
Abstract
In this work, the effects due to the addition of nanoparticles in polyurethane foams on thermo-physical and mechanical properties have been evaluated. Two types of nanoparticles were used, acetic and oleic-modified titania nanocrystals TiO2. The nanoparticles were first dispersed in a polyol component via the use of sonication; then, the doped polyol was mixed with isocyanate. The different characterization techniques describe the state of the dispersion of fillers in foam. The effects of these additions in foam were evaluated according to UNI EN 826-UNI EN 12087- UNI EN 13165, in terms of thermo-physical and mechanical properties, i.e., diffusivity, conductivity, compressive strength and water uptake. The microstructure of the foam was analysed using scanning electron microscopy (SEM). The foam obtained with nanoadditives presented improved mechanical characteristics compared to neat foam, presumably due to the different shape of the nanoparticles. The addition of nanoparticles favoured the formation of nucleation centres; this effect was likely due to the size, shape and distribution of particles and due to their surface treatment.
Keywords
1. Introduction
In recent years, polymer nanocomposites have drawn a great deal of interest because they show high potential for achieving interesting property by adding small amounts of nanoparticles to the polymer matrix. Researchers have studied the effect of the addition of nano filler during reactive polyurethane foaming to enhance thermal, mechanical and physical properties [1-8]. The two types of TiO2 used in this work have been used to improve the physical properties of other materials such as bricks [9–10]. Polyurethane foams are characterized by good mechanical strength, particular resistance to weathering and resistance to organic solvents and oils. Different types of these foams have found application in many branches of industry such as construction, furniture production, automotive production and aviation [11]. The majority of studies have focused improving thermal insulation properties and retaining their good mechanical characteristics. Depending on the processing methodology, two distinct structures have been observed in thefinal foamed polymer: closed and open cells. In the closed cell morphology, the compartments are isolated from each other, which makes the foam more rigid compared to open cell foams. Open cell morphology consists of compartments (pores, bubbles) that are connected to each other, making the material softer and more absorbent. Polyurethane rigid foams (PURs) for thermal insulation applications mainly consist of closed cell foams; their very low thermal conductivity is primarily due to their mean cell size [12]. It is known [13] that a small amount of well dispersed nanoparticles in the polymer may serve as nucleation sites for facilitating the bubble nucleation process. Previous work [14] reported that the addition of particles reduces the nucleation free energy, thus favouring the formation of nucleation centres. This effect depends on the size, shape and distribution of particles and surface treatment; furthermore, other properties such as viscosity and surface tension of the foaming mass have to be considered. Modesti et al. [14] reported that when the compatibility between a polymeric mass and filler is high, the nucleation free energy decreases and as a result, the number of nucleation sites formed is higher, leading to a finer cell structure. Mahfuz et al. [16–17] reported that cell structure appears to be intact and uniform in the presence of TiO2. The present work This work reports the potential benefits resulting from the presence of two types of functionalized TiO2 nanoparticles with different capping layers: TA titanium dioxide synthesized with acetic acid and TO titanium dioxide synthesized with oleic acid. A neat sample PUR foam characterized by a cell diameters of about 420 nm was used.
The results obtained in such studies [15-20] show opposite trends for the mechanical, physical and thermal properties of polyurethane foams. For this reason, the present study focused on the foam trends as a result of adding different percentages of nanoparticles (1%, 2% and 4%).
2. Materials and Methods
2.1 Raw Materials
The raw materials employed in foam were the following:
Polymeric MDI (methane diphenyl diisocyanate): Voranate M600 (Dow Chemicals): NCO% 30.5; average functionality 2.8, viscosity at 25°C 600 mPa s;
Polyether polyols: Voranol RH 360 (Dow Chemicals): OHv 360 mgKOH/g, viscosity at 25°C 3000 mPa s;
Polyether polyols: Voranol CP 260 (Dow Chemicals): OHv 647 mgKOH/g, viscosity at 25°C 910 mPa s;
Catalyst: Policat 8, i.e., N.N-dimethyl cyclohexylamine (DMCHA) and Policat 5, i.e., pentamethyl-diethylene triamine (PMDETA), both supplied by Air Products;
Blowing agent: cyclopentane (Sigma Aldrich) and water.
The nanoparticles employed were as follows:
TA titanium dioxide synthesized with acetic acid. Its detailed preparation procedure and extensive characterization were reported by Carlucci et al. [18].
TO titanium dioxide synthesized with oleic acid. Its detailed preparation procedure and extensive characterization were reported by Carlucci et al. [19].
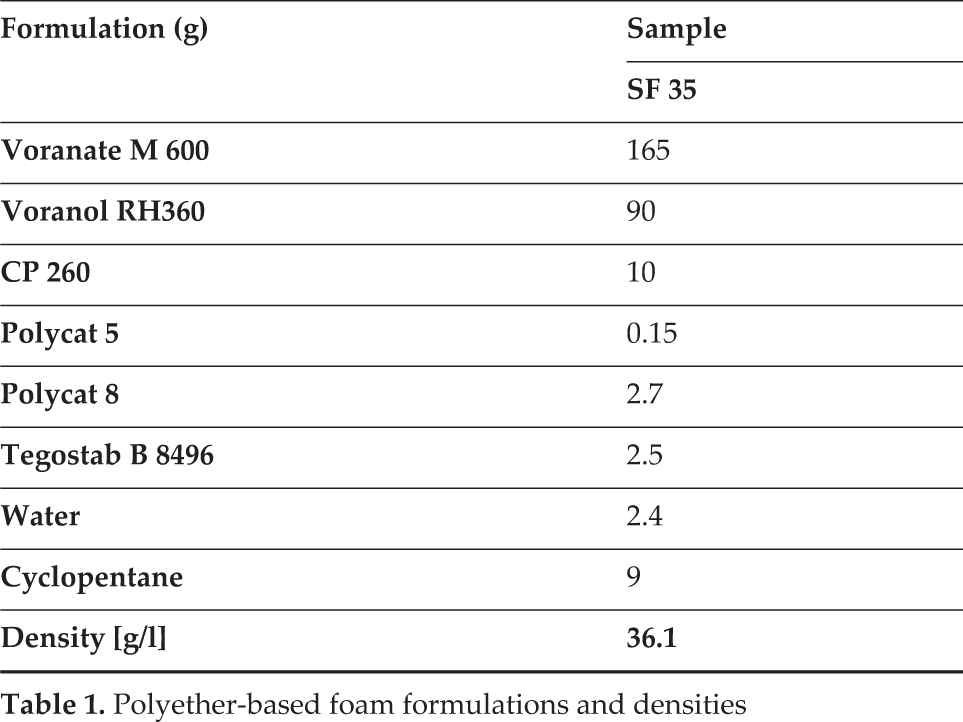
Foam formulations and densities are reported in Table 1.
Polyether-based foam formulations and densities
2.2 Foam Preparations
The preparation of polyurethane foams was carried out following different combinations using a primary and secondary polyol. The function of the secondary polyols was to open cellulation; for this reason, its dosage must remain low. Polyurethane rigid foams (PURs) for thermal insulation applications are mainly closed cell foams [20].
The nanoparticles were dispersed using a model UltraTurrax DI 18 basic at a speed of 23000 rpm for a total time of one hour and at a temperature of 140°C. The main polyol was equally divided into two aliquots and to one of these, an amount of water equal to 20 grams was added. Then to the mixture of polyol and water are added to the nanoparticles. The water had the function of lowering the viscosity of the solution in the first part of the dispersion. Furthermore, where possible residues of this diluent remained, it acted as a chemical blowing agent. In bench tests, however, the residual water made it even more difficult to control the density of the final material. This likely depends on the more or less strong interactions that the different types of nanoparticles have with water.
2.3 Morphological Analysis
The morphologies of the foams were studied by means of a SEM (scanning electron microscope, Carl Zeiss Merlin). The material was cut with a razor blade and then analysed; the accelerating voltage was set at 5 kV to avoid degradation of the sample. Morphological characterization was used to study the filler's dispersion and mean cell size.
2.4 Thermal Conductivity Measurements
The measurements were carried out according to UNI EN 13165. The analysis procedure and the operational theory of the Hot Disk method for evaluating thermophysical properties have been reported by He Y [21–22].
The thickness of the sample must be at least 20 times the characteristic length of the components of the material; it is essential that the sample has a flat surface in each of the two halves obtained by the band saw and thermostated for 24 hours at 23°C. Between the two samples of the material, a probe hot-disk must be positioned that capacitates negligible thermal and flow rate at a given equilibrium temperature.
A heat pulse is produced by sending an electric current through the probe (the self-heated sensor) and this generates a dynamic field of temperature inside the sample. The increase in the temperature of the probe is measured as a function of time. The response is then analysed according to the model developed for the specific probe and the boundary conditions assumed.
2.5 Measuring Physical-mechanical Properties
To study the effect of TiO2 nanoparticles on the physical-mechanical properties of polyurethane foams, compressive strength was measured. The measurements were carried out according to UNI EN 826.
The machine for conducting the compression test consisted of two parallel plates that were extremely rigid and smooth; they were circular and had a diameter at least equal to the side of the specimen under test. One of the dishes was fixed and the other movable, with a ball joint positioned centrally to ensure that an axial force exclusively was applied to the specimen. The movable plate must be able to move at a speed constant.
When the stress maximum corresponds to a deformation lower than 10%, this is defined as “compressive strength”.
The major application of these rigid polyurethane foams is as thermal insulation and building materials. For these uses, the absorption of water by immersion is intended to simulate the absorption of water caused by exposure to water for an extended period of time. The water uptake by total immersion for an extended period is determined by measuring the variation of the mass of a specimen totally immersed in water for a period of 28 days, according to UNI EN 12087. The excess water that adheres to the surface and that is not absorbed by the specimen is removed for dripping.
3. Results and Discussion
3.1 Morphological Characterization
Nanoparticles act as nucleation agents and promote cell nucleation because of an effective decrease in the required energy for creating bubbles. Nanoparticles, compared to conventional nucleating agents, have extensive surface contact with the polymer matrix, fine dimensions and very high surface density. This means that the optimum content of nanoparticles can be achieved at a low nominal particle concentration. In the foams involving nanoparticles, due to high nucleation, which leads a larger number of cells, the produced CO2 that forms a reaction between water and isocyanate must be used to grow more cells, which will be culminated into smaller cells.
The morphology of nanocomposite foams was evaluated by scanning electron microscopy. The foam mean cell size was measured by AutoCAD Autodesk software and cell density was calculated from SEM micrographs.
Cell density is defined as the number of cells per unit volume. In general, for foams with the same bulk density, cell density and cell size are inversely correlated. Cell size distribution also has a significant influence on mechanical properties. Cell size, size distribution and cell density depend on cell nucleation and cell growth mechanisms, all of which contribute to the final bulk density of the product [1, 2].
Cell density (Nf) was calculated according to the following equation [3–5_ENREF_3] and then normalized to the ratio between the nanocomposite's foam density and the neat PU foam cells.

where n is the number of cells, A is the area in a SEM micrograph and M is the magnification factor.
Through the incorporation of each type of nanoparticle, the cell density of foams was increased and cell size was reduced compared to a neat foam sample.
In this study, the microstructure of the pure PU foam was investigated, together with the microstructure of nano-reinforced foam and a comparative analysis was performed. Microstructures of the pure and nano-reinforced PU foams are shown in Figure 2. As can be observed from the micrograph of the pure PU foam (Figure 2), cell size and cell distribution are nearly uniform and the foam consists of closed cells with a negligible amount of cells with broken walls. Micrographs of the nano-reinforced foam are shown in Figure 3. With the addition of nanoparticles, the overall cell structure became less uniform, the cell walls became thinner and there is a larger amount of broken cells. Alterations in the cell morphology were due to the presence of nanoparticles that affected the process of cell nucleation. The values of the cell size were obtained using AutoCAD (Autodesk 2014 software Version 19.1 Rel. 28) as an average of minimum 100 cells and the median values are shown in the graphs reported in Figure 4. It can be seen that cell size was different for pure PU foam and nano-reinforced foam. For the nano-reinforced foam, cell size was smaller than for pure PU foam. In general, the addition of small amounts of nanoparticles yielded smaller cells. Foam with 1 wt% of TA or TO NP had a cell size of 390 and 398 nm, respectively. Hence, with the addition of 2 wt% of nanoparticles, cell structure was finer than for foam with 1 wt%. However, in case of the modified TA, cell size was 356 nm, while in the case of TO it was 361 nm. The foam reinforced with 4 wt% NPs had an average cell size of 320 nm. Presumably, the difference in cell size between foams was due to differences in the size of TA compared to TO. For the same weight fraction, there was a larger number of TA than TO, leading to a larger amount of nucleation points. In general, a decrease in the cell size of the foam containing TA nanoparticles was due to nanoparticles serving as nucleation points, resulting in the formation of a larger number of cells and hence, smaller cell size. Similar observations have been reported by other authors studying the properties of PU foam reinforced with nanoparticles [6]. Thus, the key issues for decreasing cell size and increasing cell density are the addition of small amounts of nanoparticles and their uniform dispersion within the matrix material.

Density Nf) [105*cells / cm3] of pure foam (Neat) and nanoreinforced foams with TA 1%, TA 2%, TA 4%, TO 1%, TO 2% and TO 4%
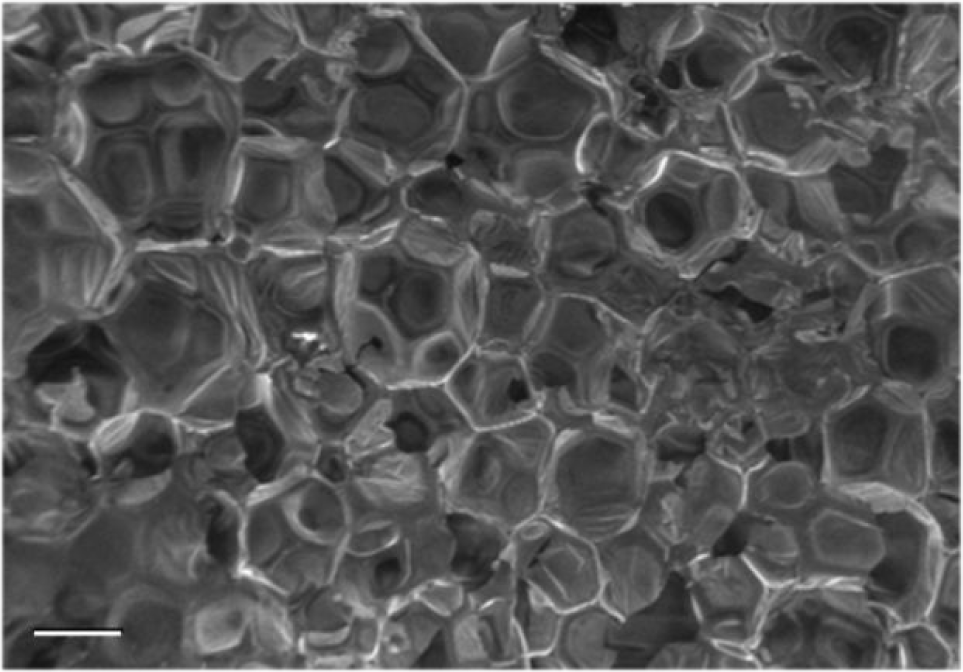
Neat PU foams. Scale bar 300 nm.

Nano-reinforced PU foams: (a) TA 1% a′) TO 1%, (b) TA 2% and (b′) TO2%, (c) TA 4% and (c′) TO 4%. Scale bar 300 nm.

Cell size TA

Cell size TO
3.2 Thermal Conductivity
The results of thermal conductivity measurements shall be analysed considering two different parameters: the initial thermal conductivity value and the thermal conductivity value after 10 days. The initial thermal conductivity value is affected by the thermal conductivity of the gas inside the cell and the mean cell diameter.
The initial thermal conductivity value allows the study of the effect of fillers used on the mean cell diameter, because the gas inside the cell is the same for all foams prepared. The results of the initial value of thermal conductivity of the foams added with TA and TO nanoparticles are reported in Table 2. In the case of TO shows that for addition of only 1% the effects on conductivity are worsening.
Summary of thermal test results
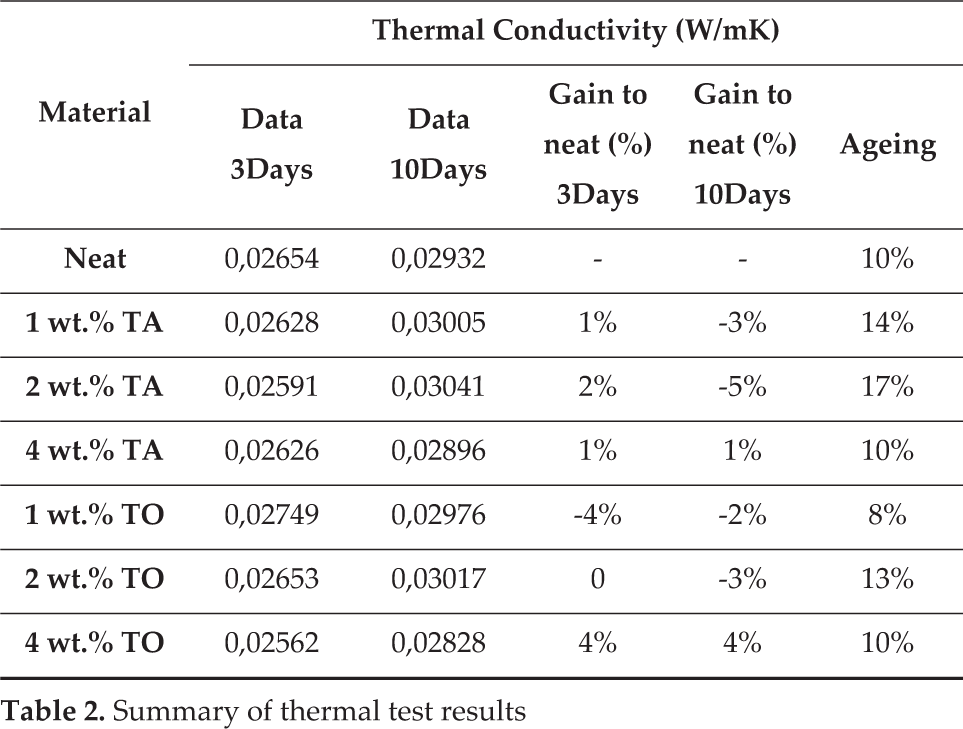
This effect was confirmed by the SEM images showing a high number of open cells. By increasing the content of TO up to 2–4% we noticed a decrease in conductivity.
This effect is influenced by the compatibility between the polymeric mass and the filler. When compatibility is high, the nucleation free energy decreases to a great extent [14] and therefore, the number of nucleation sites formed is higher, leading to a finer cell structure [20]. In fact, decreasing the cell size increases the number of screens that the heat flux must pass through; this decreases the transparency of the infrared and therefore the quantity of heat transmitted by radiation. This effect was confirmed by the SEM images showing a cell structure that is tidy and small. In the samples where TA was added, an improvement was already observed in the thermal conductivity at 1–2% due to the increased specific surface of TA, which tends to create a greater number of nucleation sites. In the sample with TA 4%, however, the inner diameter of the walls continued to decline and some cells appeared broken. Furthermore, the increase in the thickness of the walls was due to some agglomerates arranged in the nodes and walls. The nano filler dispersed non-uniformly, appearing to go into the wall rather than at the nodes of the cell, leading consequently to the increase the wall thickness. going consequently to increase the thickness of the same. This effect increased the contribution of conduction by allowing greater heat transfer. Considering that the ageing of foam was due to the diffusion of the gas inside the cell outward the foam, ageing was clearly affected by the permeability of the gas inside the cells. This permeability depends on the solubility and its value is the same for the same foam formulation and value of diffusivity. The diffusivity is determined by the polymer matrix, the blowing agent used and the open cell content: even if PUR foams are closed cell foams, a certain amount of open cells are always present.
Considering that the polymer matrix and the blowing agent used were the same for all foams prepared, the analysis of ageing phenomena can be used to evaluate the effect of fillers on the diffusion properties of the polymer matrix and open cell content [20]. The results for unfilled and filled foams are reported in Figure 6.

Thermal conductivity of unfilled and filled foams
As can be seen, the initial thermal conductivity of filled foams was always lower than the unfilled foam, except for sample TO 1%. In this case, the value of ageing after 10 days was approximately 8%, an indication that the conductivity remained constant and that there was a high percentage of open cells, followed by a gas exchange instant. In fact, in the SEM images, we can see that the average diameter of the TO 1% cell was much larger than the neat foam and the TA 1% cell. On the other hand, there were significant differences for the initial value of thermal conductivity for the different percentage fillers used: the difference between TA and TO filled foams was higher when the percentage was 1%, i.e., about 1.2 mW/mK and the gap was halved for the percentage of 2% and 4%. The first result underlines the important effect of the polyol's chemical nature and viscosity on the extent of dispersion degree. The compatibility between filler and polymer likely leads to a greater reduction in nucleation free energy, thus generally favouring the formation of a higher number of nucleation sites and therefore a finer cell structure. The filled foams that are characterized by a lower initial value are the TO filled foams. This means that the stress transmitted through homogenization was adequate for promoting the disaggregation of powder. In fact, in the case of polyurethane foams, the positive effect of the filler on thermal insulating properties was revealed only when a high dispersion degree was achieved, owing to the formation of a higher number of nuclei, which led to the formation of smaller foam cells and thus to lower initial thermal conductivity.
3.3 Physical-mechanical Measurements
Compressive stress-strain curves for the neat and PUR/TiO2 foams are shown in Figure 7 and Figure 8. The curves show entirely different trends for the TA and TO. The results of the TO, for concentrations of 1%, is comparable with results established in the literature with P25 [7] and obtained an improvement on compressive strength and elastic modulus compared to the neat PUR. This effect can be attributed to the increased thickness of the walls, as is evident in the SEM images. This behaviour is entirely the opposite when increasing the percentage to 2% and 4%, in which case resistance tends to decline (the TO 4% continues to be lower than the resistance value of the neat, but has a very low density value and also negatively affects resistance). The nanoparticles of TO have a more elongated shape than the commercial TiO2 nanoparticles, the charge is less able to disperse in the matrix and the homogenization of the charge is more difficult.

Compression stress-strain plot TA

Compression stress-strain plot TO
Looking at the graph of the TA, it can be seen that at low concentrations of 1% and 2%, the contribution of the filler was negative compared to the neat PUR, which may be the result of interaction with the hydrogen bonds present in the urethane linkages, resulting in breakage of the hydrogen bonds and the cross-linked structure of the foam. The TA is available between the polymer chains and prevents the formation of hydrogen bridges between the urethane bonds, which in turn should reduce mechanical properties. In particular, the use of a polyol with low molecular weight increases crosslinking of the foam and the dominant hydrogen bridges, because they are depleted in number. Additional charging should interact only through the creation of secondary interactions and the effect of the charge should be added to reduce mechanical properties. When increasing the concentration to 4%, the situation changes radically. At higher concentrations, the high specific surface area of the TA appears to come into play, which takes on a spherical shape throughout the synthesis. The nanoparticles interact with the polymeric macromolecules, leading to secondary chemical interactions, i.e., Van der Waals forces, with the matrix, which in turn provides reinforcement. In the case of TA, it can be said that, probably, 4% is the maximum content beyond which it is no longer possible to break other reinforcing for the foam to improve the mechanical properties.
Regarding water uptake up to 28 days, it is clear from Table 3 that the best results were those of the TO 2%.
Summary of physical-mechanical test results

This result confirms that the structure of the foam is closed cell, which prevents the entry of water. This result indicates good performance for polyurethane panel applications in engineering.
4. Conclusions
In this work, the effects on thermo-physical and mechanical properties due to the addition of nanoparticles to polyurethane foams were evaluated. The foam with nanoadditives presented improved mechanical characteristics compared to neat foam, presumably due to the different shape of the nanoparticles. The addition of nanoparticles favours the formation of nucleation centres; this effect is likely due to the size, shape and distribution of particles and as a result of their surface treatment.
The key result is the decrease in cell size and the increase in cell density. Thus, in terms of thermal characterization, this means that the addition of TO 4% leads to obtaining a structure with orderly and closed cells that have low conductivity. In terms of mechanical resistance, better performance is obtained by loading the foam with TA to 4% due to a highly specific surface area, which leads to secondary bonds. Regarding the wetting test up to 28 days, the best results were those given by the TO 2%. This result confirmed that the structure of the foam is closed cell, which prevents the entry of water. This result indicates good performance for polyurethane panel applications in engineering.
Footnotes
5. Acknowledgements
This work was supported by the PON, prot. n. 84/Ric. del 2 marzo 2012 NAnoMAteriali per l'edilizia SosTEnibile (NAMASTE) prot. PON04a3_00107 CUP: B35I12000100005.