
Abstract
This presentation was given at the 2000 International Symposium for Laboratory Automation and Robotics (ISLAR) held in Boston, MA, October 15-18, 2000. The full manuscript is available on CD-Rom and can be acquired by contacting Christine O'Neil, 508-497-2224; email
INTRODUCTION
Eisai is a global healthcare company. The U.S. operations of Eisai have grown over the past ten years to over 600 employees. During this time, the organization has been constructed to contribute to the needs of Eisai's active worldwide pharmaceutical operations. In particular, the Chemical Development Unit of Eisai Research Institute in Andover, Massachusetts, pursues chemical process development work on attractive drug candidates.
Currently, the Chemical Development Unit in Andover is working on the synthesis of an endotoxin antagonist. Having over 30 steps in its synthetic sequence, the project is very ambitious. With only 4–6 process chemists available to handle the workload, effort must be expended efficiently. This environment is the ideal place to apply automation techniques.
Upon joining the Chemical Development Unit, I brought to Eisai extensive experience in both design and process development chemistry. Since joining the organization, I have concentrated on applying automation to chemical process optimization. Applying design of experiments (DOE), several processes have been improved. An example of this work will be described.
DISCUSSION
DOE is a powerful tool for doing response surface modeling. It allows the experimenter to determine how a particular response changes as a function of changes in various factors. In the chemical development arena, the chemist can use the statistical guidance of DOE with their chemical knowledge to discover how a particular process behaves in the lab. In addition to traditional main effects such as time or temperature, the chemist can also discover interactions between the factors by using DOE.
To implement DOE, the chemist needs to run many experiments. Manually, this can be a very tedious affair, especially if 20–30 separate experimental runs are required. Automation can help the chemist confront this workload. A computer-controlled array reactor that runs several reactions in parallel offers a powerful solution to this problem. The many runs that are necessary for careful DOE work can be programmed into the array reactor and then executed with little intervention by the chemist. These systems can also assist in response generation. With the help of automation, DOE now becomes a technique that can be readily implemented.
To apply this methodology to a chemical process, the chemist needs to go through several steps. Building on prior chemical knowledge of a given process, the chemist chooses which reaction factors, e.g., reaction temperature or amount of reagent, are likely to affect the desired response(s), e.g., product yield. With the aid of statistical software, the chemist then creates the experimental plan to learn about the chosen factors and responses. This experimental plan will contain many individual reactions or factor combinations that need to be run on the array reactor. From each factor combination, a response will be generated. The software then statistically models the responses from the factor combinations. With the responses and statistical analysis in hand, the chemist can then decide if another series of experiments are needed to understand the process or if verification runs are in order.
To illustrate this approach to doing chemical process development work, an example will be given. In this example, a step-by-step description of how automation-assisted DOE was applied to a chemical process will be given. With this approach, a great deal was learned about this reaction in a short period of time.
The reaction involved the formation of a β-ketoamide from the corresponding β-ketoacid and the amine. With the assistance of 1-[3-(dimethylamino)propyl]-3-ethylcarbodiimide hydrochloride (EDC) and 1-hydroxybenzotriazole (HOBT), the reaction was carried out in acetonitrile. This reaction was far into the synthetic sequence for one fragment of the final drug compound. A generalized schematic for this reaction is given below.
Amide Formation
Several features of this reaction made it a challenging process.
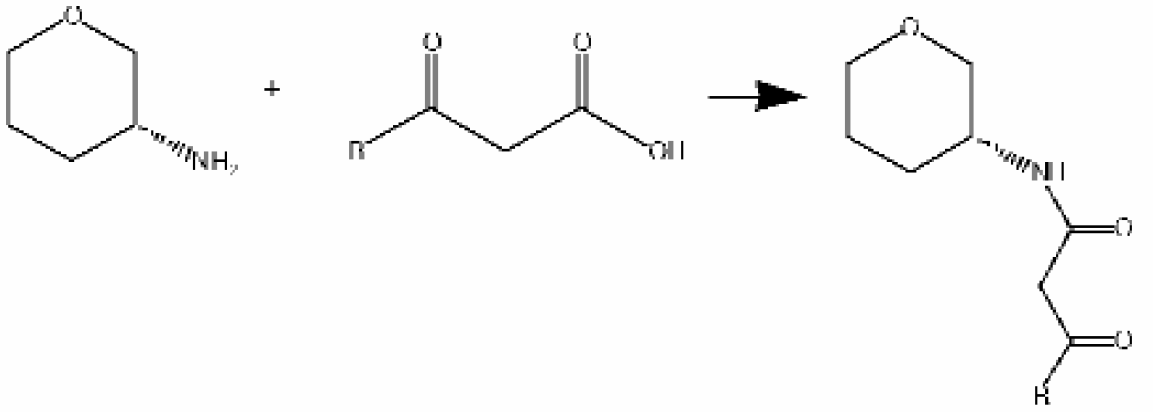
The amine for this reaction was prepared in 12 steps from glucosamine while the b-ketoacid was purchased at a cost of ∼$25,000 / kg. As might be expected, there were stability issues associated with the β-ketoacid. Additionally, the EDC was an expensive reagent. The role of the HOBT in the reaction also needed to be addressed.
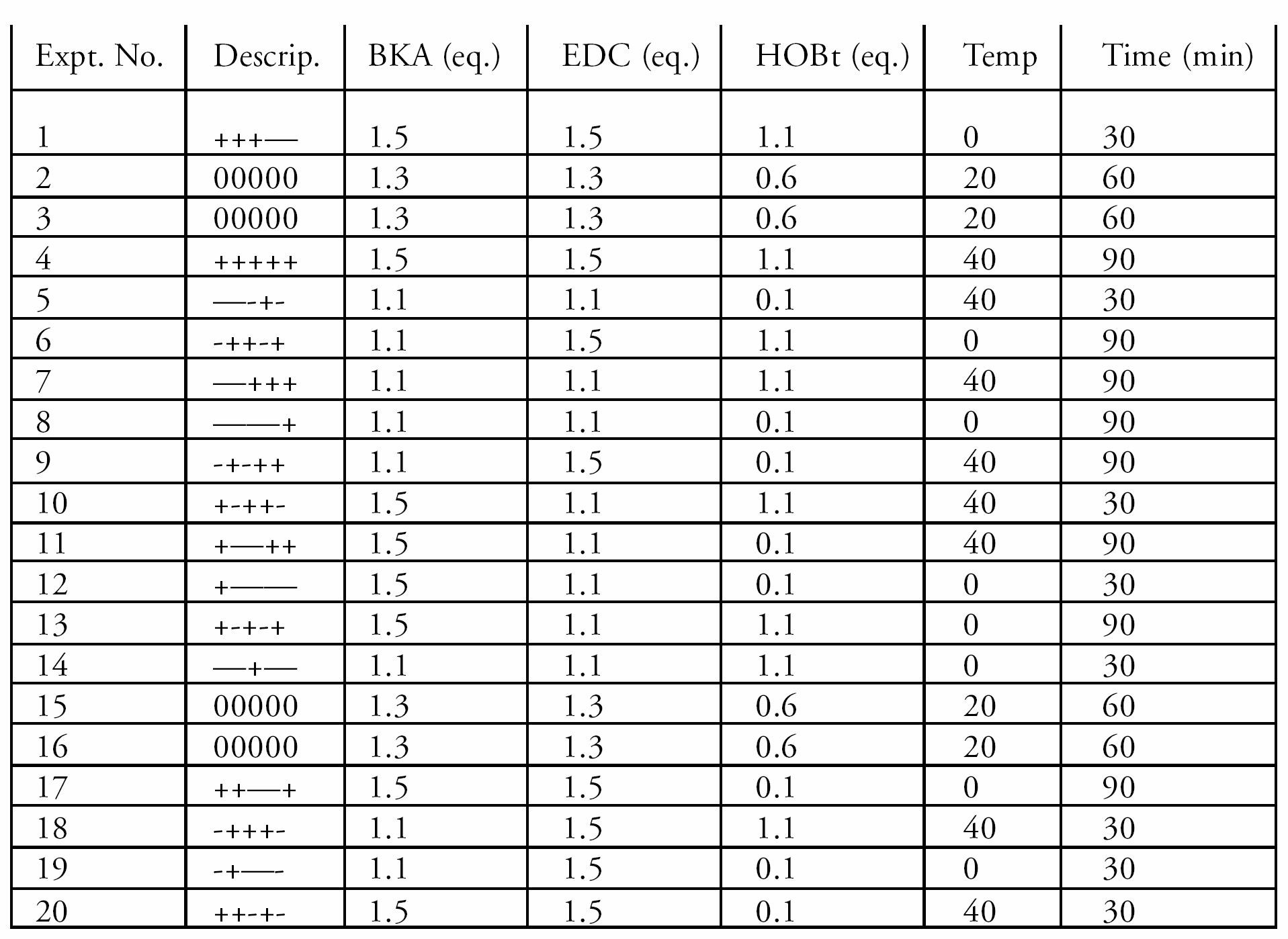
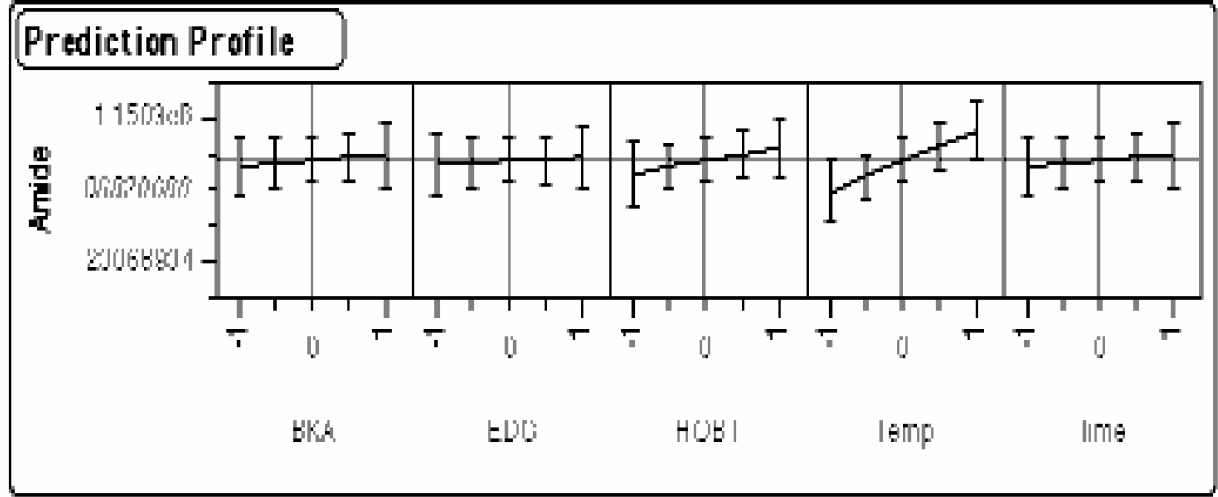
Using a chemist's knowledge for this β-ketoamide formation, five factors were targeted for DOE analysis. They were 1) amount of β-ketoacid, 2) amount of EDC, 3) amount of HOBT, 4) reaction temperature, and 5) reaction time. For the first three factors, the best value was needed. Likewise, the best conditions for running the reaction, i.e., time and temperature, were also required. For these five factors, a high, middle, and low value for each was chosen for examination. The yield of β-ketoamide was the obvious response to model.
If one uses only the high and low settings of the factor combinations for the five factors, there are 32 experiments (25) to be run if all combinations are examined. Statistically, only 16 experiments (a half fraction) are needed to give information about the main effects and any two-way interactions present for these factor combinations. These 16 experiments plus four replicates of the center point condition result in 20 experiments. The 12-position array reactor could execute these 20 experiments in two batches of 10 experiments each.
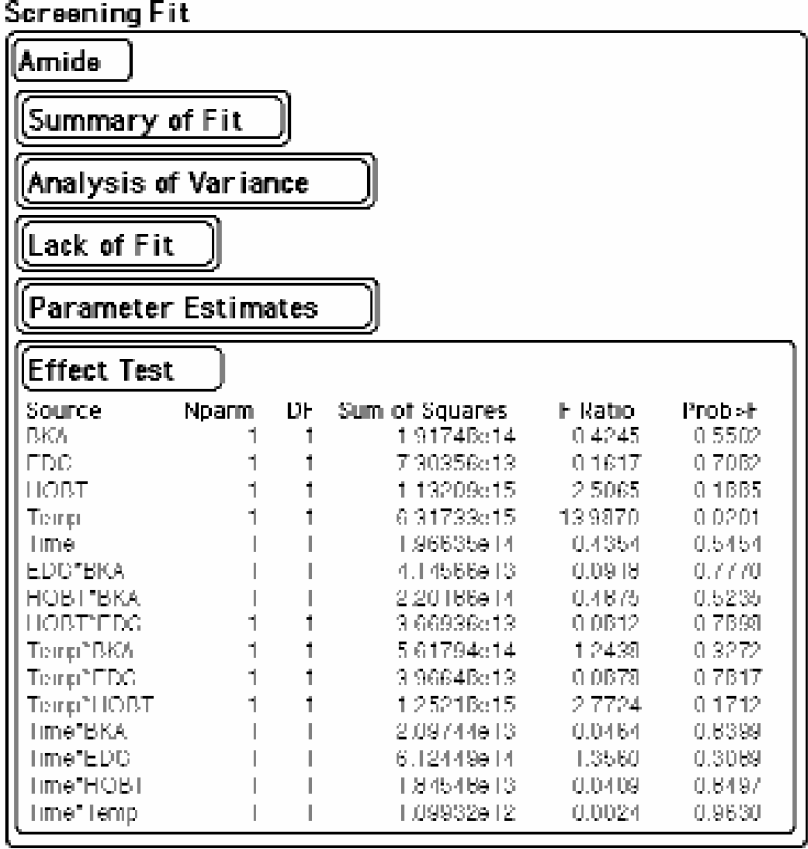
Inputting this information into the statistical software gave the overall experimental plan for running the 20 experiments in randomized order. After the experiments had been run, the HPLC peak area for the amide was used as a proxy for the yield of amide in each reaction. The statistical software did an analysis of the response for amide yield as a function of the factor variations. From this analysis, only the reaction temperature was having an impact on the yield of amide. Prior “lore” had been that this reaction needed to be run at or below room temperature. Additionally, the statistical analysis revealed that HOBT was truly a catalyst since changing its level from 0.1 equivalents to 1.1 equivalents had no statistically-significant impact on amide yield. The levels of β-ketoacid and EDC could be set at the lowest level since going to higher levels had no effect. Finally, the reaction could be run for 30 minutes because longer reaction times did not improve the yield of amide.
With this newfound insight, verification runs were done on the array reactor to check the validity of the “new” reaction conditions. The impact of temperature on the yield of β-ketoamide was further explored by trying verification runs in which reaction temperatures greater that 40 °C were used. Ultimately, reacting the amine with 1.1 equivalents of β-ketoacid, 1.1 equivalents of EDC, 0.1 equivalents of HOBT at 40 °C for 30 minutes gave acceptable yields of β-ketoamide on a 1kg scale in our pilot plant facility.
SUMMARY
This work has emphasized how the statistical rigor of DOE, when married with automation, can significantly improve the knowledge that a chemist can gain about a process. The multi-position array reactor used here allowed rapid and efficient implementation of the multitude of experiments required for careful DOE work. This marriage can only improve the quality and quantity of process development information that is now available to the chemist.
ACKNOWLEDGEMENTS
I would like to acknowledge the following people for their efforts in support of this work. Dr. Raymond Dagger is the executive director of the Chemical Development Unit and has been a strong supporter of my efforts using DOE on array reactors. The Chemical Development Unit at Eisai Research Institute also has the best group of colleagues that one could ever want. Dr. William Christ had the courage to hire me at Eisai. From Mr. Louis Valente, I learned a great deal about applying DOE in the process development area. Mr. Bruce Knoebel taught many applied statistics courses and was a firm believer in putting statistical tools in the hands of scientists. Finally, Dr. Fred Sauter introduced me to the chemical automation area more than a decade ago and continues to be a valued colleague.