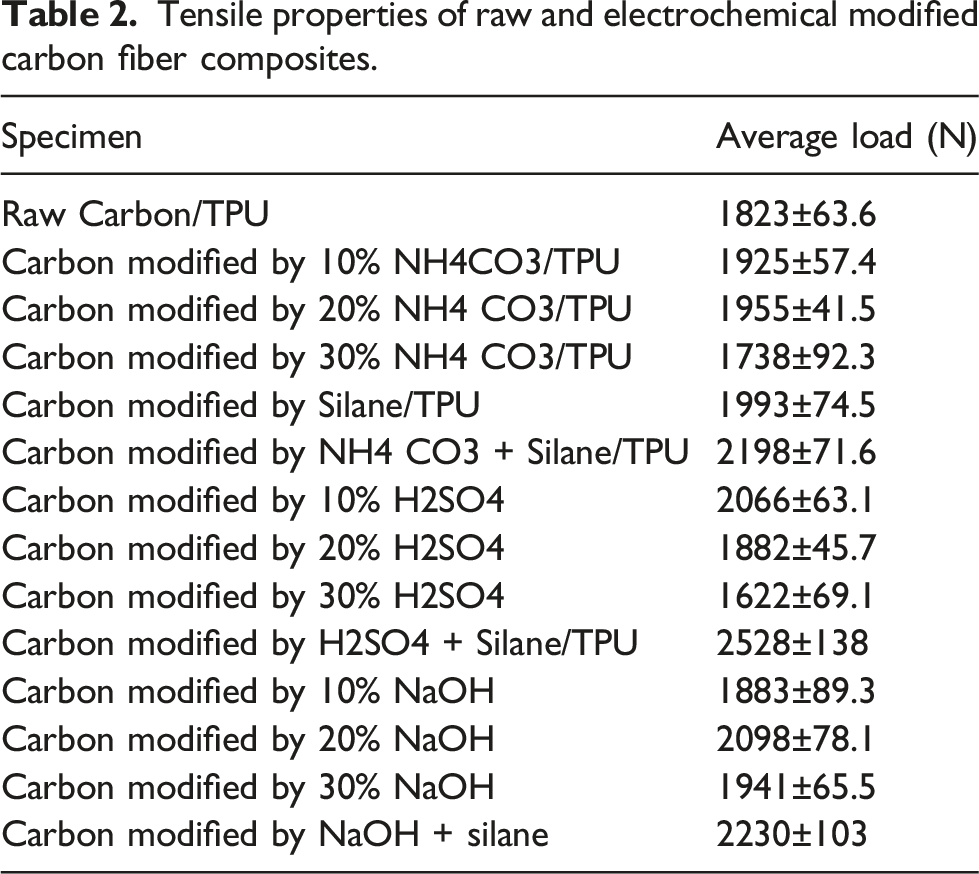
Silane coating on raw carbon fibers (without prior electrolytic treatment)/TPU composites also showed enhanced load bearing capacity of 1993 N, about 9.3% higher than raw carbon/TPU. Further, the electrolytically treated CF were grafted with APTS, silane coupling agent by Immersion technique. The tensile load capacity of electrolytic plus silane modified carbon fiber composites was 2198 N, about 21% higher than raw carbon/TPU. Silane coupling agents exhibits strong chemical interactions with hydroxyl groups to form silanol groups thereby creating strong covalent bonds between the fibers and the matrix resulting in improved performance. 28
Similarly, the electrolytically modified (using H2SO4 as electrolyte) CF reinforced composite experienced an average load of 2066 N, 1882 N, and 1622 N for the composition of H2SO4 at 10, 20 and 30 wt.%, respectively, before the specimens fractured (Table 2). The electrolytic oxidation modification involving 10 wt.% H2SO4 increased the tensile loading of the CF/TPU by 13.2%, in comparison with raw CF/TPU composites. The trend in the results of electrolytic modification with H2SO4 as electrolyte is similar to Gulyas et al. 24 where the strength of the fibers increased at 5% concentration of electrolyte and reduced as the concentration increased to 10% and 15%. This could be due to the fact at lower percentages of acidic treatment, there were just an adequate number of active sites created on the surface of the fiber without damaging its structural integrity, which provides the ultimate strength. However, at higher percentages of acidic treatment, pitting and pores might have caused an irregularity in the structural integrity of the fibers resulting in decline in the strengthening potential of the fibers, thereby reducing the overall load-bearing capacity. Further, the electrolytically treated CF were grafted with APTS, silane coupling agent and they showed an average tensile load capacity of 2528 N, about 39% higher than raw carbon/TPU.
The electrolytically modified CF reinforced composite (using NaOH as electrolyte) experienced an average load of 1883 N, 2098 N, and 1941 N for NaOH compositions at 10, 20 and 30 wt.%. The electrolytic oxidation modification involving 10, 20 and 30 wt.% NaOH increased the tensile loading of the CF/TPU by 3.3%, 15% and 6.4%, respectively, in comparison with raw CF/TPU composites. There is a slightly increasing trend until the electrolyte composition of NaOH reaches 20 wt.%, and then the tensile properties lower as the percentage of NaOH increases. Further, when the electrolytically treated CF were grafted with APTS, silane coupling agent, they showed an average tensile load capacity of 2230 N, about 22.3% higher than raw carbon/TPU (Table 2, Figure 1). Stress versus Strain curves for raw and electrochemical modified carbon fiber composites.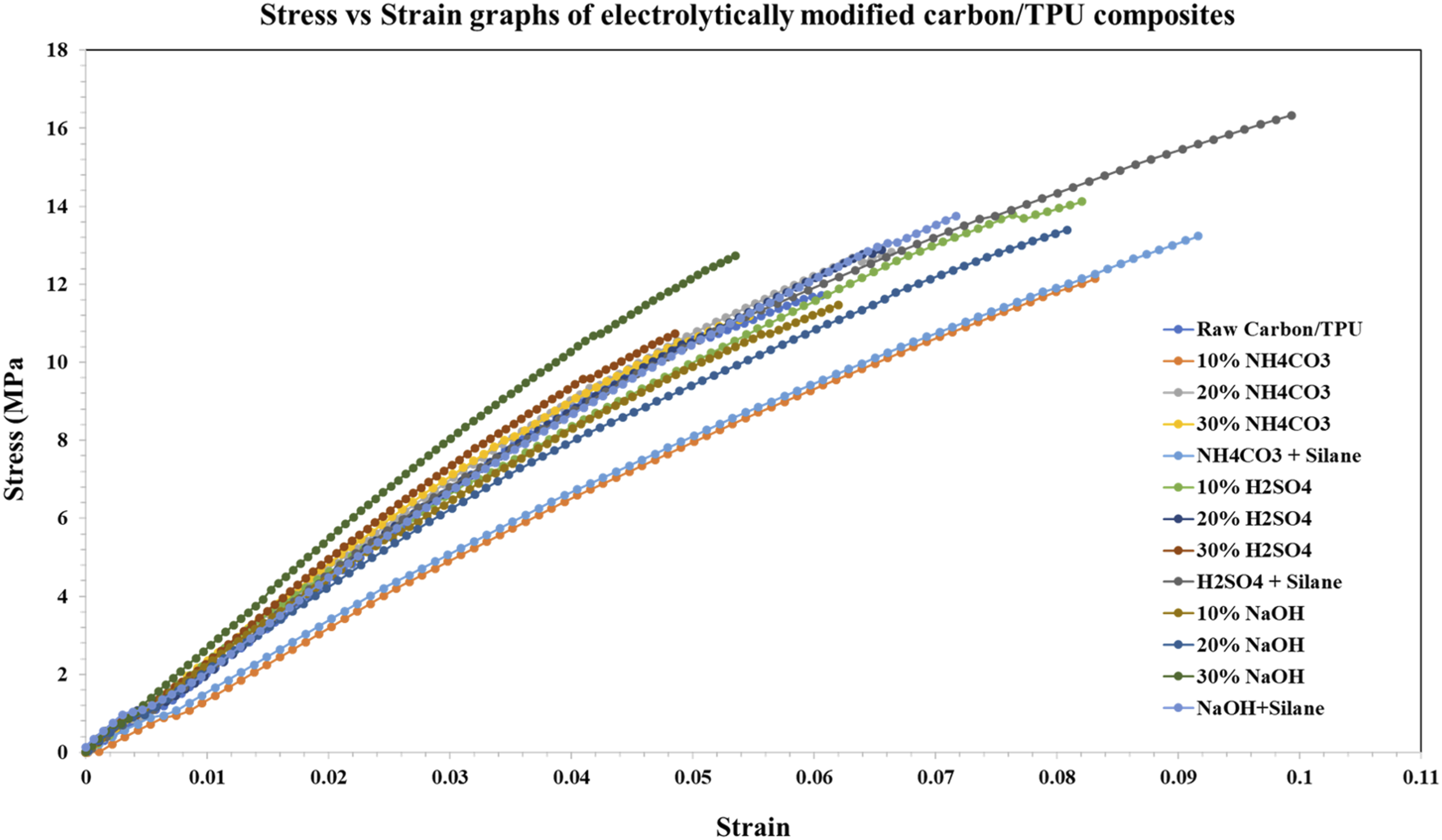
The tensile load capacity of electrolytic treated carbon fibers by using ammonium bicarbonate, sulfuric acid and Sodium hydroxide as electrolytes plus silane coating resulted in load bearing capacities of 2198 N, 2528 N and 2230 N respectively. Similar results were concluded by Yenier et al. 28 wherein the electrochemical treatment followed by silane sizing of carbon fibers enhanced the ILSS and tensile properties of the carbon reinforced composites.
On the other hand, the carbon fibers when coated with epoxy exhibited a load of 3738.33 N (Figure 2). Overall, both the surface treatment methods have significantly increased the tensile properties of modified carbon/TPU composites but the epoxy treated composites showcased the best results which proves that the epoxy coating is a more efficient method of surface modification technique on carbon fibers. Tensile Properties of Electrolytically Treated + silane coated CF/TPU against epoxy coated CF/TPU composites.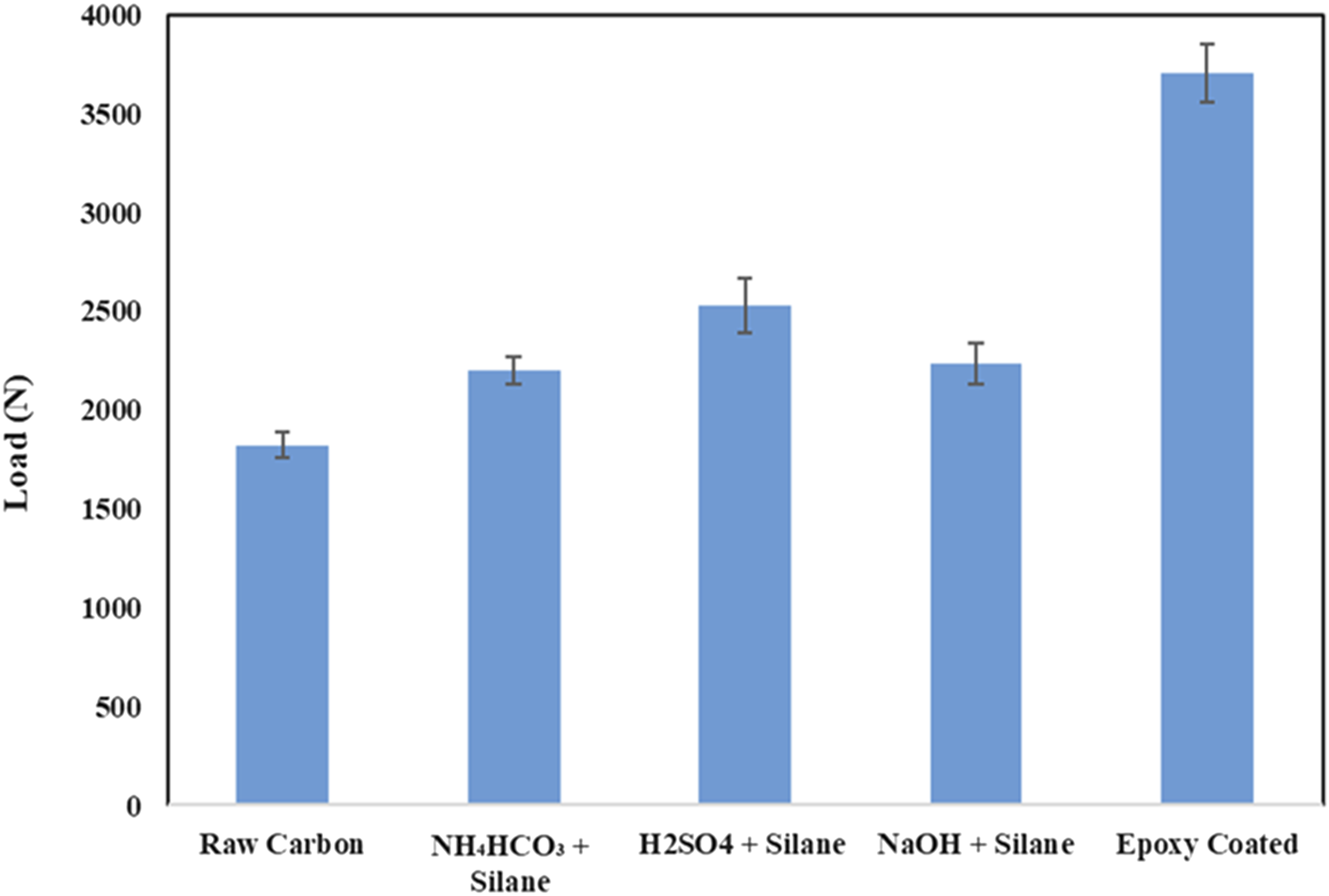
Morphological analysis
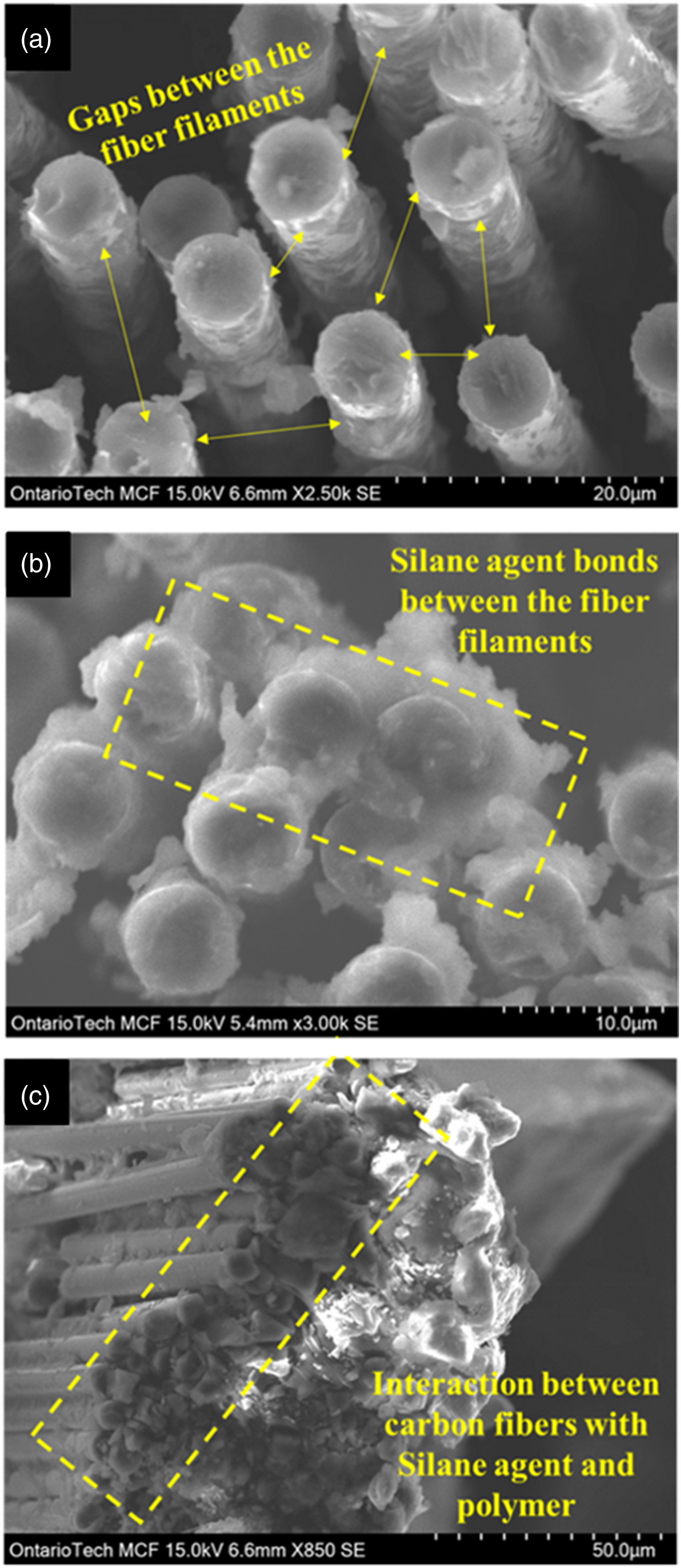
The fractured surface micrographs of raw Carbon and electrolytically treated Carbon reinforced in TPU composites were taken under a SEM. The SEM micrographs of carbon/TPU, electrolytically treated carbon/TPU and electrolytic treatment plus silane coated carbon/TPU epoxy coated/TPU composites is shown in Figures 3 and 4. As observed from Figure 3 a there exists significant debonding (interfacial gap) between raw carbon and TPU matrix, this indicates poor compatibility between the fiber and matrix phases. The mechanical performance of the composite materials will be significantly high if and only if the bonding between the two phases of the composite materials is good. It is well-known that if the interfacial bonding between the matrix and the reinforcement is poor, the efficiency of stress transfer will be poorer and henceforth, the subsequent mechanical properties will be nominal.29,30 Also, as evidenced in Figure 4(a), the individual raw carbon filaments are scattered and have significant gaps between them, further emphasizing lower interaction. SEM images of raw (a), electrolytically treated (b), and electrolytically treated plus silane coated (c) carbon/TPU samples. (a) Raw carbon filaments (b) & (c) electrolytically treated plus silane coated fiber filaments top and and cross sectional view respectively.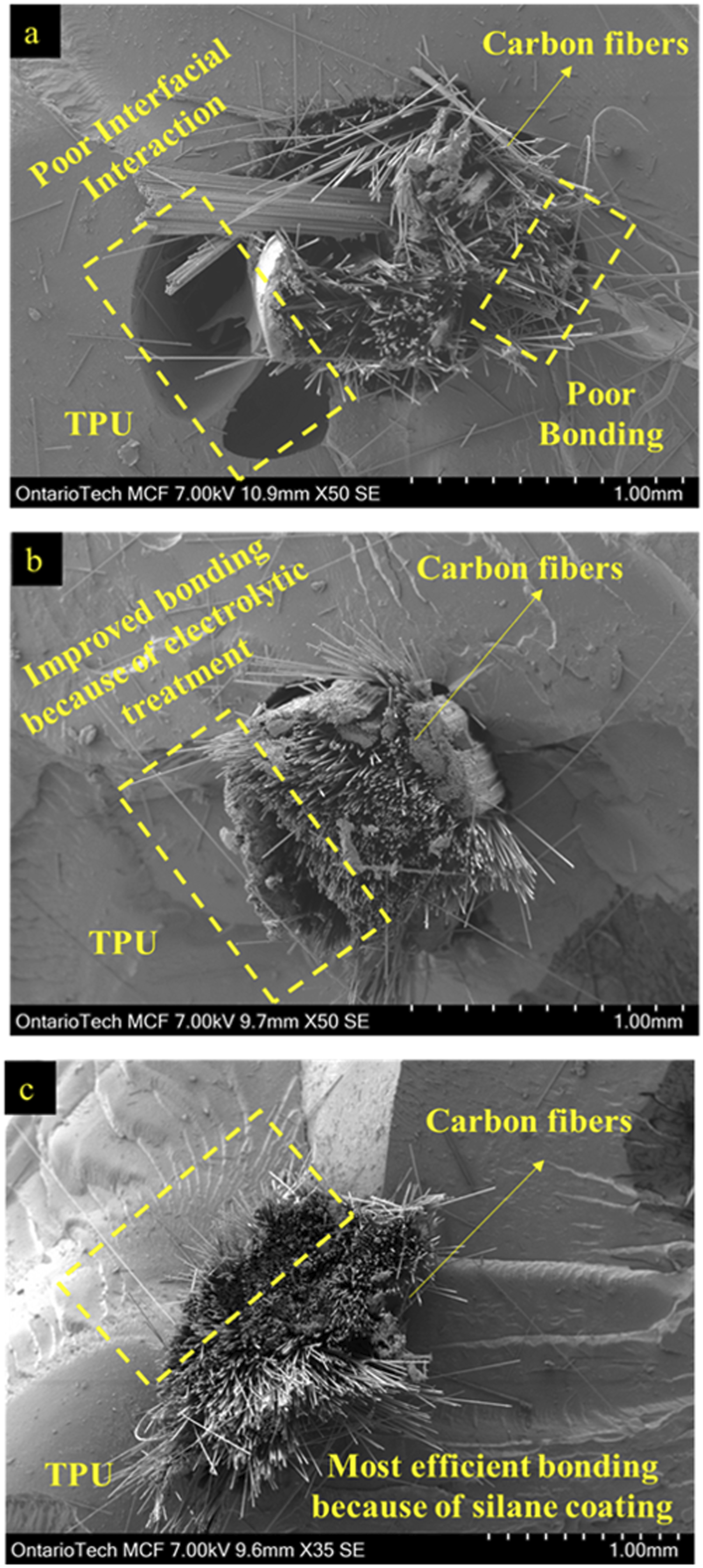
Further, the electrolytically treated (H2SO4) carbon fiber imbibes active spots through functional groups on the surface of the carbon fiber, thereby creating a better interlock between the fibers and the matrix interface. 24
This phenomenon can be observed in Figure 3(b), wherein the interfacial bonding between the fiber and the matrix is much better with respect to the raw uncoated carbon/TPU composites. The SEM micrograph of electrolytically treated plus silane coated carbon/TPU composites (Figure 3(c)) show optimum interfacial bonding between the fiber and the matrix. The micrographs clearly describe the influence of silane coupling agent on the individual filaments (Figure 4(b) and (c)) by bonding them together and linking the matrix and the fiber components thoroughly, thereby creating efficient stress transfer pathway between the two fibers and the matrix. These micrographs provide a piece of solid evidence to validate the improvement in the mechanical performance of electrolytically treated plus silane coated carbon/TPU composites in comparison with raw carbon/TPU composites.
XPS analysis
Atomic composition of elements presents in raw and electrolytic treated carbon fiber samples.
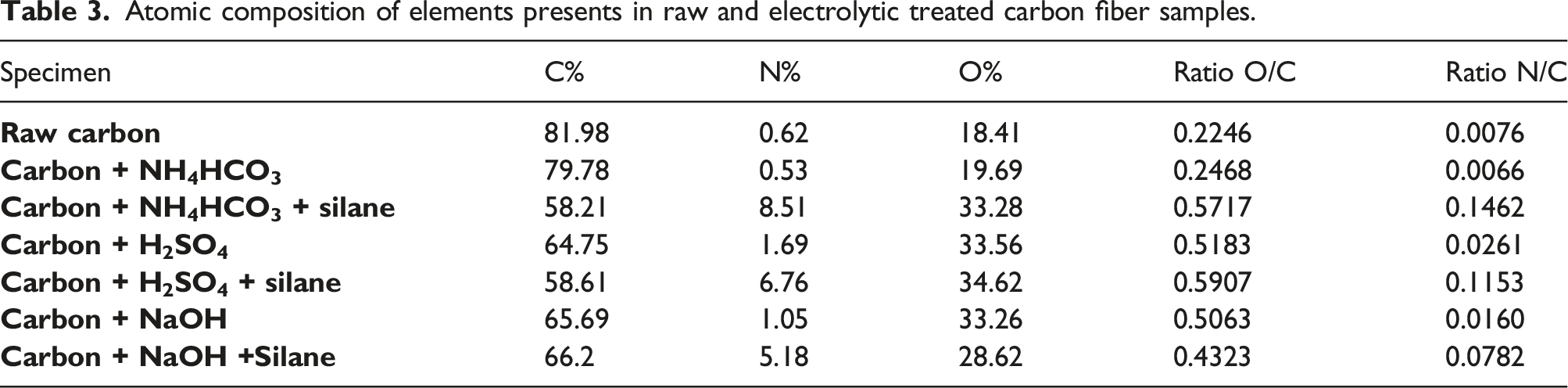
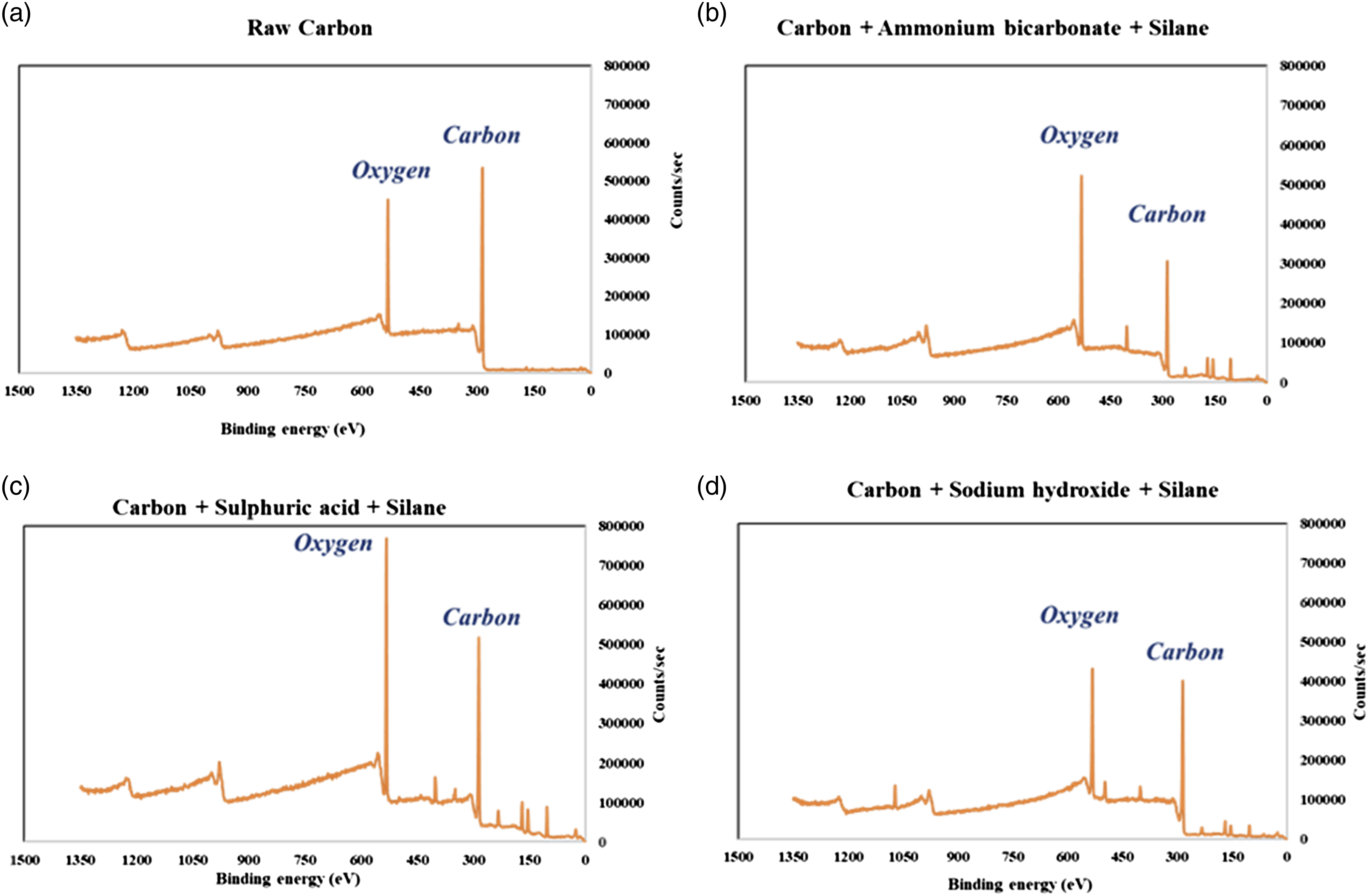
The binding energies for Carbon and oxygen are in the range of 284.5 ± 1 and 529.8 ± 1 eV.32,33 The raw carbon fibers had an atomic percentage of Carbon, nitrogen and oxygen as 81.98%, 0.62%, and 18.41% respectively. Due to the electrolytic chemical treatment, the percentages of Carbon have significantly reduced whereas the percentages of nitrogen and oxygen have increased which proves for the enhanced chemical activity through functional groups and the resulting chemical interaction between modified fibers and the matrix. Electrolytic treatment involving NH4HCO3 as the electrolyte reduced the percentage of Carbon by 2.2% whereas the constituents of oxygen increased by 1.28%. Similarly, for the carbon treatment involving of H2SO4 and NaOH as electrolytes, the percentage of Carbon reduced by 17.23% and 16.29% respectively. On the other hand, the percentage of oxygen and nitrogen (H2SO4 as electrolyte) increased by 15.15% and 1.07%. The electrolytic treatment involving NaOH as electrolyte produced a reduction in carbon fibers up to about 16.29% whereas the oxygen and nitrogen rose by 14.85% and 0.43% respectively. The possible reason for the significant increase in the oxygen/carbon ratio could be attributed due to the introduction of oxygen rich groups onto the surface of carbon fiber after silane coating. These oxygen-containing functional groups on the carbon surface help in the enhancement of hydrophilicity of the fiber. 28
The electrolytic treated and silane coated carbon fibers significantly impacted the atomic compositional changes with respect to raw carbon fibers. The electrolytic treatment involving NH4HCO3 as electrolyte and silane coating reduced carbon percentage up to about 23.77%. In contrast, the atomic percent of oxygen and nitrogen rose by 14.87% and 7.89%, respectively, compared to raw carbon fiber samples. A similar trend was observed with the H2SO4 and NaOH electrolytic treatments and silane coatings. The electrolytic treatment involving H2SO4 as electrolyte and silane coating produced a reduction in carbon percentage up to about 23.37%, whereas the oxygen and nitrogen atomic percentage rose by 16.21% and 6.14%, respectively. Lastly, the electrolytic treated NaOH and silane coating produced a reduction in carbon percentage up to about 15.78% whereas the oxygen and nitrogen rose by 10.21% and 4.56%, respectively. Figures 5 and 6 represents the XPS survey for raw, electrolytic treated and silane coated carbon samples. XPS Survey charts for (a) raw carbon (b) carbon + NH4HCO3, (c) carbon + H2SO4 and (d) carbon + NaOH. XPS survey chart of (a) raw carbon (b) Ammonium + silane (c) Sulphuric + silane (d) sodium hydroxide + silane.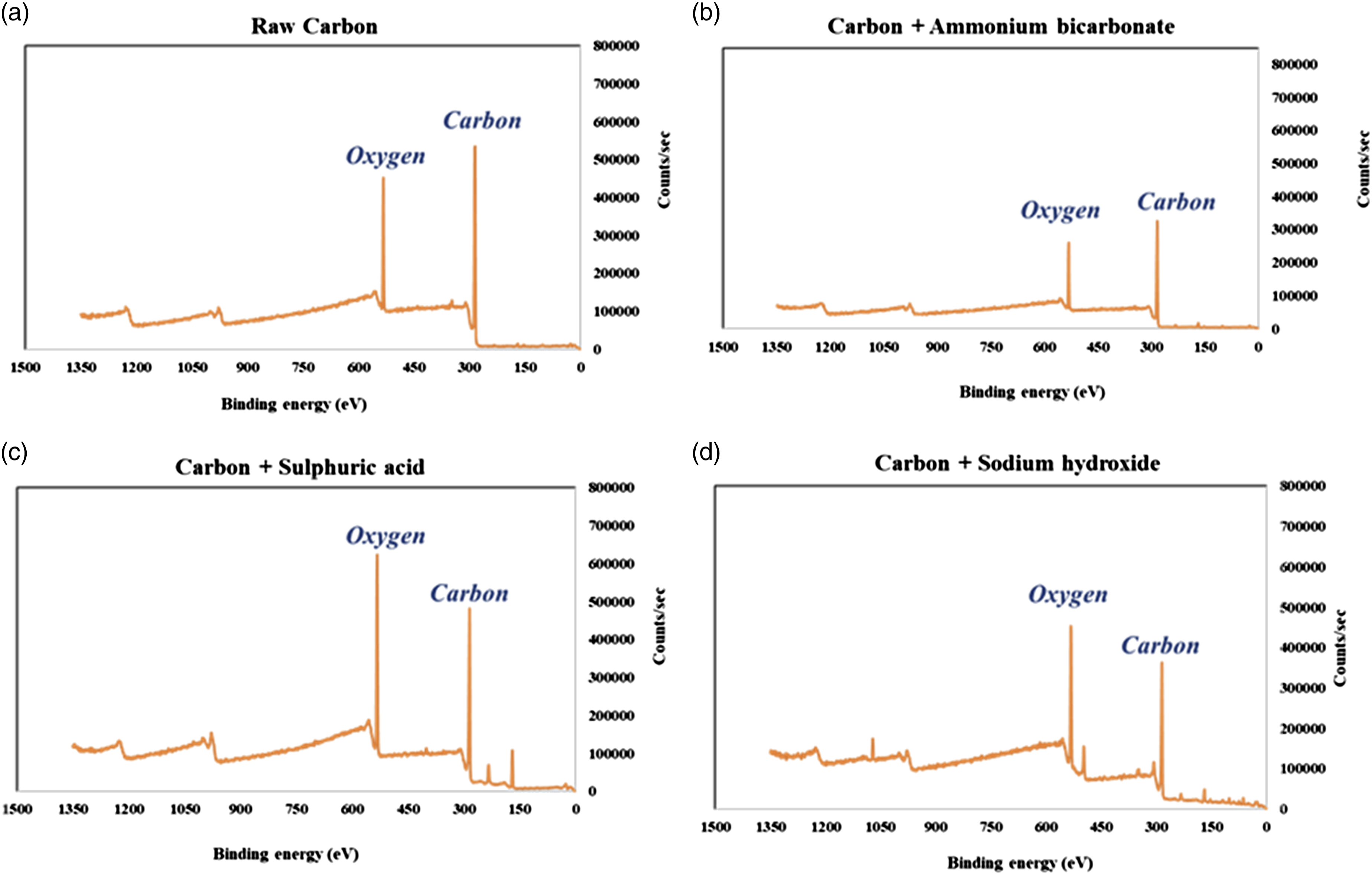
The D parameter for the raw and electrolytically treated carbon fiber samples are analyzed and discussed in this section. In reference to the open literature, a methodology has been reported that can be implemented to precisely evaluate the ratio of sp2/sp3 composition from C KLL spectra for given samples, which indicates the structure and properties of the materials under the observation. The D parameter can be assessed as a unique fingerprint pertaining to the arrangement of carbon atoms with regards to the moiety of Carbon in sp3 and sp2 hybridization. The difference between the maximum and minimum of the first derivative of C KLL spectra gives the value for the D parameter.
34
With reference to the D values for Diamond (13.7 eV) exhibiting sp3 hybridization and Graphite (21.2 eV) exhibiting sp2 hybridization, the structure and properties of raw, electrolytically treated and silane coated carbon samples are studied. The results show that the D parameter was 15.5 eV for the raw Carbon and slightly reduced to 15, 15 and 14 eV for NH4HCO3, H2SO4, and NaOH treated Carbon, respectively and is shown in Figure 7. Analysis of D parameter for (a) raw carbon (b) ammonium bicarbonate treated (c) H2SO4 treated and (d) NaOH treated by C KLL spectra.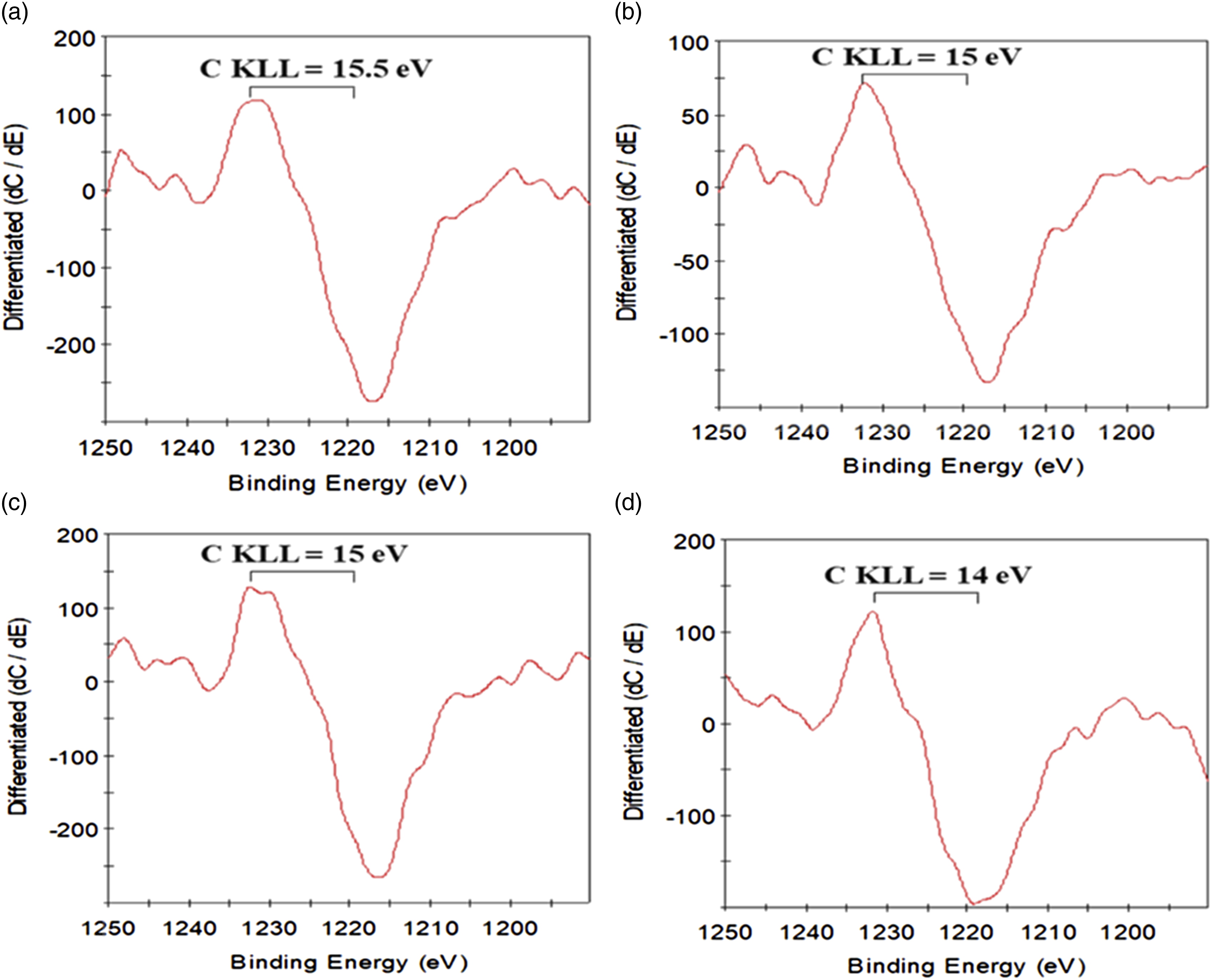
The D parameter value for NH4HCO3, H2SO4, and NaOH electrolytically treated plus silane coated carbon samples was further reduced to 12, 13, and 13 eV, respectively, as shown in Figure 8. These results show that the electrolytically treated and silane coated structure and properties are closer to the Diamond structure of the Carbon. These modified carbon samples exhibit a higher amount of crystallinity which further justifies the possible reasoning behind improving the overall performance against the raw carbon fiber samples. Analysis of D parameter for (a) raw carbon (b) ammonium bicarbonate + silane (c) H2SO4 + silane and (d) NaOH + silane by C KLL spectra.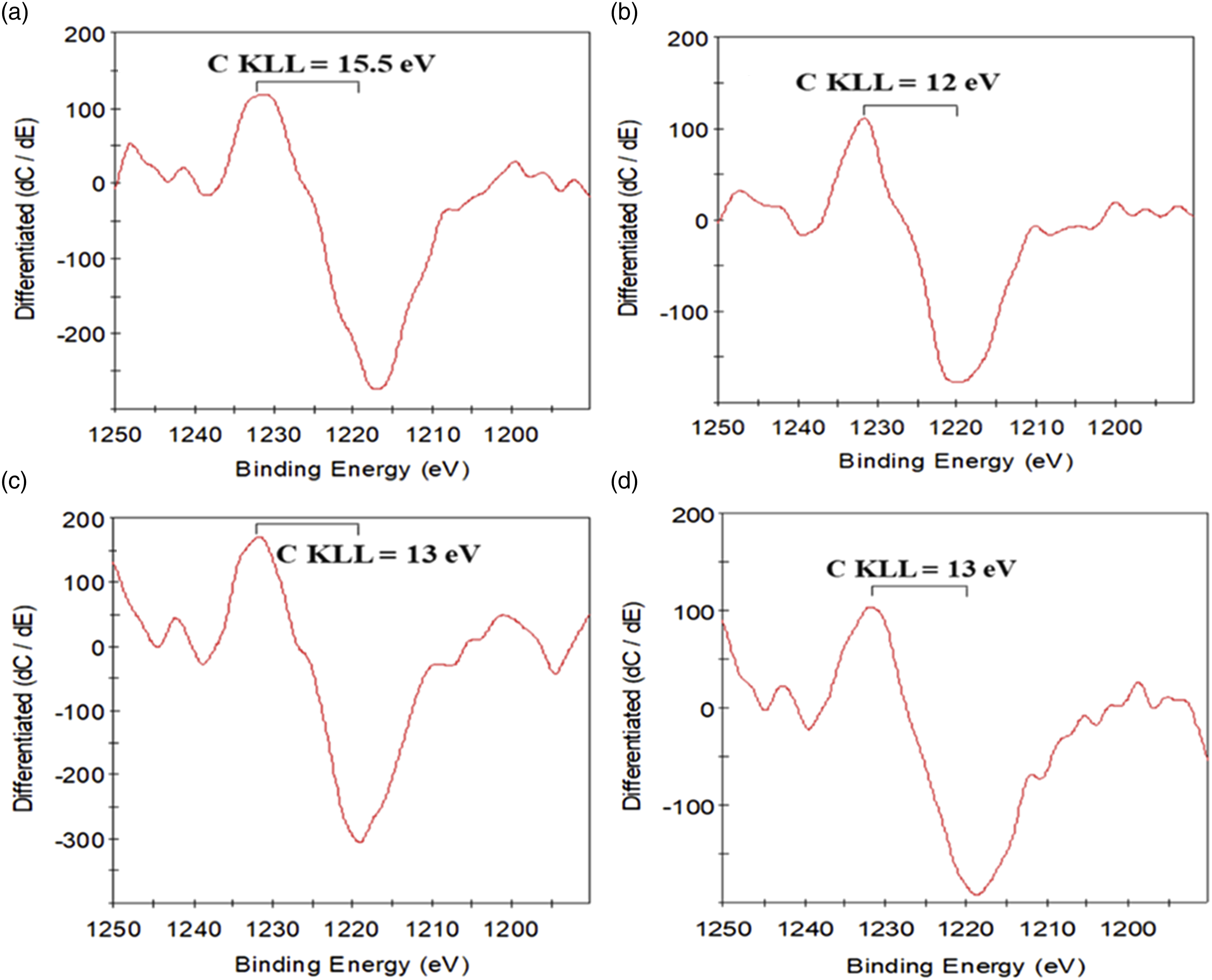
Conclusions
In this present work, an investigation attempt has been made to modify the carbon fiber roving with electrolytic oxidation chemical treatment by using three different electrolytes: Ammonium bicarbonate, Sulfuric acid, and Sodium hydroxide at various concentrations. APTS, a silane coupling agent, was then coated on the chemically treated fibers. Electrolytically modified and silane-coated Carbon was reinforced into TPU matrix to fabricate the composite specimens by using injection molding. Mechanical, morphological and spectral analyses were carried out on the oxidized fibers and were compared with the epoxy-coated carbon fiber reinforced TPU composites to compare the efficiency of chemical modifications on carbon fibers. The results of the study have been highlighted below: 1. While analyzing the efficiency of electrolytic treatment on carbon fibers, it has been observed that all the three electrolytes imbibe active functional groups onto the fiber surface upon treatment and have a minimal contribution to the mechanical properties of the composites. It is the step two process of coating the electrolytically modified carbon fiber with APTS silane agent, which significantly increases the strength of the composites. 2. The electrolytic oxidation modification involving 10 and 20 wt.% NH4HCO3 increased the tensile loading of the CF/TPU by 5.6% and 7.2%, respectively in comparison with raw CF/TPU composites. The tensile load capacity of electrolytic plus silane-modified carbon fiber composites was 2198 N, about 21% higher than raw carbon/TPU. 3. The electrolytic oxidation modification involving 10 wt.% H2SO4 increased the tensile loading of the CF/TPU by 13.2%, in comparison with raw CF/TPU composites. Further, the electrolytically treated CF grafted with APTS, silane coupling agent showed an average tensile load capacity of 2528 N, about 39% higher than raw carbon/TPU. 4. The electrolytic oxidation modification involving 10, 20, and 30 wt.% NaOH increased the tensile loading of the CF/TPU by 3.3%, 15% and 6.4%, respectively, in comparison with raw CF/TPU composites. Further, when the electrolytically treated CF were grafted with APTS, a silane coupling agent, they showed an average tensile load capacity of 2230 N, about 22.3% higher than raw carbon/TPU. 5. Morphological analysis shows that the interfacial bonding between the electrolytically modified and silane coated fiber/TPU composites was much better than the raw fiber/TPU composites. 6. XPS results confirm that the atomic percentages of Carbon have been reduced, whereas the percentage of oxygen and nitrogen have increased upon electrolytic chemical treatment 7. Overall, the electrolytically modified and silane-coated composites showed enhanced load-bearing performance compared to the raw carbon/TPU composites. However, the epoxy coating on the carbon fiber has proven to exhibit much better mechanical performance than the electrolytic modification counterpart.
Footnotes
Acknowledgements
The authors are grateful to EHC Global, NSERC’s Discovery Development Grant, NSERC’s Discovery Grant, and NSERC’s Chairs in Design Engineering Program for the financial support of this research.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by this EHC Global, NSERC’s Discovery Development Grant, NSERC’s Discovery Grant, and NSERC’s Chairs in Design Engineering Program.