
Abstract
Contact resistances play a major role in Joule heating systems. Identifying contact resistances provides a better understanding of the heating process and increases the accuracy of the process models. In this study, contact resistances of the Joule heating section in a powder-epoxy-based towpregging line were explored. For different process parameters, such as production speed, tension, and temperature, contact resistances occurring between metal roller electrodes and dry carbon fibre tows (i.e. without powder-epoxy) were measured to gain an insight into the heating process. Moreover, the effect of contact resistance heating on the temperature profile of the carbon fibre tows was determined with an infrared thermal camera. A simplified finite element model was developed to calculate the temperature distribution onthe carbon fibre tow, which showed a good agreement with the experimental data. Results suggest that contact resistances in the towpregging line were significant and contact resistance heating changed the heating profile.
Introduction
Current passing through electrically conductive fibres generates heat due to the resistance of the fibres, which is known as the Joule effect. Joule heating, or resistive heating, is a practical heating technique used in the composite industry, and can be used as a heating method in curing [1-7] or self-healing [8-11] applications. When compared to conventional heating systems (infrared, induction, convection oven, etc.), the heating efficiency of Joule heating systems is excellent, as the energy losses are minimal due to the intrinsic origin of Joule heating, coming from within the fibres. This advantage leads to significant power consumption reduction, compared to other power sources such as oven heating and autoclave [12]. Mas et al. [3] demonstrated the substantial difference in the power requirements of Joule heating and oven heating for carbon nanotube (CNT) based polymer composites (up to 99.5% reduction compared to oven heating). For the same material volume, the oven operated at 800 W, while the Joule heating set-up only consumed a power of 4 W for the curing of CNT-based composite. Furthermore, since the heat loss is minimal and heat generation takes place in the fibres, Joule heating is rapid and uniform; with high temperatures (>100°C) being achieved within seconds [13].
The composite and electrode interface has a pivotal role in Joule heating systems. While carbon fibres are electrically conductive, the polymer matrix is not, therefore the contact between the composite and the electrode surface is discontinuous. Furthermore, micron-size asperities on the electrode surface aggravate the contact resistances at the interface, which constrict the current flow to the so-called ‘a-spots’ (Figure 1) [14]. Localised heat generation is observed at the interfaces due to the contact resistances.
Constrained current flow due to the contact resistances, inspired by Hamedi and Atashparva [33].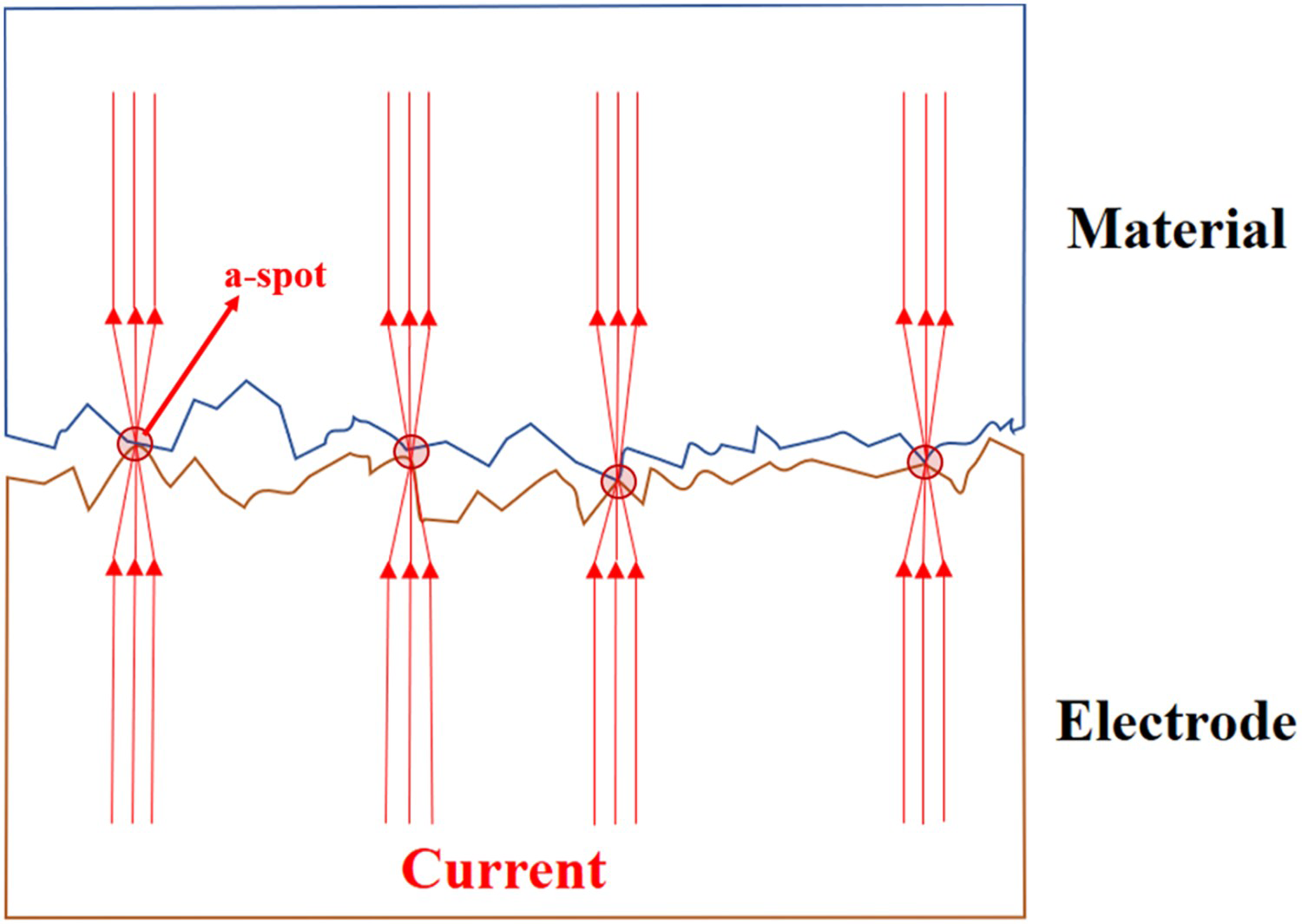
The contact resistance heating term [15, 16] is used to define the heat generation by the contact resistances at the electrode–material interfaces. Depending on the electrode type, contact resistance heating can be significant, especially when current is supplied over a prolonged duration [15]. Contact resistance is a complex phenomenon, reducing the Joule heating efficiency and creating thermal gradients, and is influenced by a variety of different parameters, including actual contact area, applied pressure, and surface roughness. Kwok and Hahn [9] investigated various electrode types for a Joule heating system used on a carbon fibre-based composite, and quantified contact resistance values for different electrode-composite couplings. They illustrated that the contact resistance values can be surprisingly dissimilar depending on the electrode. For the same material, the large contact intermediate electrode, which clamps a conductive rubber pad to the material to increase the contact area, had a contact resistance value of 0.788 Ω, while it was 24.78 Ω when the alligator clips are attached to the bare composite (no intermediate electrodes). It was also observed that contact resistances lead to spikes in the temperature field, creating non-uniformity in the heating zone. Similar thermal gradients due to the non-uniform temperature profile caused by contact resistances were reported by Zantout and Zhupanska [14] with the help of a numerical model validated by experimental data. The contact resistance of the composite/electrode interfaces can also be reduced by improving the contact between the conductive fibres and electrode surface, such as sanding the composite surface to expose carbon fibres [17].
Recently, a powder-epoxy-based towpregging line has been developed by Robert et al. [18]. The towpregging line deposits powder-epoxy on carbon fibre tows, melts the powder-epoxy using Joule heating, and then consolidates molten powder-epoxy within the carbon fibre tow to produce semi-impregnated towpregs. This can be achieved due to the advantages of powder-epoxy, such as separated melting/curing temperatures and low resin viscosity [19, 20]. A detailed description of the system was given in [18, 21]. The use of Joule heating within the towpregging line necessitates the identification of contact resistances in the system. In doing so, the overall heating process can be better understood, as the non-uniformities and thermal gradient of the heating affect the powder melting characteristics. Furthermore, measuring the contact resistance values provides valuable input for process models of the towpregging line, which are in development concurrently, and will help to increase the model accuracy.
In this study, the contact resistance phenomenon of the Joule heating system of the powder-epoxy-based towpregging line is explored. For different process parameters of towpreg production, contact resistance values are measured with an experimental system to assess the significance of contact resistances and contact resistance heating in the production. As an initial step in order to reduce complexity, powder-epoxy was not deposited on the carbon fibre tows during the contact resistance tests presented in this paper.
Towpregging line and Joule heating system
Robert et al. [18] developed a powder-epoxy-based towpregging line that is capable of producing low-cost, high-quality versatile towpregs for automated fibre placement (AFP) or filament winding applications. Towpreg production takes place in the following steps, as shown in Figure 2(a):
Carbon fibre tows are pulled through a series of rollers. Powder-epoxy is deposited on the carbon fibre tow using electrostatic spray. Joule heating is used to heat the tow and melt the powder-epoxy. Melting of the powder starts around 40°C. Molten powder-epoxy consolidates and the towpreg is collected. Overview of (a) towpreg production (b) Joule heating section of the towpregging line.
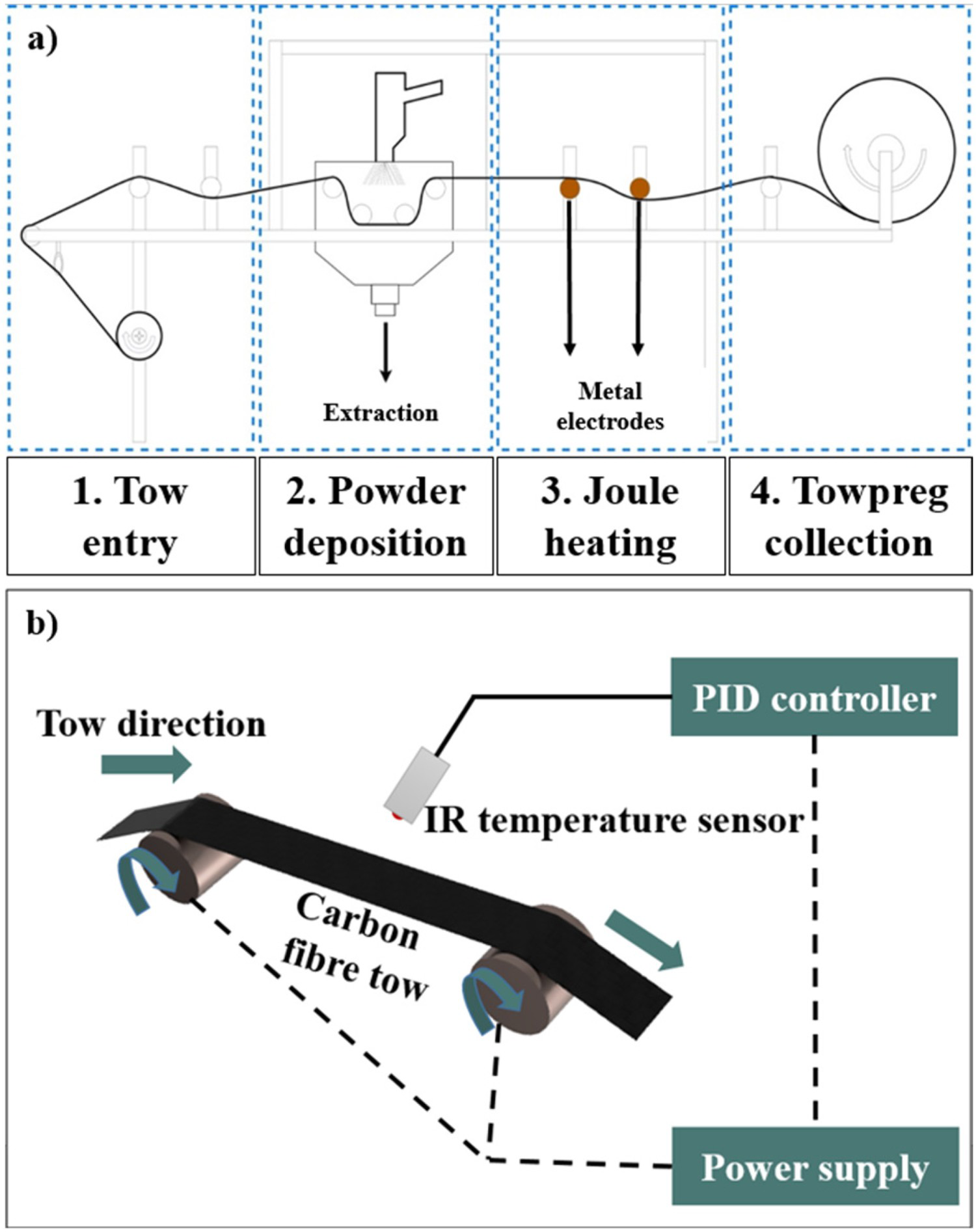
The towpregging line consists of different sensors and equipment to monitor and control the production process. PID controllers are used to adjust the tension of the tow, the speed of the production, and the temperature of the tow. A constant current (0–2 A, depending on the target temperature) is supplied via a power supply between two rotating metal roller electrodes in the Joule heating section as the tow travels during production, as shown in Figure 2(b). Owing to the electrically conductive nature of carbon fibre, heat is produced from the current passing through the carbon fibre tow, melting the powder-epoxy. IR temperatures constantly monitor the temperature of the tow and send data to the PID controller, which controls the power supply providing the current to the roller electrodes. According to the IR readings, the PID controller regulates the voltage supplied to reach the desired tow temperature. The temperature of the tow increases rapidly when electrical current is introduced into the Joule heating system, reaching 100°C in under 3 s, as illustrated in Figure 3.
Change of maximum temperature of the moving tow when the current is supplied.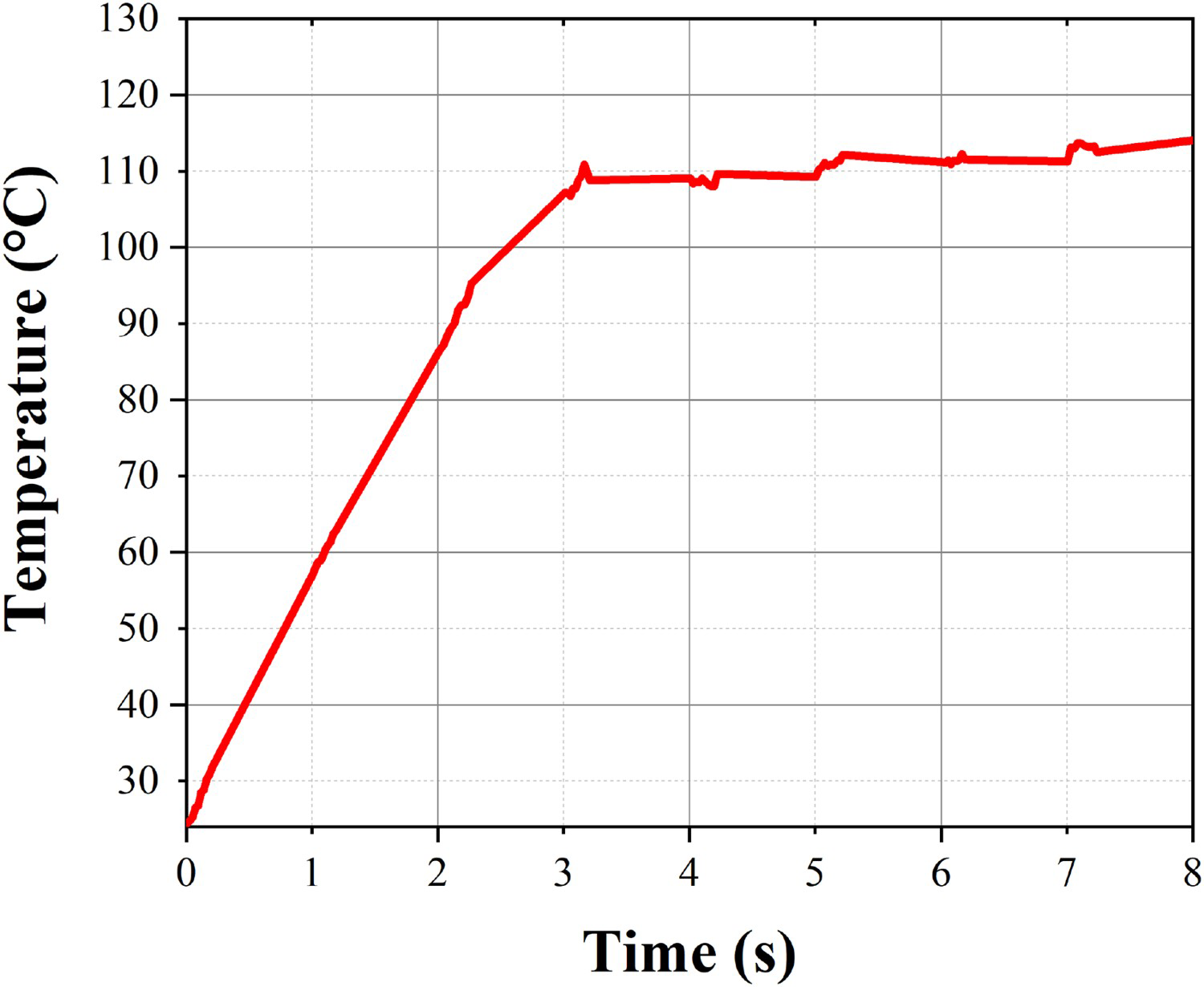
As a result of the heat produced from the Joule heating, powder-epoxy deposited on the carbon fibre melts and impregnates into the tow, creating the towpreg, as shown in Figure 4. Note that this study focuses on the contact resistance heating of dry carbon fibre tows, however, the production of towpreg with powder-epoxy is shown here to illustrate the powder melting process. The fibre volume fraction of the towpregs can be controlled within the towpregging line system by managing the process parameters, such as varying the production speed or changing electrostatic spraying settings.
Top view of the Joule heating system. Powder-epoxy on the carbon fibre tow melts when an electric current is supplied.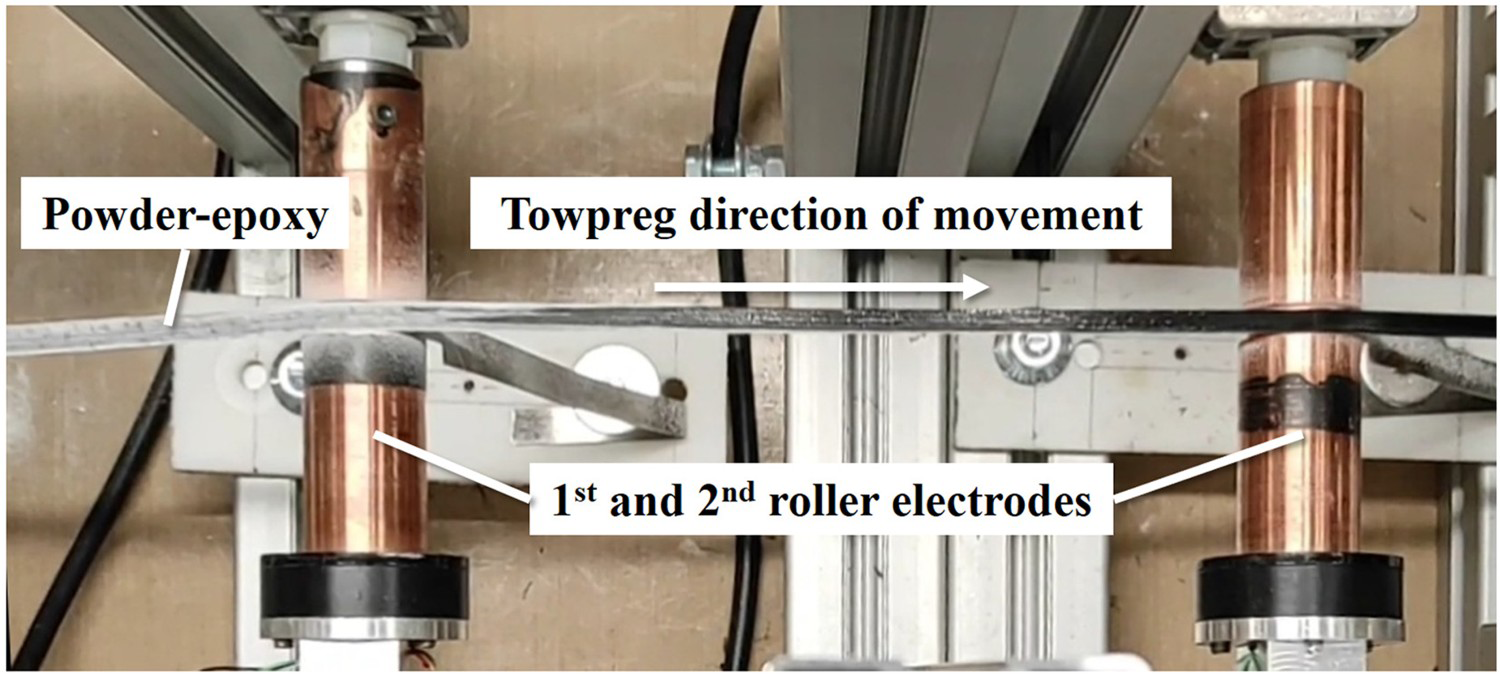
Toray T700S-24K-50C carbon fibre tow was used because of its mechanical properties [22]. The sizing weight per centage was 1%, and the tow had approximately 24,000 carbon fibre filaments. The roller electrodes were made of conductive PTFE coated stainless steel, which were electrified by the slip-rings fitted inside. According to the coating company (PTFE Applied Coatings Co.), the conductive PTFE coating was 50 microns thick, with a roughness within micrometre range. Typically, electrical conductivity is attained to the PTFE coatings with the use of anti-static additives. Usual volume resistivity values are for such coatings in the range of 7–10 ohm.cm [23, 24]. Conductive PTFE coating was used because, during normal operation of the towpregging line, it prevents powder and fibre build-up on the surfaces. Note, however, that the experiments in this study focused on dry carbon fibre tows (i.e. powder was absent). A FLIR A655SC Infrared thermal camera was used to capture temperature distribution in the carbon fibre tow.
Contact resistance measurements
In the regions where the roller electrodes contact carbon fibre tows, contact resistances are present due to the imperfect contact between the electrode surface and carbon fibre tow. Because of these contact resistances, the electric current is constricted and can only be conducted through conducting spots [15]. Heat is generated at the contact interfaces due to the contact resistances. In Joule heating systems, contact resistance heating can be substantial and needs to be taken into account.
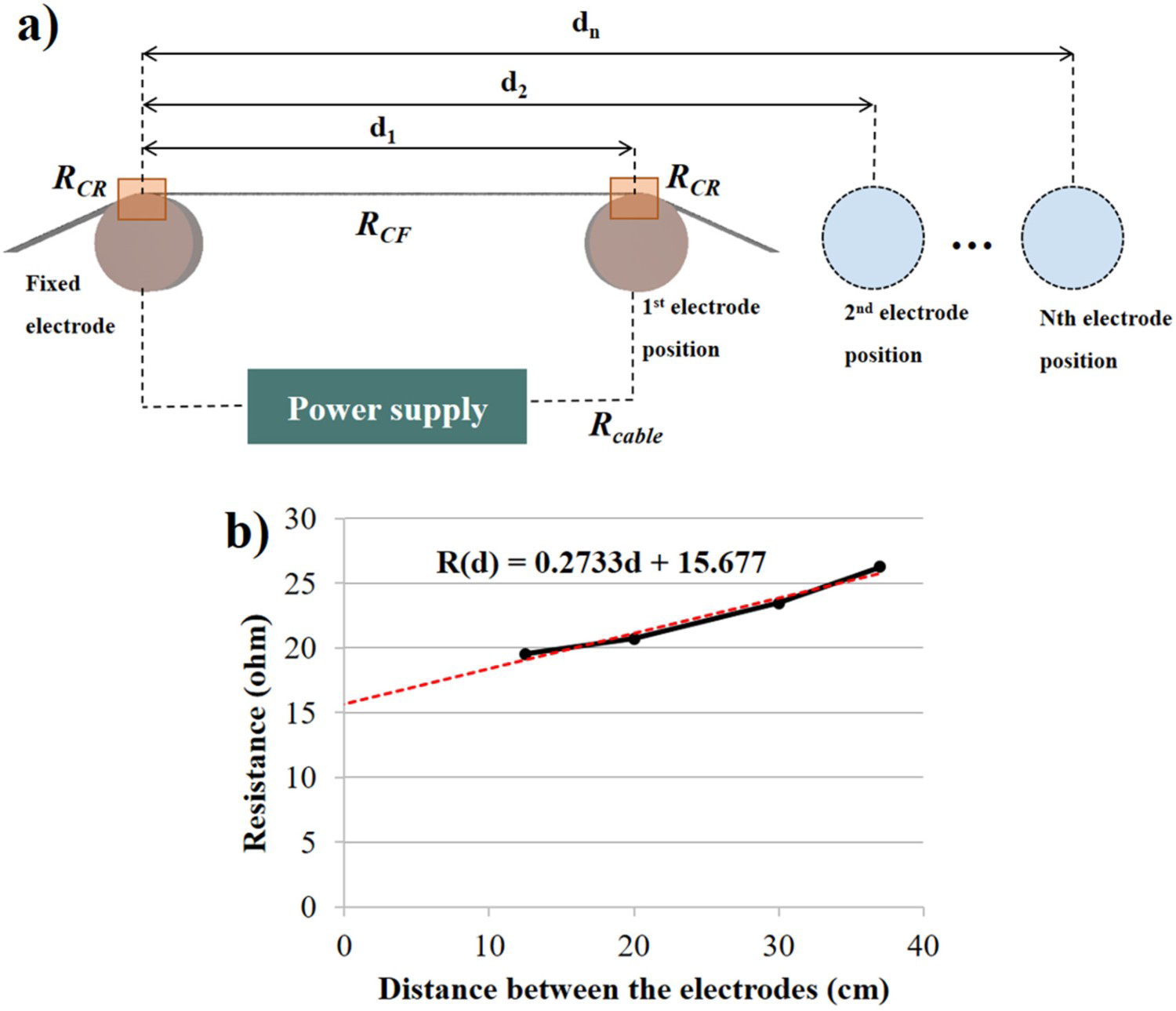
In the towpregging line system, carbon fibre tow travelled over the roller electrodes and the current was transferred through the contact regions. The total resistance of the system can be defined as:
(a) The methodology used to measure the contact resistance of the Joule heating system and (b) sample dataset for linear regression.

Contact resistance values
In most Joule heating systems of composite materials, electrodes and the composite material are stationary [1, 2, 4, 5, 26-30]. In these systems, contact resistances can be reduced by improving the contact interface, such as sanding the electrode/composite surfaces [9] or applying silver paste [5, 26, 30]. However, the towpregging line is a dynamic system with rotating roller electrodes and moving carbon fibre tow, which was designed to have high production speeds (up to 30 m min−1). As the carbon fibre tow and roller electrodes are in constant motion, it is difficult to achieve the same level of contact that is possible with stationary Joule heating systems using the aforementioned improvements. Therefore, the measured contact resistance values were higher in the towpregging line (ranging between 10–20 Ω) than similar Joule heating systems which use methods to improve the interfaces. Kwok and Hahn [9] demonstrated that the electrode type is crucial for good contact in Joule heating systems, they found that resistivities between 0.788 and 32.59 Ω were possible depending on the electrode type.
Figure 6 compares the values of contact resistances for different electrode types reported in [9] and the measured values for the Joule heating section of the towpregging line at 5 m min−1 production speed and 20 N tension. From this comparison, it can be inferred that the tow/electrode coupling was inferior to the systems which used additional elements (silver paint, clamps, etc.) to abate contact resistances. Nevertheless, it exhibited lower values than simpler systems such as double-sided carbon tape or alligator clips.
Comparison of contact resistances measured in the towpregging line (at 5 m min−1 production speed and 20 N tension) and different electrode types reported by Kwok and Hahn [9].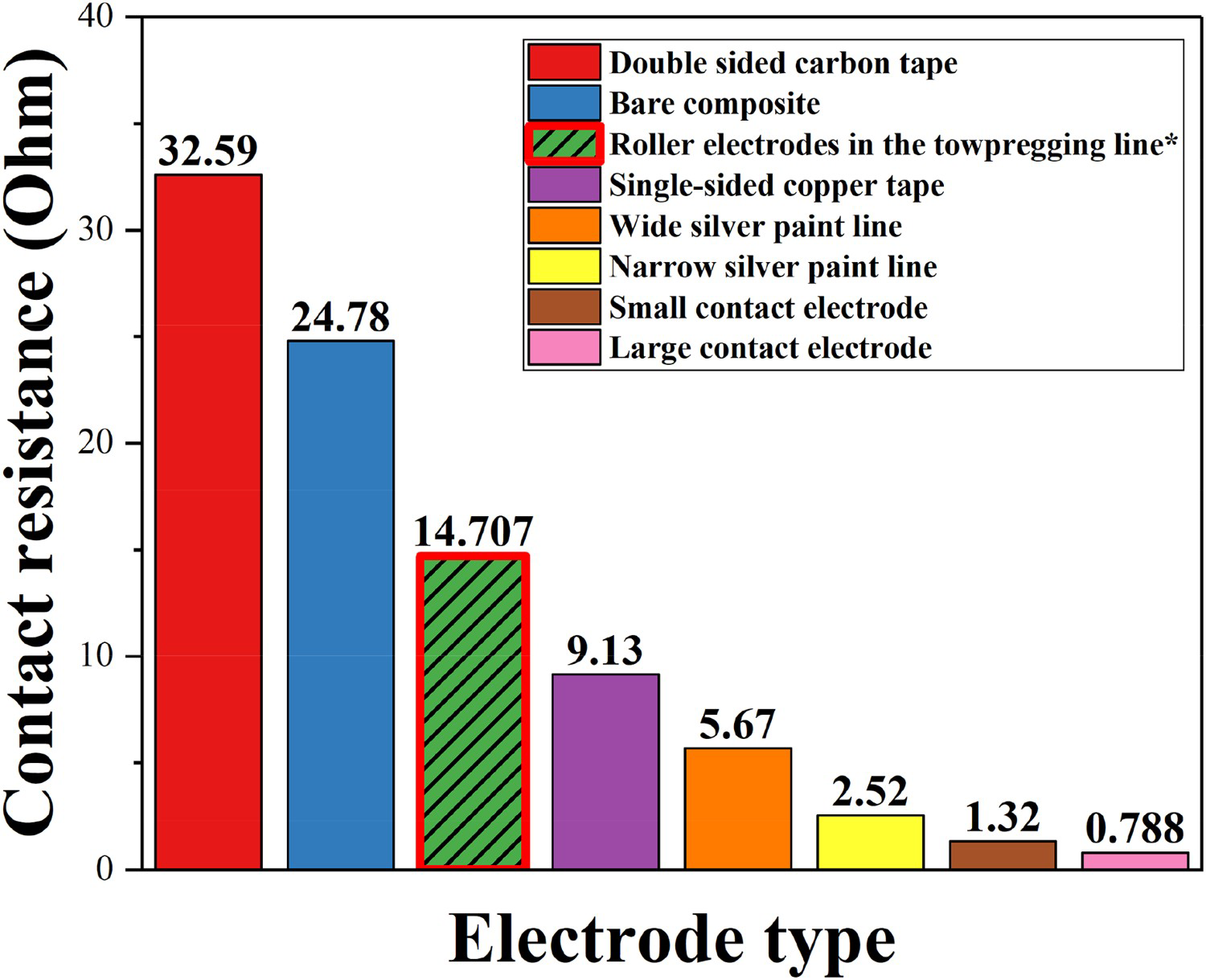
The contact between the carbon fibre tow and the roller electrodes in the towpregging line is inherently imperfect, as the carbon fibre travels rapidly in the line during the production. Depending on the production speed, the contact time between the carbon fibre tow and roller electrodes occurs in only a fraction of a second. Moreover, the portion of the tow that is in contact with the rollers changes constantly, and the packing of filaments rearranges, leading to the changes in the contact area.
There is a significant relationship between the contact resistances and the contact area of the interfaces. Mulvihill et al. [31] demonstrated that the real contact area between the carbon fibre tows and a flat tool can be significantly lower than the nominal area. They reported that the real contact area of carbon fibre tow on a flat tool could be as low as 0.4% of the nominal contact area. Furthermore, they concluded that highly sized carbon fibre tow T700SC-12K-50C (1% sizing), which is the same material used in this study except for the filament count, made less contact than lightly sized (0.3% sizing) tow. This was because a higher sizing ratio caused greater cohesion between fibres, which, consequently, led to stiffer tows. Thus, it can be inferred that the primary reason for the relatively high contact resistances in the towpregging line was the very low contact area between the heavily sized carbon fibre tow and the rough electrode surface.
The carbon fibre tow in the towpregging line is under constant tension during the production. A PID-controlled magnetic brake applies desired tension on the tow, and a tension sensor measures the tension of the tow. Tension applied on the tow ensures uniform heating and better consolidation of the molten powder-epoxy.
In order to evaluate the influence of tow tension on the contact resistances, 8, 12, and 20 N constant tension were applied to the tow during contact resistance measurements, as shown in Figure 7.
Effect of tow tension on the contact resistances at constant production speed (5 m min−1) and room temperature.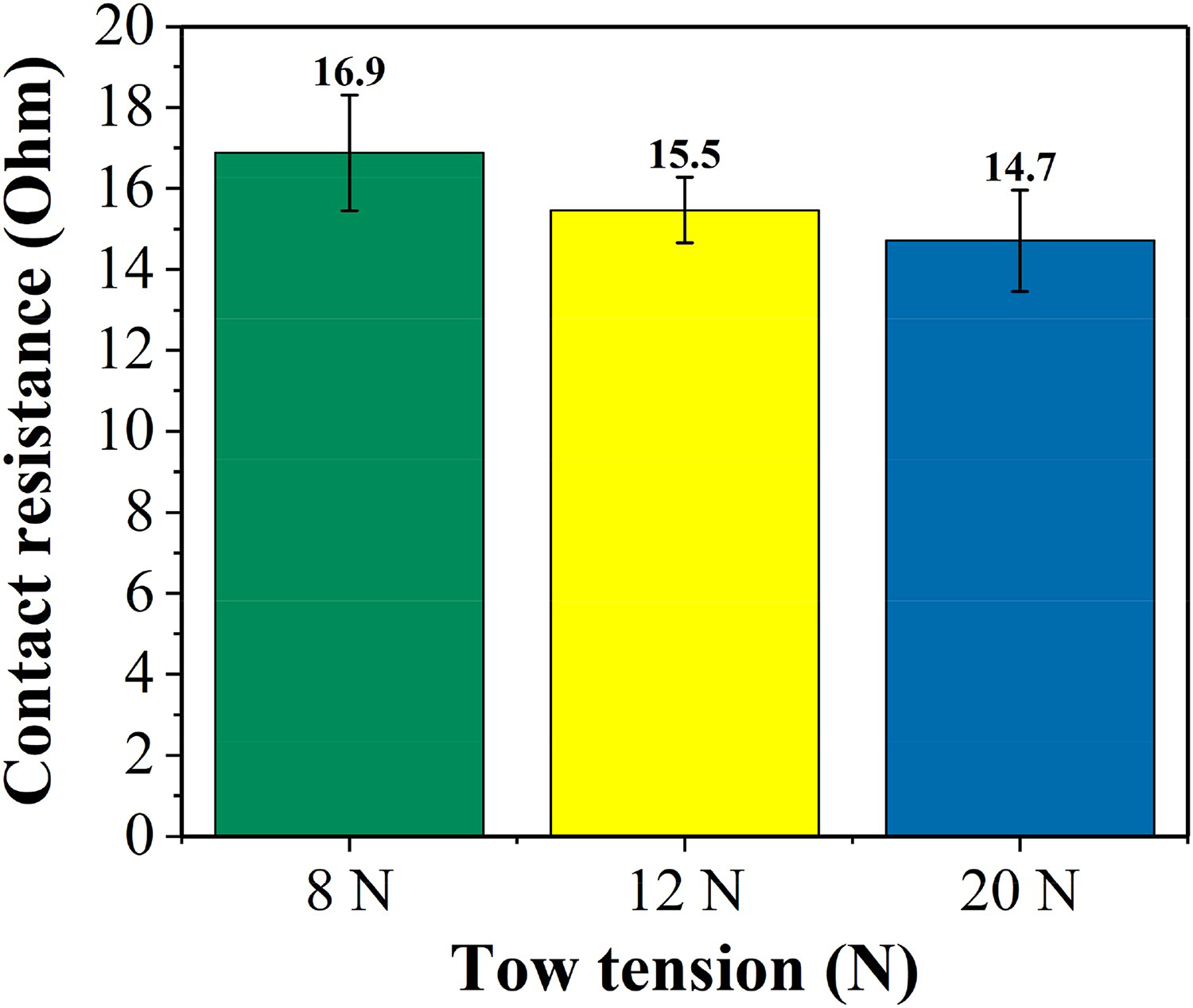
From Figure 7, it can be seen that the contact resistance of the system is reduced with increased tow tension. At 5 m min−1 production speed, a value of 16.9 ± 1.43 Ω was recorded at 8 N, 15.5 ± 0.81 Ω at 12 N and 14.7 ± 1.25 Ω at 20 N. Contact resistance values calculated for higher tension (20 N) were 12.6% smaller than for low tension (8 N), which indicated an enhanced contact with increased tension.
In line with these results, Mulvihill et al. [31] reported that the true contact length of carbon fibre tows increased from 0.8% at 0.6 kPa to 25.9% at 305.5 kPa pressure, which emphasises the importance of pressure (or tension) on the electrode/material interface. The tension of the tows increased the number of the carbon fibre filaments in contact with the electrode surface, as well as the length of filament contacts. Hence, the contact area increased, the current was less constrained and contact resistances dropped. Increased tension also aligns filaments better, reducing the number of filaments crossing over other filaments which reduces the contact area drastically [31].
Higher production speeds in the towpregging line are required to reach industry-scale production. A speed sensor constantly measures the speed of the production and communicates with the PID controller, which changes collection reel motor voltage to control the speed. As it directly influences powder deposition, heating, and cooling of the towpreg, speed is one of the most important process parameters in the towpregging line.
At a constant tension of 8 N, the contact resistance of the Joule heating system was measured at 3, 5, and 10 m min−1 production speeds to investigate the influence of speed on the contact interfaces. Figure 8 illustrates the change of contact resistance with speed: at 8 N tension, a value of 14.9 ± 0.61 Ω was obtained at 3 m min−1, 16.9 ± 1.43 Ω at 5 m min−1 and 18.1 ± 1.15 Ω at 10 m min−1. The same trend was observed at different tensions; contact resistances increased with production speed. The contact resistance of the system increased 21.3% when the production speed was increased from 3 to 10 m min−1.
The effect of production speed at different tow tensions.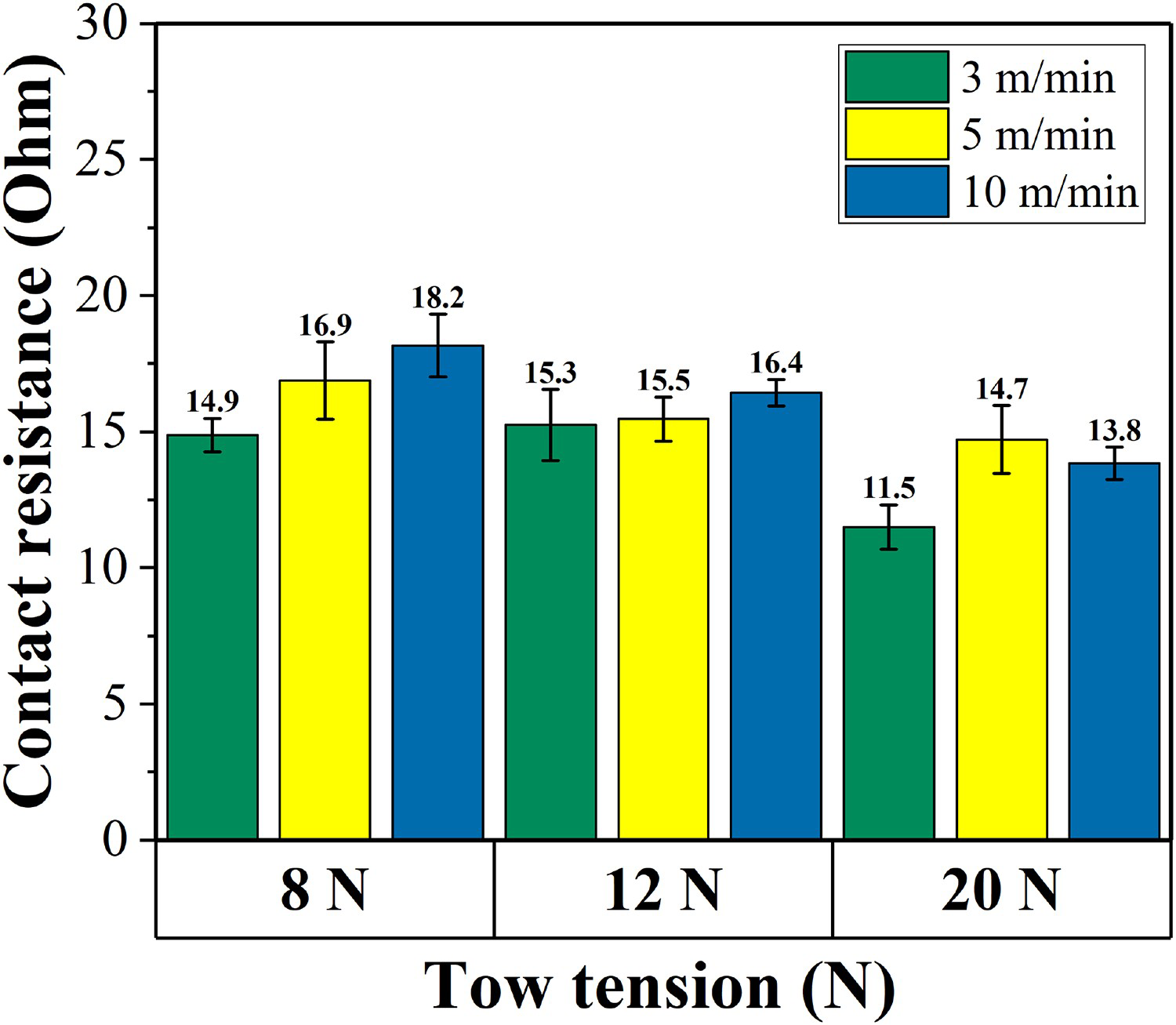
As the production speed increases, the tow travels faster in the line, and the duration of contact with the electrodes gets shorter. The tow travels 5 cm in a second when the production speed is 3 m min−1, but it travels 16.6 cm in a second if the production speed is increased to 10 m min−1. Considering the diameter of the roller electrodes (2 cm), it is evident that the contact between the tow and the electrodes occurs only for a brief time. Despite the applied tension pressing the tow against the roller surface, at higher production speeds tow is unable to conform to the roller electrodes and the real contact area becomes even smaller. Moreover, there is less control over the process at higher speeds; hence it is likely that additional factors reduce the contact area, such as unaligned filaments or filaments crossing over the width of the tow.
The maximum temperature region shifted towards the direction of movement during the experiments (Figure 9(a)). An infrared temperature sensor was positioned in this region to monitor the maximum temperature in the heating section.
(a) The shift of maximum temperature region towards towpreg direction of movement (b) Effect of maximum temperature region on the contact resistance.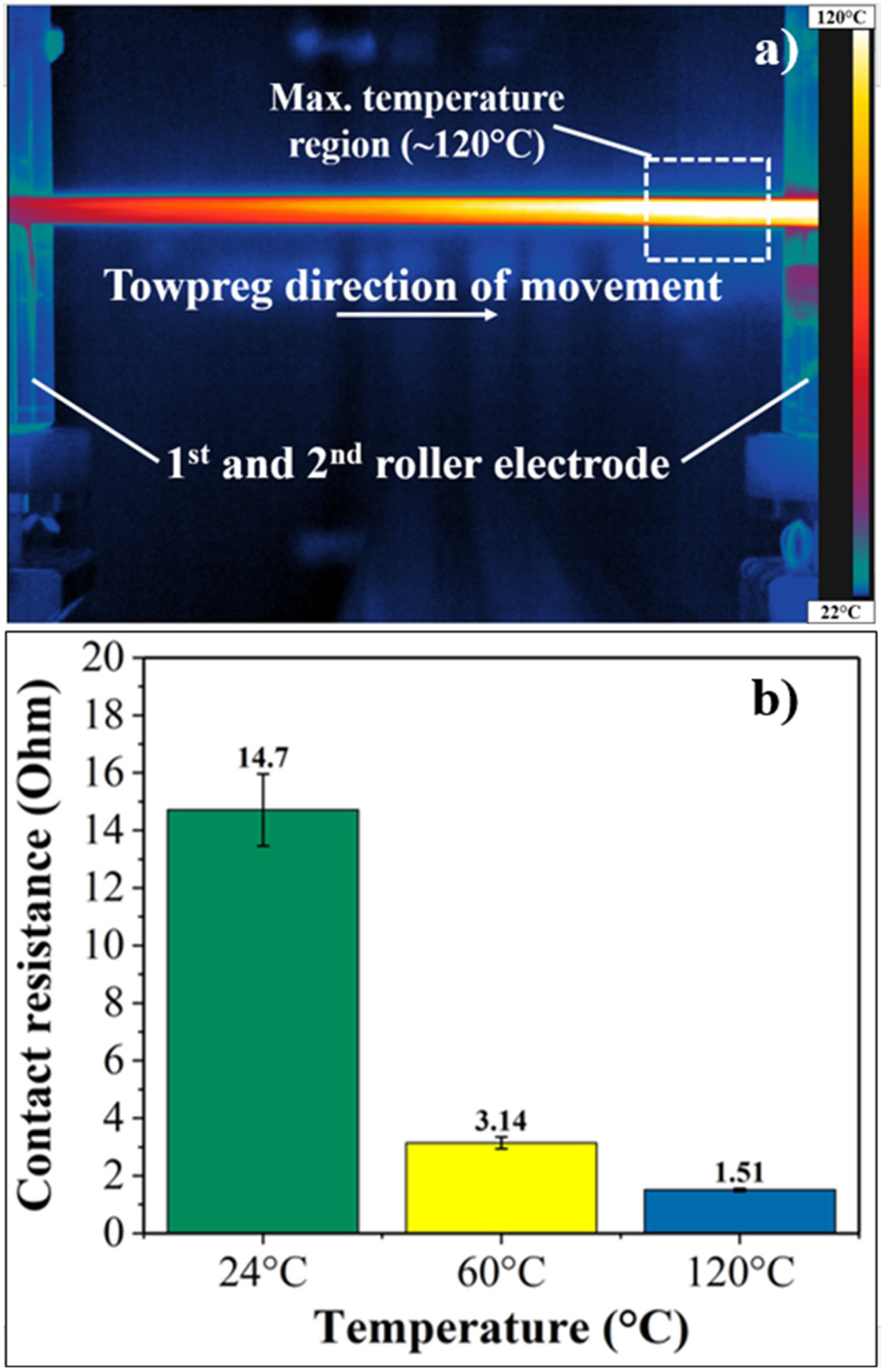
For the same tension (20 N) and production speed (5 m min−1), the maximum temperature of the heated section was set to 24°C, 60°C, and 120°C during contact resistance measurements (Figure 9(b)). The temperature was found to have a significant impact on contact resistances, the measured contact resistance was 14.7 ± 1.25 Ω at 24°C, 3.1 ± 0.2 Ω at 60°C, and 1.5 ± 0.05 Ω at 120°C. The contact resistance value measured for 24°C is 89.7% greater than that of 120°C. Increased temperature enhanced the contact interface between the roller electrodes and the carbon fibre tow, and allowed the tow to conform to the electrode surfaces better due to its transverse thermal expansion. Although carbon fibres have negative longitudinal coefficient of thermal expansion, transverse coefficient of thermal expansion was reported to be much higher [32].
The heat generated at the tow–electrode interfaces due to contact resistances, as explained in Section 2.3., can be remarkably high. Sierakowksi et al. [15] showed that contact resistance heating becomes far more significant than Joule heating when the current is supplied to the unidirectional composite plate for longer durations (>5 min). A thermal camera (FLIR A655SC) was used to visualise the contact resistance heating in the towpregging line. The thermal camera image presented in Figure 10 highlighted that the carbon fibre tow entered the Joule heating zone at an elevated temperature. This preheating of the tow was due to contact resistance heating at the interface of the first roller electrode. As such, Joule heating of the tow started at ∼50°C, rather than ambient temperature, and then increased to a maximum temperature of ∼120°C. Heat generated due to contact resistance was shared between the moving tow and the metal roller electrodes. Roller electrodes have larger thermal capacity and higher thermal conductivity than the carbon fibre tow. Besides, due to the fact that rollers have fixed positions within the heating zone, whereas the carbon fibre tow passes through, it can be assumed most of the produced heat is accumulated in the metal roller electrodes, making the electrodes act as ‘preheaters’ that provided additional conductive heating to the tow. If there was no contact resistance heating in the contact regions, the average temperature of the tow at the entry region would be around room temperature, and the heating of the first roller would be minimal (in actuality, the temperature of the first roller electrode reaches 30–35°C in a production run).
Thermal camera image from the top view of the Joule heating section.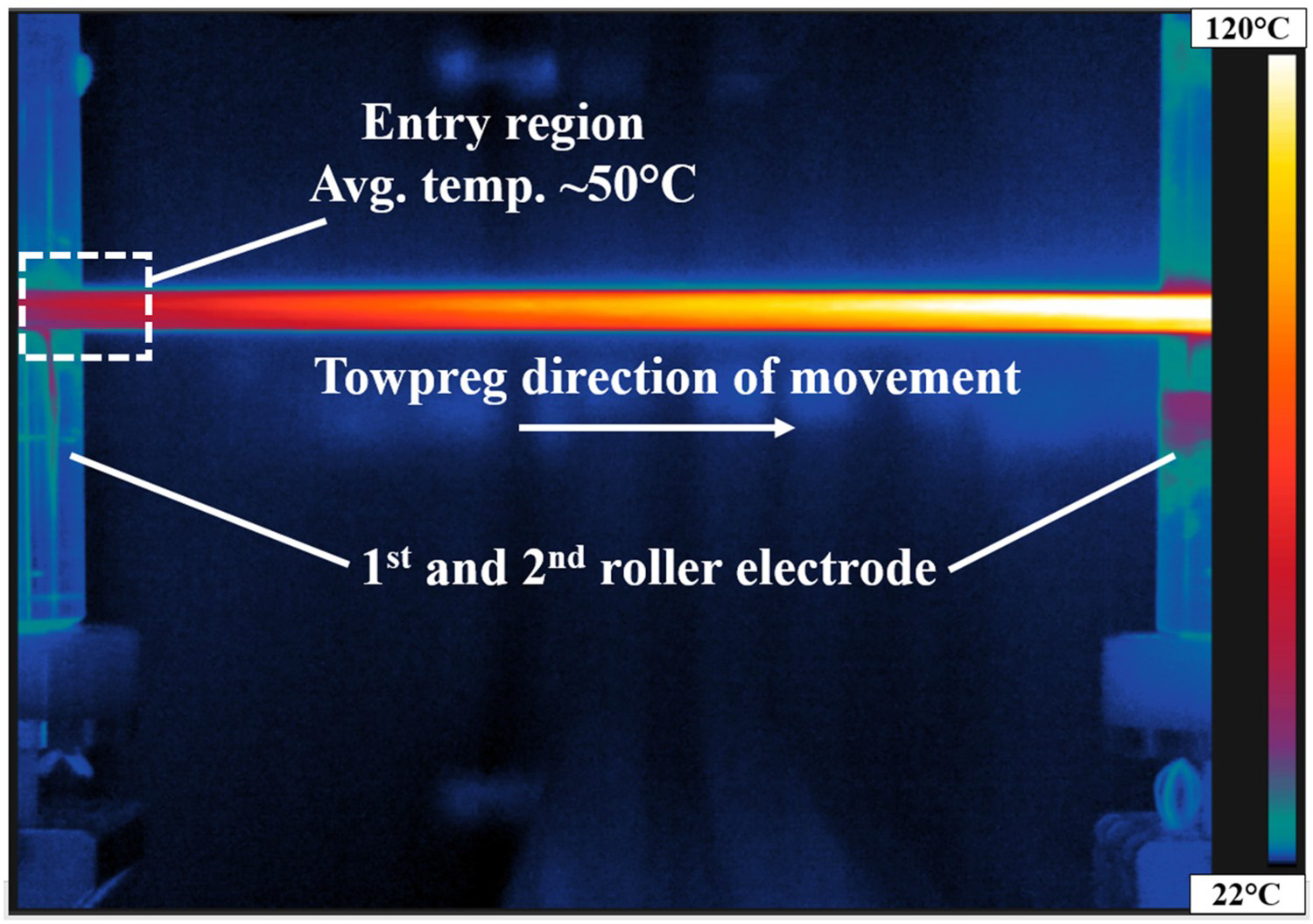
With a melt temperature of around 40°C [18], the powder melt phase change begins as soon as it enters the Joule heating section and completely melts before leaving the heating section. The contact resistance heating in the system might be actually beneficial in terms of providing a more uniform temperature distribution (i.e. less temperature difference) along the heating section. This would help the towpreg to reach the desired temperature at higher production speeds; in cases where the tow passes through the heated section too fast to be adequately subjected to the electric current. Furthermore, the heat stored in the roller electrodes helps reduce the powder agglomeration around the roller.
A simple finite element model was developed using COMSOL Multiphysics 5.6 software to examine the influence of contact resistance heating on the towpregging line. The model calculates the temperature distribution of the moving tow due to the power generated from the Joule heating and contact resistance heating separately. The heat produced by Joule heating in the carbon fibre tow QJH (W m−3) can be expressed by Equation (2) [26]:

Heat is generated as a consequence of the contact resistances at the interfaces, which can be expressed as [14]:
Table 1 summarises key parameters that are used in the model. In the model, the effect of contact resistance heating was taken into account by employing a thin layer of high resistance region that produces the heat QCR at the contact interfaces. Figure 11(a) illustrates the good agreement of the temperature values along the moving tow from the model and experimental data, which were captured by the thermal camera. However, due to the uneven tension across the width of the tow, the temperature at the centre is slightly higher than on the sides (Figure 11(b)), therefore, fluctuations and deviations are observed in the experimental data.
(a) Comparison of predicted temperature values by the model and experimental measurements (b) local temperature variations due to the uneven tension profile across the width of the tape. Key model parameters.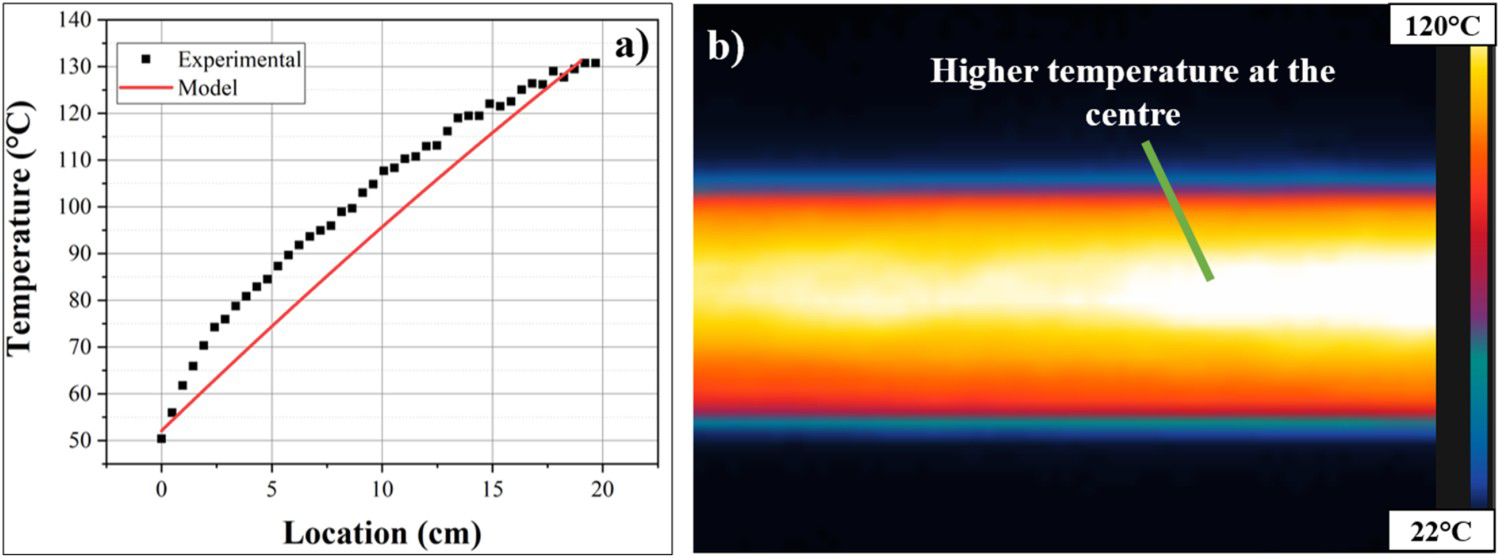
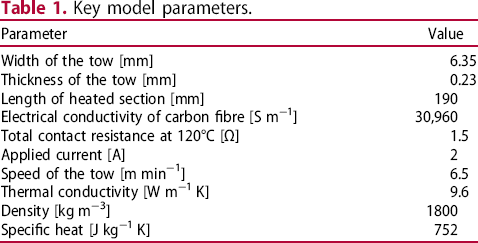
It is evident from experimental and modelling results that the temperature of the tow reaches ∼50°C at the beginning of the Joule heating zone (entry region), due to the contact resistance heating occurring at the contact interfaces. This creates a more uniform temperature distribution in the heated section of the tow; a smooth transition of the temperature from ∼50°C to ∼135°C can be observed in Figure 12. As mentioned before, the viscosity of the powder-epoxy is minimum around 120°C and melting starts at ∼40°C. Therefore, powder melt can initiate even from the entry region, thanks to contact resistance heating. The highest temperature in the tow is not obtained at the centre of the heating zone, but it is towards the direction of movement (near the second roller). It was observed that the maximum temperature reached does not change significantly with contact resistance heating in transient conditions (<5 min), as it depends heavily on the Joule heating rather than contact resistance heating, due to the much higher energy. At high temperatures, the power drawn for the Joule heating system is also increased and it dwarfs the effect of contact resistance heating. For the prolonged production runs, the first roller temperature increases (up to 40–50°C) and the conductive heat transfer from the roller to the tow can also increase the temperature of the tow. However, it is difficult to observe this in the maximum temperature region as the temperature is already high, but it is relatively easier to detect it in the entry region where the temperature of the tow should be near room temperature. Besides, heat transfer to the ambient via convection and radiation is also maximised near the maximum temperature region, therefore the additional temperature from the contact resistance heating might be outweighed.
Temperature distribution of the tow captured by IR camera (a) and predicted by the model (b).
As a result of using contact resistance data from the experiments, the model accuracy for the entry region was greatly improved. Having an accurate model for the temperature distribution of the tow not only provides a better understanding of the heating process, but also paves the way for further multiphysics models. By coupling the heat transfer model to an appropriate melting and sintering model, the melting behaviour of the powder can be analysed in detail, which is difficult experimentally. In addition, models for consolidation and flow of the molten powder within the tow require the temperature distribution of the heating section of the line. Thus, improved model accuracy of the heat transfer model by accounting for contact resistances is beneficial for further process models of the towpregging line.
Joule heating is a promising heating method for composite applications such as curing or self-healing. Low power consumption, uniform heating, and inexpensive set-up are some of the advantages of Joule heating systems, however, contact resistances occurring at the interfaces between electrodes and the material play a key role in the heating behaviour. This present study investigated the role of contact resistances and contact resistance heating in a powder-epoxy based towpregging line, which employs Joule heating to heat carbon fibre tows. Contact resistance values in the heating system were measured for different process parameters, such as tow tension, production speed, and temperature for dry carbon fibre tows (i.e. powder was not deposited on the tows). It was found that process parameters change contact resistances considerably, and, hence, the overall heating performance within the towpregging line. Contact resistances increased with production speed and reduced with increased tow tension and higher temperatures. A thermal camera was used to analyse the effect of contact resistance heating on the system. Measured contact resistance values were used in a finite element model to obtain the temperature distribution along the carbon fibre tow. Thermal camera images and model results showed good agreement. The findings confirmed that contact resistances are significant in the system and alter the heating profile of the carbon fibre tows. Furthermore, measuring the contact resistance values provides valuable input for process models of the towpregging line.
Footnotes
Acknowledgements
This study was funded by CIMCOMP EPSRC Future Composites Manufacturing Research Hub (EP/P006701/1). The author wishes to express his thanks for the financial support of the Republic of Turkey Ministry of National Education Scholarship Program.
Disclosure statement
No potential conflict of interest was reported by the author(s).