Abstract
This paper examines the merit of tracking and tracing Labware in laboratory automation. It will review and assess the existing technologies for tracking and tracing Labware in the HTS environment. Finally it will conclude with a description and analysis of Flying Null technology and its application in tracking and tracing in Laboratory Automation.
THE CASE FOR LABORATORY AUTOMATION
There can be little doubt that the growth and pace of change in drug discovery is having a major impact on HTS and Lab Automation.
As compound libraries become larger and more diverse, the need for careful management of inventory becomes increasingly important. Many libraries now contain a vast array of substances that are either irreplaceable, potentially hazardous or both.
With manual selection processes the consequences of sample loss, cross contamination or incorrect selection, thereby destroying a whole series of tests, become a real cause for concern. Whether the library is small or large a series of tight controls and checks are required.
The accurate storage and retrieval of samples is essential. Many of the problems associated with manual handling can be reduced with a fully automated system. Such systems can be operated under strict environmental, mechanical and process control, which will reduce many of the risks associated with manual handling. However automation needs to be combined with a reliable and robust identification system in order to minimize the risk of sample confusion or loss.
SAMPLE IDENTIFICATION, STORAGE AND RETRIEVAL
The primary issues related to sample identification center around the accurate identification of the sample during storage, retrieval, in-process tracking and the subsequent storage of compounds. During these processes the sample ID needs to be continuously checked and verified prior to each stage of the HTS process in order to avoid errors.
Currently the main technologies used for sample ID are either optical in the form of one of the following: Hand-written ID, Human Readable ID; or Machine Readable Optical ID.
Alternatively they may be Machine Readable non-optical code such as RFID (Radio Frequency ID) or EMID (Electromagnetic ID).
HAND WRITTEN ID
Hand written ID's are suitable only for the smallest of sample stores where, in effect, no storage automation exists. The problems associated with the nuances of hand writing are obvious, as are those associated with the types of ink used, etc. It also requires strict control of the issuing of numbers and it is slow and laborious. This applies to ID's either written directly on the item or on a label that is then applied to the item. From an automation perspective it is very difficult to recognize handwriting.
MACHINE READABLE OPTICAL ID
Various forms of machine readable ID's have been in use for several years; the most common of which is the barcode. More recently we have seen the introduction of the more sophisticated proprietary and non-proprietary Data Matrix Codes.
Barcodes have the advantage of having a low cost of application and a wide range of hardware and software available. However, they can be easily copied as the software is usually in the public domain; hence there is a risk of duplication especially if more then one source is used.
Machine-readable optical ID's all require line of sight for reading. Under ideal controlled conditions the system can be very effective and reliable. However, the Lab Automation environment is far from ideal. The tagged items are continuously exposed to a variety of Environmental, Chemical and Mechanical conditions all of which can affect the crucial line-of-sight reading.
Such factors as condensation, frosting, chemical deposition and mechanical abrasion can severely affect the ability of the ID to be read. The issues also extend to the hardware. Optical faces need to kept clean and free of scratches. Readers have to have separate heaters fitted for cryogenic environments. Items need to be stopped to be read, reducing throughput. This can be quite significant especially when dealing with individual sample selection systems rather then rack based systems.
Delays or errors in reading could have significant effects on the outcome of the trial being carried out. The costs incurred will no doubt be disproportionate to the cost of the tracking technology used. Generally speaking, the cost of tagging is small in comparison to the overall investment when setting up a compound storage system. Therefore, the consequences of under-investment in this area need to be carefully considered.
MACHINE READABLE NON OPTICAL ID'S
The second area of tagging centers around machine-readable non optical ID's – sometimes referred to as Smart Tags. These broadly fall into two categories: chip and non-chip. They differ from optical codes in that they do not require line-of-sight to be read.
RFID (RADIO FREQUENCY ID)
There is a significant and growing interest in the use of RFID devices for product tracking. It is based on the use of a semiconductor chip and an aerial. Companies such as Texas Instruments, Motorola and Phillips are promoting the use of these technologies for product tracking. RFID devices offer high functionality when compared to other tracking devices but cost considerably more. To date this significant cost differential has restricted the use of RFID devices in all but a small number of product tracking applications.
Furthermore there are more fundamental problems related to size and method of incorporation/attachment and the fact that the lowest cost RFID devices will not withstand processes such as Gamma Ray sterilization (Source: Cobalt 60, Strength: 25 − 42 k Greys, Exposure Time: 8 hours maximum (density dependant).
From the RFID perspective our understanding at the moment is that the limit for chips is 0.5 k Greys. Above this there could be functional failures at the radiation levels indicated. Currently we believe that there is no low cost semiconductor material based solution available suitable for Gamma Ray sterilisation.
EMID (ELECTROMAGNETIC ID)
Standard magnetic tape used in cassettes and credit cards is generally available and can be easily written and erased and therefore has little use for robust product tracking. However, there are a number of magnetic technologies available that can be used for product tracking. Magnetic WaterMark was invented in the 1970s and has been successfully used in the provision of unique identities for use in bankcard security. Unlike conventional magnetic stripes the signature on WaterMark cannot be altered magnetically; its manufacture requires significant investment and expertise making it a useful candidate for product tracking. WaterMark's weakness is that it has to be read with the sensor in virtual contact with the WaterMark strip. This restricts the usefulness of the technology in many practical applications.
Flying Null (FN) is a magnetic technology that was developed more recently. It has a high level of security associated with its manufacture, cannot be altered magnetically and can be read at a distance. This has the significant advantage of allowing Flying Null tags to be read when they are buried within a product and/or its packaging. Not only does this protect the tag but it also enables the reading of the product identity when it is completely obscured.
FN Technology employs a novel magnetic scanning system to detect a special material that we have developed. This 12 micron thick foil can easily be embedded into materials or converted to a label and applied to a variety of materials such as glass and plastic.
FN Technology fills the gap between barcodes and simple RFID. Like RFID, FN does not require line-of-sight or contact to be read, yet it is achievable at a fraction of the cost of RFID. The special nature of the foil allows it to be read deep within the material of the item being tagged. Alternatively it can be incorporated into a label and applied to the outside of the item such as on labware. Unlike optical tags it can still be read if obscured or damaged by frost, dirt, printing, or abrasion. Also, large human readable numbers can be over printed on the label for ease of identification.
Unlike optical systems, the FN system has the ability to read items as they are moving, allowing quicker processing of items. Also, the lack of optical interfaces means lenses don't require cleaning or protecting. The FN system is ideal for cryogenic storage as it has no moving parts, is small, compact, lightweight and does not require any internal heating.
FN tags have been successfully applied to 1.4 ml Polypropylene Vials for HTS (High Throughput Screening) applications and compound storage and tested for adhesion in DMSO and TFA. Extensive mechanical tests have also been carried out with The Technology Partnership (TTP) on a test rig simulating their Compound storage system. TTP are now proposing to offer FN Technology to their clients alongside Optical ID's. The advantage being that FN will allow significantly increased levels of performance and throughput in the HTS process.
FLYING NULL AS A SOLUTION FOR TRACKING LABWARE
Flying Null is a remotely sensed magnetic technology. Unlike conventional magnetic technologies it does not require the sensor to be in contact with the media, for example as with the credit card where the magnetic strip has to be in virtual contact with the swipe reader. Flying Null tags can be buried within packaging and products and can be read with a simple hand held reader. The tags are typically linear in format, one or two millimeters wide and 10 to 70mm long depending on the application. A fuller explanation of Flying Null Technology is given in the Appendix.
The following features make Flying Null ideal for product tracking:
It is secure. Access to the necessary manufacturing facilities is restricted and reproducing these facilities is expensive and requires scarce expertise.
It is robust. Once in a product or its packaging it is extremely difficult to corrupt or remove.
It is thin. It can be 12 microns as a thread or less than one micron if the hot stamping version is used.
Data storage capacity is high. It can be used to uniquely number billions of items.
It is compatible with current manufacturing processes and is easy to apply at high speeds or manually.
It is machine readable, using hand-held readers that are compact and durable.
Flying Null tags are available in a number of different formats. The most common is the thread and an example is shown below.

This figure shows an example of an FN thread. The thread is 1mm wide and 12 or 23 microns thick. The coding format on the thread can be either for authentication or for product tracking. The thread can be applied either in register (in a fixed position relative to the article or the packaging feature) or non-registered. The thread is similar in appearance to a banknote security thread. The thread can be supplied with or without pressure-sensitive adhesive.
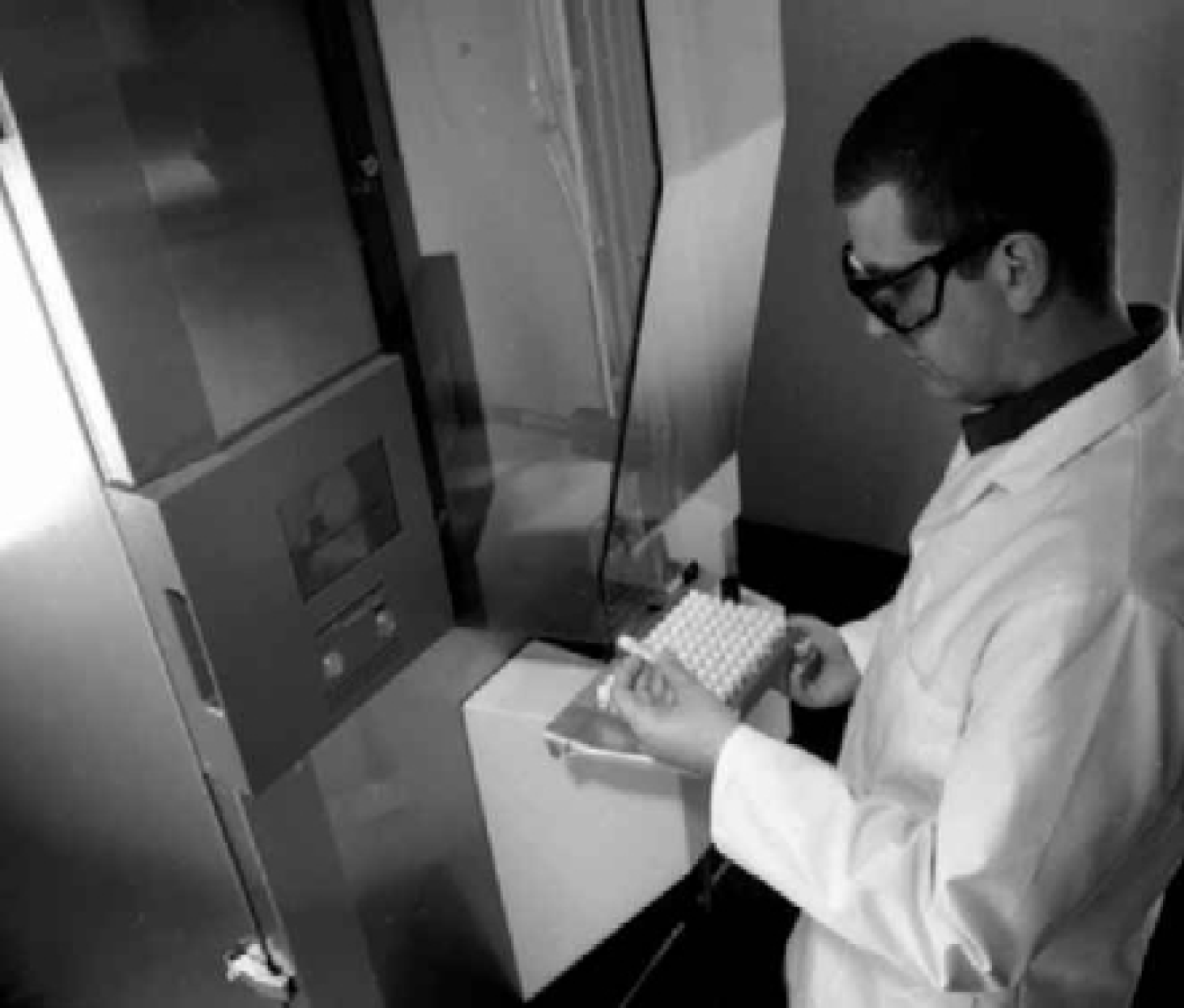
An example of such a thread in use is shown in Figure 3. Here the FN feature has been applied to a polypropylene Vial as a label.
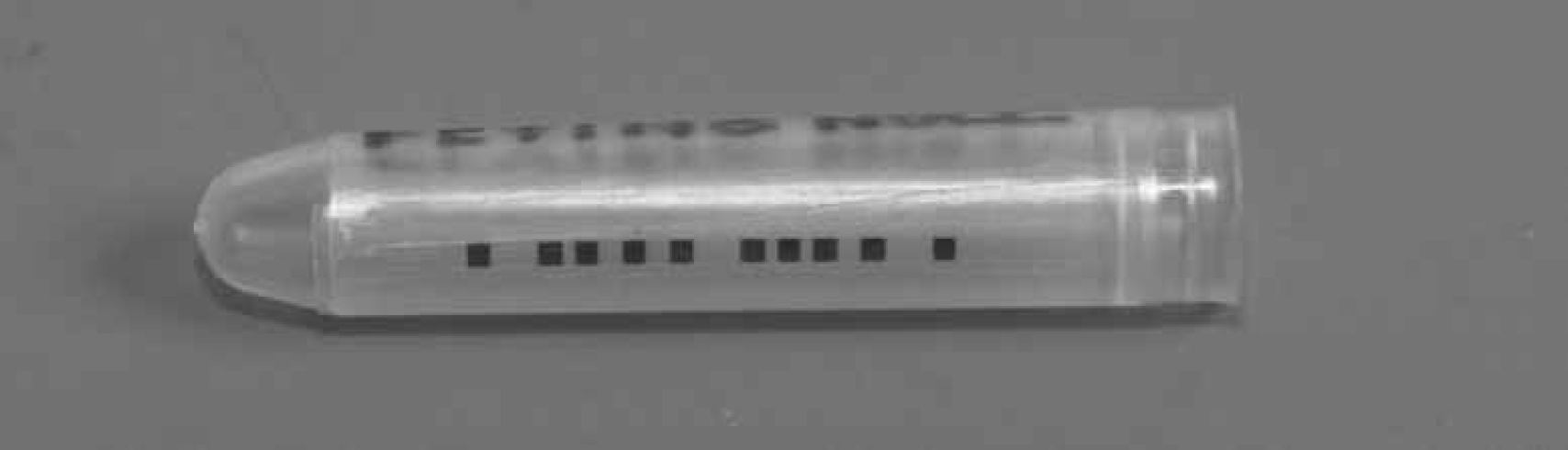
The feature is being checked using a simple hand-held reader. A key feature of the use of a loop reader is that there is no requirement to orient the reader relative to the tag. This results in a very simple and quick read, ideal in a hostile environment.
The loop is very small and compact allowing easy incorporation into most automation systems or as a stand-alone item for the smaller lab. The electronics to drive the loop reader and to decode the signals are similarly compact, and in many cases can be accommodated within the existing circuitry.

The following picture illustrates the ease with which FN Tags can be incorporated in the label conversion process. The figure shows an example of a roll of labels containing FN thread. In this case each one of the labels has a unique identity.
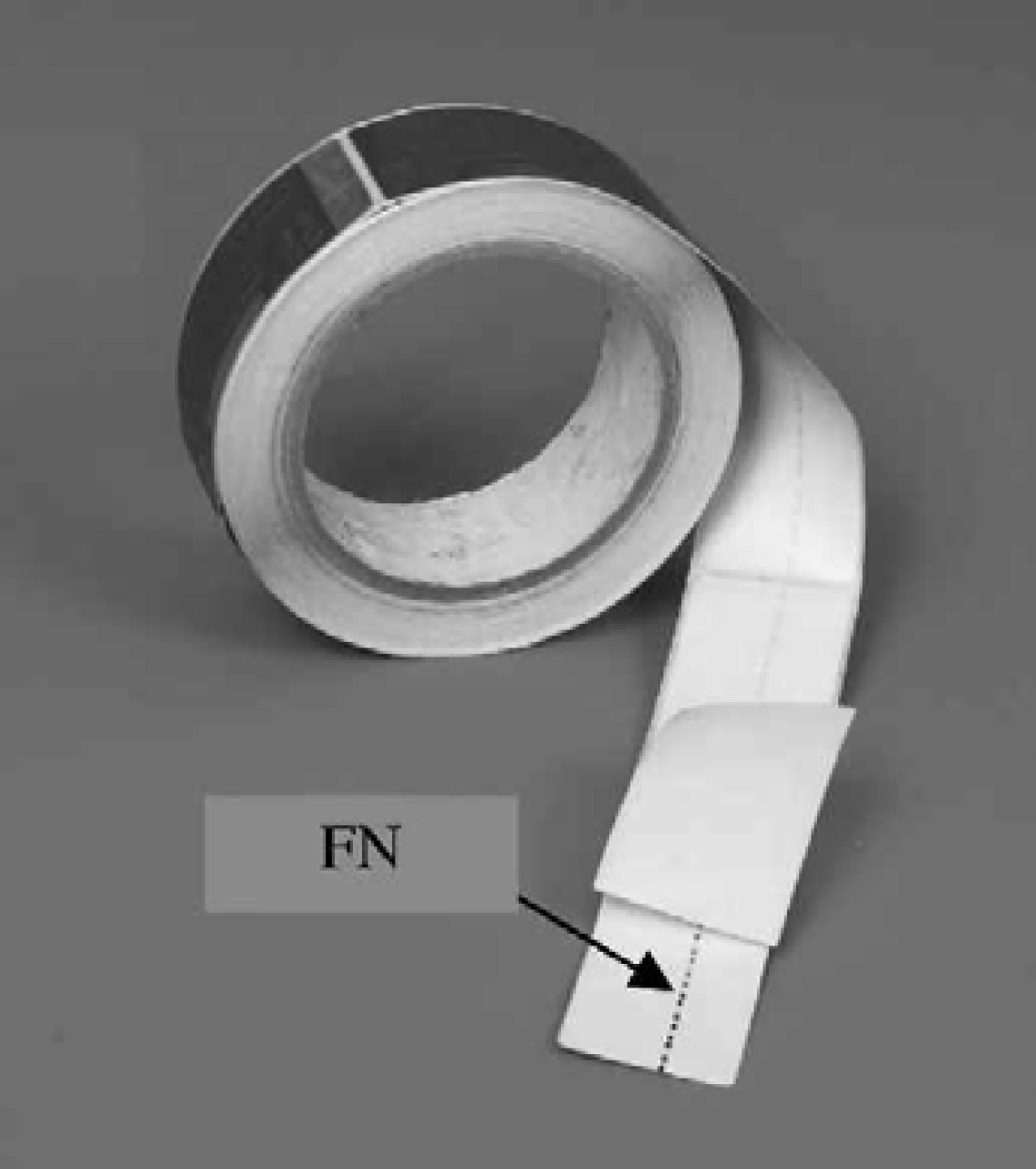
The thread can be embedded within the label stock prior or during the printing process. An advantage to this approach is that the FN label can be applied using conventional methods.
PHARMACEUTICAL PACKAGING
The use of authentication and tracking features in the pharmaceutical industry is gaining interest. Pharmaceutical companies tend to be secretive about the existence of counterfeit products although news of their existence is gradually emerging. Some companies are using holograms although, as was discussed above, their use is not likely to be a deterrent to the professional counterfeiter. Flying Null can be used as an authentication feature for pharmaceutical packaging; for example, FN tags could be embedded within a blister pack. An advantage of using the FN approach is that the authenticity can be checked without opening an outer pack. Additionally the use of the FN feature can be arranged to give an indication of tamper, without the need for opening the outer pack.
BLISTER PACKS
There is a wide range of packs used for dispensing pharmaceutical consumables, ranging from the foil sealed blister pack for drug dispensing to the heat sealed blister packs for dispensing sterile medical instruments used for administering drugs. Pharmaceutical companies generate their income through the sale of consumables; hence they have a bottom line interest in ensuring that only their consumables are used and that the containers are not refilled with substitute products. Flying Null offers a solution to both these problems. First, an authenticating feature can be added to the consumable that is machine read at the point of distribution. If this feature is not present when a new consumable pack is introduced then the distribution system will not operate or trigger an alarm. A second functionality can be introduced which will enable the distribution system to erase the FN code making it impossible to use the container again with substitute consumables. This is a very easy feature to add to both the consumable pack and the distribution system.
SUMMARY
There is a growing need for more robust and reliable product tracking technology that can keep pace with the growing demands placed on Lab Automation equipment. The requirement for faster and more reliable through-put as well as the move towards individual pick and place systems like the TTP Compound system will inevitably put pressure on existing optical technologies. There are fundamental limits to the speeds at which these technologies can operate. Many of the largest compound libraries are near or approaching these limits. What is required is a fundamental break through in product tracking technology.
APPENDIX A: FLYING NULL TECHNOLOGY
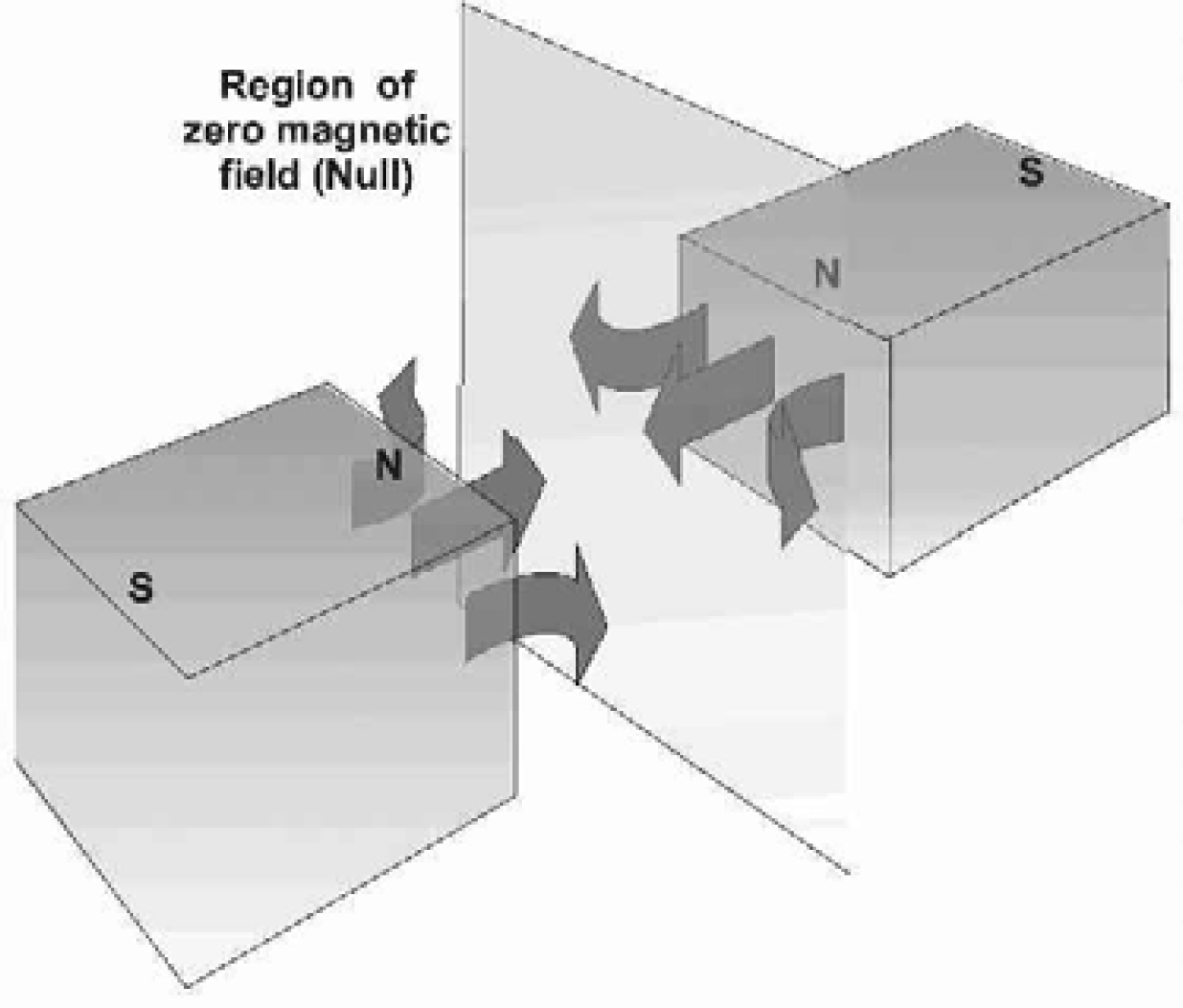
What is Flying Null technology? In essence it is very simple. Perhaps the best way of envisaging the concept is to go back to some basic physics. Let us envisage a configuration in which two like poles of a permanent magnet are placed facing each other. The resultant magnetic field lines would be:
Equidistant between the magnetic poles one would find a volume in which there is no magnetic force, essentially a volume of null magnetic field. In this arrangement the position of the bar magnets is known, hence the position of the null can be measured/calculated accurately.
Having set up the null, consider what would happen if we take a piece of soft magnetic material (of similar dimensions to the magnetic null) and pass it through the null. The piece of “soft” magnetic material will be saturated everywhere in the space between the magnets, except in the central “null” region, where the field strength drops below the saturation level of the magnetic material.
In the null region, the presence of the magnetic material can be detected remotely using a low-amplitude interrogation AC field. As the magnetic element moves into the null region, it responds to the AC interrogation field.
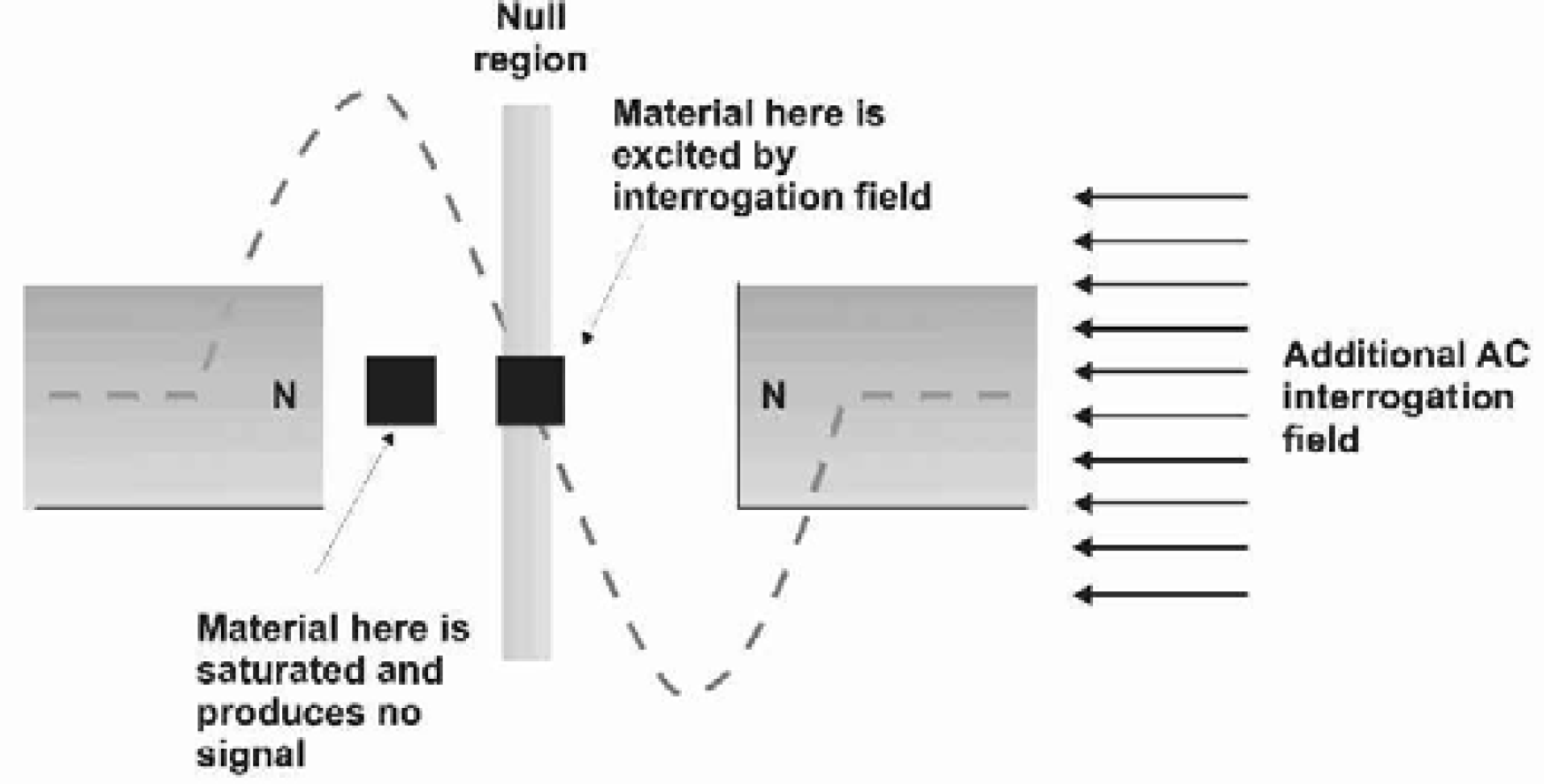
When this response is detected it indicates that the magnetic element has entered the null region. This attribute can be used to measure the position of the magnetic element (and the article to which it is attached).
In order for this Flying Null principle to work the magnetic element needs to be made of low coersivity (soft magnetic) material and have high permeability. Such material exists and is used currently in electronic article point of sale security devices based on magnetic technology. It is produced today in large volumes.
In the above diagram permanent magnets are used to generate the magnetic field. Instead of permanent magnets, electromagnets can be used to create the bias field. The currents in the electromagnetic coils can be driven so that the null is scanned across a defined volume to search for the soft magnetic elements. With this “Flying Null” system, the position of one or more pieces of magnetic material anywhere in the scanned volume can readily be sensed.
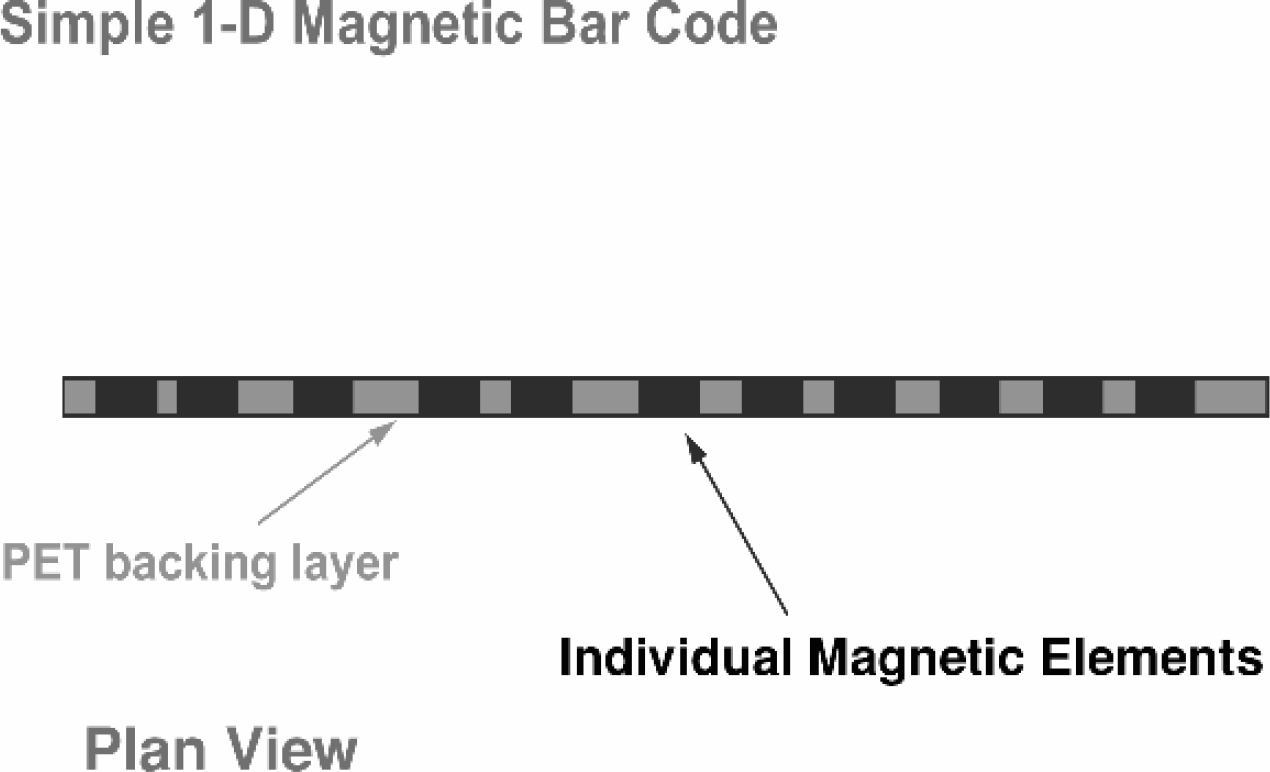
Having established the position of the element we can extend the concept to using many elements, hence producing a codable tag. This can be considered to be the magnetic equivalent of the optical bar code. As with optical bar codes, the FN tag can be 1D (linear) or two-dimensional. The following diagram illustrates a one-dimensional tag.
In this arrangement individual magnetic elements are mounted onto a layer of PET material 12 or 25 microns thick.