
Abstract
In today's competitive economic environment, track and trace (the capability to determine present and past locations of products through the whole supply chain) is becoming an increasingly urgent necessity and a key differentiator in many industries, enhancing pilferage reduction, counterfeit prevention and targeted recalls, and improving supply chain efficiency, synchronization, visibility, and security. The pharmaceutical industry, together with the food industry, is one of the most advanced in traceability system implementation, as it has found to be strongly affected by the counterfeiting phenomenon. In this paper, a brief overview of traceability international regulations in the pharmaceutical sector and of the impact of its implementation on production processes and logistics will be continued, in order to highlight the main drivers of its large and fast diffusion. Technologies developed will also be presented and criticalities, and the benefits of traceability system implementation will be analysed.
1. Introduction
Track and Trace (T&T) can be defined as the capability to chase products throughout the whole supply chain, by recording a given set or type of information that allows the verification of history, location or application. Information flow can be followed in both a forward and backward direction [1], being those activities respectively identified as ‘tracking’ (which involves knowing the physical location of a particular good within the supply chain at all times) and ‘tracing’ (i.e., rapidly changing regulatory environment, fostering an increasingly strict control of goods' handling (for drugs and food in particular), is pushing companies to align both production and distribution processes to traceability requirements to avoid non-compliance.
In addition, the current competitive economic environment is highlighting the key role of traceability as a differentiator in many industries, enhancing pilferage reduction, counterfeit prevention and targeted recalls [4], and improving supply chain efficiency, synchronization, visibility and security. In light of this, the authors provide a review of the state of the art of track and trace, in order to assist companies towards adapting to the new international standards.
The pharmaceutical industry has proven to be highly sensitive to track and trace related issues, as its main goal—patient care and safety—is constantly being threatened by forgers; the relevant magnitude of such a phenomenon is due partly to the potential to net large profits (as drug therapies and medicines are copious and often expensive) and to the fragmentation of the pharmaceutical supply chain (caused by the growing multitude of wholesalers and retailers involved in drugs flow), that enables the development of secondary illegal markets [2,5].
The general aim of this study is to analyse the actual and potential benefits achievable by implementing traceability systems within the pharmaceutical supply chain, highlight their criticalities and impact on production processes and logistics, and provide an overview of existing technologies. The authors will eventually discuss how modern methodologies and technologies are being applied to traceability systems, combining several on-field applications in a generic process description.
This paper is structured as follows: section 2 provides an overview of various countries and market legislations and requirements, and a timeline of track and trace implementation in the pharmaceutical supply chain. In section 3, a system state-of-the-art of track and trace is presented, mainly focusing on the pharmaceutical industry but also comparing it to several other sectors, while section 4 is devoted to the examination of traceability application fields and to its impact on production processes and logistics. In section 5 the most common existent technologies are analysed, describing the impacts of T&T systems integration in existing production processes from different points of view.
2. Regulatory environment and global requirements
Awareness of the counterfeit drugs problem has grown fast in the recent decades; governmental regulations require an increasing security level for the distribution of pharmaceutical products.
Regulatory frameworks, as well as mandatory requirements, have been and are still being adopted worldwide, adding some remarkable complexities for multinational manufacturers and distributors, forcing them to set up flexible systems in order to serialize products shipped into different markets according to local regulatory requirements.
2.1 Global regulatory framework: history and current situation
First attempts to regulate pharmaceutical traceability date back to 2000, when the Italian ‘Bollini’ law required the application of a special sticker containing a serial number and bar code to each unit of sale, and the recording and archiving of each serial number [6,7]. Since then, numerous countries in the European Union have made legislative efforts in such a direction, imposing serialization standards including the CNK (Code National(e) Kode) in Belgium (a unique identification number made up of seven digits that is granted to each product for each form of packing) or the 13-digit CIP (Club Inter Pharmaceutique) code in France [8]. Other countries, like Turkey (which in 2010 put into place item-level serialization requirements), China, Korea, and India have actively taken part in this international attempt at regulation. In November 2013 the United States passed the ‘H.R. 3204 Drug Quality and Security Act’ [9, 10], a Federal law that pre-empts the California bill, which first established the creation of a ‘pedigree’ for each drug sold in the state, and makes item-level serialization mandatory by November 2017 for all prescription drugs sold in the United States.
2.2 Future developments
Most relevant requirements to come have been announced by the EU and US, and cover a timespan of around four years from now.
Implementation of serialization will then be mandatory in order to achieve compliance with new worldwide laws, and to avoid losing business opportunities.
In Figure 1, a summarizing scheme of past, present and future regulatory framework is provided.

Global requirements summary
3. State of the art of track and trace
Industries and researchers have been focusing on track and trace issues for about ten years, producing a large volume of studies and results. Some industrial sectors, like pharmaceuticals and food, have caught researchers' attention much more than others, due to much stronger regulation and control by governments and international organizations over the years, being critical from a safety point of view; progresses along these lines have also been observed in aerospace and wood industries, where potential benefits in terms of costs reduction and quality improvements have been analysed [11,12].
Most of the conducted research falls into two categories: distributed ePedigree model and federated registry model [1,4,7]. Distributed ePedigree model is a distributed architecture for efficiently retrieving the first supply chain partners (for forward tracing) or the last supply chain partner (for reverse tracing), while the federated registry model is based on a central registry service called Discovery Services (DSs) [1], where all data and data queries are addressed. Some papers present a comparison between these two different architectures [1,4], fundamentally agreeing on the first one being more suitable for the fragmented pharmaceutical supply chain and the second being more suitable for others.
3.1 Track and trace studies in food supply chain
The track and trace system's framework in the food supply chain has been defined by several authors [13–21], distinguishing between internal (using chemical or biological trackers and markers to identify food origin and alterations) [13,14] and external (by the means of RFID, 1D or 2D barcodes placed on packages and containers) [15,16] track and trace. The necessity of its adoption, due to international laws and to deriving competitive advantages, and illustrating its implementation, criticalities and benefits, has been highlighted through case studies [17], experimental campaigns [14], and simulations [18]. Experts have also been dealing with additional benefits achievable through new technologies' adoption and standardized protocols [19, 20] and with granularity (the traceable size of the unit, affecting the precision of product traceability) related issues [21].
3.2 Track and trace studies in the pharmaceutical supply chain
Relating to the pharmaceutical supply chain, various aspects of track and trace have been taken into account by researchers, from anti-counterfeiting technology overviews [2,7,22,23], to optimization and synchronization of the supply chain and its main actors [24–27]. Radio frequency identification (RFID) technology, its benefits, and impacts, have been deeply investigated, as well as the international standard for its implementation (electronic product code - EPC) [27–35] and for serialization (GS1) [35]. Lately, the focus has moved to item-level traceability implementation [5,33,37] and to the definition of continuous traceability systems (which are based on GPS technology and, unlike traditional discrete systems, allow the knowledge at any time of the exact location of products, even while carried from and to different stages of the supply chain) [38,39]. It has also moved to the implementation of new technologies (like mobile device applications) to make data fruition easier and to the use of traceability to increase customers' retention and engagement [40]. Key performance indicators (KPIs) have also been developed for traceability efficacy and impact on process evaluation [27], and potential dangerous effects of electromagnetic waves (generated by RFID systems) on drugs have been investigated [24,37]. At present, the most common system typology implemented in the pharmaceutical industry is represented by T&T solutions that perform item-level serialization (online, with additional controls and operations, or offline with dedicated manual stations). Those devices are coordinated by networks of PCs and servers that convey the information into centralized data repositories in order to be stored and accessible for track and trace. The data receive live updates while the products flow along the supply chain. In this way it is possible to build stage-by-stage the complete history of every single code. This type of technology will be described in detail further in this article.
Papers and studies dealing with traceability in the pharmaceutical supply chain are summarized and categorized in Table 1.
State of the art summary

4. Track and trace application fields in the pharmaceutical sector and its impact on production processes and logistics
Traceability systems' application fields in the pharmaceutical industry are numerous: track and trace methodologies and technologies can in fact be implemented to materials management and inventory control, sales and distribution monitoring, counterfeit, diversion, and theft prevention [7,30].
4.1 Materials management and inventory control
Track and trace in this field is fundamentally applied to shelf life control, and therefore to the creation of smart shelf and smart search systems. This means that goods entering and exiting warehouses are identified, and expiry dates are constantly under control, avoiding huge additional costs due to the impossibility of selling drugs that are expired or about to expire, and to the disposal of these drugs.
4.2 Sales and distribution monitoring
Monitoring drug distribution and sales is of vital importance not only to ensure patients safety, but also to reduce direct and indirect costs; it is an essential prerequisite to efficiently manage returns and recalls with a minimized risk of lost sales and lost customer confidence in the brand. Returns and recall optimization requires exact knowledge of what is to be recalled, where the product is located, and where, or to whom, each product unit has been sold.
4.3 Counterfeit, diversion and theft prevention
Another fundamental application of track and trace in reducing counterfeit (verifying drugs by the means of shared secure international databases), diversion (avoiding redirection of drugs from markets where they are cheaper to markets where they are more expensive) and theft events, which are all dramatically expensive, and are therefore an important concern for pharmaceutical industries, distributors and retailers.
The positive impact of these systems on production processes and supply chain efficiency has been demonstrated by various studies [27, 29, 31, 33, 35, 39]; in particular, referring to production processes, their potential for facilitating the dynamic planning of production activities, reducing costs and minimizing human related errors has been highlighted [29]. Referring to logistics and supply chain efficiency, traceability technologies are found to be non-invasive, as they do not actually affect the work of carriers except for a partial slowing down, which, even in an application where reliability and delivery time are the main competitive factors [35], is largely compensated by cost reduction, compliance achievement, and safety enhancement (mainly through the synchronization of trading partners' operations).
5. Track and trace integration in the pharmaceutical production system
Track and trace functionality requires the addition of specific software and application components to the existing IT architecture of a company.
Serialization solutions need to be fully integrated with centralized systems (corporate level), to properly allocate and manage serial numbers within the packaging process of each production line. These systems also allow the management of data communication and storage in a common corporate database, in order to prevent data duplication.
5.1 Impact on IT and production environments: serialization systems' multi-level architectures
Track and trace has a direct impact on both the existing IT and production environments of a company. Starting from the global corporation level, it is necessary to install adequate interfaces between the existing ERP system (inter-sites) and the new T&T system, in order to allow material master data downstream communication, and serialized production data upstream transfers. At the enterprise resource planning (ERP) level, a company will require specialized software to retrieve and store all the necessary data in apposite company databases. At a lower architectural level (production site), a dedicated server needs to be connected to the site network, and an additional interface might be necessary to allow communication with the present manufacturing execution system (MES). Specifically, the site level serialization server (SSVR) will manage the whole line of the production plant from a track and trace perspective. However, operations have to continue with the existing process flow, normally managed with MES, which is why a link between the two systems must be established.
Shop floor operations are controlled by supplementary personal computers (PCs), which need to be installed for each line of the plant designated to pack serialized products (serialization line master systems - SLMS). These PCs are also connected with the site IT network, in order to exchange data with the SSVR for production. In particular, SLMS receives work order information from the upstream server (interconnection with MES) and serialization data (auto-generated or received from external sources, e.g., Chinese serialization). SLMS will strictly manage batch and product information for the dedicated controlled line, in order to prevent a possible mix-up between different production batches or different products. This is the reason for having dedicated PCs for each line: a double check is performed by SLMS on data receiving, and production does not start/continue in case of any mismatch.
One single SSVR manages and dispatches required data through the industrial plant, coordinating all the SLMS located on the various lines. Once data have been sent to the correct line, SLMS are in charge of supervising serialization operations and control devices, which need to be integrated into the existing equipment (additional machines might also be necessary). Some of the existing devices might be leveraged, however a hardware update might be necessary in order to handle new types of data and codes.
Each single unit of product needs to be encoded with serialization information (each unit becomes unique and cannot be replicated) and consequently inspected in order to acquire and confirm the information. Printing devices and vision systems are dedicated to this function. In addition, some country regulations require what is commonly known as ‘aggregation’. Aggregation requires establishing a parent-child logic connection between a single item inside a parent container (i.e., a carton and the case that contains the carton). Additional cameras and scanners would also be necessary for performing aggregation.
Due to the number of units produced and checked in the normal time of production, SLMS might struggle in handling the quantity of data coming from the different positions of the packaging line, and communicating commands back and forth. For this reason, additional PCs might be necessary in strategic locations along the packaging line, delegated to controlling separated sections independently (serialization line slave systems - SLSS). Both SLMS and SLSS are connected to the line transmission control and Internet protocol (TCP/IP) network, in order to exchange information during the packaging steps. SLSS will have the same control functionality of SLMS, but are normally not required to exchange data between each other (and are incapable of doing so), but only with the connected devices and the SLMS on top.
During packaging steps, all data (valid and non-valid) are transferred to the site central database. Once all the operations have been performed on the shop floor, all of the produced data needs to be collected for reconciliation. The SSVR, through the interface with MES, will produce all the required reports at the end of the work order, showing all the details of each single item packed (e.g., cartons, bottles, bundles, cases, pallets) and the relative status.
Finally, the SSVR will transfer serialization and hierarchical information to the highest level of the architecture (e.g., SAP AIE), which allows complete visibility through all the corporate sites.
In Figure 2 it is possible to see the difference between the AS-IS IT/production site architecture and TO-BE configuration.
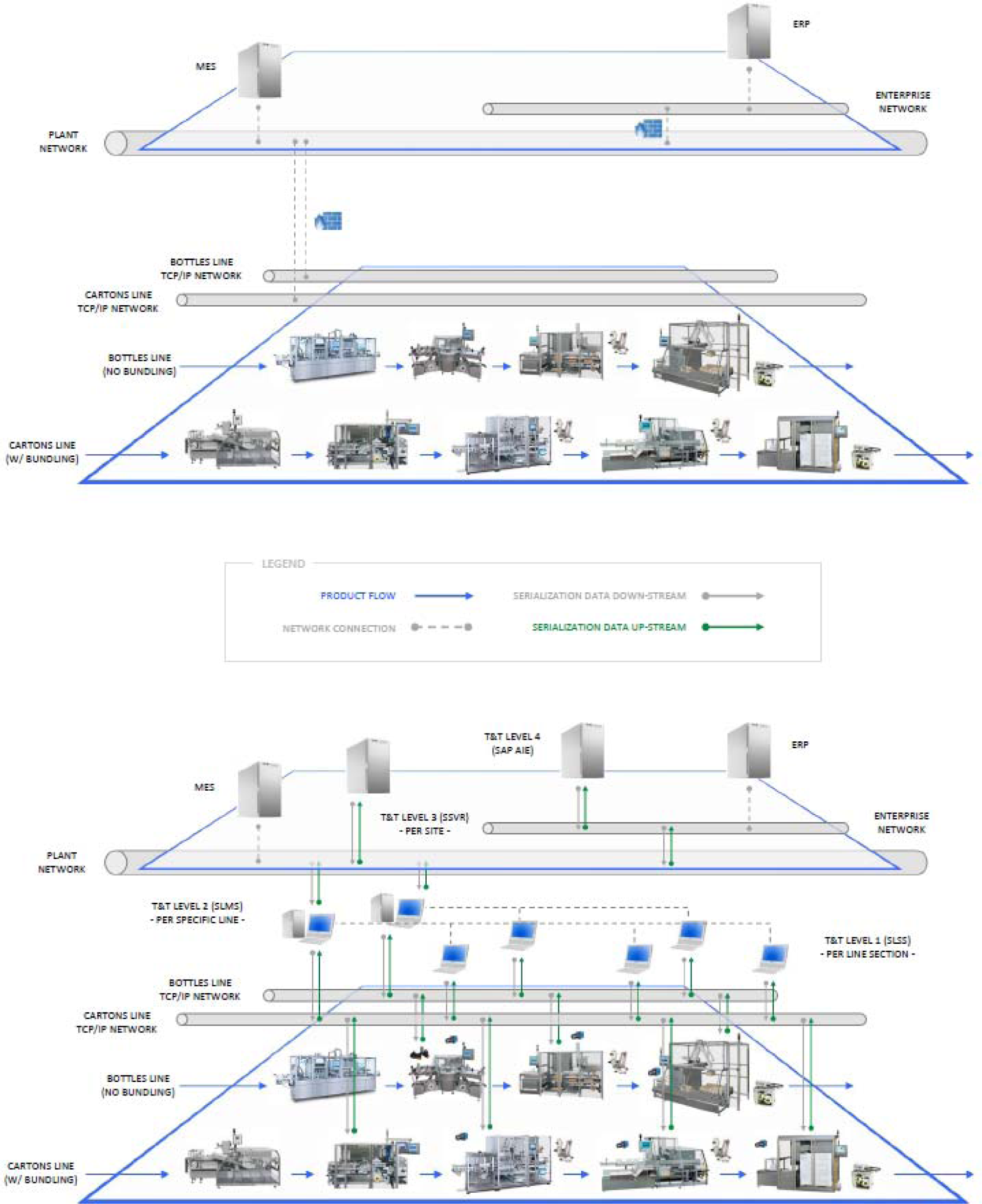
IT and production architecture change. Track and trace system integration. © Adept Packaging, 2013. All rights reserved.
5.2 Impacts on production processes and technologies
Online and offline track and trace solutions will have a deep impact on existing production and data handling processes. First of all, as anticipated, current packaging lines need to be integrated with additional devices to perform serialization and aggregation tasks.
Starting from cartons or bottles printing stations, it is necessary to connect the controlling devices to SLMS/SLSS PCs in order to receive the correct data to be printed, which could be flowing continuously or buffered. Already-present print heads (in cases where inkjet technology is used) might not be enough to apply the additional data on the item surface (either directly, or indirectly by using labels). New ones might have to be put in place to cover the additional required area. In addition, the quality of the printing might not be enough for specific regulations, which request a high printing grade as a minimum requirement (e.g., B or C ISO/IEC standards). This could necessitate the substitution of the type of ink implemented, or the change of the entire inkjet printer. In some cases, if the space available for printing is too small due to the format of the item, it might be necessary to switch completely to a new type of technology, for example by introducing laser printers which allow the printing of a higher amount of information with greater precision in very small areas. However, this kind of change entails a growth in technology costs, which have to be examined and justified in detail, case-by-case.
The artwork of the item will also have to be reviewed, in order to ensure that the new data fits into the available space. Any change on the artwork must be communicated to the supply chain authorities and approved.
Once the items have been printed, the information has to be acknowledged and verified by the track and trace system. Cameras that are already available could be enough to perform this action, otherwise they may have to be replaced with new ones (some regulations require optical character recognition or verification (OCR/OCV) inspection, which may be not supported by the existing vision system).
In any case, the cameras have to be connected to the SLMS/SLSS systems; after reading, the information is transmitted to the PCs for data comparison.
If no mismatch is found, the carton/bottle can continue to the next stage of the packaging process; the status of the associated serial number will be changed to ‘commissioned’ and added to the database.
In case of mismatch, the PC will send a signal to the machine rejection system, via programmable logic controller (PLC), in order to expel the item; the associated serial number will also be ‘rejected’ from the SLMS/SLSS, so updating the database.
In the next phases, single items can be packed into parent containers. Some regulations require that this aggregation is recorded as well, assigning a specific and unique set of codes to a parent code. This concept might be mandatory for some levels of aggregation only (e.g., cartons to case aggregation) or to all levels (e.g., cartons to bundle, bundles to case, cases to pallet aggregations). From a technological perspective, recorded aggregation is not part of the normal packaging process. This would require new vision systems to be deeply interconnected with packing equipment (e.g., bundlers, case packers, or automatic palletizers). If those operations are normally performed manually, additional working stations with vision systems may be required, and critical standard operating procedures (SOP) put in place.
Aggregation might be performed in different ways, according to the available technology, and can have a huge impact on the existing packaging process (and in terms of technological or packing format changes). There are fundamentally three ways to perform aggregation:
Item-by-item. Single units are scanned while they are being placed inside the container. The camera needs to be mounted before the packing equipment, and a spacing mechanism would also be required to facilitate and time the images' acquisition.
Row by row. The cameras are mounted before the machine's pushing plates, to inspect full rows prior to being piled up (or down) into the loading hopper.
Layer-by-layer. The units are scanned in larger sets when they have already been placed inside the container. Cameras need to be mounted directly onto pushing plates, or in appropriate positions to have a free wide area of inspection.
The three solutions differ from each other in terms of costs, technological feasibility, and level of aggregation reliability. Once again, the proper solution has to be discussed based on the overall requirements and scenario.
Each single image capture has to be communicated to the relative SLMS/SLSS to be checked and recorded.
If no mismatch is found, the SLMS/SLSS assigns a serial number to the container and links all the contained items with it (child-to-parent association).
In case of a reading issue, the serial number will not be assigned and the container will be physically rejected (PLC signal) to be manually reworked.
The filled container will flow to the next packaging step and a label will be applied. Like what was previously described for unit printing stations, the existing technology (generally thermal transfer printers at this stage) has to be connected to SLMS/SLSS managing systems to receive the correct information at the right time. In this case, the importance of having just-in-time information issuing is even more relevant, since a specific serial number is also linked to the contained items. Software reliability and correct machine interfacing is the key to success in this matter.
In terms of what concerns regulation, container labelling is more flexible in terms of printing quality and required formats.
The artwork of the labels will have to be reviewed to include all the necessary additional information. Country-specific guidelines are provided in order to simplify the transition from non-serialized to serialized production.
After the label is applied to the container, the information printed on it must be acknowledged and verified by the track and trace system. In general, scanning data carriers to retrieve all the information is enough at this stage, without needing OCR/OCV inspection. The cameras have to communicate the analysis to the SLMS/SLSS for data comparison and data validation
If the data are correct, the aggregation between the container and the content is finalized. The status of the container serial number will be changed to ‘commissioned’ and added to the database; also the status of the contained serials is updated at this stage, becoming ‘packed’ and being linked with the parent code.
If data mismatch occurs, the SLMS/SLSS sends a signal to the machine rejection system (or issues the information on a screen for operator acknowledge, in case of manual packing), in order to physically expel the container. The link between the items and the container serial numbers will be broken, so the single items can be re-processed. The parent serial number will be ‘rejected’ from the SLMS/SLSS, updating the database.
Aggregation operations can be repeated in the same way for many levels of the packaging chain, as required.
Once the packing operations are completed and the work order is closed in the T&T system and the MES, the SSVR transfers all the stored data to the corporate repository.
Technological integrations may not be enough to enhance the system capabilities and safely handle serialization data. To completely support the described process, it is crucial to define detailed SOP, and establish training programs for operators, technicians and supervisors.
Due to the highlighted changes on the process operations, there could be also an impact on the overall equipment effectiveness (OEE) of the production line. The continuous data exchange between different components, synchronization, and the necessity of waiting for data valid signals may result in overall line speed reduction, with a consequent loss in terms of performance efficiency (EP). In fact, even if data analysis would require a short time lapse (order of milliseconds), the actual ‘give and take’ could have an impact on the general time for communication (due to the different nature of interconnected devices, e.g., cameras and PLCs). This aspect may result in the necessity to reduce the machinery's working speed, to allow successful information exchange.
The entire process might also be affected by an increased number of rejections: data mismatch is a new cause of failure that was not as crucial during non-serialized production. In standard packaging operation data is not compared individually, resulting in simpler and faster data checks. The introduction of serialization generates additional complexity in data analysis, since each single unit becomes unique and not replicable. In any case, this type of failures seems to have a low level of probability in the application field, due to software reliability. What could, on the other hand, have a more significant impact on the OEE quality component (Q), is the higher frequency of rework cycles due to camera false negatives (especially for aggregation operations). It can indeed happen that the environmental and technological conditions play a determinant role on the inspection result, influencing the capabilities of vision systems.
Not to forget, the impact on availability (A) might also reduce the packaging line OEE. The machines will be integrated with additional components, increasing failure probability and equipment downtime. Setup operation could be more complicated as well, having additional mechanical parts, devices and cabling to deal with.
As is understandable, track and trace systems and processes will add more complexity to a packaging line; all existing operations will be more or less affected. Serialization data handling is very sensitive and requires cooperation of the surrounding systems not directly controlled by the SLMS/SLSS and operators. For this reason, it will also require more IT involvement and new business processes.
5.3 International standards for data carrying
With many regulations in place and others to come, complying with track and trace requirements will require flexibility and adaptability of processes and technology. In order to cope with different requirements, it is important to set common standards for data formats and carriers, in order to uniform the information through the supply chain. There are several international organizations, for example GS1, which work with communities of trading partners, industry organizations, governments and technology providers and respond to their business needs through the adoption and implementation of global standards.
Specifically, the definition of common identification formats allow understanding if certain data belong, for instance, to an item (global trade item number - GTIN), rather than a container (serial shipping container code - SSCC), rather than a position (global location number - GLN). In addition, precise IDs are established for each of these formats (application identifiers - AI), in order to simplify and standardize software encoding and decoding operations. Through AIs it is possible to set up specific data carrier structures so that, for example, a generic ISO 2D-barcode becomes a standardized GS1 DataMatrix carrier, with an exact data order and length. This aspect is particularly important along the supply chain where a large amount of products will merge from several companies' production flows. Decoding capabilities for distribution centres can be simplified if a common encoding standard is shared and used amongst the different manufacturers.
6. Conclusions
In recent years, track and trace systems have shown to be an effective tool for increasing pharmaceutical companies' competitiveness and capacity to prevent thefts and counterfeiting, while reducing recall frequency and costs.
Their positive impact on the pharmaceutical supply chain and, in particular, the efficiency of serialization systems has been strengthened by the Turkish experience, which has inspired most recent regulations in this area.
As a matter of fact, Turkey is the first country to have successfully implemented serialization technology with aggregation (followed by China, where an extended serialization campaign started last year), aiming at improving product anti-counterfeiting and reducing fraud. Turkish social security services (which, like in Italy, provide health services and medicines to all citizens) are meant to reimburse pharmacies, through the Ministry of Health, for providing and selling drugs. The number of product units sold was, in the past, communicated by simply issuing sold carton flaps previously cut by pharmacists, a quite easy-to-fraud system. After T&T was introduced, and the history of any single product unit was tracked through a governmental repository, serial numbers enabled avoidance of undue reimbursement issues. With the new systems in place, pharmacists have to communicate the exact serial numbers of the units sold to the Ministry of Health. The reimbursement for those units is issued only if there is a match with the governmental repository. The government therefore has total control of the medicine quantity that is present in the market and is actually sold to patients, and cases of fraud have been drastically reduced.
This is an example of how serialization is able not only to improve private companies' competitive advantage, but can also contribute to security and people's quality of life.
In this paper, an overview of main legislative and technological aspects of track and trace has been given, highlighting its impact on production processes and the advantages that might be achievable through the implementation of aggregation features.
A path to the efficient application of track and trace and serialization techniques has been drawn, identifying a general approach derived from the on-field collection of best practices, leaving to future development and work the duty to continue and constantly update this research according to the fast evolving international scenario.