
Abstract
In the design of complex automated manufacturing equipment simulation technology has increasingly developed into an essential planning tool which is highly used in the field of semiconductor industry. In the field of laboratory technology a similar trend towards automated systems or automated sequencing of systems can be found. This results in the question if the use of simulation can help detecting optimization potentials in the design of laboratory equipment as well as in laboratory processes. By means of a case study out of the field of clean production the elaborated results help to show the benefits of simulation as a planning tool.
With the help of simulation a material flow- and throughput optimized equipment design and therefore required equipment control strategies were ascertained in several iterative runs. The system installation, being in its development stage, was represented realistically in a detailed simulation model. The performance of the system in operation was visualized and then analyzed. Thus, bottlenecks could be localized easily and the equipment design and dimensioning could be reviewed.
With the selective simulative examination of different optimization approaches the equipment manufacturer was provided with important data for economical- and investment decisions.
The use of simulation technology provides a high planning reliability and helps to avoid planning mistakes already in the stage of system development.
This advantages could also be used in future developments in the field of laboratory automation.
CASE STUDY:
1) Task
One of the main equipment manufacturers for the semiconductor industry produces modularly built equipments for wafer processing and cleaning, so-called wet benches (

Example of a wet bench for the cleaning of silicon wafers in semiconductor manufacturing (source: Steag MicroTech)
Aim of the project was to support the development of a new material flow- and throughput optimized wet bench equipment with the help of simulation technology as a cost-efficient tool for experiments. It was necessary to integrate a newly modeled automatic material input- and output system coupled with a material storage system into the equipment. This was done to dimension the storage system and to analyze the entire wafer handling in the equipment with regards to its function. With the examination of various approaches for optimization an economical equipment configuration was to be determined with the help of which a demanded wafer throughput can be achieved.
2) Approach
The Fraunhofer IPA created a first realistic simulation model of the new wet bench generation, based on an equipment configuration which was in the planning stage. This simulation model contained all the characteristics of the equipment which were relevant for the process flow. In order to examine the functionality and the cooperation of the individual equipment components, the material input- and output system, the preceding storage as well as the handling systems for the wafer- and carrier transport were represented in detail. Subsequently, simulation examinations of the material flows in the equipment were carried out and possible solutions for an optimized equipment design and -control were shown and checked in several iterative steps.
3) Solution
With the help of the technical data of the equipment, provided by the customer, a first simulation model was created (Figure 2) and was gradually adapted to the planned process flow in consideration of the given marginal conditions. The input of new wafer batches into the wet bench first takes place with a clocked input time at 13-minutes intervals (approx. the longest single process time in the wet bench). However, the result of this material input strategy was that a timely removal of wafers from the critical process P4 P3 through the process carrier handling could not be guaranteed in the long run. The danger of wafers being rejected was minimized through the following optimized equipment control: wafers are only fed into the critical process when the chamber itself and the subsequent rinse chamber are empty.
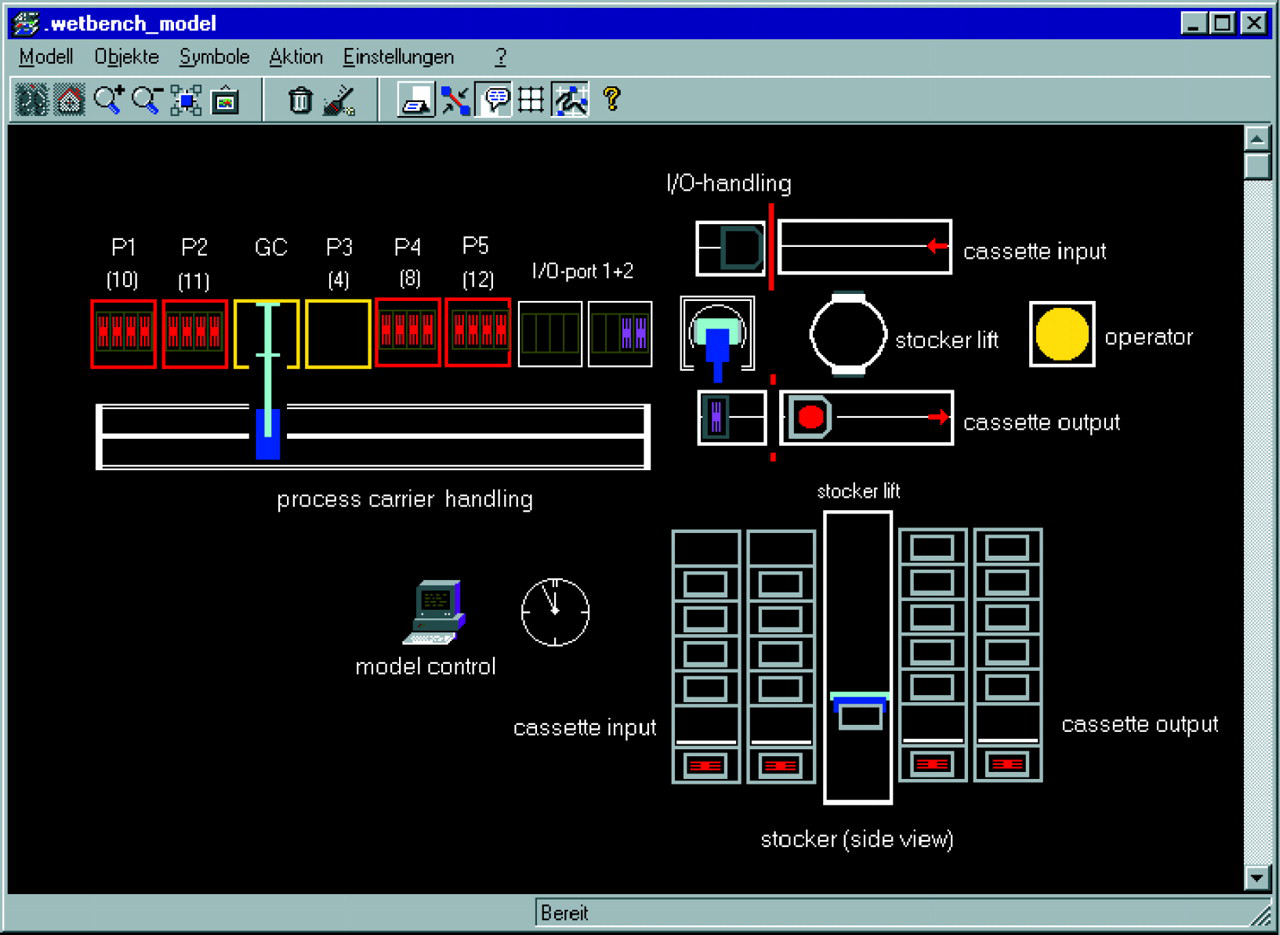
Simulation model of the analyzed wet bench with integrated storage system
From the first simulation runs it became also apparent that the demanded wafer throughput was not reached with the initial equipment configuration. For that reason possible solutions for optimizing the equipment and for increasing the equipment capacity had to be ascertained and to be checked.
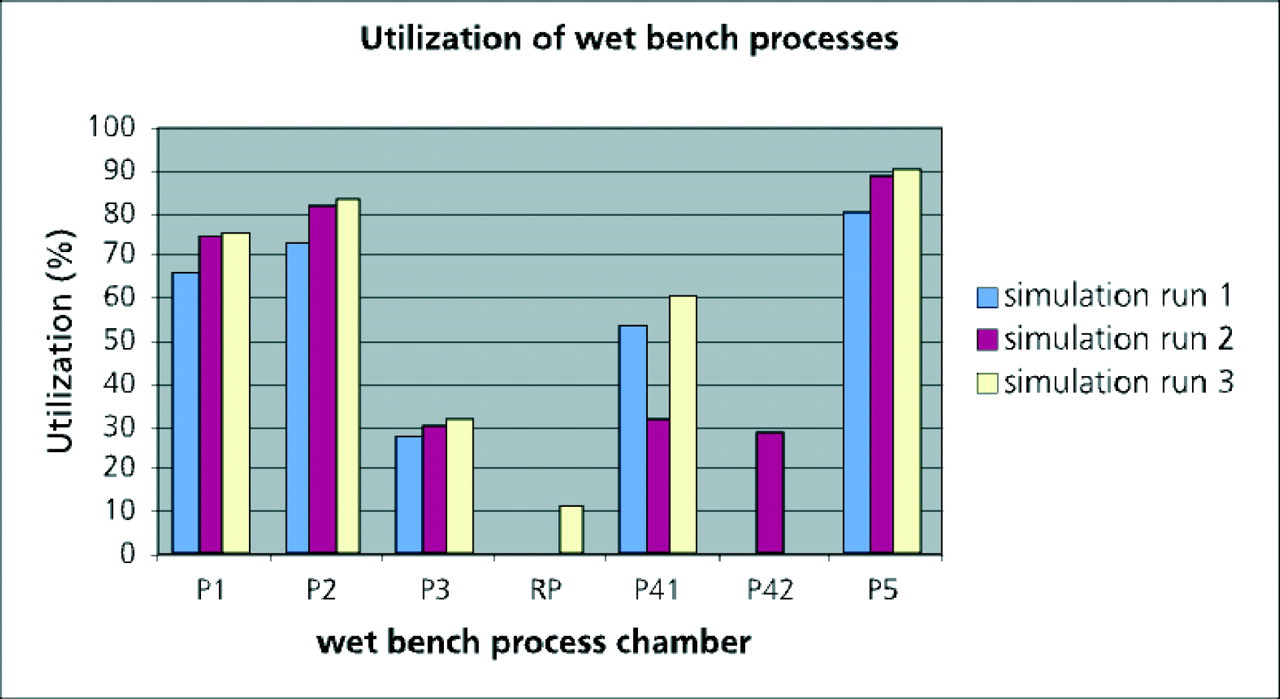
For each process chamber and for each handling system of the wet bench the percentile utilization was determined (
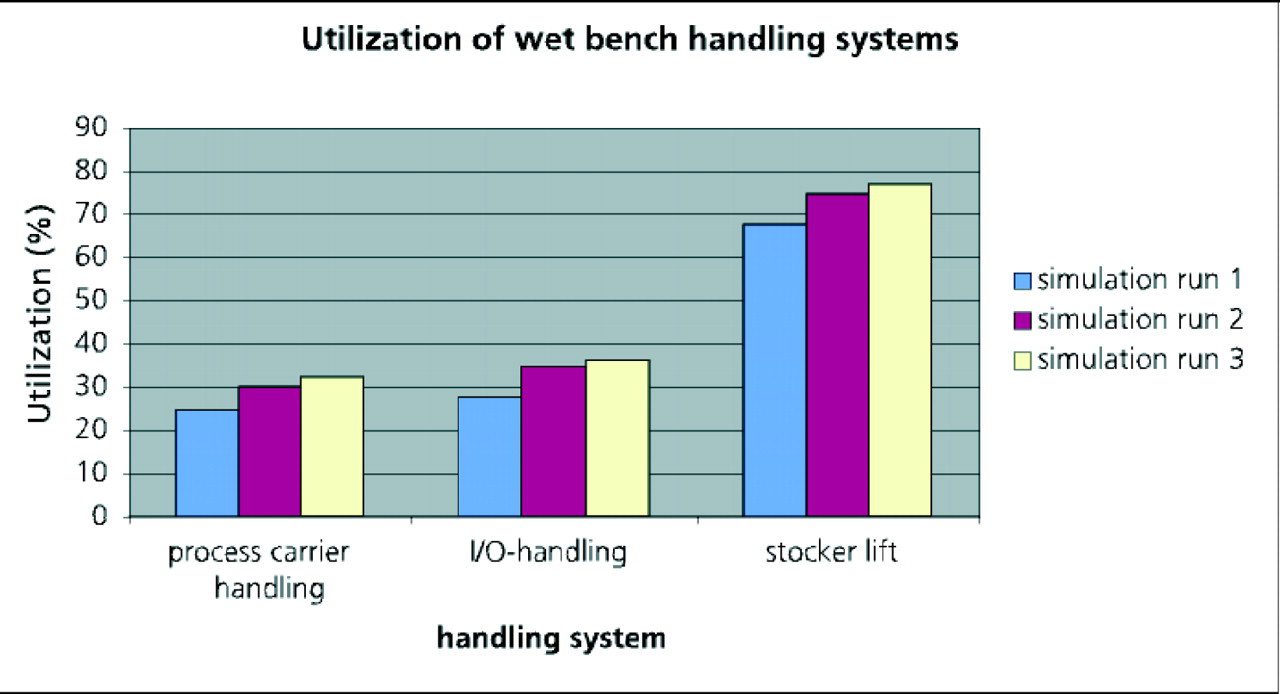
Utilization of the individual handling systems in the wet bench)
1) Optimization of equipment loading:
In order to avoid collisions between in-and outgoing wafer batches in the material input and output area, the first step was not to clock material input anymore but to perform selectively. With the help of simulation a right moment for the input could be determined. The input of new wafers into the equipment should always take place 5 and a half minutes after the start of the last process step P5. The previously stored processed wafer batch can be taken out of the wet bench and a new wafer batch can be prepared at one of the I/O-ports while the bottleneck process is running. With this material input strategy an optimal equipment loading is guaranteed and a high equipment utilization can be obtained (see Figure 3).
2) Increasing the utilization of the bottleneck process:
The equipment-controlling-strategy needed for managing the critical process P has in consequence that the bottleneck process is not utilized optimally due to a lack of material. By integrating a second process chamber P4 the utilization of the bottleneck process P5 could be increased by about 10% and the wafer throughput could be increased by around 12%. Alternatively, a cheaper approach was tested. Instead of a redundant process chamber P4 only a simple rinse chamber (processing time t = 0) was built in for an intermediate storage of the wafers after the critical process. This even gives a better guarantee that a wafer batch ready for going into the bottleneck process always is waiting. At the end a cost-benefit analysis has to decide whether additional costs for the second chamber and the achieved increase of throughput can be justified.
Generally one should make sure that the bottleneck process has the highest priority as compared to other process chambers. Therefore the process carrier handling system should handle the transport jobs in the following order:
critical processes
bottleneck process
other processes
With these actions an optimal utilization of the bottleneck process of 90% was possible. The wafer throughput could be increased about 20% compared to the initial equipment configuration and the demanded equipment throughput could be achieved.
3) Minimizing the equipment downtime:
Both chemical chambers P1 (every 16h) and P3 (every 4–5 days) have to be emptied and refilled with chemicals cyclically. During this process the wafers present in the entire equipment are removed. The average wafer throughput of the equipment is less effected by these necessary emptying- and filling processes. Nevertheless, in order to keep the impact of these equipment downtimes as low as possible. The refilling of process chamber P3 should best be carried out when the refilling of process chamber P1 has been carried out and the entire equipment is being emptied. So there won't be any decrease in throughput caused by the refilling of process chamber P3.
A storage model with the planned capacity of 24 cassettes as well as the entire storage process was represented in order to check the functionality and the dimensioning of the preceding automatic storage system:
material delivery by the operator
temporary storage of cassettes in the storage system
wafer in- and output in the wet bench
returning empty cassettes into the storage
providing empty cassettes for picking up cleaned wafers
material collection by the operator
The simulation allows to look at the single wafer handling systems as one connected dynamic system. It is obvious from this whether the chronological cooperation of the implemented handling systems works well or if changes within the kinematic of the handling system has to be done.
The storage utilization progress during the equipment simulation was observed closely in order to check the storage dimensioning. Here it has shown that in normal use of the wet bench configuration described above there are usually 260 wafers (equals 20 cassettes) in the equipment. Accordingly, with a storage capacity of 24 cassettes there would always be four new cassettes in the storage as reserve. The equipment would be able to work autarkic for about 15min before an operator has to deliver new cassettes to maintain the constant equipment throughput. Principally this is sufficient for the operation of the equipment, an extension of the autarky by increasing the storage capacity is to be considered, though.
CONCLUSION
All simulation results contribute towards an optimized dimensioning and design of the new wet benches with a higher wafer throughput and consequently contribute towards an efficient equipment running. Simulation allowed the quick testing of various approaches for equipment optimization. The equipment manufacturer was assisted during the development of new equipment generation with important information about equipment dimensioning, control and design. The required wafer throughput can be achieved with the new equipment generation if the wet bench is used in the way described above. The simulation has shown that the conceived equipment buffer can guarantee the preparation of new wafer batches for bringing them into the optimized wet bench configuration in time.
However, when using a storage system with a capacity of 24 wafer cassettes, the time period during which the wet bench can operate autarkic may probably be too small. The storage would better have a capacity of 36 cassettes. In this configuration the storage system can operate autarkic for approximately 1 hour before additional material has to be delivered by an operator.
Eight process carriers are sufficient to run the wet bench smoothly. In addition, the equipment manufacturer was provided with data about the average water consumption in the equipment because of the regular filling and emptying of the process chambers P2, P4 and P5. These information is important in order to dimension the buffer spaces for process carriers (I/O-port 1/2) and to lay out the external media supply and disposal systems of the wet bench (water, chemicals).
All results ascertained by simulation are of extreme importance for running the new equipment generation safely and economically. They are directly used in the current development work. The visualization of the wet bench being developed additionally helps to give the equipment planner a realistic impression of the equipment performance. This leads to higher planning security.
Once the planner has a suitable simulation model he is able to use the model for future equipment configurations. The design of models in the used software is modular and can be extended individually with additional functions at any time. For the further development of the wet bench the planner can ascertain additional data with the help of simulation and can use them for economical and investment decisions. Simulation technology being a flexible planning tool provides an important contribution for strengthening the competitiveness of the equipment manufacturer.
Know-how Transfer to Laboratory Technology
Closer observation of the equipment for wafer cleaning described above, analogies to processes of analytical equipment in laboratories can be noticed.
Here the analysis of a sample equals the processing of a semiconductor wafer. The ready-processes chip in semiconductor fabrication corresponds to the result of an analysis in the laboratory. In both cases complex and expensive equipment is being applied. In order to produce / analyze economically, a high utilization of the implemented equipment is essential. Unlike in semiconductor production, where simulation technique has already been applied successfully, in laboratory automation there still exists a high potential regarding the optimization of production engineering characteristics like utilization and throughput with the help of computer-aided simulation. The following shows some possible approaches for optimizing the above mentioned characteristics in lab-automation.
In future complex automated equipment, which combines various single devices, is needed for processing large amounts of samples. For an efficient operation of the equipment reliable mechanisms are necessary for controlling the material flow. It is irrelevant if the single processes show a strong repetitive character like with High Throughput Screening (HTS) or require a high flexibility like a clinical lab. Especially with HTS-equipment used for screening pharmaceuticals (using the same assay over a long period of time) it is important to have a high throughput. Here simulation is a tool for checking various approaches for optimization and maximization of equipment specific throughput.
In analytical laboratories, especially within clinical analytics, maximal equipment utilization and a quick and due processing of various amounts of samples are important. However, the fact that number and kind of the relevant samples cannot easily be estimated in advance makes great demands on the controlling of the single analysis flows (e.g. what impact do samples which are to be processed immediately have on daily routine analytics). This makes a dynamic adaptability of the material flow necessary. Here simulation is a tool for modeling and examining various laboratory configurations with regard to flexibility and optimized material flow.
In both cases single process steps or equipment are bottlenecks for the material flow due to their processing time or uneven utilization, which are decisive for the overall throughput of the equipment. The simplest solution for eliminating these bottlenecks is to duplicate the particular equipment. Yet, without dynamic simulation it can often be judged only with difficulty whether an approach for optimization really leads to the demanded throughput rate and if it justifies the investment connected with it. The mutually influencing process steps possibly may only lead to a small increase of the throughput due to links with preceding and successive process steps. The required result could possibly be reached by more simple and more economical changes within the material flow.
These problems can be solved in advance with the help of computer-aided simulation. In this way a suitable and economical solution for obtaining the demanded throughput rate can be found and simulation can be used for preparing investment decisions.