
Abstract
The flow of information and consequently the decision-making along the chain of mining from exploration to beneficiation typically occurs in a discontinuous fashion over long time spans. In addition, due to the uncertain nature of the knowledge about the deposit and its inherent spatial distribution of material characteristics, actual production performance in terms of produced ore grades and quantity and extraction process efficiency often deviate from expectations. Reconciliation exercises to adjust mineral resource models and planning assumptions are performed with timely lags of weeks, months or even years. With the development of modern Information and Communication Technology over the last decade, literally a flood of data about different aspects of the production process is available in a real-time manner. For example, sensor technology enables online characterisation of geochemical, mineralogical and physical material characteristics on conveyor belts or at working faces. The ability to utilise the value of this additional information and feed it back into resource block models and planning assumptions opens up new opportunities to continuously control the decisions made in production planning to increase resource recovery and process efficiency. This leads to a change in paradigm from a discontinuous to a near real-time reserve reconciliation and model updating, which calls for suitable modelling and optimisation methodologies to quantify prior knowledge in the resource model, to process and integrate information from different sensor-sources and accuracy, back propagate the gain in information into resource models and efficiently optimise operational decisions real time. This contribution introduces the concept of an integrated closed-loop framework for Real-Time Reserve management incorporating sensor-based material characterisation, geostatistical modelling under uncertainty, modern data assimilation methods for a sequential model updating and mining system simulation and optimisation. Selected aspects of the framework are demonstrated in an illustrative case study.
Introduction
Successful planning and operations management in mineral resource extraction are based on a solid understanding of the spatial distribution of ore tonnages and grades in the deposit. The knowledge about the deposit is often based on exploration data and typically captured in a digital 3D resource model. Exploration data are gathered in campaigns prior to operation, often undertaken decades ago. The sample spacing is designed to capture major features of the deposit with the anticipated level of accuracy while minimising expenditure. Although resource models are created using sophisticated geostatistical modelling techniques, such as different types of Kriging or conditional simulation (e.g. Chiles and Delfiner 2012; Maleki and Emery 2015), they can locally exhibit significant deviations from in situ resource characteristics.
Short-term production scheduling in mining operations is based on the resource model and aims to define an extraction sequence that meets short-term production targets in terms of ore tonnage produced and associated grades. The scale of short-term production targets can be as small as a train load in the order of 1000 t that is shipped to the customer, such a scale is not supported by data, gathered during exploration. The consequences can be unexpected deviations from production targets which may have significant economic impacts. Therefore, the understanding of short scale variability of ore characteristics is critical to control the operation and to meet production targets.
As demonstrated in various case studies (e.g. Benndorf 2009; Zimmer 2012; Benndorf 2013), short scale variability and uncertainty in prediction can be modelled by conditional simulation and propagated through a transfer function to assess the expected performance of a short-term mine plan. Although this methodology allows the recognition of the magnitude and frequency of potential deviations, it does not lead to an increase in knowledge, since no additional data are included in the decision-making process.
With the recent developments in Information and Communication technology over the past decade, online data capturing of production performance provides an alternative source of information. Literally a flood of data is available. Sensor technology for detecting characteristics of raw materials on a conveyor belt has been proven in industrial field tests in some operations. Documented studies refer to the application of specific sensor technologies such as near infrared (e.g. Goetz et al., 2009) or dual energy X-ray transmission (Jong et al., 2003). The application of sensors provides a high density of information on a short time scale with a reasonable precision. The example in Fig. 1 compares laboratory analyses and sensor-based measurements for coal ash content of train-car loads of approximately 100 t. The correlation coefficient of 0.93 suggests high information content of the sensor data.
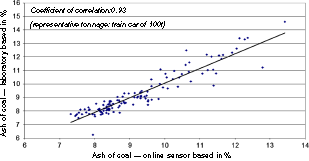
Correlation between sensor-based measurements and laboratory analysis in coal samples
To date, sensor information is mainly utilised in feed forward loops applied for downstream process control, such as supporting dispatch decisions, material sorting or blending on stockpiles (e.g. Sládková et al., 2011; Scholze and Koehler 2012). An immediate feedback of sensor information into the resource and planning assumptions to continuously increase its certainty in prediction does not occur. However, the ability to feed data back suggests a significant potential for improvement in operational efficiency. With increased certainty in predicting grades for resource blocks, the frequency of misclassification and unfavourable dispatch decisions is expected to decrease. Buxton and Benndorf (2013) quantified this value in the order of $5 Mio. per annum for an average-sized operation. A breakthrough towards a “self-learning mine” utilising all available data for real-time feedback control and process optimisation requires fast a integration and processing of data, a back-propagation of process information into the models and a real-time decision support. A similar framework was recently developed in petroleum reservoir management (Jansen et al., 2009) and demonstrated increased process efficiency in the order of 6–9%.
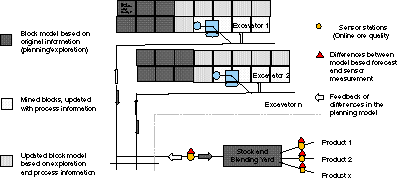
Resent research introduced specific methods allowing for the integration of production data to update mineral resource models (Benndorf 2015) and also for mine system simulation under geological uncertainty as a basis for short-term optimisation and improved production control (Shishvan and Benndorf 2014). This contribution embeds these two specific approaches in a new and more general framework for real-time reconciliation and optimisation for extractable reserves in continuous mining operations. It introduces to a closed-loop approach (Fig. 2), which feeds back sensor data into resource models and optimises operational decisions to account for information gained during production in real time. First, the concept is described and recent developments in the major pillars of the framework are documented, which are online sensor-based material characterisation, resource model updating and simulation-based optimisation for short-term planning and production control. Later, selected aspects of the framework are demonstrated in an illustrative case study.
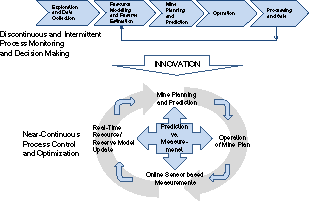
Closed-loop concept for near-continuous process control and optimisation
Moving towards real-time reserve management – a closed-loop concept
The closed-loop concept for real-time reserve management (RTRM) is defined by following steps:
Based on available exploration data, a resource model is generated and reserves are assessed as the basis for short-term mine planning and production control. This model is referred to as prior model. In general, techniques can involve geostatistical estimation as well as simulation. Short-term mine planning and operational decisions are optimised to ensure that production targets are achieved most efficiently. These optimisation tasks may be performed using mathematical optimisation techniques such as mixed integer programming (MIP) or stochastic programming, metaheuristic methods or techniques of simulation-based optimisation for more complex systems. Based on these optimised decisions and utilising the resource model, model-based expected process efficiency indicators and material characteristics can be predicted at different locations along the extraction and material handling process. When executing the mine plan, sensor-derived measurements about the process efficiency and material quality can be taken at these different locations. Differences between model-based predictions (Step 3) and actual measurements (Step 4) may result from two different causes, a resource model error and a measurement error. Modern techniques of data assimilation are used to separate the influence of these two causes and utilise this information to update the prior resource model (Step 1) for obtaining a posterior model. Go back to Step 2 and optimise short-term and operational decisions based on the updated posterior resource model.
The proposed concept of RTRM is the subject of current research and technical development. Its maturation for industrial application requires further development in three main pillars:
sensor-based material characterisation, a real-time feedback loop of sensor data for resource model updating and simulation-based optimisation for short-term production scheduling and production control.
The following three subsections provide an overview of recent developments in the areas of the three main pillars and propose algorithmic solutions and areas for future development.
Online sensor-based raw material characterisation
For real-time updating of the resource model and mine optimisation, sensor-derived data are required to identify and discriminate raw material properties such as texture, mineralogy, geochemistry and physical properties prior to and during mining. Specific sensor techniques that have the potential to be used to satisfy these requirements include laser-induced breakdown spectroscopy (LIBS) (e.g. Death et al., 2008), visible near infrared (VisNIR), short-wave infrared (SWIR) imaging for determining textures and mineralogy, X-ray fluorescence (XRF) for geochemistry and thermal, mid-wave infrared or long-wave infrared (LWIR) (e.g. Harris et al., 2010) for assessing silica content. Imaging techniques are required for size, volume and shape determination. These can contribute towards mass and density determination. Infra red (VisNir, SWIR, LWIR), XRF, RAMAN and LIBS methods require no pre-preparation of sample.
Infrared spectral techniques can be used to determine mineralogical parameters for geological material by use of different spectral ranges including VisNir (wavelength range 0.4–0.7 μm) and SWIR (wavelength range 0.7–2.6 μm). The SWIR is an important range for providing mineral identification for hydroxyl-, water- and carbonate-bearing minerals. Commercial applications are available including airborne scanners, real-time assessment of materials on conveyor belts and monitoring of material during scheduling. Technologies such as the CSIRO HyLogger suite have been developed to provide voluminous and automated point data. These systems capture infrared data from drill core or chip samples. In a static mode, hyperspectral imaging systems for logging of drill cores have been developed such as the SisuRock system by Spectral Imaging Ltd. (SPECIM) in Finland. The LWIR (wavelength range 6–14 μm) is one of the most important regions for mineralogy since direct detection and identification of rock forming silicates is possible. Hyperspectral LWIR imaging systems for mineral detection are commercially available for airborne scanners and static imagers. Applications for use in high throughput environments have not yet been developed.
LIBS can be used for the analysis of solid, liquid and gaseous samples. An analysis can be performed in a few tenths of μs simultaneously for all chemical elements whose spectral lines lie in the detected spectral range of the spectrometer. Using modern data acquisition electronics, up to 1000 LIBS measurements per second are possible (Bette et al., 2005).
Mineral characterisation using Raman is well established. However, because Raman spectroscopy is a molecular technique, it is seldom used to characterise whole rocks such as those extracted during mining. With respect to Raman spectroscopy instrumentation, commercially available state-of-the-art handheld instrumentation is designed for a specific task, which is in most cases pharmaceutical or homeland security. Although the hardware may be applicable to whole rock samples from mines, the software is not. Issues regarding resolution and optical quality in complex polymineralogical applications are not resolved.
Raman and LIBS can be combined to provide complementary detection solutions. The combination is attractive for remote mineralogical characterisation and has been increasingly studied by NASA and ESA for lunar and Mars exploration (e.g. Sharma et al., 2003; Escudero-Sanz et al., 2008). LIBS shows high sensitivity in detecting cations and trace elements but is less sensitive in detecting anions. Raman can identify the anion groups in the crystals and crystal forms from Raman active lattice modes (Sharma et al., 2007). LIBS/RAMAN combinations also have potential for the mapping of heterogeneous minerals (Hoehse et al., 2009). But there is a technology gap between the highly portable systems designed for space exploration, which are excessively expensive and highly overspecified for applications in a terrestrial industrial scenario and the current state-of-the-art bulky laboratory systems. A portable combined Raman and LIBS system for high throughput mining applications does not currently exist but is clearly required for practical measurements in an operational environment.
For all sensor types, imaging techniques may be required for size, volume and shape determination. These will contribute towards mass and density determination. Sensor resolution and the ability to discriminate differ for each of the different sensor types. Different sensor types generate different data outputs in terms of response, precision, accuracy and format. One specific sensor cannot satisfy all requirements.
There is no current application that integrates combinations of these sensors for comprehensive material characterisation and discrimination in a highly variable and large throughput environment. Current research and development activities of such technology will enable real-time feedback loops for resource updating.
Real-time feedback loop for resource model updating
This part of the RTRM is designed as a back-propagation of process information into the resource model. To account for different data originating from different sources with a different data quality, density and support, the currently used methods in geostatistical modelling and data fusion have to be extended. Different data, e.g. from exploration holes and laboratory analysis, online responses of sensors, GPS measurements of actually mined raw material or geodetic survey data have to be integrated consistently to update the resource model in a Bayesian fashion. In addition, the material characterised at sensor locations may represent a blend of materials originating from multiple phases and locations of extraction. In order to feed back the sensor information, the influence of material originating from each extraction face has to be separated.
To solve these challenges, multiple solutions are possible. This contribution proposes a modification of Kalman filter techniques. These are designed to sequentially estimate the system states, in this case, the local grades at excavation locations, recursively on the basis of noisy measured input data. Kalman (1960) introduced a method in the context of system and control theory describing a recursive solution to estimate the state of a stochastic process Zt+1 at time t + 1 based on a prior model of the state
To update a spatial resource model, the system state is put in a spatial context and represents the block model estimate
The idea is to update the resource model, denoted with 
Matrix 
An interpretation of equation (2) reveals the integrative character of the Kalman gain. The first term is the inverse of two error sources: (a) the model prediction error, represented by the covariance matrix of the prior resource model if the model error is large and the measurement error small, the Kalman gain if the model error is small and the measurement error large, the Kalman gain  , which is propagated through the mining system by the design matrix
, which is propagated through the mining system by the design matrix  . The second term represents again the error source of the model-based prediction. A comparison of potential magnitudes of the two error terms reveals that:
. The second term represents again the error source of the model-based prediction. A comparison of potential magnitudes of the two error terms reveals that:
It is intuitive that with the integration of sensor data, the prediction uncertainty in the resource model decreases. This is not only the case for resource blocks, which are currently excavated but as well for adjacent blocks to be excavated, because these are spatially correlated. It can be shown that the improvement in model prediction can be quantified by

where  is the updated posterior model covariance matrix, which is by definition smaller than the prior model covariance matrix
is the updated posterior model covariance matrix, which is by definition smaller than the prior model covariance matrix
Due to the storage and propagation of the error covariance matrix, Kalman filter-based approaches suffer from computational efficiency especially when applied to large systems. To handle large problems with potential nonlinear dynamics, the ensemble Kalman filter (EnKF) offers a solution (Evensen 2003). Instead of propagating the covariance matrix in time using equation (3), a finite set of so-called ensemble members is generated, representing realisations z(
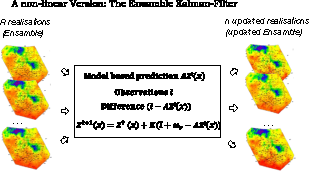
The concept of the ensemble Kalman Filter (reproduced after Evensen 2003)
Instead of storing the complete covariance matrix 
Note that in order to maintain the variance and covariance structure of the ensemble members, the observations have to be treated as random variables. For this reason, an error
Simulation-based optimisation for short-term and operative decisions
The updated model will lead to possibly new decisions in short-term operation management such as production sequencing, digging capacity control or stockpile management. Methods of mathematical programming, such as Dynamic Programming or MIP, are well acknowledged in the field of mine planning optimisation (e.g. Dowd and Elvan 1987; Ramazan and Dimitrakopoulos 2004). Recent research was successfully performed to integrate geological uncertainty (e.g. Dimitrakopoulos and Ramazan 2008; Benndorf and Dimitrakopoulos 2013; Ramazan and Dimitrakopoulos 2013) leading to an increase of up to 24% in NPV while reducing the risk of not achieving production targets. Jewbaly (in Dimitrakopoulos and Jewbali 2013) introduced a short-term production scheduling optimisation based on geological uncertainty and updateable models and demonstrates the benefit in the Australian gold mining industry. The previous mentioned applications are small or moderate in size. Short-term production scheduling in large open pit mines represents a problem, which is typically complex and involves many interdependencies.
Most of the mathematical programming approaches are limited by the amount of decision variables, as applications become large and suffer from reduced computational efficiency. The use of metaheuristics, such as simulated annealing or ant colony optimisation, has been documented for solving large mine planning problems (e.g. Dimitrakopoulos 2011; Lamghari and Dimitrakopoulos 2012; Shishvan and Sattervand 2014). Most applications express the objective function in a closed form as a function of decision variables. Short-term mine planning and production control of continuous mining systems, with all possible decisions, constraints and its interrelation may be too complex to express in a closed form.
In leading manufacturing process industries, such as aerospace, chemical industry or petroleum engineering, the simulation approach is applied to support making expensive decisions and optimisation during design and operation of processes (e.g. Young Jung et al., 2004; Schulze-Riegert and Shawket 2007; Subramaniam and Gosavi 2007). Simulation-based optimisation methods (Fig. 4), such as response surface methods or learning automata search, have been proven to result in near optimal solutions for decision problems and are especially applicable for scheduling complex and computationally large systems (Gosavi 2003), such as continuous mining operations. The concept of simulation-based optimisation is shown in Fig. 4. Using general system simulation techniques, the objective value J of a complex objective function can be evaluated for a given set of decision variables. Utilising response surface methods, the objective value can be mapped as a function of decision variables, even if not all possible combinations are tested. The efficient exploration of combinations of decision variables can be supported by stochastic gradient descent methods. The maximum of the resulting response surface of the objective values leads to optimal decision variables. Salama et al. (2014) used a combination of discrete event simulation and MIP as a tool to improve decision-making in underground mining. The proposed method uses the simulation approach to evaluate the operating costs of a set of different haulage system scenarios and obtained the cash flows for input into the MIP model.
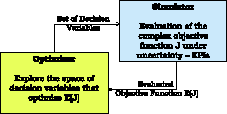
The concept of simulation-based optimisation
Stochastic process simulation, whether discrete, continuous or combined (Kelton and Law 2000), provides a powerful tool for measuring performance indicators summarised in an objective function of complex systems. In essence, the simulator assesses a complex objective function J. Requirements for successful simulation modelling, advantages and disadvantages of simulation as well as pitfalls for mining-related application in two case studies were presented by Hall (2000). The results showed that simulation can be a powerful tool for the mining engineer. When used in proper applications, it is able to provide insights into complex system behaviour. Baafi and Ataeepour (1996) and Askara-Nasab et al. (2012) used discrete event simulation to investigate a truck-shovel system of discontinuous open pit mines. The process simulation method is used to optimise the truck fleet size for the system. For short-term mine planning, (Shishvan and Benndorf 2014) presented for the first time a simulation-based approach for continuous mining applications integrating geological uncertainty. The objective is to evaluate the performance in terms of producing the target quantity and quality in a large open pit coal operation and assess the efficiency for alternative production schedules. Different sets of decision variables are tested, including a shift schedule, block sequencing and defined production rates. Results demonstrated the stochastic approach provides the mine planning engineer with a valuable tool to foresee critical situations affecting the continuous supply of raw material to the customers and system performance. Comparing the outcome of different sets of decisions provides a tool for improved decision-making.
Further work is required to extend current applications to continuous production control variables such as effective digging rates and include the short-term sequencing problem in the optimisation phase.
An illustrative example for model updating
The subsequent example investigates the performance of the proposed updating methodology for different mining system configurations and sensor precisions. For deeper insights into the continuous mine system simulation for short-term planning and decision control under geological uncertainty, the reader is referred to Shishvan and Benndorf (2014). Here, an artificial test case is presented, which is built around the well-known and fully understood Walker Lake data set (Isaaks and Srivastava 1989). The data set (Fig. 5) is interpreted as a quality parameter of a coal deposit, e.g. as calorific value. It is sampled irregularly at a spacing corresponding to an average of two resource block lengths. The blocks were defined with a dimension of 16 m × 16 m × 10 m. The block variogram is given with a spherical structure, range 50 m, nugget effect 0.4 and sill 0.6.
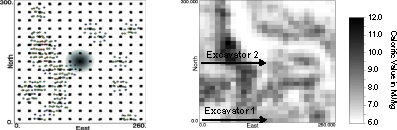
Set-up for illustrative case study
With an assumed density of 2 t/m3, one mining block represents a tonnage of 5.120 t. Ordinary Kriging was used to generate a resource block model and the prior error covariance matrix, Generalised Sequential Gaussian Simulation was used to derive the realisations or ensemble members for the EnKF application. For simplicity, no dilution and losses were applied. The resulting block model (Fig. 5) was used as the prior model.
Without loss of generality, the artificial block model will be mined with a continuous mining system, which consists initially of two bucket-wheel excavators positioned at separate benches (Fig. 6). Figure 5 shows the extraction sequence for the case of two excavators. Different digging rates were applied: Excavator one mines at a rate of 500 t/h and excavator two at 1.000 t/h. The material is discharged on belt-conveyors positioned on the benches, which are combined to one material flow at the central mass distribution point. The belt speed is assumed to be constant at 6 m/s.
Continuous mining system used in illustrative test case
The combined material flow of both excavators is scanned by a sensor positioned above a central conveyor feeding the stock and blending yard. Since no real sensor data are available, virtual sensor data were generated. The artificial sensor data represent a 10-min moving average (corresponding to about 250 t production) and are composed of three components. Component one is the true block grade taken from the exhaustively known data set. Component two captures the volume variance relationship and corrects the smaller sensor-measurement support of 250 t to the mining block support of 5120 t by adding the corresponding dispersion variance. The third component mimics the precision of the sensor. For this case study, the relative sensor error is varied between 1, 5 and 10%.
Evaluation measures
The performance of the proposed Kalman Filter approach will be evaluated using two measures. The first measure is the mean square difference or mean square error (MSE) related to the true block value. Here, the difference between estimated block value zt+1(
As second measure, the theoretical block variance BV is used, which can be calculated using equation (3) for the Kalman filter and for the ensemble Kalman filter empirically based on the updated ensemble members.
Results and discussion
To evaluate the performance for different system configurations and different sensor precisions, following cases were investigated:
operating only one excavator using KF (Case A), operating two excavators simultaneously using KF and EnKF (Case B) and operating three excavators simultaneously using KF (Case C).
Table 1 summarises the parameters used in this example. In order to guarantee linear independency of rows in the production matrix
Equipment parameter and model approach used

Figures 7–9s summarise the results for applying the Kalman Filter to the Cases A, B and C. Figure 10 shows the results the ensemble Kalman filter applied to Case B. Each figure shows both measures, the MSE and BV, which are separately calculated for already mined blocks, blocks, directly adjacent to the mined blocks and blocks, which are two block lengths away from mined blocks.
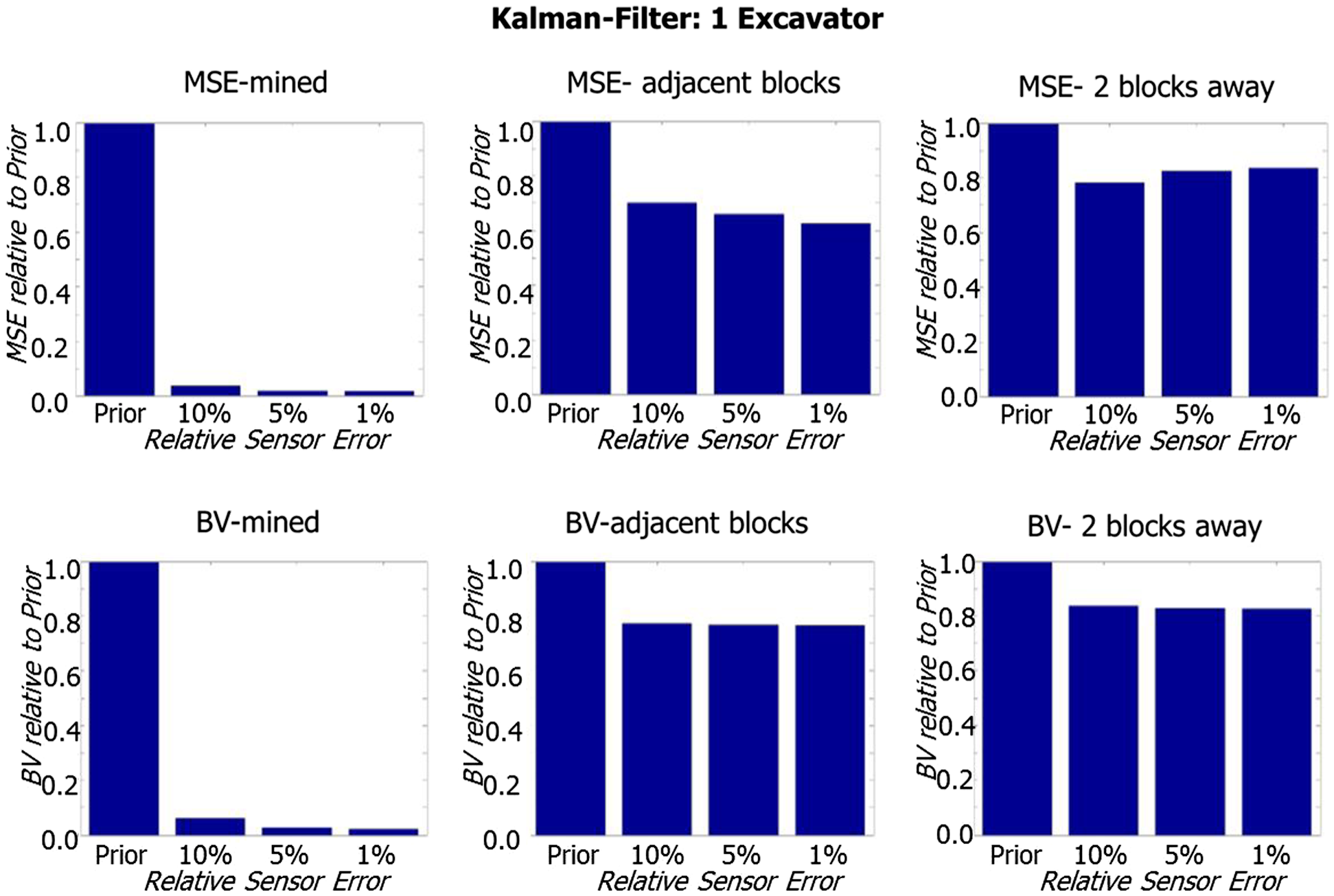
Performance of the KF for updating the resource model in case A
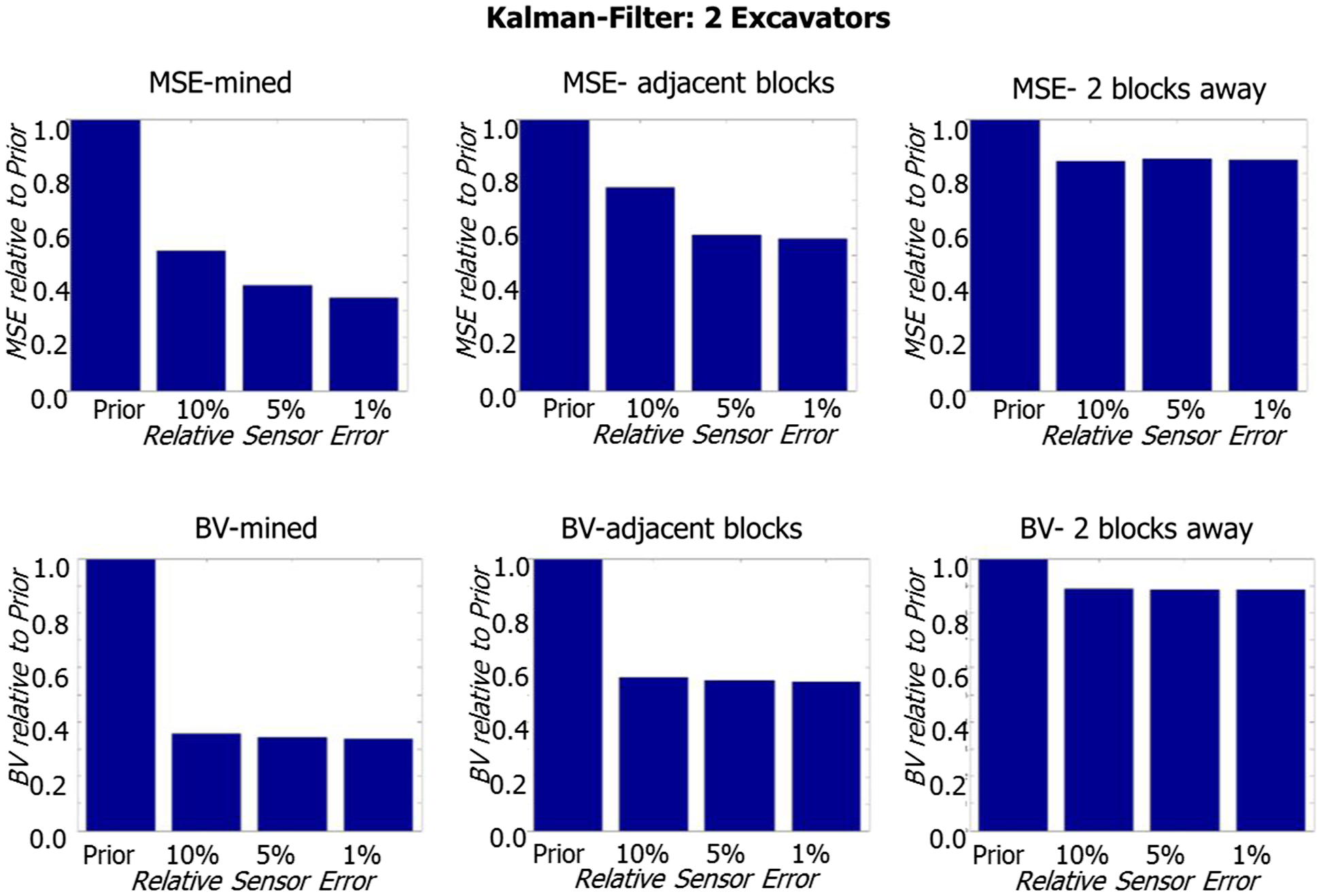
Performance of the KF for updating the resource model in case B
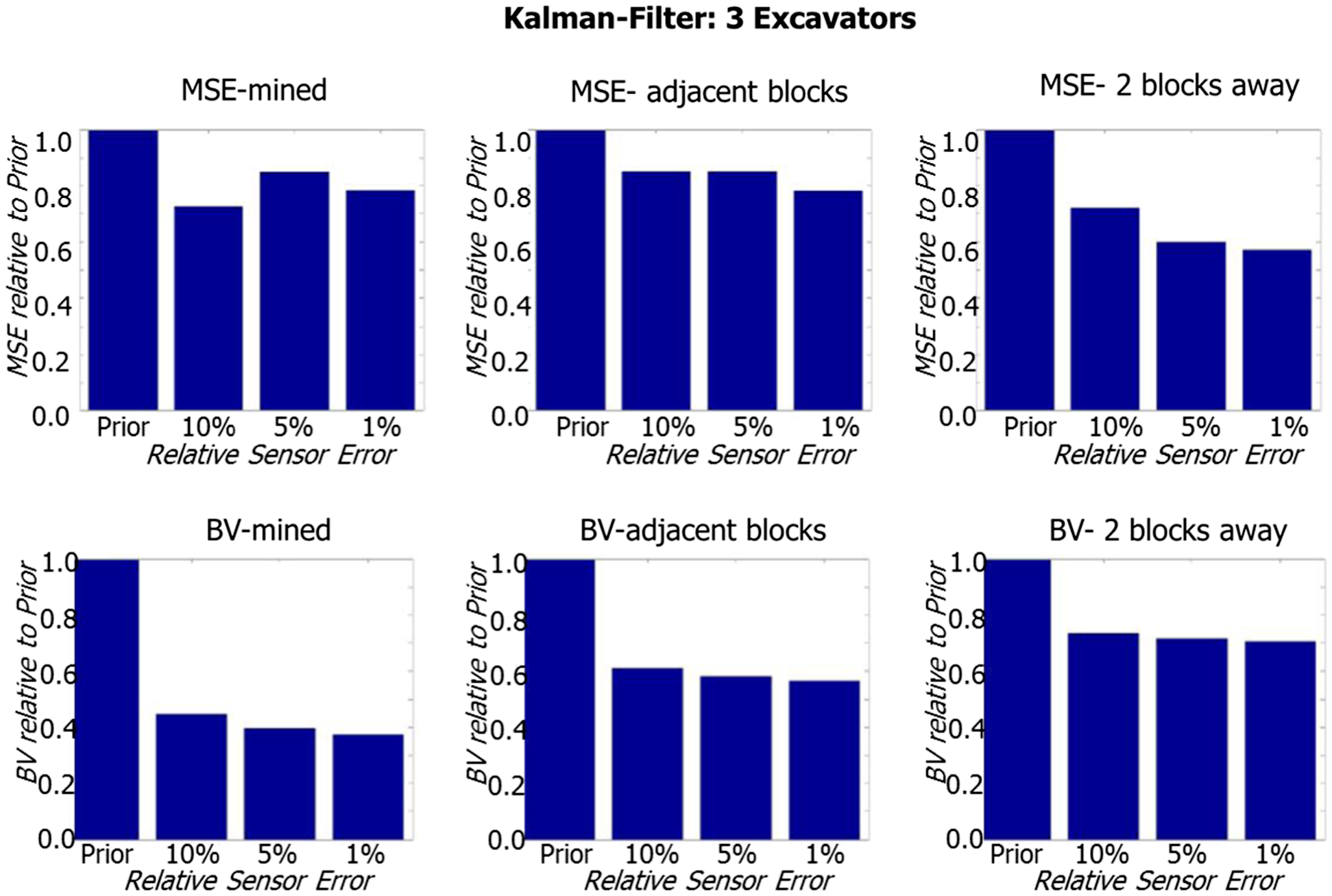
Performance of the KF for updating the resource model in case C
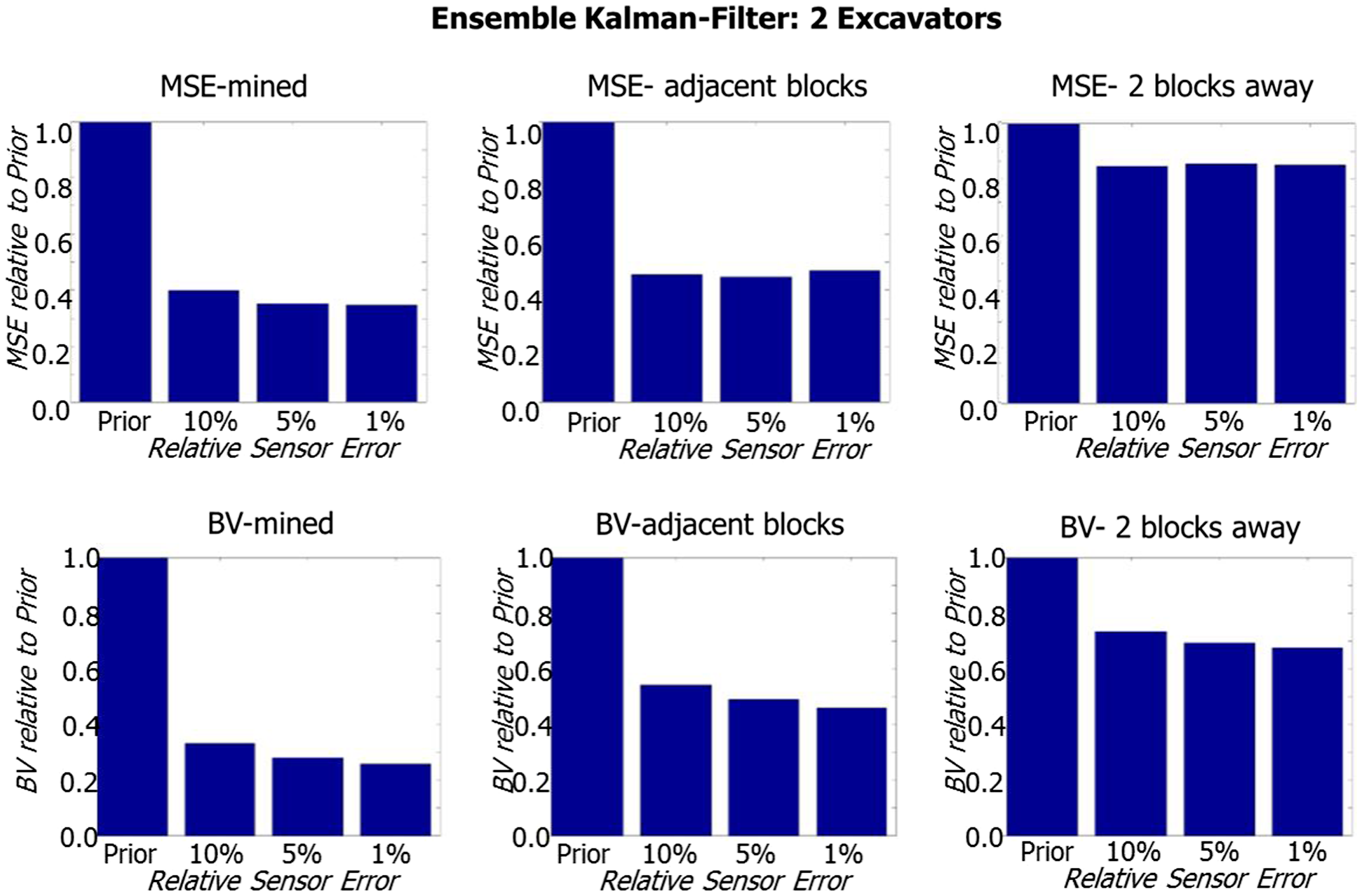
Performance of the EnKF for updating the resource model in case B
Figure 7 clearly demonstrates the ability of the Kalman filter-based approach to decrease the uncertainty of predicting block values by updating based on sensor data. Considering the MSE, the following observations can be made:
For mined blocks, the uncertainty almost vanishes. This is expected because in the case of one excavator, the sensor measurements can be unambiguously tracked back to the source block. Residual uncertainties remain due to the sensor precision. Adjacent blocks are updated resulting in a significant improvement compared to the prior model. For high precision sensors, this improvement leads to an about 40% decrease of the MSE. This improvement is due to the positive covariance between two adjacent blocks. In addition, the sensor clearly influences the result. Blocks in the second next row are still updated. Due to the larger distance and the corresponding smaller covariance, the effect is less obvious compared to directly adjacent blocks. It is, however, still significant.
The comparison between the empirical error measure MSE and the theoretical error measure BV reveals that the theoretical error measure reflects realistically the true error. Observed BVs are quantitatively very similar to the MSE. Slight differences occur and are mainly due to the limited amount of blocks tested.
Figures 8 and 9 show the increased difficulty of the filter to track back differences between sensor measurements and model-based predictions for combined material flow to the source blocks. The MSE and BV for mined blocks do not vanish completely; the remaining uncertainty can be interpreted as the limit of the filter for this specific application. It is expected that with increased sensor sampling, for example every 2 or 5 min instead of 10 min, the performance can be improved. Nevertheless, there is still a significant improvement in prediction for directly adjacent blocks and the next row of blocks. Again, MSE and BV behave similarly. Differences are due to local anomalies of grades in the tested blocks and locally varying sample data configuration (Fig. 5).
Figure 10 shows the example of the EnKF applied to case B. Results are very similar to Fig. 8 and demonstrate the validity of using the EnKF. Due to the limited problem size, observations concerning computational efficiency cannot be regarded as representative.
Results demonstrate a significant level of improvement by incorporating sensor data, in this case about 15–40% relative compared to solely relying on exploration data. This improvement could be interpreted as magnitude of frequency reduction of being out of spec for delivery coal to customers. The significant positive economic impact is obvious.
Conclusions, value of RTRM and future outlook
The ability to incorporate online sensor data, derived during the production process, into resource models combined with a subsequent near real-time optimisation of short-term or operational decisions promises a large potential for efficiency improvement in any type of mining operation. This is especially the case when the variability of grades or quality parameters inherent in the deposit is medium to large. The economic effect of such an RTRM and mining process control can be quantified by a profit function J, which was adapted from (Engell 2007)
The first term is the loss due to the difference d i between actual and expected production targets, if decision variables uprior are fixed at their values based on the prior resource model. The second term represents the difference between actual production targets achieved and the potential optimum resulting from an optimal adaptation of the decision variables uopt to the real conditions. The third term represents the compensation, which is achieved by model updating and improved production decisions uposterior. It represents the residual uncertainty. This equation offers the means to evaluate, if real-time optimisation is of any value. For example, if the first term in (6) is much larger (in absolute value) than the second term, or if all terms are relatively small, then a variation of decision variables offers no advantage. This can be the case at highly varying grades, where an adaption to real-time data corresponds to the adaption of noise. Real-time control aims to decrease the third term and should be designed at a timely resolution to decrease this difference to an anticipated level.
The presented framework of RTRM is a concept, which is currently further developed from a level of experimental proof of concept to a level of system prototype demonstration in an operational environment to prove industrial viability. The particular focus lies on the maturation of sensor technologies, overcoming limits of the feedback algorithms in terms of convergence as function of system complexity and available data. In addition to grades or quality parameters, efficiency and recovery influencing parameters can also be integrated in the resource model, e.g. using GPS sensors and energy consumption recordings at excavators. This will require efficient data fusion algorithms. Simulation-based optimisation techniques will be developed further for efficient real-time optimisation of mine production control variables as new data become available.
With an implemented framework, further questions can be answered, such as “What is an efficient monitoring network for the system?” or “What implications does the knowledge gained have on the long-term planning and necessary level of exploration?” In particular, the last question is interesting as it investigates the utilisation of additional sensor data for mine planning and suggests that the level of “traditional” exploration may be decreased in future. New exploration strategies for a “self-learning-mine” have to be developed that incorporate the time effect of available information and maximise the use of it.
In the Resource Engineering Section at the University of Technology in Delft, the Netherlands, current research projects are underway to mature this framework.