
Abstract
This work aims to assess the impact of maintenance-oriented design on a production line in the pharmaceutical industry, which includes operations in a clean room.
The case study analyses the downtimes of a production line of large volume parental solutions.
The results obtained at the end of an appropriate period of observation were used to identify the main problems, in terms of maintenance time.
Some of the critical issues were overcome by requiring that part of the production line be redesigned by a company specialized in the design of clean room lines.
In this context, the focus of the case study is not on the technical aspects of maintenance-oriented design application, but its consequences in terms of the increase in performance.
The performance of the new production line was analysed and compared with that obtained in the first phase of the study. This comparison allowed us to estimate and quantify the achieved improvements referring to system availability and consequently to a production increase quantified at more than 110,000 units per year.
The impact of the maintenance-oriented design was also evaluated from an economic point of view. In particular, the production increase obtained and the corresponding economic advantages were evaluated.
Through this comparison, it was possible to estimate the payback period for the investment of redesign, quantified in less than six years.
1. Introduction
Organizations are continuously seeking strategies to improve their operations and gain a competitive advantage. Maintenance tends to be a key management issue for many industrial companies.
Maintenance management, being an integral part of manufacturing, can influence competitive companies' priorities, such as cost, quality and flexibility, and, hence, business strategy directly [1].
For the pharmaceutical industry it is dramatically important to identify strategies to deal with this period of stagnation. This is the only way to start to grow up in a world scene that will register a slowdown in the coming years, if not a decline in the European market. The objectives to be pursued are mainly related to the optimization of the production activities of a technical or managerial nature. The competitiveness is regained by implementing the dictates of their “quality management” for continuous improvements in all areas of pharmaceutical industry [2–3]. All this can involve the optimization of maintenance processes directly linked to productive results in terms of defects and decreased performance. The present work contains a detailed analysis of the pharmaceutical world, in terms of maintenance policies, and examines the best practices currently in use.
The use of a well applied system of maintenance and design maintenance oriented systems, allows to decrease downtime and production losses, reducing costs [4]. All this also improves the efficiency of the maintenance teams, allowing to follow the programming already carried out for preventive maintenance. By increasing reliability data, some interesting results are also obtained such as the cost management. These aspects can be summarized with a saving of 4–7% of the sales costs and as much as 20% to over 50% of the costs of the labour force [5]. The use of complex equipment and machineries has introduced new methods of maintenance, to enable a proper use of resources, seeking to limit as much as possible the costs due to the stops of the maintained machinery [6].
As noted in [7], the success of manufacturing companies heavily depends on production performances, in terms of increased availability. All this is feasible by optimizing and improving maintenance processes.
Total productive maintenance (TPM) is a new concept evolving to meet this tremendous requirement of the modern competitive industry [8]. TPM is a manufacturing programme to maximize the effectiveness of equipment throughout its entire life by increasing the participation and motivation of the entire workforce.
This goal can be achieved through the implementation of activities planned to increase equipment efficiency, the creation of a programme of autonomous maintenance, the establishing of a planned maintenance system, the organization of training courses for workers and the design of a plant management system.
This situation has led to the need for a rigorously defined performance measurement system that is able to take into account different important elements of productivity in a manufacturing process.
The critical factors which affect the overall equipment efficiency (OEE) of the pharmaceutical industry are loading time, down time, standard cycle time, actual cycle time, units produced and defective units [9]. Overall equipment efficiency (OEE) is an indication of eight major equipment related losses, which are equipment failure, set-up and adjustment, cutting blade change, start-up, minor stoppage and idling, speed, defects and reworks, and equipment shutdown [10].
According to [11], production scheduling and preventive maintenance planning are among the most important problems in the manufacturing industry.
Production scheduling aims to respond rapidly to the market and to meet customer requirements, by effectively assigning jobs or operations to the production system. At the same time, preventive maintenance planning is carried out to maintain the manufacturing system or to restore it to an acceptable operating condition.
In the pharmaceutical industry, the equipment is more complex and therefore more difficult to clean, maintain, and operate. Poor cleaning procedures can result in the cross contamination of batches. Products can also be contaminated by worn or poorly maintained equipment. The Food and Drug Administration's (FDA) citations for manufacturing deficiencies have even caused delays in the FDA approval of new drugs.
Inspectors often find it difficult to determine if good engineering practices are used [12].
Maintenance can impact both the quality of products and the compliance of pharmaceutical processes. Maintenance programmes have long been recognized as critical to the success of the operations they support. In recent years, there has been an escalation of requirements imposed on maintenance operations, in many cases resulting in added cost, slower execution and little or no added value [13].
The fulfilment of the objectives of maintainability is highly dependent on the proper mix of resources and the development of good communication [14]. The uniqueness of tasks and the many different interfaces that exist, require not only good communication skills, but an understanding of the system as an entity and of the many design disciplines that contribute to its development. Maintainability is only one of these design disciplines. However, the successful implementation of a maintainability programme's functions requires a thorough understanding not only of system-level requirements, but also of the many organizational interfaces that exist.
Based on the above statements, it is clear that the pharmaceutical industry, as it is highly regulated and faces unique challenges in quality assurance, must also ensure that it keeps its equipment maintained and its costs down. This forces organizations to review their existing practices, which introduces the main research question of this study.
2. LVPs production line
The study was performed on a production line for large volume parenteral solutions (LVPs), containing paracetamol and used particularly in hospital settings.
Large volume parenteral solutions are typically bags or bottles, holding 100 ml or more, containing intravenous solutions. Common uses of LVP solutions without additives include:
correction of electrolyte and fluid balance disturbances;
nutrition;
vehicle for administering other drugs.
The production cycle of these solutions presents several technical and economical criticalities.
Their production is characterized by low values of gross margin contribution (GMC) and is therefore sustainable only if done in large quantities.
Some steps of the process must also be done in a clean room. This condition greatly complicates many of the activities regularly carried out on the line. In particular, all the maintenance operations on the parts in contact with the product must end with a sterilization step, before production can start again.
The phases of the production cycle under study are shown in figure 1.
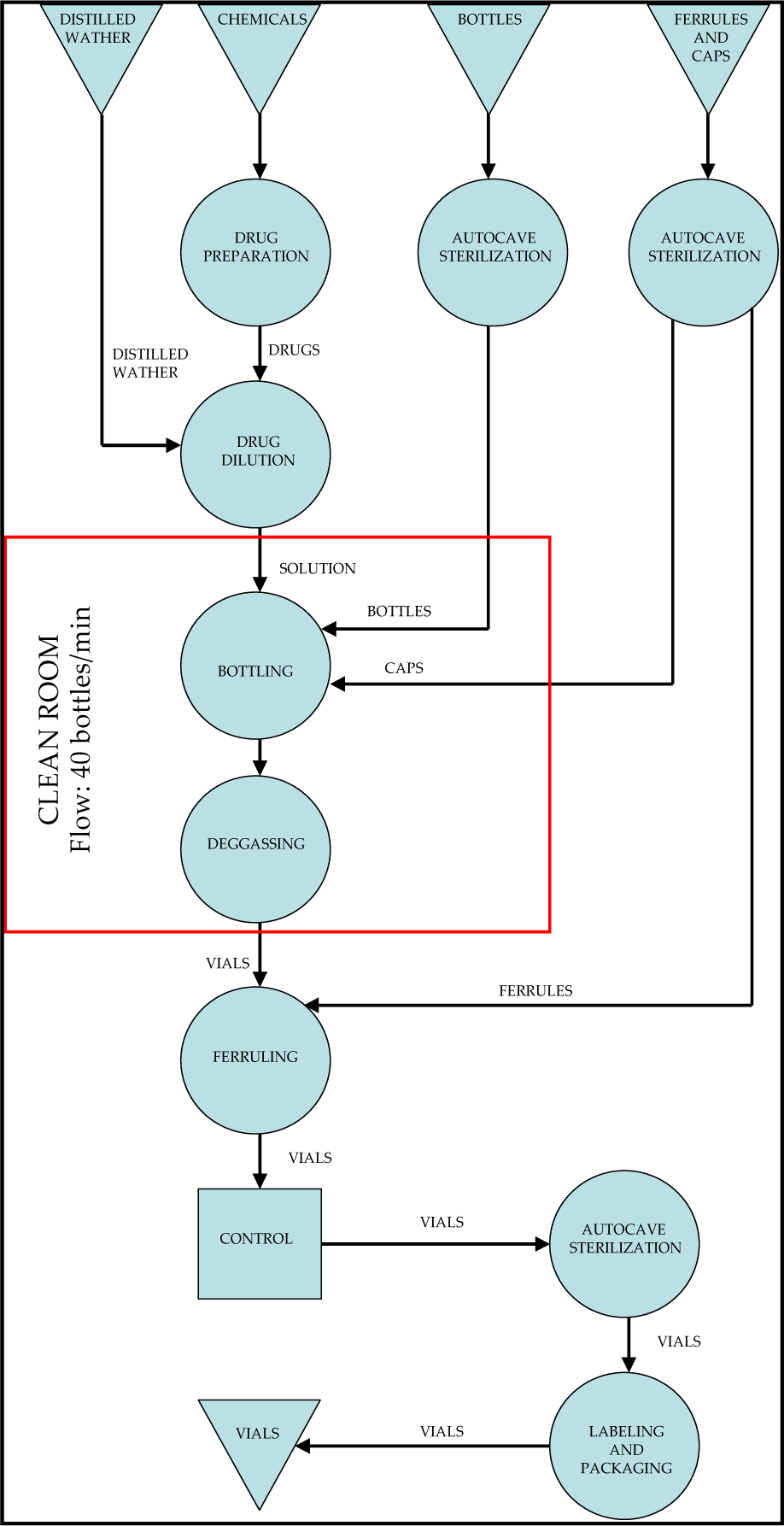
Flowchart of the production line
The first step of production involves the cutting and weighing of chemical components. This activity takes place in designated areas, called “pharmacy”.
The active substances and chemicals are divided, according to the right proportions, then diluted in distilled water [15] and routed to the clean room where bottling is done.
While the chemical dissolution of the drug is performed, the bottles, before being filled, are placed in an autoclave, in order to be washed and sterilized.
Even the caps and ferrules needed to cork bottles are sterilized before being applied.
Once the solution is ready and when the bottles, the caps and the ferrules are sterilized, the bottling phase, the most critical phase of the process, can start.
This operation is particularly critical, since it is the only time when the drug is in direct contact with the external environment, with a risk of contamination [16].
Once the cap on the bottle has been applied, the next step involves the removal of excess air from the bottles through a degassing process, by replacing the air with nitrogen.
In order to avoid contamination, the bottling and the application of caps are performed in the clean room.
The next step is the assembly of the ferrules and the handling of the bottles in a machine that picks them up in baskets, placed in a second autoclave for sterilization.
The autoclave can hold four baskets containing 3,600 bottles each.
The operators working on the ferruling machine also perform a regular sampling of the products.
After sterilization, the bottles are removed from the baskets and packaged.
The line works 16 hours a day, five days a week and has a theoretical capacity of 40 units per minute. Its efficiency is approximately 92%, mainly because of production rejects.
The gross margin contribution (GMC) per unit for this product is 0,47 €/u.
The analysis focused on the bottling machine. This choice was a result of a specific request by the company, since this phase is the most critical one.
3. Collecting and analysing data on the bottling machine
A period of observation of the operation of the bottling machine of 150 days allowed us to identify the cases of machine downtime and the associate abbreviations, already used in the company, as shown in table 1 [17].
Downtime cases

The first reason for machine stop is essentially due to a bottle being in the wrong position on the handling system, or to a bottle being wedged within the cochlea or to a breakage. The stops to solve these problems are short in time, usually between one and five minutes, and will be called
The production is also interrupted to allow periodic
Added to this, there are the time based and the breakdown maintenance operations on the machine due to routine activities or to the resolution of accidental failures.
If, during these activities, the operators have to access the clean room, the machine should be sterilized before restarting production. These operations will be called
The rates of the downtime of the bottling device, grouped in the main categories, are shown in Table 2.
Rates of the downtime of the bottling device
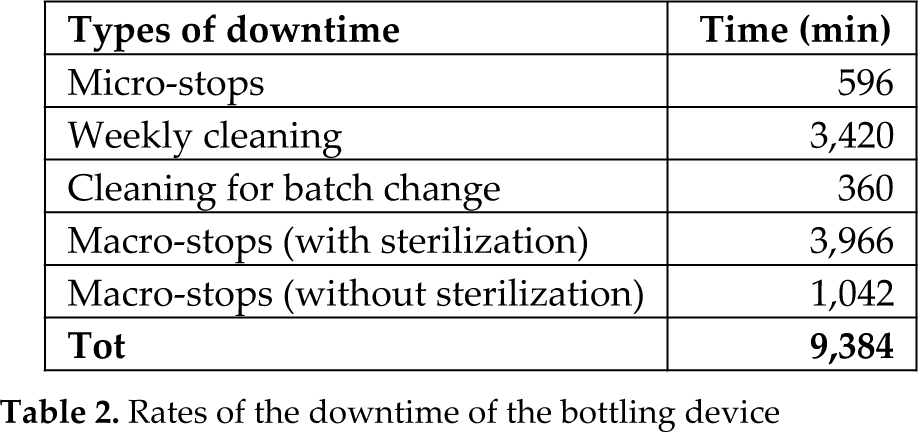
For a working time of 135,000 minutes, during the period of observation, it is possible to estimate an availability
Relying on a theoretical output of 40 vials per minute, the macro-stops' downtime correspond to a loss of production during the observation period equal to 200,320 units.
Standardizing this value to one year of working (234,900 minutes), it is possible to estimate a theoretical loss of production of more than 348,550 units per year.
A detailed analysis of the macro-stops that need sterilization before the system is able to restart, shows that 39% of total unavailability (3.966 minutes) is due to the sterilization operations, corresponding to 1,560 minutes.
4. Maintenance-oriented design: strategy and discussion
Based on the presented data, the company implemented a redesign of the bottling machines, in order to obtain the best performance in terms of productive capacity.
The chosen approach consists of an M-OD, able to predict during the design phase possible future maintenance activities and to choose all possible precautions, in order to improve the system's reliability and to minimize downtime due to maintenance operations.
Such techniques, which are widely used in the pharmaceutical field and in clean rooms, are usually applied in order to design new production lines.
Rarely is M-OD applied to redesign the existing production systems that are in use.
In this case, in order to choose correctly, the payback time of the investment in the redesign should be estimated in advance.
The company determined that the choice to redesign was convenient, by comparing the payback time with the useful life of the new bottling machine.
The technical solution chosen by the designers who were assigned to the redesign, consists in a physical separation of most of the transmission parts and all the parts involved in frequent maintenance activities from the clean room where the bottles are filled [22].
For this purpose, technical compartments with separate access were created, totally isolated from the clean room. This solution provides a substantial decrease in sterilization operations performed after maintenance.
This choice is totally consistent with the current approach of maintenance-oriented design for industrial production in clean rooms.
5. Maintenance-oriented design: results
Once the new plant started production, observation was carried out for a period of 150 days, in order to collect new data on downtime. The results obtained are summarized in table 3.
Rates of downtime of the bottling device after redesign

The redesign of the bottling line reduced the total hours of non-operation. Thanks to an investment of approximately € 285,000.00, a reduction of almost 20% was achieved, as shown in figure 2. This improvement is due to a substantial reduction of macro-stops, which require sterilization following maintenance. Many of the maintenance activities are now possible without personnel coming into contact with the clean room. The increase of the number of hours of macro-stops without sterilization is a direct result of the redesign. For the other causes of downtime, however, the values were almost identical.

Downtime comparison before and after the maintenance-oriented design (M-OD) application
Over a working time of 135,000 minutes, the new value of plant availability is
The total unavailability due to the overall macro-stops is U (t) = 2.43%, equivalent to 3,287 minutes in the observation period. This period of unavailability involves a loss of theoretical production equal to 131,480 units over 135,000 minutes of working, corresponding to approximately 228,770 bottles in 234,900 minutes of production (one year).
6. Conclusions
Comparing the data from before and after the changes, it is possible to evaluate the results in terms of the performance improvement of the system [23–24], due to the maintenance-oriented redesign of the bottling system.
An analysis of the results is summarized in table 4.
Comparison between the characteristic parameters of the system, before and after the application of M-OD
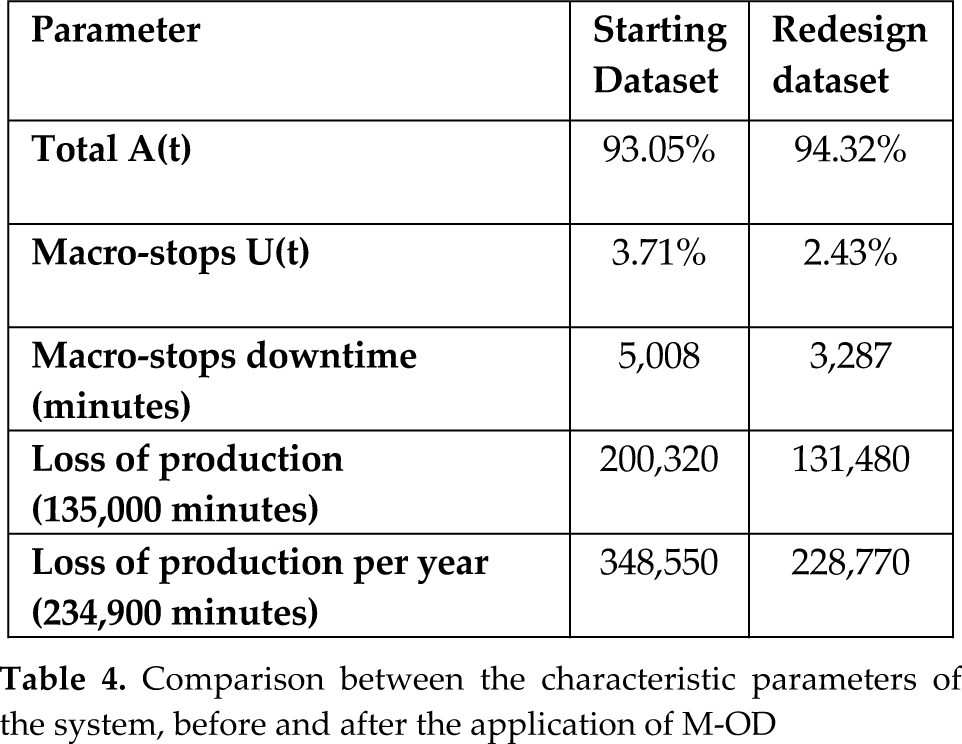
The benefits in terms of performance obtained are significant and it is clear that the increase of system availability is totally due to the time saved by the reduction of sterilization operations.
Considering a production efficiency η = 0.92, an increase in the theoretical production equal to 119,780 units corresponds to a real increase of about 110,200 units.
By knowing the value of the gross margin contribution per unit, equal to 0.47 €/u, it is possible to convert the increase in production obtained in a GMC increase per year of approximately € 51,800.00, which allows a payback time for the investment in redesign (approximately 300,000.00 €) to be achieved in less than six years [25].
Thanks to the case study presented it was possible to assess the impact on the production of maintenance-oriented design solutions, both from a technical and economic point of view.
By extending the same analysis to additional cases, it would be possible to obtain a range of specific reference values in the pharmaceutical industry.
The case study also shows how the M-OD may have a profitable application even in the case of a redesign of existing systems.
In this context it is appropriate to relate the payback time with the useful life of the new equipment and also with the residual time of those needing to be replaced.
The redesign is in fact much more convenient as the equipment to be replaced is close to the period of failure due to wear and tear.