
Abstract
In the case of development of new products in organic synthesis, the final step of the process must offer the best purity. In this way, the final step is a unit operation of isolation like distillation, crystallisation or liquid-liquid extraction. Therefore, it is necessary to integrate a module of purification on an automated platform for achieving the whole process.
In our case, an automated platform was based on Zymark architecture allowing us to automate sample preparation and the reaction steps. For the purification module, we opted to develop our own home module: a liquid-liquid extraction module. This unit operation permits us to separate the final product in the case of peptide synthesis in liquid phase, but equally, in the case of isolation of vegetable molecules.
The module capacities had to permit the multistage extraction and the determination of the binodal curve for optimising the process, and to possess in our own system for liberating the Zymark robot for other tasks. The operator interface is developed by using a SCADA (supervisory control).
This presentation was given at the 2000 International Symposium for Laboratory Automation and Robotics (ISLAR) held in Boston, MA, October 15-18, 2000. The full manuscript is available on CD-Rom and can be acquired by contacting Christine O'Neil, 508-497-2224; email
INTRODUCTION
The will to develop the use of agricultural raw materials, permitting reduction of CO emission to have some biodegradable product, requires the development of an R&D process. The purpose is to find new natural compounds for innovative application. One of our laboratory research fields is the valorization of phytomolecules. The objective of our work is mainly to isolate a family of compounds from the multitude of natural compounds composing vegetable matter using a process suitable on an industrial scale.
The isolation of natural compounds of a mixture is performed by using unit operations. The development of these operations is carried out at laboratory scale with reactors of about one liter.
During this stage, we need to obtain specific data for scaling up the operation with other specific equipment. Obtaining this data requires a great number of experiments. Therefore, we decided to automate the unit operations.
The benefits of this robotization will be to increase throughput while recording the value of process data. In other respects, robotization permits a decrease in the size of the reactor (1L to 10 mL) and this decreases the experimental cost, especially when the new natural compounds are available on the market (analytical market).
REQUIREMENTS
In the process of obtaining a biomolecule, the first unit operation is the leaching operation or solid-liquid extraction. During the operation the choice of solvent is very important because it contrives to dissolve soluble matter into liquid phase. Other parameters like contact time, weight ratio between the two phases, and number of stages should also be studied. The leaching operation permits us to carry out a first separation, but generally the liquid extract contains several families of compounds. Therefore, other separation techniques have to be applied like liquid-liquid extraction, crystallization, distillation and adsorption. The liquid-liquid extraction should be carried out when more simple operations like crystallization and distillation are not conceivable.
Liquid-liquid extraction should be used not only after leaching but also after synthesis. For these reasons we decided to develop a liquid-liquid extraction module. The first step in creating the module is defining the operation parameters with the aim to control and implement the robotic system interface for the operator. The principle of liquid-liquid extraction (figure 1) is based on a difference of solute solubility between two nonmiscible solvents (diluent and solvent). Then extraction consists of putting in contact a quantity of solution (solute + diluent) with a quantity of solvent. After a time of agitation and decantation, the phase separation should be carried out. For the chemist, it is the most delicate operation due to the possibility, of emulsion. The yield operation depends mainly on the solvents ratio and number of stages. For scaling up the operation, parameters like distribution curve and phase equilibrium must be known.
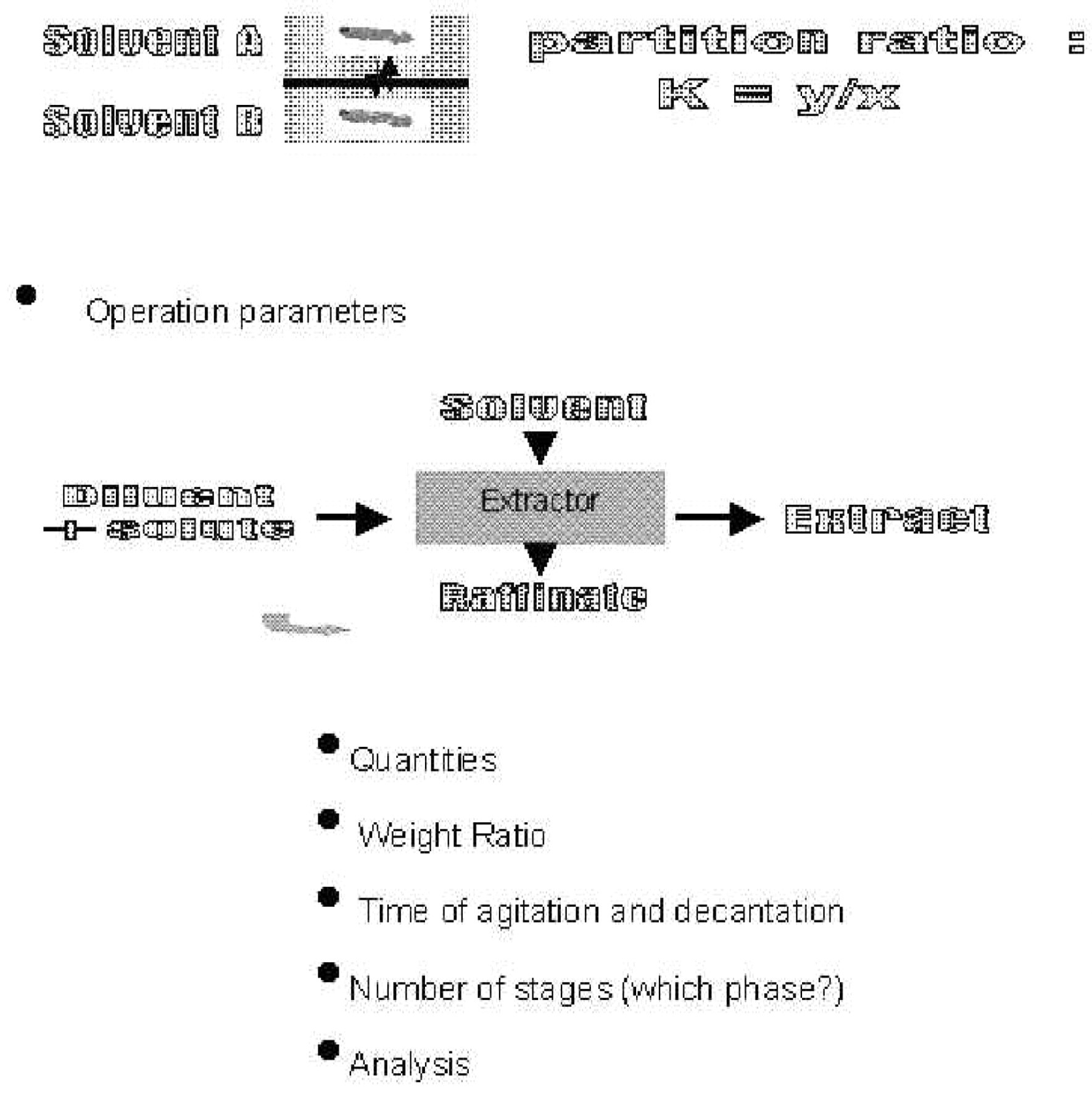
Finally, the principal parameters to control are quantities, times of agitation and decantation, and number of stages.
After defining 1 9 the control parameters of extraction, a commercial solution can be envisaged but the cost of equipment makes it unavailable. Furthermore, our experiences in implementation of a robotic station and in automation can be valorized.
Therefore the specification was to use available laboratory material for decreasing the cost. We opted to build the module with a classical laboratory funnel (250 mL) with an adapted valve at its bottom. In other respects, by experience it is interesting to liberate the robot system in order to increase the number of robot tasks. So, the module has to possess its own control system. The control system is carried out by a programmable logic controller. Another important point is that when a module is installed on a robotic station, it is its size. The last point is that we wanted to develop a user friendly system interface for facilitating the use of such a module. For that, the use of a SCADA has brought a graphic interface and I/O scanning in real time.
ROBOTIC STATION
Available instruments
The robot is a XP Zymark robot used to shuttle the vials. The volume of vials is 10 mL (Pierce Reacti Vials). The liquid introduction is controlled by two MLS:
One for the preparation of solution (diluent and solute intro ductions) used during the determination of phase equilibrium
The other for extraction solvent
The weight of diluent and solute introductions, extract and raffinate phases are recorded on a balance (AE 200 Mettler Balance). The MLS and balance are controlled by a control unit (System V Controller, Zymark).
Liquid-Liquid Extraction Module
The module is composed of a laboratory funnel. The different phases are led to specific storage positions owing to a set of elec-trovalves. Figure 2 represents the schema of this module. When a reactor has reached the work position, the solution is introduced into the funnel by vacuum. After this the solvent is dispensed by MLS and starts the time of agitation by air bubbling. Finally, a time of decantation is made with the aim to have a quiet interface between phases.
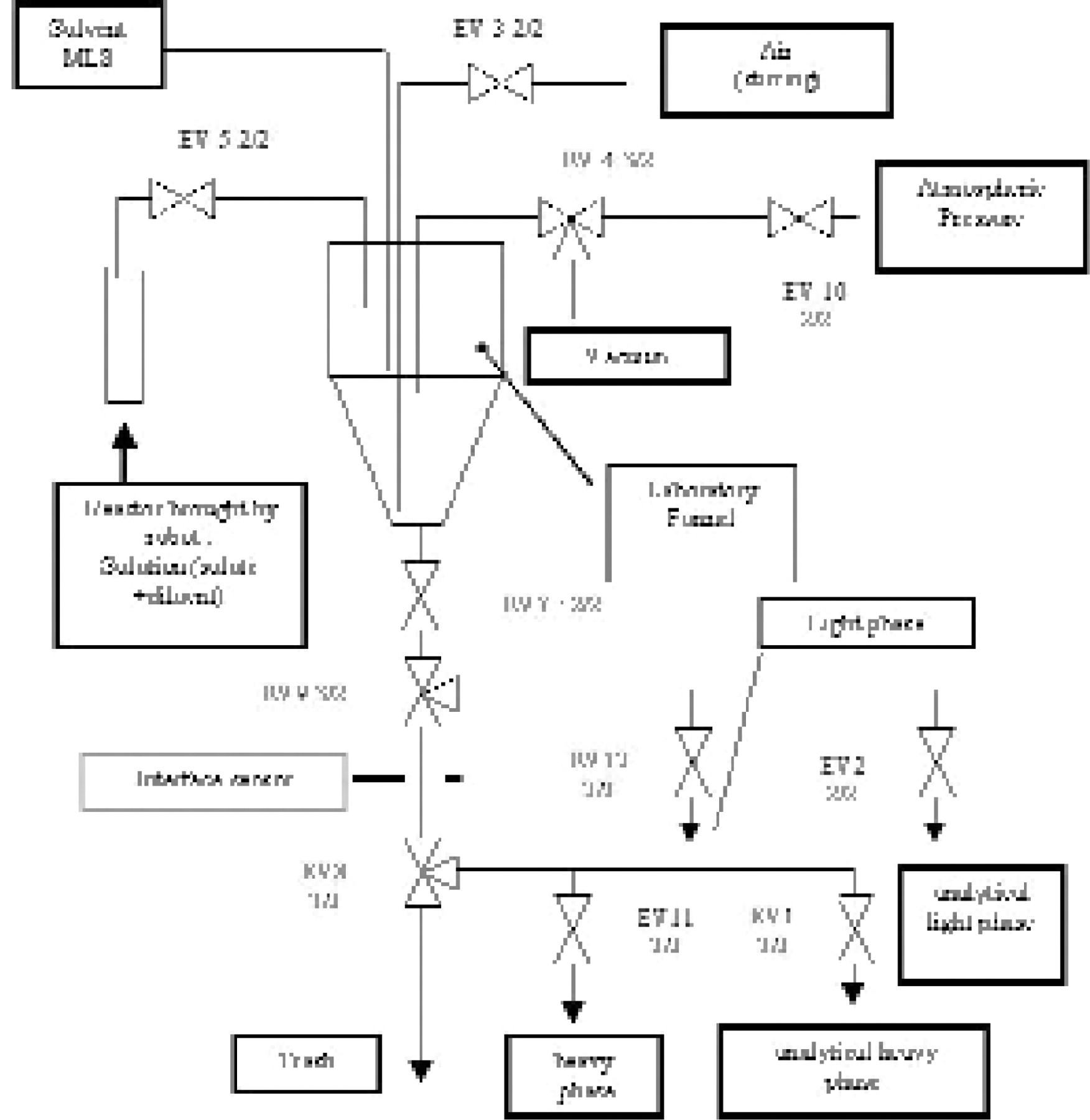
After decantation, phase separation must be carried out by the use of an interface detector and by valve control. Then, the heavy phase is led to a position of analytical storage (into test tube) and a position of process storage (into vial). After interface detection, the light phase is led equally to two comparable positions. In fact, the robot has to manage four positions:
–two for extract and raffinate (the work position is the same position as the heavy phase storage);
–two for analyses;
When the extraction is finished, it moves the vials and test tubes to specific racks.
The choice of interface sensor is very important. We have opted for an inductive sensor (Omron) that permits us to have no contact with solution. In other respects, the output of the sensor is logical information. The sensibility of the sensor is calibrated on the light phase for having a logical signal to one. Then it is easy to plug and use but the drawback is not having one specific value for each phase in the case of emulsion. We could avoid the problem of emulsion by calibrating a specific void volume between EV8 and EV9.
Control System
For managing the robotic layout, several systems and softwares have to be used. The systems are composed of a system V, a Zymark controller (PEC) and finally, our programmable controller (Omron). The system V and Zymark controller are managed by EasyLab Software. Our controller possesses its own programming language. Finally, the software of Scada (FIX Intellution) is loaded on the same computer as the others.
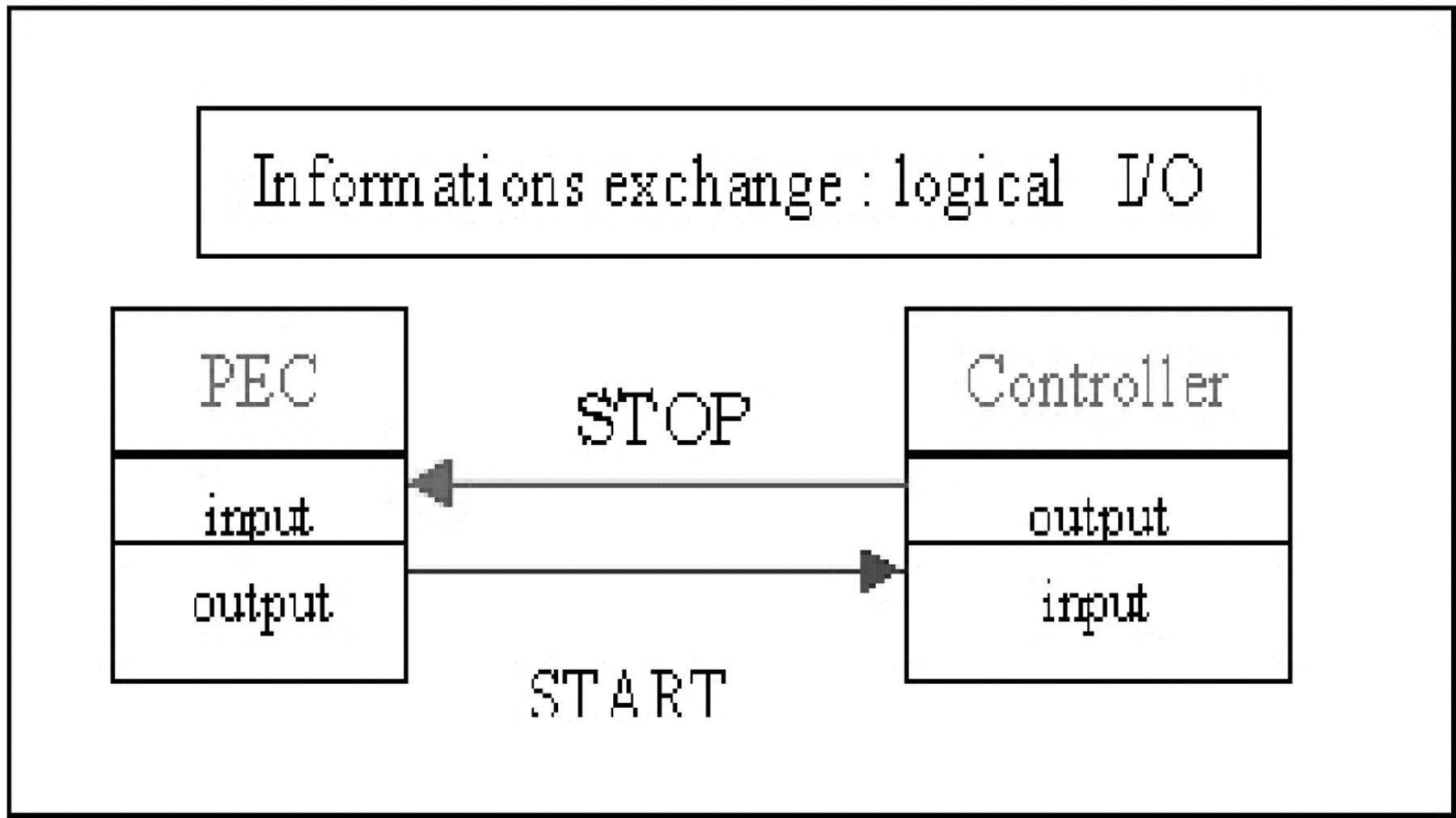
The major problem for the orchestration of the different systems is to have some links permitting the organization of the process steps: weigh, transport, dispense and extract. Then, the incorporation of a different system to Zymark can bring problems of data communication. For resolving these problems, we have implemented a simple system of exchange between the Controller and PEC. Indeed, two signals need to be managed. The first signal must permit mention to the controller that a reactor has arrived on the extraction module to start the operation. It is a synchronization between robot and module. In the other way, when extraction is finished, the controller must inform the robot for transferring reactors and test tube to racks. For achieving the information exchange, we have opted to connect PEC and controller by logical input/output informations (figure 3).
Programmable Logic Controller
The extraction module is controlled by logical information: output for electrovalves, input for sensor, and timers. Therefore we have opted for a CQM1 controller (Omron). It has 16 inputs, 32 outputs, 64 timers and a serial port (RS232). The serial port permits programing by software (Syswin) data exchange with SCADA. Its programming is realized in relay language (figure 4).
Operator Interface
To perform liquid-liquid extraction, the operator has to define the experimental conditions which are:
– the number of extraction stage and which phase will be reloaded,
– the solvent quantity to introduce owing two possibilities:
the volume (mL)
the weight ratio between the two phases (volume of solvent in function of solute weight) then operator needs to enter:
ratio
solvent density
– the time of stirring,
– the time of decantation
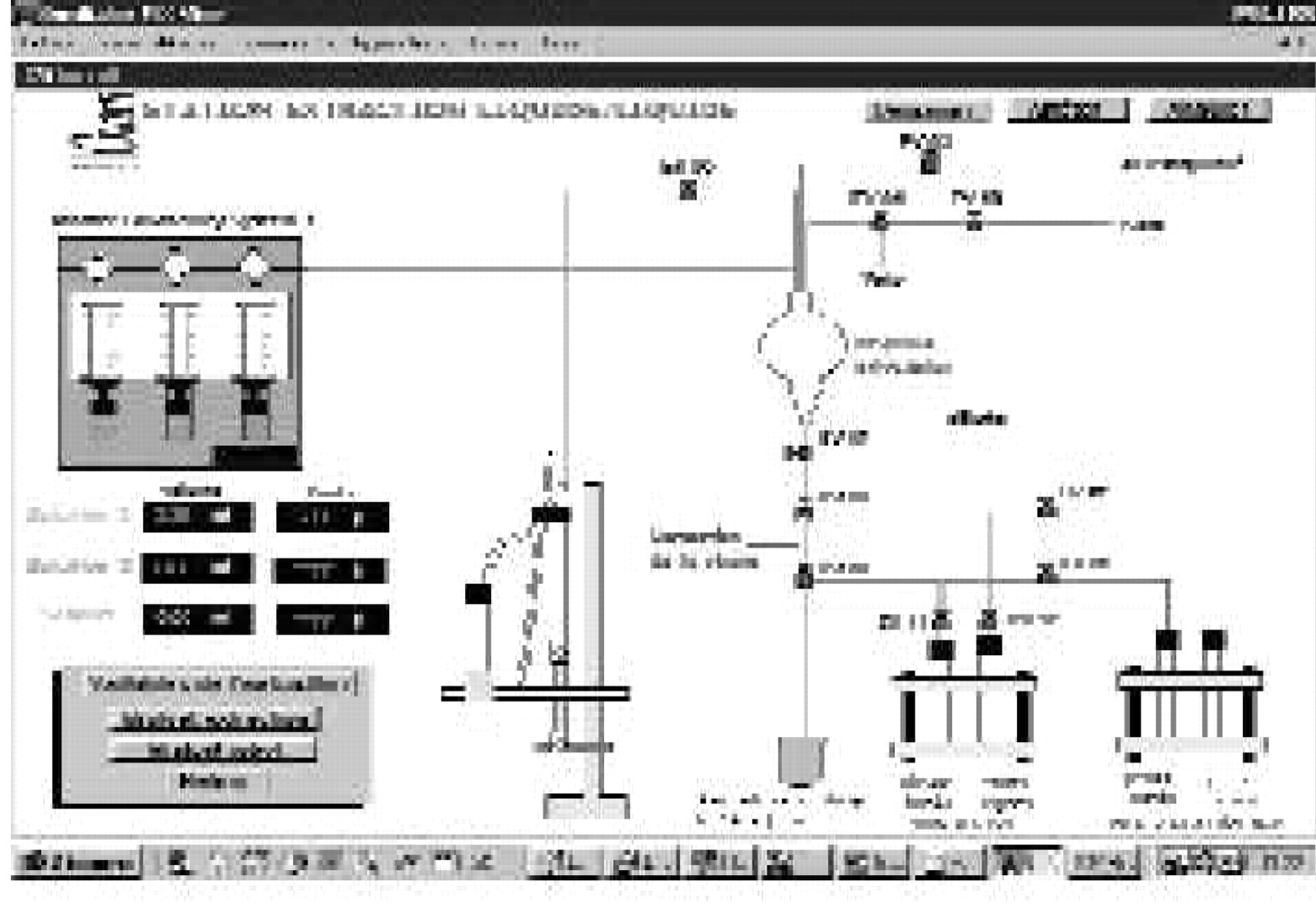
For facilitating the use of robotic systems, we have developed several control screens by the intermediary of supervisory control software (FIX). Indeed, the FIX applications are graphics, trending, I/O scanning and more. Therefore, the developed windows are shown in figures 5 and 6. The operator has access to a programming window in which he enters the experimental conditions and after that the principle window allows him to supervise the process. The state of electrovalves is represented by a specific color (red for 0, green for 1).
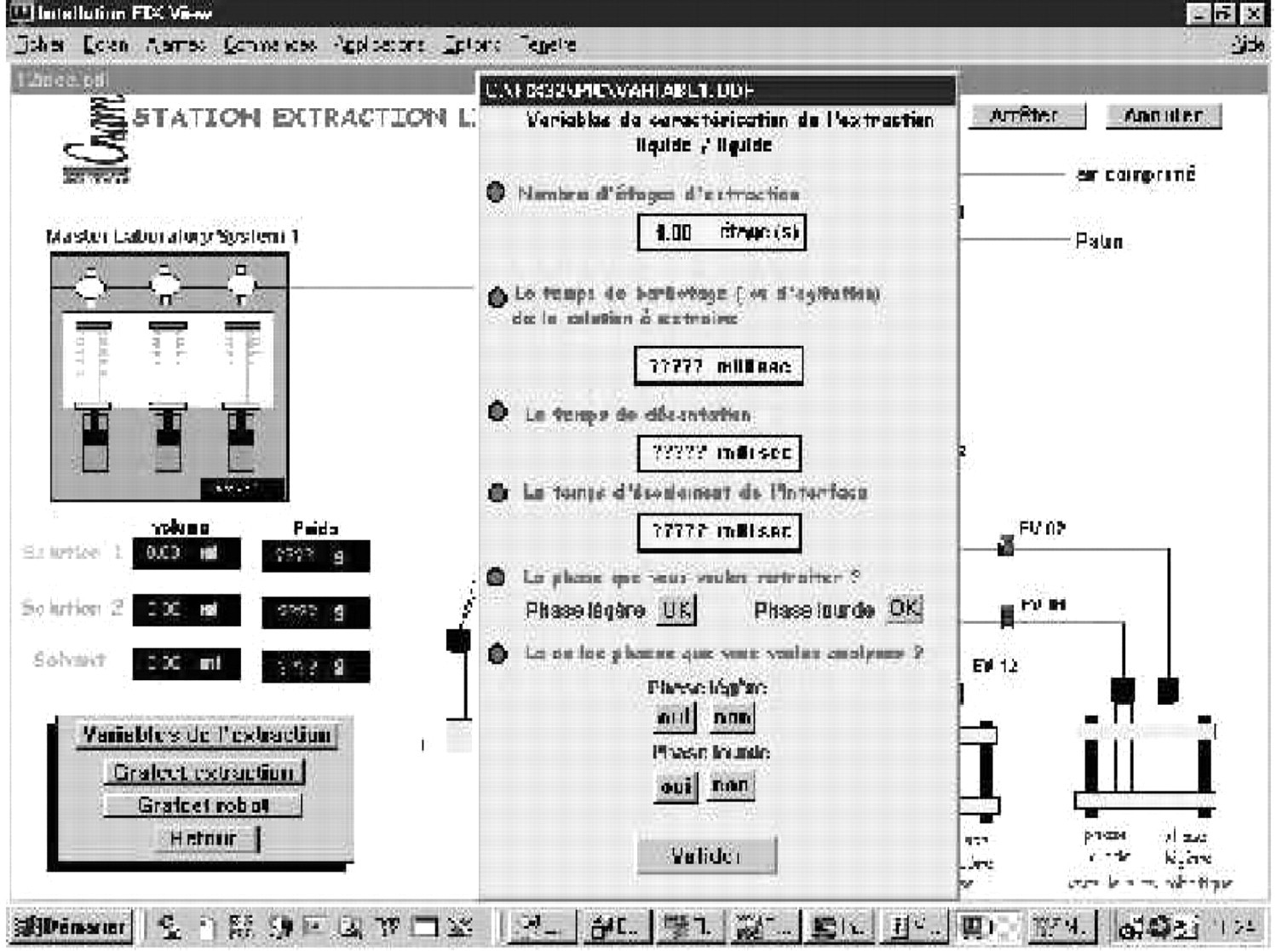
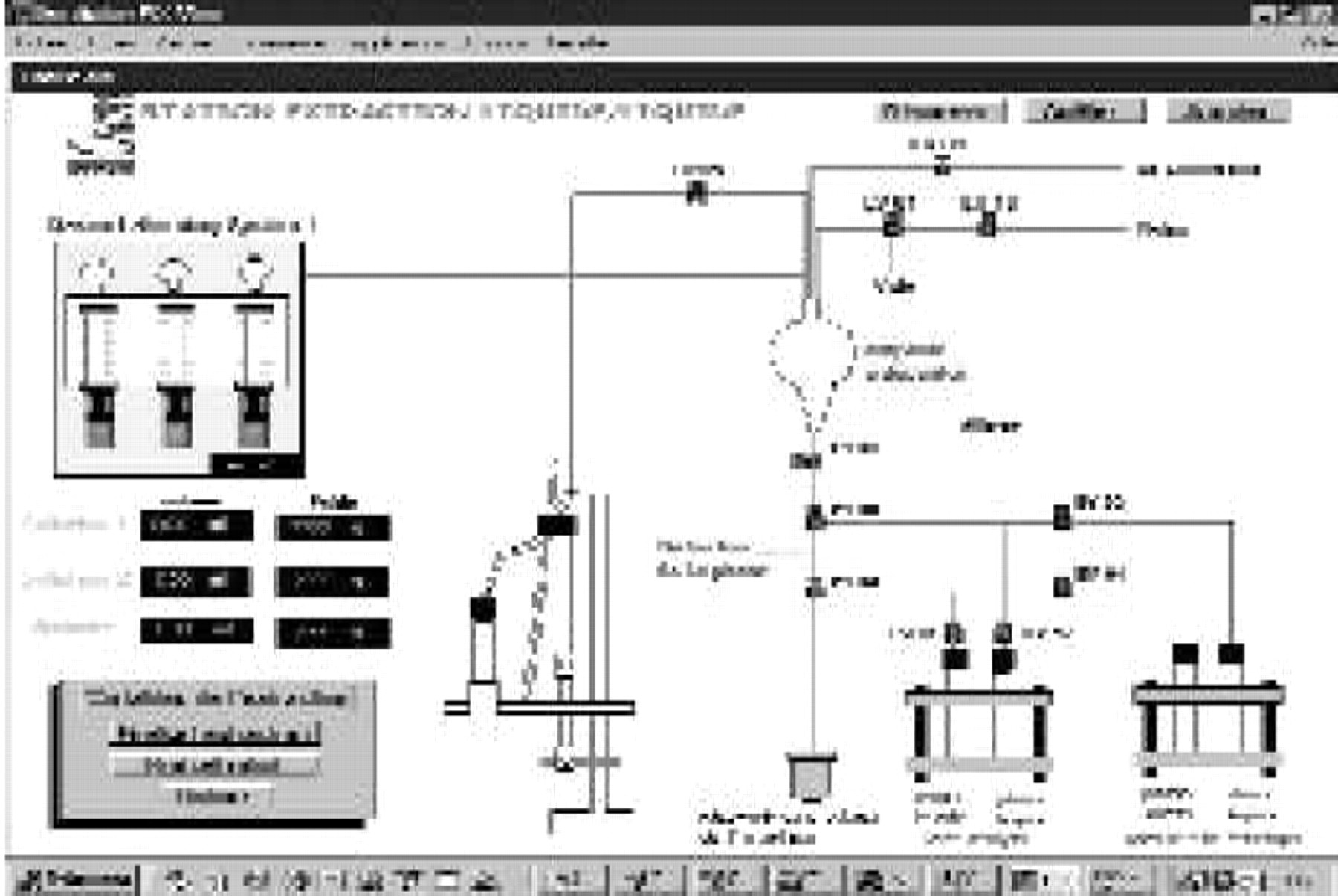
Supervision of the process is permitted by scanning the rs232 port connected to the controller. Of course, we need to use the specific Omron driver of communication. This is possible due to a large number of drivers available with FIX but it is for industrial material.
Another driver used is a DDE (Dynamic Data Exchange) that permits information to be shared or communicated between programs. The EasyLab software supports OLE (Object Linking and Embedding), permitting communication with DDE. Therefore, for starting and stopping a robot or for sending the dispensed volume of a solvent, we use DDE for opening the Zymark OLE.
EXPERIMENTAL AND DISCUSSION
For validating the liquid-liquid extraction module, we opted to study the acetic acid — ethyl acetate — water ternary system and particularly to determine the distribution curve of acetic acid. For this we had to prepare a specific mixture, separate the phases, and finally determine the concentration of acetic acid in each phase. Its dosing was made by titration.
The constituent of this ternary was purchased from Prolabo (France). Therefore for each experiment, we opted to program:
– one stage operation
– time of agitation: 180s
– time of decantation: 60s
– dispense a specific volume of solvent (ethyl acetate): 10 mL with a density at room temperature of 0.9.
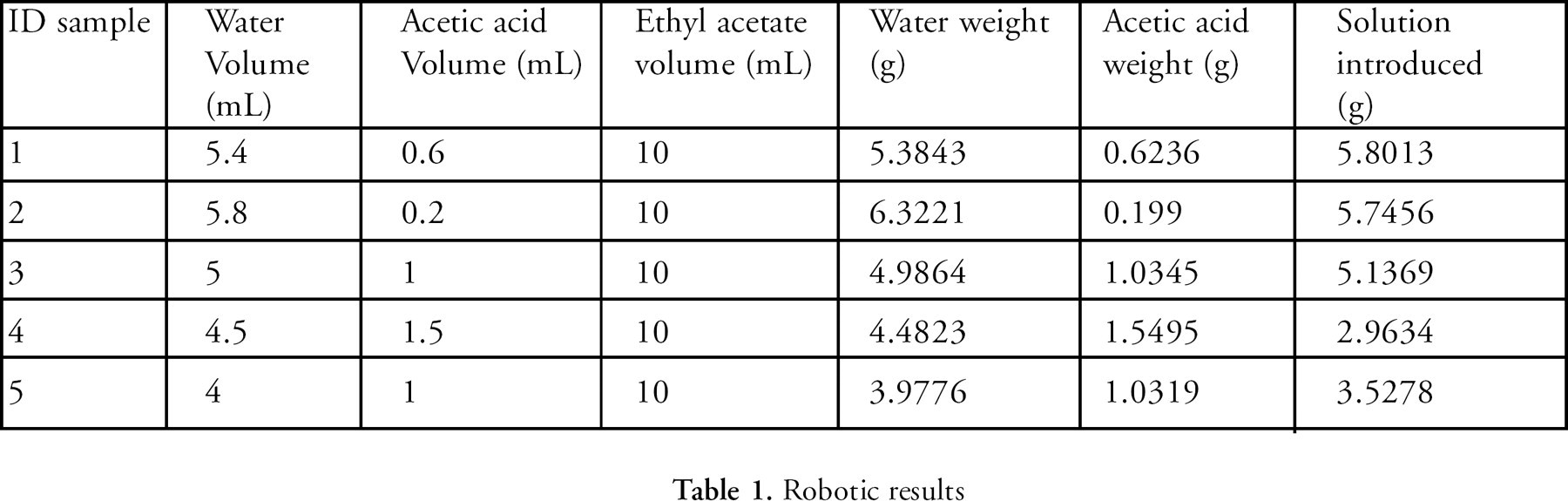
For solution preparation, we programmed several introductions of acetic acid (solute) and water (diluent) (table1: columns 1 and 2). Each liquid was dispensed into a reactor. Their weights were recorded (table1: columns 3 and 4). After that the solution was introduced into the funnel, and finally the solvent was dispensed. We calculated the real weight of introduced solution (table1: column 5) owing to a set of reactor weighings. Finally, the initial mixture composition was obtained (Table 2). During experiments some troubleshooting problems were observed. Indeed, some air bubbles appeared in the tube that disturbed the signal of sensor.
Robotic results
Composition of the extract and raffinate phases
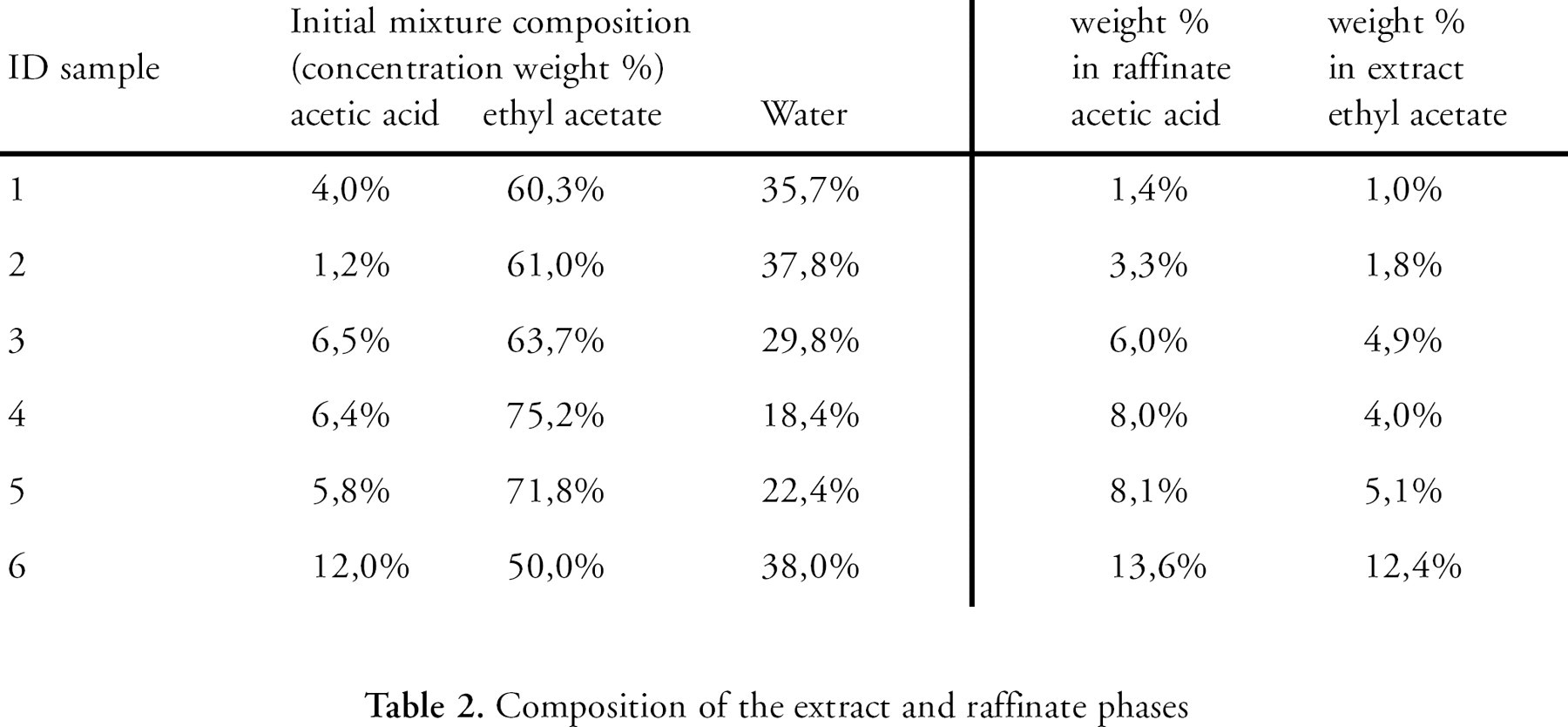
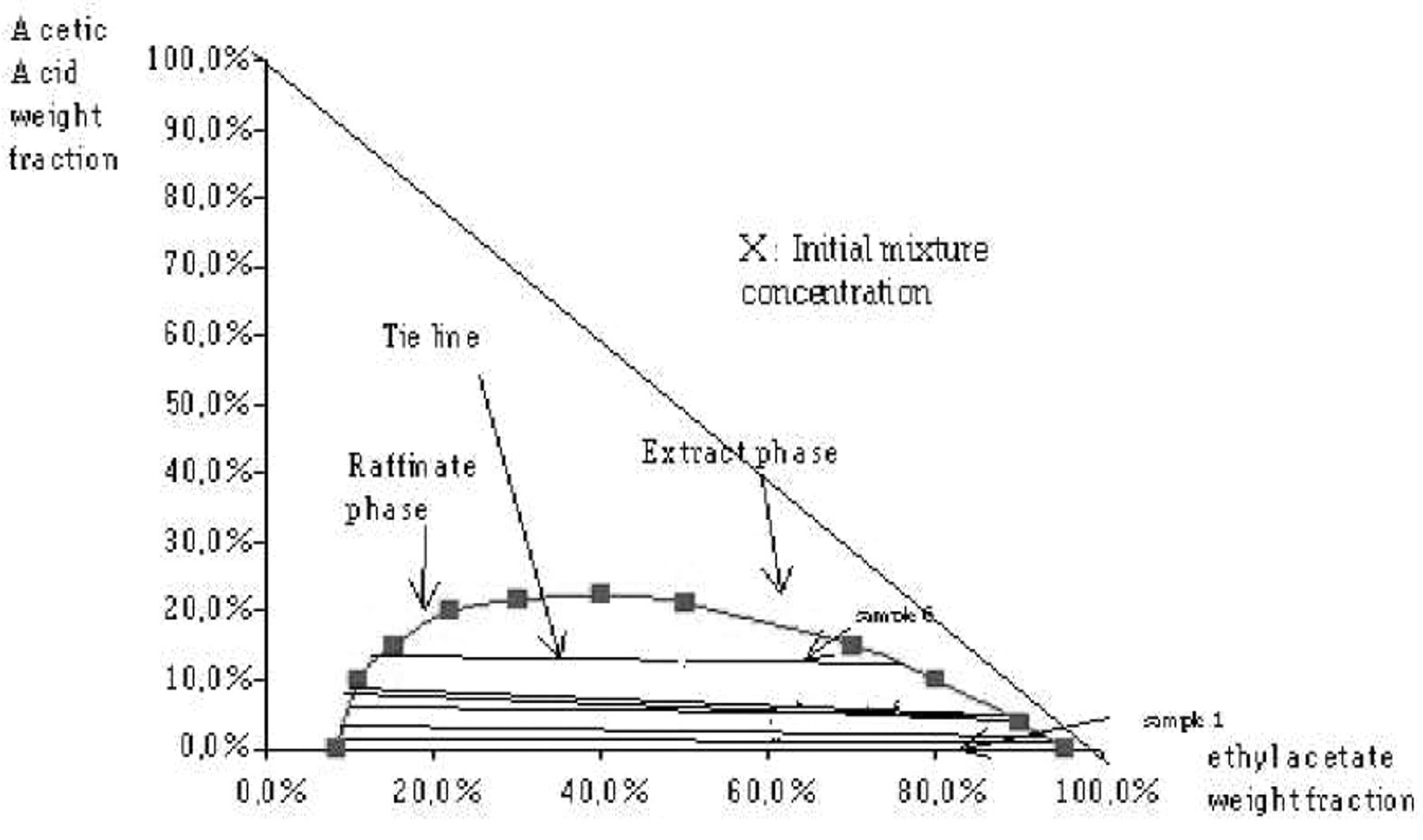
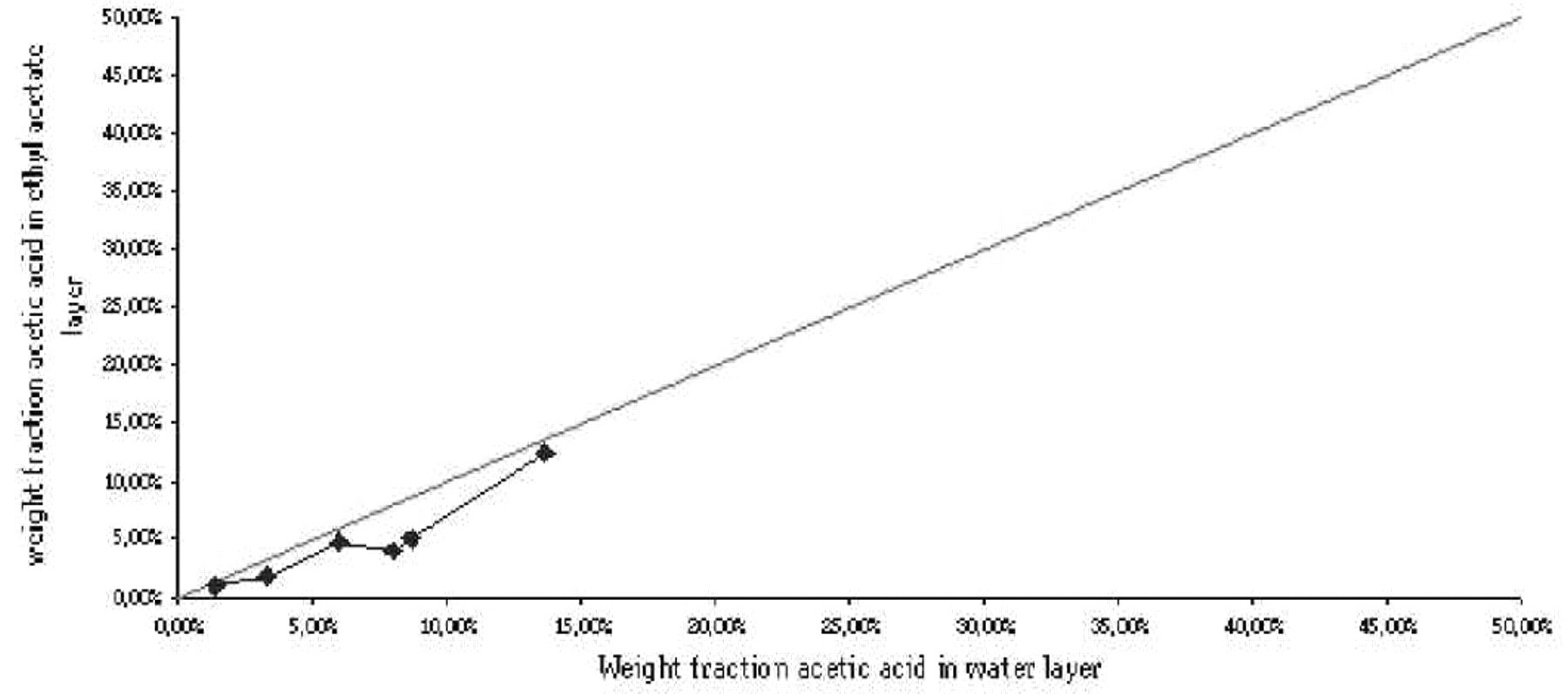
From Table 2, the tie lines of each mixture were reported on ternary-phase equilibrium 10 (figure 7). A straight line represents each tie line which passes through the points determined by titration and the point representing the initial over-all composition. A linearity establishes the material balance. We can especially observe from sample 2 the point of initial mixture is not on the tie line. We can perhaps explain by this measurement the uncertainty of titration. In other respects the ternary-phase equilibrium was established for a temperature to 20°C and unfortunately our module was not thermostated. Temperature is important with volatile compounds. In this way the agitation, by bubbling can be a problem. The acetic acid composition in each phase, permits us to determine the distribution curve in figure 8. Owing to the kind of figure, we can determine the preferred phase for the solute. In this case, it is the water phase for acid.
CONCLUSION
Our purpose was to implement a home liquid-liquid extraction module for isolating natural compounds. The success of extraction is the interface separation. After defining the module specifications, we opted for an inductive sensor. This kind of sensor is easy to plug and use but it revealed itself not to be a universal solution. Troubleshooting appears when air bubbles pass by a sensor. To have more security on phase separation, solutions could be envisaged using a syringe hand for analytical sampling or using two sensors calibrated for each phase. In our case, as the analyses are manual, the results are not really disturbed due to the chemist taking care of that during sampling. Therefore the module allows us to win on the sample preparation. In others the use of agitation by bubbling can promote the evaporation of volatile compounds. For the control system, we opted to use an industrial programmable logic controller for its control. PLC (Omron) permits us to extend easily the number of input/output and to access numerical communication via RS232 serial port or via other ones like RS485, or Ethernet. Therefore, we had to manage several systems: Zymark and PLC. For integrating the two systems and for facilitating the use by an operator, we decided to use SCADA (supervisory control). This industrial automation software allows us to scan I/O in real time and to develop friendly graphic windows. For the systems integration, SCADA needs two drivers: Omron driver and a DDE driver for establishing communication with Zymark OLE.
The use of DDE drivers increases the possibilities of communication with softwares such as EXCEL.