
Abstract
The 8D method is a complex tool for solving problems of significant scale which are hard for individuals to solve and involve solutions which require extra resources. However, several problems have been detected in the method of 8D's usage in modern organizations. The main aim of this paper is to define critical factors which lead to the demotivation of problem-solving teams.
The primary aim of this research is to empirically investigate the current state of the usage of 8D in Slovak enterprises, including the context of employees' motivation and involvement; to identify opportunities for improvement of the implementation of 8D by increasing the involvement and motivation of problem-solving teams as well as the proper usage of the methodology. Questionnaires were issued to industrial enterprises operating in Slovakia. Data from the research were used to propose ways for industrial enterprises to increase their 8D effectiveness by setting the right performance indicators and the way to integrate these indicators into the motivation system. The question to be answered is how to effectively use the intellectual capital of problem-solving teams and increase employees' satisfaction in the broader context of the improvement of the effectiveness of problem-solving methodology.
1. Introduction
There is no doubt that problem-solving is one of the key aspects by which efficiency critically influences customer satisfaction and loyalty. Actually, modern business use different methods for problem-solving, the usage of which lead to effective problem-solving process management and the elimination of problems in the future. A structured method of problem-solving helps in communication with customer and supports the development of partnership between the customer and supplier. In automotive supplying companies based on the ISO/TS 16949:2009 requirements, organizations shall have a defined process for problem-solving leading to root cause identification and elimination. It is up to the organization as to which method to use. However, if a customer-prescribed problem-solving format exists, the organization shall use the prescribed format, which is usually described in the company's CSR (Customer Specific Requirements) document.
To effectively solve problems at the customer's site, organizations usually use the 8D method. Although the 8D method was designed as a complex problem-solving tool, currently it is more commonly used as a tool for handling complaints in the automotive industry. The commercialization of the 8D has meant that 8D reports are often required by customers in case of random defects, where the root cause is difficult to identify. On the other hand, there are organizations that do not directly support the 8D teams and do not motivate them in searching for the root cause. Despite the fact that the 8th step of the 8D is the “recognition of the team and individuals”, few organizations pay sufficient attention to this step. Industrial enterprises sometimes rename, or even exclude the final step of the 8D report.
The paper seeks to analyse how deeply Slovak organizations implement the 8D methodology and explores whether the way the methodology is used as well as human factors influence the 8D process efficiency. Building on prior literature and survey results, supported by the authors' practical experiences, we attempt to study the main threats and misuses of the methodology which lead to 8D process efficiency reduction. Based on the survey results, the performance indexes which have to be followed in the 8D process will be proposed as a fundamental factor for sustainable and successful implementation of the 8D process. This is a survey-based study which is intended to be a useful reference for scholars and managers and interested in quality management systems and improvement techniques, particularly organizations operating in the automotive industry.
2. Literature review
The 8D (also called G8D, Global 8D, TOPS 8D) is one of the most widely used problem-solving tools related to nonconformities reoccurrence prevention in the manufacturing process, commonly used for complaints management in automotive production. The 8D methodology (G8D) was developed as a complex tool of continuous improvement. In fact, 8D is a tool for solving comprehensive problems of significant scale, i.e., problems, the resolution of which is generally not within the power of individuals, or the solution of which requires more time and possibly more investment. By contrast, it is currently most commonly used as a tool for handling complaints in the automotive industry, and not just the automotive industry. Since claims management often rests on completing the 8D report without using sufficient data processing tools for decision making and the implementation of corrective actions, the 8D methodology often appears not to be a sufficient tool for problem-solving.
In general though, the 8D is considered as a highly effective tool for searching for the root causes of nonconformities and for the implementation of corrective actions. The reason why this method has received respect and is recognized by the world's best vehicle makers is the fact that it conducts a thorough study of the system in which the nonconformity occurred to prevent the reoccurrence of similar events in the future. The original 8D process was pioneered by Ford Motor Company and called TOPS (Team Oriented Problem Solving). The process is documented on a form with attachments; however, following the form does not complete the 8D process and will not yield the desired results (Šurinová, 2008).
The 8D-method has its historical roots in the quality standard MIL-STD 1520 “Corrective Action and Disposition System for Nonconforming Material”, issued by the US military. Introduced in 1974, it describes a cost efficient plan of action to handle and dispose of non-conforming materials. The processes and the handling of information between the parties involved have been described. The main goal was the identification of errors, the root cause analysis, the limitation of waste, the prevention of fault reoccurrence, cost reduction in production and a general increase in quality. This guideline was used by all US military suppliers until 1995 (Berk, 2000). Based on this, the Ford Motor Company developed team oriented problem-solving (TOPS – Teams Oriented Problem Solving) also called TOPS 8D. Later the VDA published its own version for the OEMs and suppliers of the automotive industry in Germany. It is now in common use for processing customer complaints (Edler, 2001).
The automotive industry with its high level of network production has shown a high need to exchange quality information throughout the entire product life cycle (Kelkar, 2004), including the service phase. That is why it is important to use effective problem-solving methods not only in complaints management, but also in internal nonconformities handling. There is no doubt that the 8D methodology is a very pandemic tool which can be widely used not only for complaints management, it can be generally treated as a methodology for dealing with the reoccurrence of nonconformities. 8D uses composite problem-solving methodology, by taking into account tools and techniques from various approaches based on the PDCA (Plan – Do – Check – Act) cycle – fig. 2.

Respondents structure: size of the enterprise (left) and business area of the enterprise (right)

methodology steps (own processing)
In fact, the 8D method is a standardized procedure for complaints handling and the related implementation of corrective actions. However, fresh research shows that in most companies the connection of the complaint management to the other business processes of the company by information technology and organization along with the assessment of the importance of high quality in complaint management are still a problem (Behrens, 2007). The complaint will always represent the kind of information that is annoying to customers. Working systematically with complaints has a positive value for the company (Paulová, 2010). For organizations, not efficiently using the 8D would mean spending resources on analysis without an effective means to implement results, and a continuous failure to improve processes.
Based on practical experience we can now state that the 8D report creation for complex problems has to be backed up by extensive studies and experiments have to be conducted in order to understand the root causes. Searching for root causes can take weeks. That is why Rambaud (2006) states that 8D reporting can be time consuming and difficult to develop and that in order to successfully implement the 8D methodology the persons involved should receive an appropriate training. Spending a lot of time and other resources on one kind of reporting is not effective. Thus, it is crucial to use the 8D method as a complex tool for highly urgent and highly important problems.
The commercialization of the 8D method has meant that often 8D reports are required from suppliers in case of random errors, where the root cause is difficult to identify and random effects in the process cannot be removed (Śurinová, 2008). On the other hand, there are organizations that do not directly support the involved 8D teams and do not motivate them in finding the actual root cause. On the contrary, in many organizations as an indicator of the 8D process performance claims processing time is considered (time from the receipt of the complaint to the sending of the final version of the 8D) or the cost per claim, where the cost is influenced by the cost of the implementation of corrective actions. However, the results do not follow the process itself towards the prevention of similar nonconformities in the future and the real impact of the measures on the rate of defects.
As a whole, the 8D methodology was never intended to replace a systemic quality system (Riesenberger, 2010). However, due to organized and systematic problems, and complaints registers, which resulted from the careful examination of product failure, it is possible to create a huge base of information that consistently increases product reliability (Šalgovičová, 2006). The objective of 8D is to face the problems and discover the weaknesses in the management systems that permitted the problem to occur in the first place (Rambraud, 2006).
To make the 8D process efficient, constant communication, as well as the application of a continuous improvement programme is needed. Barrett (2013) believes that while many companies may seek to expand, they may focus on profits or their immediate reward. However, they also need to consider the value of their employees and what they can bring to the table, as well as show that the employer can help the employees to develop to their highest extent. Employees' intellectual capital is a key factor in meeting the 8D process' basic objectives which must be dealing with the reoccurrence of defects and the prevention of customer satisfaction.
For instance, Helena Stantos-Rodrigues et al. in their study (2013) found that employee motivation and organization initiatives are important to innovative initiatives, and also to the ease of delivery and the exchange of ideas and knowledge. It is highly important information as the 8D process may start the innovation process for the concrete problematic area. The problem for the OEMs is to determine which competence they should strengthen internally and which is dependent on a partnership relationship with a supplier (Brandes, 2013).
Thus, organizations have to seek the effective formula for motivating 8D teams. An effective motivation system can combine the interests of employees with business objectives while at staff meetings, which would achieve personal satisfaction. According to Nenadál (2011) money is a very expensive form of the reward. Let the organization invest in cash rewards how much it wants people to get used to quickly. Trying to motivate employees through rewards only leads to the need to spend more and more money to still achieve the same incentive effect.
Concluding on all of the above, it can be stated that the advantage of the 8D method is its flexibility, allowing it be adapted to different situations and circumstances. This means that it can be used for investigating local problems in their own workflow, or multi-disciplinary teams investigating more complex issues that cross functional and departmental boundaries. It can be assumed that the efficiency of the 8D process is dependent on the problem-solving team's performance, and the motivation of teams and individuals is a way of increasing the 8D process efficiency.
3. Research methodology
The subject of this article is an exploration of the current state of the use of 8D methodology (G8D) in Slovak organizations and using this survey to identify opportunities for improvement in the implementation of 8D as a complex methodology for improvement by increasing the involvement and motivation of 8D teams.
The main problems in the implementation of 8D methodology were named in the article of the main author of this paper “Positives and negatives of 8D method application in terms of complaints management process”, published in 2008. The article was based on the author's practical experience with problem-solving. From 2008 to 2011 the author created and implemented the methodology to increase the 8D process in a concrete automotive-supplying company with a wide range of QEM customers. In 2013 research was conducted to determine the situation in the area of the usage of 8D problem-solving in Slovak organizations.
The study's hypotheses were set as follows:
Slovak enterprises do not motivate the problem-solving 8D teams and individuals as is required by the standard methodology.
Enhancing teams' motivation and involvement will lead to the continuous improvement of 8D process results.
To find out how the 8D method is currently used in Slovak industrial enterprises and to state the main problems in the implementation of 8D in Slovak enterprises, research was conducted. Building on the research results we attempt to identify the possibilities of improving 8D efficiency, and to state the main advantages and disadvantages of the usage of this method in industrial enterprises. The questionnaire was created and sent to the organizations which were intended to use the 8D method (mainly automotive supplying organizations). The questionnaires were sent to the respondents by means of e-mail and by post, the online questionnaire was also created to make data collection more efficient. A total of 51 valid responses were collected. For the latter, 94% of the respondents stated that they usually use the 8D method for different purposes. The surveyed organizations mainly have more than one certified management system and 88% of the respondents have their management systems integrated. The responses came mainly from large and medium-sized organizations operating in the automotive, machinery and electrotechnical fields of industry. The graphs in figure 1 show the respondents' structure the by size of the enterprise (left) and the business area of the enterprise (right). The responses came mainly from large and medium-sized organizations operating in the automotive, machinery and electrotechnical fields of industry. The respondent structure gives us a picture of 8D users in Slovak industrial enterprises.
Having structured the gathered information, the analysis was carried out. The evaluation of the results of the survey was conducted using MS Excel. To draw conclusions, the synthesis method was used to create a standardized 8D implementation methodology focusing on common mistakes in the 8D implementation defined in 2008 and verified by the broad research conducted in 2013; additionally, the team motivation aspect is outlined.
The presented paper is an empirical study, informed by the literature. The general rules of obtaining new data as well as the methods of data processing are used. Spread sheets and word expression interpretation were used as complementary methods.
Building on prior literature, research results and not the least the corresponding author's practical experience with the improvement of the 8D methodology, we attempt to identify the possibilities of using the 8D method, and to state the main advantages and disadvantages of using this method in industrial enterprises.
4. Analysis and interpretation
Building on prior literature, OEMs customer-specific requirements and customers' B2B portals, and also studying the authors' practical experience, we can state that complaints management in automotive production is usually carried out using the 8D method. Designed by Ford, the 8D has become the most commonly used tool for effective complaints management, verified and validated by the top vehicle makers of the world. However, our study's results show that the usage of 8D is not as effective as it could be. This argument is consequent with the evidence from the results of the research. Our findings show that 29% of respondents consider their 8D process to be 20%–60% efficient. On the other hand, only 8% of the respondents consider their 8D process to be 100% efficient. These facts may be a result of the fact that the 8D is usually used for claims management and is not treated as a principal part of the improvement strategy. This argument is consequent with the survey results. The survey confirmed that organizations most widely use the 8D for claims management (42% of respondents), only 23% of the respondents stated that the organization uses the 8D as a complex tool for the reoccurrence of nonconformities.
Basically, the main principle of the 8D methodology is that it helps to easily and accurately identify the root cause and thereafter set an efficient permanent corrective action, so that the occurrence of the problem is eliminated. The correct implementation of 8D involves the root cause being correctly stated and the corrective actions being efficient from the point of view of costs, time, influence on the final customer and the organization itself.
There is no doubt that the phenomenon of complaints management in automotive production is usually achieved by using the 8D method. The effectiveness and efficiency of the method for claims management has been verified and validated by vehicle makers all over the world. Nevertheless, we argue that the usage of 8D is not as effective as it might be. This argument is consequent with the evidence from the results of the research. Our findings show that only 8% of the respondents consider their 8D process to be 100% efficient. On the other hand, another 29% of the respondents consider their 8D process to be 20%–60% efficient. These facts may be the results of using the 8D only for claims management and not treating the 8D as a principal part of the improvement strategy of an organization. The survey confirmed our belief as follows: organizations most widely use the 8D for claims management (42% of respondents), only 23% of the respondents stated that the organization uses the 8D as a complex tool for preventing the reoccurrence of nonconformities.
Based on the paper “Positives and negatives of 8D method application in terms of complaints management process” from 2008, as well as with the authors' practical experience, the reasons for the limited and deficient usage of the 8D methodology were estimated, which gave us the structure of the questionnaire. There were three main weaknesses expected:
Insufficient and shallow root cause investigation, and intuitive conclusions not based on facts.
The application of 8D to non-systematic random errors.
The omission of the motivation factor.
The questionnaire was designed so that all of the three supposed fields of the problems were investigated.
The investigation of the insufficient and shallow root cause, and intuitive conclusions not based on facts
It is clear that the 8D methodology guards against the common mistakes made by individuals or problem-solving teams, who frequently develop elegant solutions to the wrong problem - or disguise the evidence of failure with quick fixes without finding the root causes. In the light of the article “Positives and negatives of 8D method application in terms of complaints management process” based on the author's practical experience, the most common mistake made during problem-solving is the so-called “quick findings”, which are usually based on intuitions, not on facts. The teams must be oriented on facts. The team moderator's main task is to avoid feelings-based decisions and to keep the team oriented on facts (Šurinová, 2008). Based on the results of fresh research (2013), in Slovak organizations' activities, the phenomenon of quick findings is usually related to the problem of a lack of time for 8D process management. Our research proved that lack of time is the main problem in Slovak enterprises (Fig. 3). In other words, 8D teams are intended to make the 8D problem-solving process shorter, having used quick (often not fact-based and incorrect) findings.
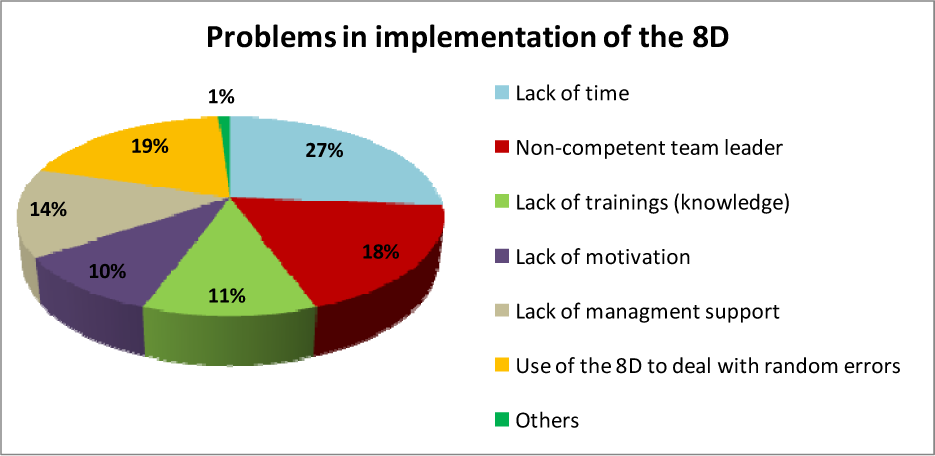
Problems in the implementation of 8D
The application of 8D on non-systematic random errors
Actually, a lack of time for the accurate solving of systematic and significant problems is often induced by the phenomenon of there being a huge amount of problems at the customers' site and a big amount of opened 8D reports. In fact, most of the problems which pass multiple-level control are random mistakes, caused by the human factor.
As stated by Šurinová (2008), and supported by our research findings, it can now be stated that the 8D method is it is not effective for random problem-solving. The remarkable finding of our research is that the respondents treated the problem of insufficient 8D usage as one of the causes for the ineffective application of the 8D method. Nineteen percent of the respondents (Fig. 3) declared the use of 8D to deal with random errors as a problem in the implementation of 8D.
Omission of the motivation factor
According to Fig. 3, the lack of motivation is seen as critical in the 8D process by 10% of respondents. However, the omission of the motivation factor has to be analysed in the broader context of non-competent team leaders, who are not competent in allocating resources, as well as a lack of management support. It was expected that the 8D results would not be particularly taken into account in the motivation system for the 8D team members.
Although the 8th step of the 8D is called “recognition of the team and individuals”, only a few organizations pay sufficient attention to this step. In practice, we encountered respondents who renamed this step and even excluded it from the 8D report. The survey showed that only 46% of Slovak enterprises use the 8th step of the 8D for the recognition of the team and individuals. Twenty nine percent of the enterprises draw conclusions about the 8D process in this step. In 19% of the surveyed organizations the 8th step is present in the 8D form, but usually remains empty and finally, 6% of the organizations have the seven steps of the 8D report (the 8th step is excluded from the report).
Slovak organizations do not include the 8D process results in the motivation system of the problem-solving teams' members. According to the analysis of the survey results, 43% of organizations in Slovakia do not evaluate the 8D process efficiency at all. Forty one percent of respondents stated that the problem-solving team members are not specially awarded based on the 8D process results. Awards are made on the basis of a subjective decision made by the team leader, but the criteria for the awards of teams and individuals are not clearly established in 10% of the surveyed organizations. Only 2% of respondents stated that the criteria for problem-solving teams awards based on 8D process results are set in the motivation system or even reflected in their personal objectives.
In case the 8th step is present on the 8D form, there are confusions about the content of this step in the form. This is a widely discussed problem even on the forums related to quality management. On the forum http://elsmar.com the participants share their experience with the last step of the 8D. In one of these examples, the content of the text was “We bought everyone a shirt”. Most forum participants said they use standard wording for the 8th step: “Thanks to everyone who participated in the successful completion of this G8D”, respectively “Verbal thanks to the team and a group drink”. Forum participants agree that those are “texts acceptable to customers”.
However, the purpose of the effective problem-solving process is not that the report is accepted by the customer. According to the survey, Slovak enterprises' most commonly used form of showing gratitude was a verbal expression of thanks if they use the 8th step of the 8D to recognize the team and individuals efforts. Some organizations even declared to the customer that they financially reward the team members on the basis of the merit of the implemented solution or that the successful team members have extra career opportunities (Fig. 4). On the other hand, 40% of respondents stated that their fulfilment of the declared 8th step of the 8D statements was 0–20%. This foundation again proves that many organizations implement the 8D only to meet their customers' requirements and forget about the main benefits of the 8D which can be achieved by establishing a sufficient motivation system for the problem-solving teams.
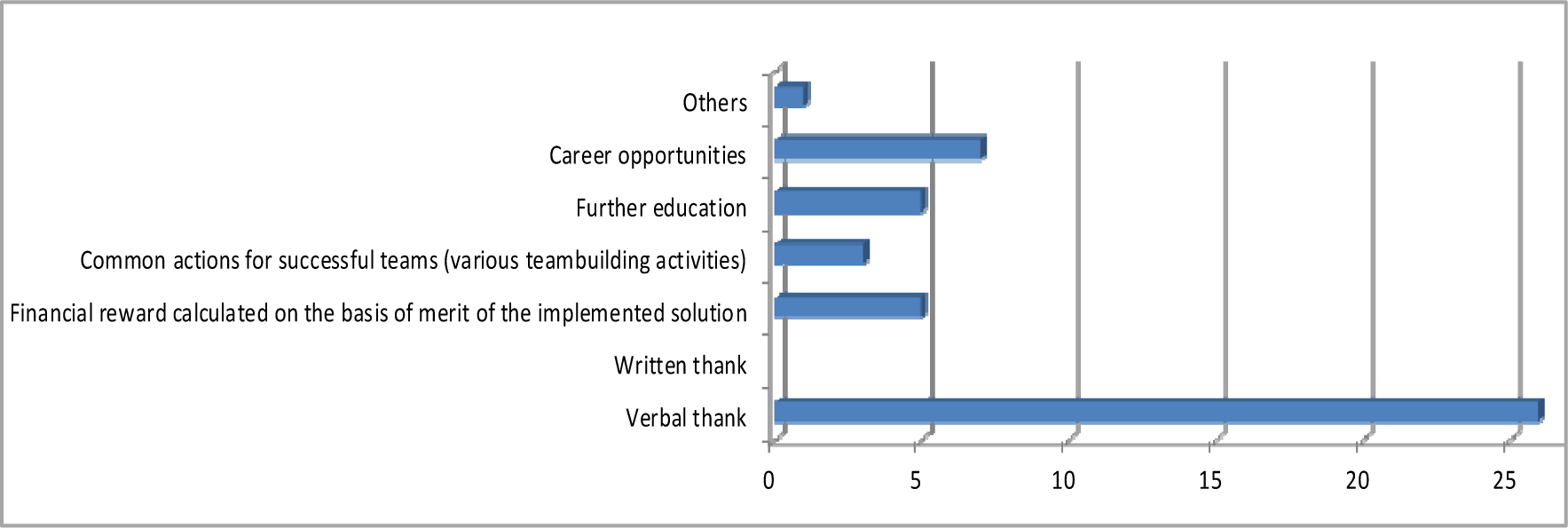
Usual content of the 8th step of the 8D Report in Slovak enterprises (own processing)
Concluding all of the above-mentioned issues, we can now state that the first hypothesis of the study is true: Slovak enterprises do not motivate the problem-solving 8D teams and individuals as it is required by the standard methodology. The 8D process efficiency can be enhanced by following the motivating performance indexes. Most respondents (86%) believe that the 8D process efficiency can be improved by problem-solving team motivation. Thus, the second hypothesis was confirmed. We can now state that enhancing the teams' motivation and involvement will lead to the continuous improvement of 8D process results.
The research results proved that organizations must take care to ensure that the opportunity to motivate employees is not overlooked in the broader context of quality management systems and customer specific requirements! It is very important, however, but also very difficult to implement in practice. The level of its implementation is a matter not only of the company itself and its culture, but must be seen in the broader context of the 8D teams' members and their involvement in the problem-solving process.
5. Proposal of key performance indicators for the 8D process
In the previous chapter of the paper, the main research findings were categorized into three areas. Based on a deep analysis of the research results, supported by practical experience with obstacles in the 8D process, the main areas for improvement will be suggested:
To eliminate the phenomenon of “quick findings” and the 8D application in case of random mistakes, the methodology for the classification of problems by importance and urgency factor is proposed (Importance / urgency model of problems classification).
In the case of the omission of the motivation factor, 8D process efficiency indicators are proposed (Motivating / demotivating 8D process efficiency indicators model).
Further, the two proposed models will be presented.
Importance / urgency model of problems classification
On the basis of the problems identified by the survey, we recommend using the 8D only in case of urgent and important problems. When dealing with less urgent or less important problems, an organization should use different tools of quality management as proposed in Fig. 5.

Management tools usage for different types of problems
As verified by the research results, in can be stated that the application of the 8D method in case of random mistakes (problems with a low importance rate) is treated as one of the biggest problems in the usage of the 8D method in Slovak organizations. Moreover, it leads to a further lack of time for managing significant problems. Thus, we propose using the 8D method to its full extent only in case of highly urgent and highly important problems. In fact, extensive studies and experiments must be conducted in order to understand the root causes. Searching for root causes can take weeks. That is why Rambaud (2006) states that 8D reporting can be time consuming and difficult to develop, and that in order to successfully implement the 8D methodology the persons involved should receive appropriate training. Spending a lot of time and other resources on one kind of reporting is not effective. Thus, it is crucial to use the 8D method as a complex tool for highly urgent and highly important problems.
Problems with a lower rate of importance can be solved by means of operational management, during operational meetings and the implementation of action plans, with no 8D team building and additional methods for the usage of root cause investigations. If the customer required the 8D Report, the report is created based on operational meeting results.
Problems with a high level of importance, but lower urgency can be effectively solved during Kaizen workshops, as the solutions from Kaizen workshops are usually highly efficient and less expensive; however, the implementation of Kaizen activities is not achieved under time pressure.
As a whole, the 8D methodology was never intended to replace a systemic quality system. (Riesenberger, 2010). However, due to organized and systematic problems, and registers of complaints, which resulted from careful examination of product failure, it is possible to create a huge base of information that helps to increase products' reliability (Šalgovičová, 2006). The objective of the 8Ds is to face the problems and discover the weaknesses in the management systems that permitted the problem to occur in the first place (Rambraud, 2006). A defects catalogue, a best practice database and a one point lessons database are informational inputs which can significantly help to increase the efficiency of the 8D process.
Motivating / demotivating 8D process efficiency indicators model
The most commonly used 8D process indication is the average time from receiving the customer complaint until the full submission of the 8D report, including the application of the permanent corrective action and the evaluation of its efficiency. There is no doubt that it is important to monitor the duration of the problem-solving procedure. However, following only the procedure duration may directly negatively influence the efficiency of the 8D method.
According to Riesenberger (2010), the biggest abuse in the implementation of the 8D involves using the method solely as a one-page problem-reporting effort. This misuse is often further exaggerated by requiring the report to be written within 24 hours. Some steps can take a few hours, while others can take weeks (Riesenberger, 2010). This statement explains the results of our research. The positive foundation is that organizations do follow the complaint management process duration. It takes from one to two weeks for most organizations (38%) to manage complaints. Only 6% of the respondents declared that they managed their complaints in less than three days. The durations may differ because of the complexity of the problems. According to Reisenberger (2010), the time needed to solve a problem or a customer complaint does not always have the same impact on cost savings. Sometimes problems originate from many complaints, while others only a few. In manufacturing, many chronic problems can occur only with a unique set of conditions. Sometimes they will be present, other times they will not.
The second item which is usually followed by organizations is the problem cost. As well as the 8D method application time, this indicator is in very rare situations directly influenced by the 8D team members. On the other hand, the team's motivation (required by the 8th step of the 8D) and the follow up awards system act as an incentive only in cases where it is based on the facts. However, measuring the 8D process realization time and the cost of problems do not seem to be motivating indicators as far as these indicators are only poorly influenced by the 8D team members. Thus, we propose using the Motivating / demotivating 8D process efficiency indicators model. This model categorizes the motivation factors for the 8D teams into two main categories.
There is no doubt, that managers have to learn to deal with situations in which resources, expertise and employees are not assigned or pre-set by formal authorities in the organization (Martini, 2012). Managers usually do not link the motivation factor with the 8D efficiency. Figure 5 summarizes the motivating as well as demotivating indicators which we consider to be crucial in enhancing the effectiveness of the 8D method. As is seen from Figure 5 we do not consider it to be efficient to evaluate the time of the complaint management, nor the complaint cost. Those are factors which can be in some cases hardly influenced by the team. On the contrary, indicators such as the defect rate of the problems solved by the 8D method, the Poka-yoke corrective actions rate as well as the defects reoccurrence rate can give real feedback of the effectiveness of the 8D method.

Motivating versus demotivating performance indicators of the 8D process
The motivation indicators monitored and the evaluation would give us a realistic view of the 8D process' efficiency. Evaluating the defect rate of the products or processes where the 8D method was applied would show us how effective the corrective action was. An effective problem-solving process should lead to preventing the reoccurrence of the problem in the future, which in a modern organization is closely linked to the so-called Poka-yoke mistake proofing. Thus, the second motivation from the model is the indicator of Poka-yoke corrective actions rate in the overall amount of corrective actions. Finally, the 8D cannot be considered as being effective if the problem occurs again. That is why the third 8D efficiency indicator from our model is the defect reoccurrence rate. The key aspect to link the 8D process efficiency indicators with the motivation system is where the target value for each indicator should be set.
6. Conclusions
Concluding all of the above-mentioned issues, it can be stated that the advantage of the 8D method is its flexibility, allowing it be adapted to different situations and circumstances. This means that it can be used for investigating local problems in their own workflow, or multi-disciplinary teams investigating more complex issues that cross functional and departmental boundaries. 8D helps to insulate the customer (internal or external) from potential repetitive problems in the very first step of the occurrence of the problem with the help of the implementation of containment actions.
Admittedly, 8D methodology helps to easily and accurately identify the root cause and thereafter the permanent corrective action so that the reoccurrence of the problem is eliminated. Correct 8D implementation means that the root cause is correctly stated and the corrective actions are efficient from the point of view of costs, time, and influence on the final customer and the organization itself.
Although the 8D methodology is the most widely used method for quality complaints management in automotive production, it must be not forgotten that 8D is a tool for integrated complicated problem-solving, e.g., problems which cannot be solved by an individual or problems with a high level of resource consumption. 8D methodology commercialization has meant that the 8D reports are usually requested from suppliers even in the case of random mistakes, when it is hard to detect the root cause and to eliminate random effects.
On the other hand, 8D methodology helps to avoid such mistakes, but only in the case of the usage of sufficient principles. Suppliers are obliged to write 8D reports even in case of random mistakes and then a senseless analysis is carried out, and finally the 8D methodology is useless. This leads to team demotivation. The team participants are demotivated by the 8D usage's uselessness and it makes the 8D usage useless from their point of view. It leads to vague problem-solving even in the case of the occurrence of complicated problems. To increase the 8D process efficiency, the Importance / urgency model of problems classification was proposed. This model will help organizations to classify the problems and to use a sufficient method for solving them.
The correct setting of the performance indicators of the continuous improvement process, the management of nonconforming products and the networking of these processes with a motivation plan is essential for the successful implementation of the 8D process. Setting performance indicators with respect to the motivation of the problem-solving 8D teams based on the proposed Motivating / demotivating 8D process efficiency indicators model will help to eliminate the consequences of the principal risks of the 8D process such as lack of time, effort to reach rapid conclusions for the 8D Report (due to the incorrect setting of performance indicators), poor management support and lack of resources to implement Poka-Yoke measures.
7. Limitations of the study
The 8D methodology is a tool widely used in automotive production. That is why the survey data are primarily relevant for automotive production. Nevertheless, as was proved in the study, the eight disciplines method is a complex tool not only for complaints management, but it is widely usable as a defects occurrence prevention tool and can be effectively used in different business areas.