
Abstract
Over the past few years, there has been much discussion about transferring industrial technology to laboratories. While it is easy to look at the superficial similarities, it is more important to examine the different requirements of different industries. In this way, it is possible to identify the technologies and techniques that can be successfully transferred to the laboratory to improve performance.
This paper takes three very different industries — the bakery, High Throughput Screening (HTS) and mobile phone assembly and examines their different requirements. These industries have been selected from among the many sectors where the RTS Group operates — thus allowing real data from a number of situations to be used.
One of the most important areas in automation design is the relationship between flexibility and throughput. This paper focuses on this relationship and its influence over machine configuration when comparing the requirements of the different industries.
COMPARING FACTORY AUTOMATION WITH LABORATORY AUTOMATION
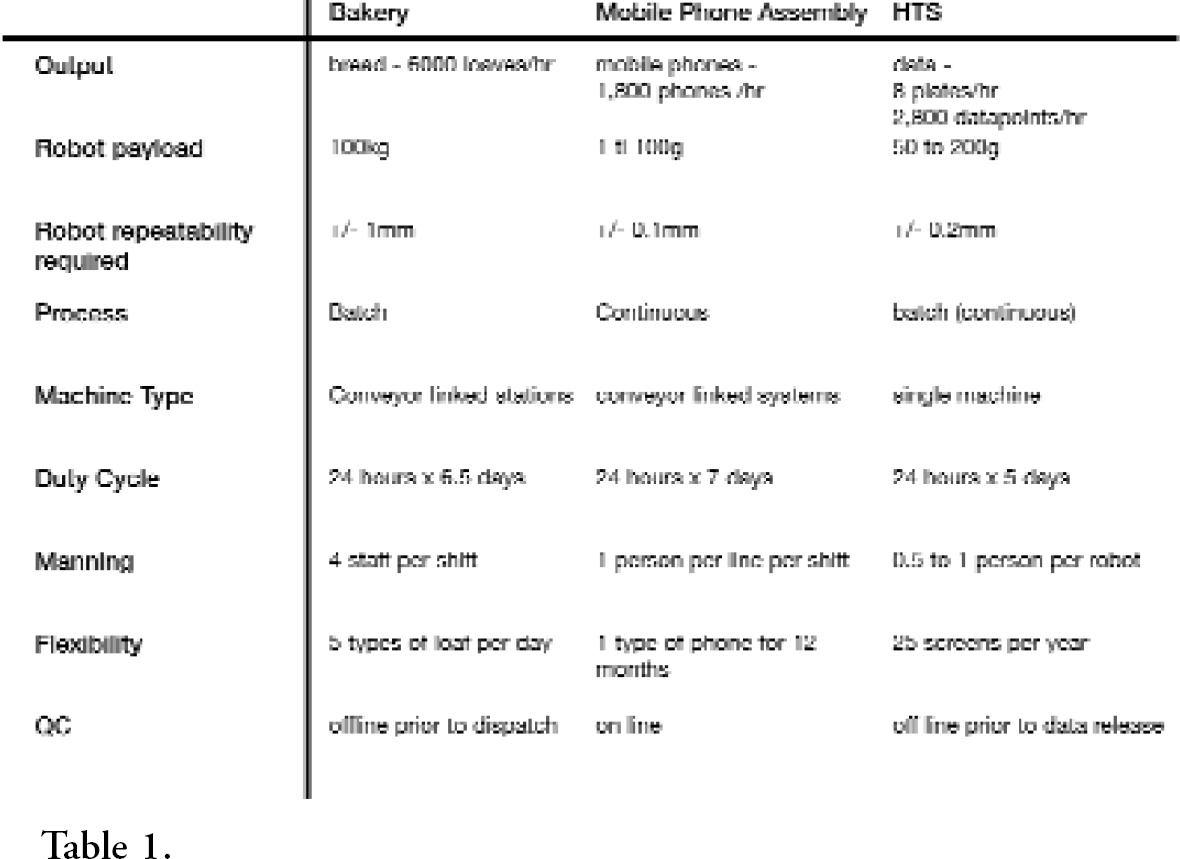
Table 1 below provides an overview of the three industries. The data in the table are only typical of each industry.* There is wide variation between individual sites; however, it does provide a useful comparison.
Further analysis of these industries centres on three of the above factors — machine configuration, flexibility and throughput.
MACHINE CONFIGURATION
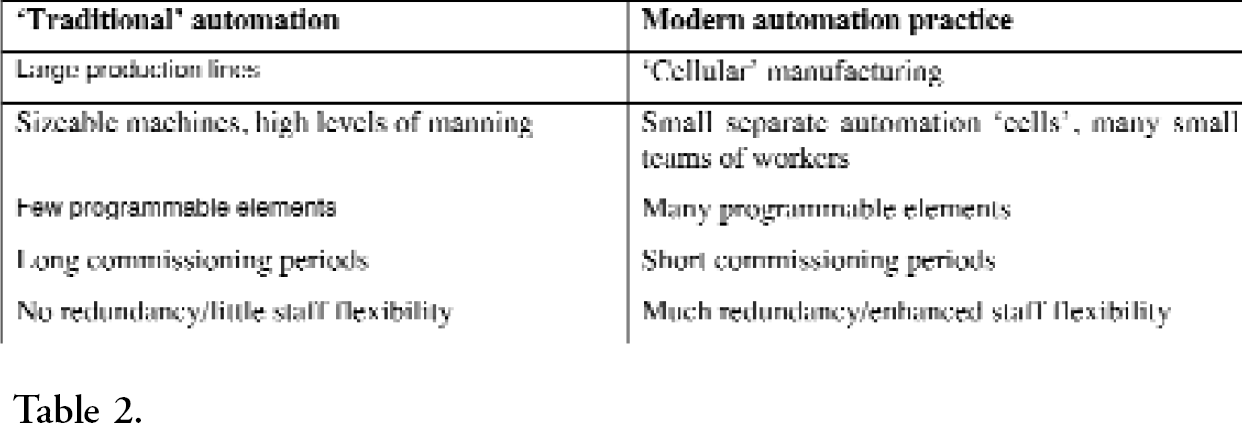
In the last 10 to 20 years there has been a shift in production line configuration. (See Table 2),
SYSTEM FLEXIBILITY
A fundamental principle of automation is that there is a trade off between flexibility and throughput:


If high flexibility is required, then throughput is generally low — an extreme example is the craftsman or artist producing a work to order. At the opposite extreme, a production line can be dedicated to a single unvarying model. Somewhere between these extremes lies the majority of modern industry — often relying on programmable machinery and robotics to allow rapid re-configuration between models. The leading automation vendors are constantly seeking to maximise both flexibility and throughput.
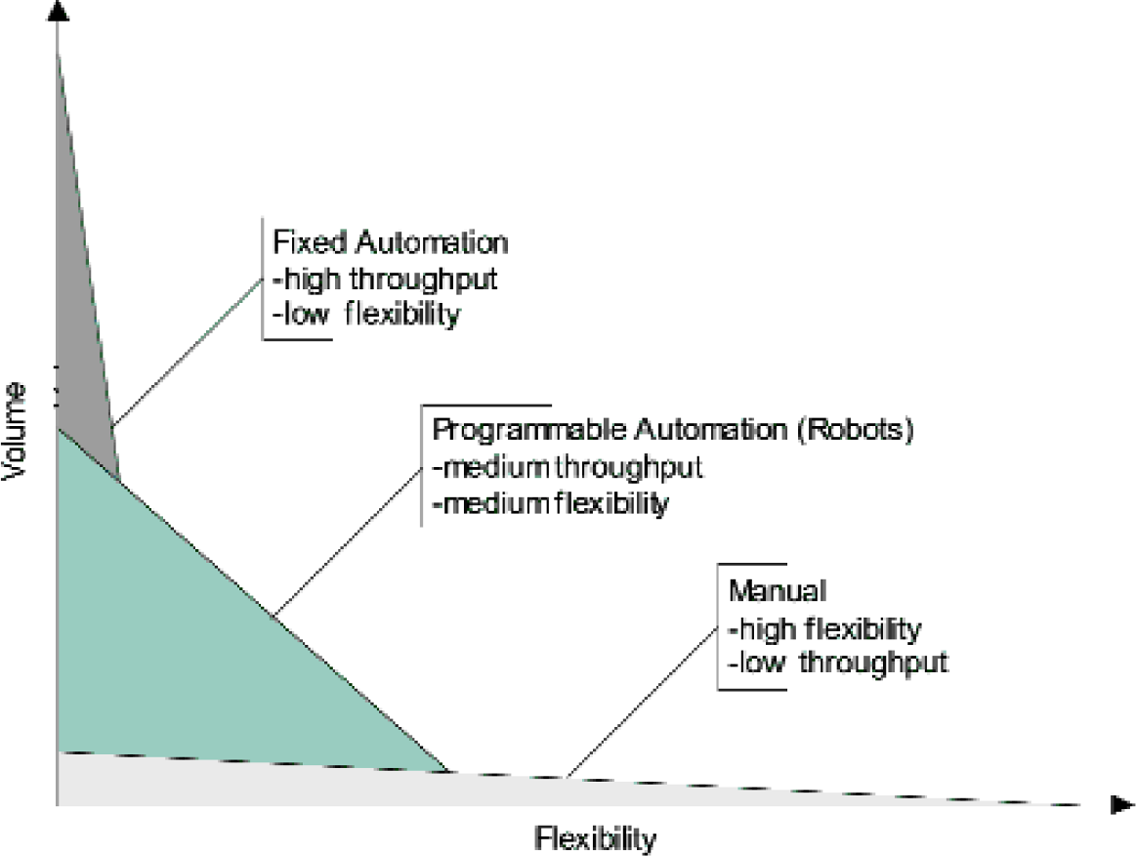
Throughput versus flexibility.
The shift in machine configuration and the flexibility-throughput relationship are discussed for each of the industries under review.
THE BAKERY INDUSTRY
81% of the 2.9 million tonnes of bread and morning goods produced daily in the UK is baked at large plant bakeries operated by the major bakery groups. * . Typically five types of loaf are produced each day, though some bakeries produce as many as 20+ varieties. Changeover to a new type of loaf requires different ingredients, sometimes a different tin. Naturally, bread must be delivered fresh each day and supermarkets operate a just-in-time ordering process, often requiring several product changes each day.
RTS Advanced Robotics supplies gantry based tin stores to the baking industry. These provide storage for baking tins and feed the tins to the production lines to support product changeover, at a rate of up to 10 tins every 30 seconds, 24 hours a day, 6.5 days per week. Understandably, the automation must not only cope with the stringent demands of the hygiene regulations, but must also perform reliably round the clock in an environment containing airborne flour dust, which can be highly abrasive to mechanical components.
Although year on year demand for bread is fairly constant, there are seasonal changes in demand which must be met by spare capacity. Travel has increased the public's demand for new varieties, so bakery line designers have to be mindful of future proofing their system. This is particularly important in the bakery industry because the infrastructure of a bakery may be expected to have a life of between 20 and 25 years.
Clearly, throughput of such a system is of key importance to justifying the investment. Flexibility is designed into the system in the ability to vary ingredients and tin shape. However, to avoid the complexity of handling different ‘part’ types, tins are held together in ‘straps’ of typically eight or 10 tins — thus providing a well-defined shape for robotics, conveyors, etc. Thus for the expected life of a bakery, there is flexibility to alter the product without significant changes to equipment.
MOBILE PHONE ASSEMBLY
While there has been much talk of the British population reaching mobile phone saturation point, this is not so worldwide. Sales of mobile phones grew to 413 million units in 2000, up almost 46% on 1999. 2 At the time of writing, current best predictions estimate that the market will achieve only a 25% growth in 2001, though higher increases will be maintained by the market leaders.
Mobile phone assembly lines handle just one model per line — a new model requires a new line or a major retooling process.
Fashion and technological advances dictate that the life of each model is typically between just nine and 18 months. The production line is retooled for each new model, and while the companies concerned target 70% re-use of equipment, only 60% 3 of the cost of a line is its equipment, so the cost of each retooling is high.
The whole system is geared towards over capacity, so that peaks in demand can be met. As a relatively new sector, dramatic and unpredictable changes in demand occur week by week and year by year. Thus, very high throughputs are required. As an example, one mobile phone assembly plant installed by RTS Advanced Robotics had a peak throughput of one phone every two seconds. Clearly, this type of plant is at the high throughput, low flexibility end of the spectrum. However, competitive pressures mean that the time to retool is shortening, as time to market is critical to success of a new model.
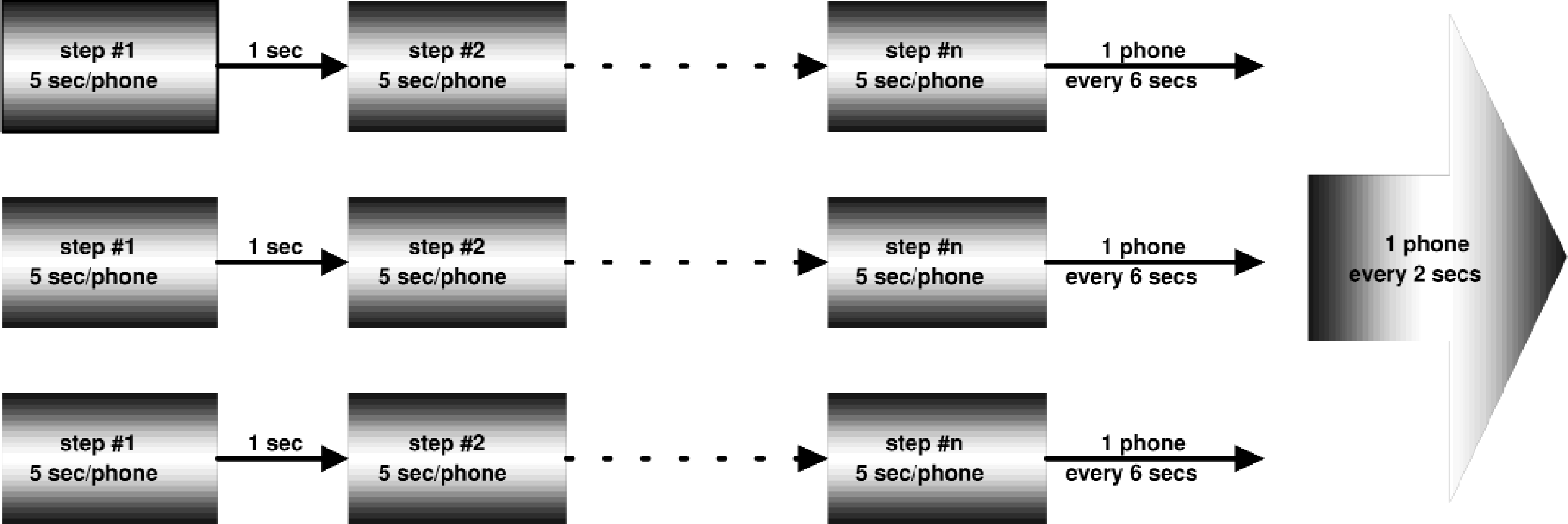
In terms of machine configuration, a ‘line’ is made up of conveyor linked assembly ‘machines’. Figure 2 shows the plan view of a typical mobile phone assembly line. Each machine handles a specific step in the operation. Each machine has an upper process time limit, typically six seconds. There is a trade off, too slow and too many lines are required and the cost is high; too fast and the cost and development time of each machine gets too high. A critical early design decision is therefore to select the optimum process time. In the above example, where the requirement was to produce one phone every two seconds, three assembly lines were required, see Figure 3. This gives many benefits over fewer even faster lines, not least redundancy, so production is not halted if there is a single failure.
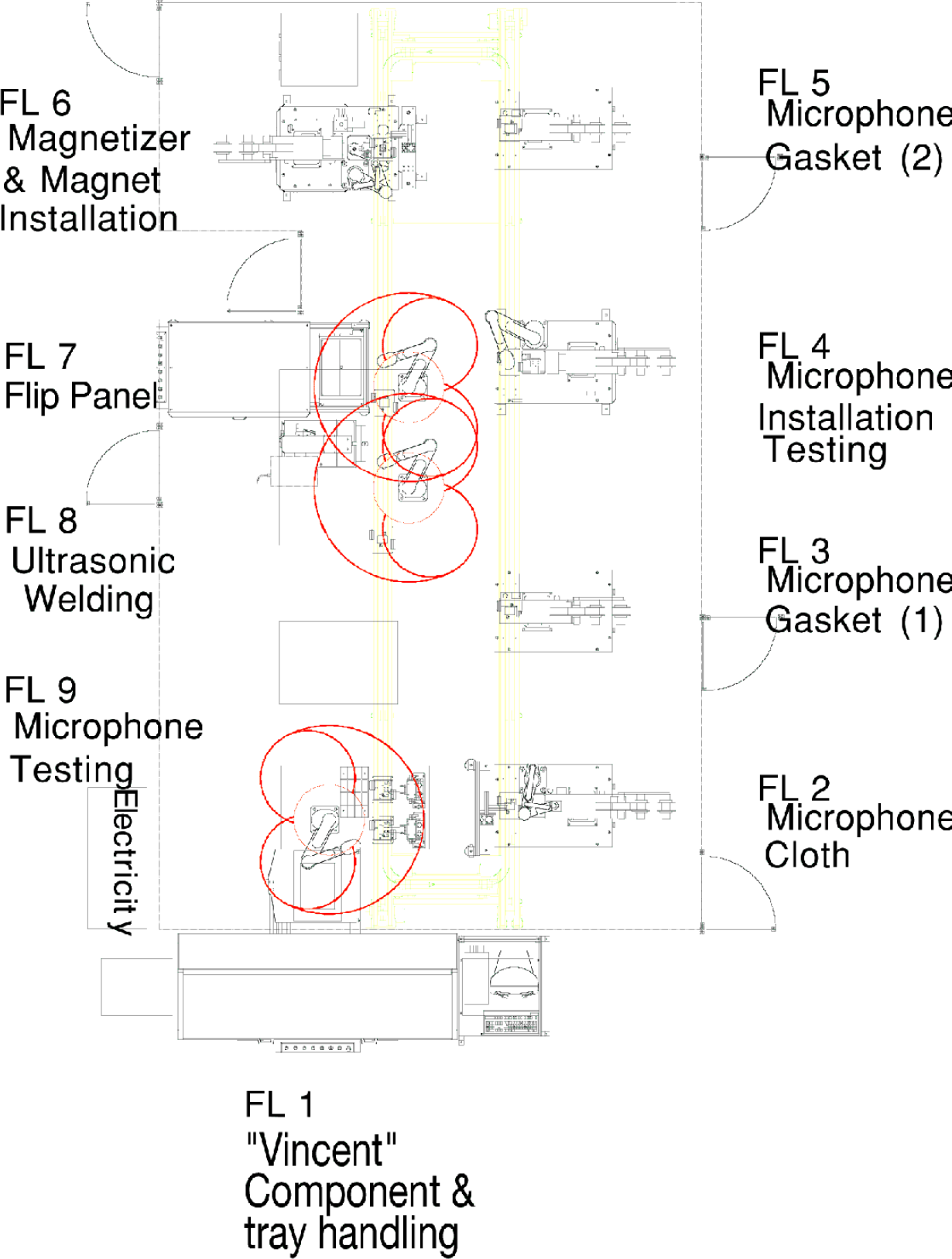
Typical mobile phone assembly line — conveyor linked assembly machines. The conveyor linking each machine or station is shown in green. The stations themselves are shown in black and the robot work envelope in red.
A typical high volume assembly plant has many production lines to achieve the required throughput. Such a configuration not only has the benefit that a high production rate can be achieved, but also that there is a degree of redundancy and flexibility not possible with a single line.

Why therefore not go to the other extreme and produce a single robot system that assembles the whole phone? The main reason is the complexity. For example, several different robot grippers would be required for all the different parts being assembled; such a system would be slow and prone to failure.
HIGH THROUGHPUT SCREENING
In considering the operation of automation in the laboratory environment, we will consider HTS and two of its preceeding processes, cell culture and compound storage.
AUTOMATED CELL CULTURE
RTS Life Science has developed an automated cell culture system, specifically targeted at cell culture production for HTS. (Figure 4) The system automates the passaging, harvesting and plating processes; a full system description is available elsewhere. 4 5
The image shows two robots within a class II cell culture cabinet. This configuration simplifies handling as one robot is dedicated to handling T-flasks whilst the other is dedicated to microtitre plates. The aim — to allow reliable high speed operation — and the solution have direct parallels in the production line configurations seen in the bakery and assembly examples above.
It is interesting to compare the flexibility and machine configuration requirements of the application with the previous examples. Flexibility, as with the bakery, is very much dictated by the ‘shelf life’ of the ‘product’. Typically, a modern HTS laboratory might be maintaining between eight and 50 cell lines, hence it can be seen that several cell line changes per day might be required. Thus rapid ‘product’ (cell line) changeover is required, because it is not possible to hold large stocks of cells — they must be produced on a just-in-time basis — passaging, harvesting and plating must be repeated at a high frequency (often requiring daily ‘campaigns’ with each cell line). It is also worth noting that while each cell line has its own parameters ('recipe'), the automation system is still handling the same containers (flasks and microtitre plates). This again has some similarity to the bakery example where the ‘parts’ being handled remain constant no matter which product type is being produced.
Focusing on machine configuration, there are similarities in requirement to both the industries reviewed above. While it would be possible to design a robot system to handle more than one part type, this is generally not the best solution. In the case of the RTS Life Science acCellerator, microtitre plates are handled by one robot and T-flasks by another (Figure 4). Again, as with the bakery and automated assembly examples the manual technique has not been copied ‘religiously’. In particular, novel liquid handling, developed by Essen Instruments specifically for cell culture work, has been integrated to further simplify, and so improve, the efficiency and reliability of the task. Of particular importance, it will minimize both the risk of contamination and the effort required to switch between cell lines.
AUTOMATED COMPOUND STORAGE AND RETRIEVAL
RTS Life Science is established in the field of automated compound storage and retrieval. A typical system is shown in Figure 5. The details of various system configurations and many of the technical issues involved are outside the scope of this paper, but are described by others. 6 7 8

A Typical Compound Storage System (Compact-Store™). Samples are held in solution in DMSO in microtubes. In the example shown the tubes are held on 96-way racks on trays held in a vertical racking system.
The requirements of compound storage are based around a fixed set of processes, including store loading, sample withdrawal, replication for primary screening and ‘cherry picking’ for secondary screening. Over a period of years there has been some shift in process, from initially completely manual systems, typically to automated ‘solid’ sample storage and, more recently, the addition of liquid stores, where compound samples dissolved in DMSO are held in microtubes and/or microtitre plates (Figure 5). While the process has to be flexible to cope with a variety of order types it does not generally need to be flexible in terms of running different ‘recipes’. However, it is true that throughput is critical — in particular cherry picking is, by its very nature, a ‘just in time’ process. More recently, there has been demand for generating more than one set of compounds for primary screening (for example, focused screening 9 ) often on a just-in-time basis — throughputs of up to 100,000 samples per day are now being demanded. In the flexibility versus throughput relationship, compound storage is heading towards the high throughput end of the graph. Satisfying this requirement has meant the transfer of technology more commonly found in food packaging lines. Figure 6 shows three applications of the same high-speed picking robot. The two images on the left show a food packaging application. The image on the right shows how the same robot is being used for high speed microtube picking in a compound storage and retrieval application. This robot is capable of over 100 pick and place operations per minute.

Application of a High Speed Picking Robot — in the Food Industry and for Compound Storage and Retrieval.
HIGH THROUGHPUT SCREENING
In a typical HTS laboratory a number of robot systems are used to achieve the throughput required; this is not unlike the mobile phone assembly example above. In both cases redundancy is critical to allow production to continue in the event of a failure. However, in the HTS laboratory there is an additional driver for redundancy — the need for flexibility to run different assays on each ‘line’ and to be able to maintain ‘production’ whilst one is being used for the set up of a new assay. In the system shown in Figure 7, a high speed industrial robot ensures that for most assays instrument process times, and not the robot, limit throughput.

High Throughput Screening System (Assay Platform™).
A typical HTS department within a major pharmaceutical company might run 20 to 50 new assays per year. This is at the extreme of flexibility and has forced the industry to settle on a standard container — the microtitre plate. In the bakery example several types of loaf are baked on the same line each day, but a new type of loaf is introduced only rarely. HTS requires that a new assay is configured on a regular basis — this reconfiguration process has a very significant impact on the effective throughput of a department (as opposed to the peak throughput of one system). While ‘retooling’ has not reached the extremes of the mobile phone industry, RTS Life Science has observed that instruments are upgraded at the rate of one instrument every six months on each HTS system — not because equipment is worn out, but because instrument technology is advancing so rapidly.
In terms of machine configuration most HTS departments operate in a similar manner to the mobile phone assembly example — running several ‘lines’ (or screening robots) to meet the required throughput. The logic here of machine redundancy is similar, but more extreme. As noted above, much of the ‘downtime’ of an HTS system is reconfiguration to a new assay. Thus by having several robot systems it is possible to minimize this downtime.
RTS Life Science has recently introduced the Assay Platform™ uHTS system (Figure 7). While this system sets the industry standard for throughput, the main development effort has gone into flexibility and making system reconfiguration as easy as possible. For example, the development of the i-Plate™ instrument mounting system and ActiveDriver™ device drivers has dramatically simplified the ‘retooling’ process for assays where new instruments are required.
CONCLUSION
From the above cases, it can be seen that drug discovery generally requires a high degree of flexibility. The most extreme case of this is the HTS system itself. Given that high flexibility is required, the state-of-the-art lies at the extreme of the envelope — the challenge being to improve both throughput and flexibility.
Laboratory automation has its own set of requirements and constraints, but careful analysis allows selective transfer of techniques from automation in other industries. Indeed, while laboratory automation does have a unique set of problems, many have already been solved in other industries. The astute will, where possible, adapt the solutions of other industries rather than re-invent the wheel.
Footnotes
*
It is worth noting that the baking industry varies widely across the world; baking in the UK is very different in terms of scale and organisation to many other countries.