
Abstract
Information sharing among supply chain echelons is now an acquired result. As a consequence, most of the traditional techniques and procedures in production management must be revised and updated, exploiting the opportunities provided by new technologies. This paper presents an improved version of Material Requirement Planning procedure, which assumes information sharing capabilities and permits the creation of new business opportunities. In Orlicky's MRP, orders are computed considering the parent items gross requirements. On the contrary, here the order release procedure related to a certain item is computed both by exploiting all the information sharing advantages and by introducing a drastic innovation to the main process functioning. As a result, the proposed algorithm copes better with demand uncertainty, lowers the system nervousness and also removes the need for continuous forecast adjustments, thereby improving the ease in managing the material flow, allowing the development of new forms of collaboration among different supply chain partners and the creation of new business networks. The algorithm is presented in formulas to describe in detail each procedure step and calculations.
1. Introduction
The financial crisis has brought new challenges for all manufacturing companies. Among these, reducing financial investment and streamlining the supply chain have become a priority. Increased difficulty in accessing credit has made lowering working capital a primary target [1]. Therefore, from a manufacturing point of view, a reduction of inventory levels and a simultaneous increase of flexibility for entire production systems are the new objectives. In order to uphold their competitiveness, companies are expected to get more done with fewer people and more limited resources. However, those results are unachievable by a single company without integrating the decision-making process into a cooperative network [2–5] consisting of independent companies with a common goal: the whole value-added process has to be planned and realized by all the companies in the supply chain and has to be directly generated based upon the customers' demands [6].
The best know dependent-demand materials management approach is Orlicky's MRP [7]. In manufacturing systems, the purpose of MRP is to compute the net requirements for each component/raw material of each finished product, taking into account the inventory on hand, planned receipts, lot-sizing policies and lead times on top of gross requirements coming from the MPS (Master Production Schedule) for a predefined time horizon. A rigorous mathematical formulation of the MRP algorithm has been provided by Segerstedt [8].
Although MRP systems are widely used, they exhibit significant drawbacks such as those originating from the infinite capacity hypothesis [9–12], a need for an accurate final demand forecast [13, 14], up-stream requirement distortion from down-stream computations [15, 16], effectiveness that is strongly dependent on the setting of some parameters (such as time fences and planning horizons) [17–23] and system “nervousness” [24–26]. Several authors have tried and succeeded in amending these problems, however some are still unresolved, first and foremost nervousness. The term “nervousness” was first introduced by Steele [27] and then presented again in several papers [28–30]. It refers to significant changes in order planning, even in case of minor changes in the higher levels of MRP or in the MPS. It entails large inefficiencies such as excessive stock, risk of a decrease in customer service, risk of lost revenues, misguided capacity plans and risk of missed production schedules. Notably, the MRP algorithm may exhibit nervousness as an irregular orders pattern even without changes in demand, as a result of order batching and of edge effects arising at each refresh [31]. Several solutions have been suggested in order to reduce nervousness [32–34], such as information sharing along the supply chain [25], freezing the schedule within the planning horizon or inserting “firm orders” [16], increasing the forecasting horizon [35], adopting specific lot sizing techniques [36] such as lot-for-lot [37], or exploiting safety stocks [38]. However, the above-mentioned solutions do not solve the problem and they tend to increase the system inflexibility. On the contrary, contemporary economic systems require an increased flexibility of supply chains, in order to quickly react to sudden changes in customer requirements and to successfully gear the system to market opportunities [39, 40].
The algorithm presented here (henceforth called Rev MRP, which stands for “Revised MRP”) copes better with demand uncertainty, lowers system nervousness and also removes the need for continuous forecast adjustments, thereby improving the ease in managing the material flow [41]:
excessive nervousness is eliminated and the order release pattern made regular, resulting in easier management of the material flow for the company and especially for its supplier inventory levels are reduced along the whole supply chain, drastically reducing financial investments on economic capitals the need for stockpiling in up-stream echelons is reduced, allowing the use of smaller warehouses, with less logistic costs for the whole supply chain there is no need for the MPS to provide a short-term, demand-originated, continuously revised forecast, since the new computation uses the latest demand directly as a short term forecast, thereby freeing resources otherwise employed for this activity into the sales function.
This paper is structured as follows: an introductory section presenting the operating logic of the Rev MRP, a second section including notations used hereafter along with the necessary assumptions and a third section in which each variable is analytically defined and explained, as well as a flow chart representation of the entire algorithm. Finally, a concluding section compares the behaviour of the Rev MRP with that of the traditional one, together with future research opportunities.
2. The Rev MRP algorithm functioning
The Lot for Lot (L4L) technique is only applied in cases of low ordering costs and very close suppliers. However, it is much less affected by nervousness and stockpiling-related limitations, which characterize batch-oriented techniques. The purpose of Rev MRP is to take advantage of the L4L stabilizing behaviour, integrating it with an economically advantageous batching system.
The Rev MRP algorithm operates as two algorithms in parallel for each echelon of the supply chain. There is a “shadow” routine, called “simulated MRP”, working with a modified L4L replenishment/production rule in a completely independent way from the external algorithm, which is called the “main MRP”. The simulated MRP receives demand data as an input and, taking into account past demand and a simulated inventory level, releases simulated orders with the L4L rule. Thus, the simulated inventory level depends on these orders. It is important to note that the simulated inventory level, as well as the simulated orders, are just internal variables that do not correspond to the actual inventory level or to the actual orders. Then, the main MRP examines the orders released by the simulated MRP and aggregates them according to the desired type of batch, e.g. it is possible to choose between predefined batch size orders (i.e. Fixed Order Quantity) and variable batch size orders released at regular intervals (i.e. Fixed Order Period). Moreover, it must be highlighted that the main MRP takes as input the orders released by the simulated MRP and does not affect in any way the simulated MRP function.
As a result, the Rev MRP can release batch orders simulating FOQ or FOP criteria, while taking advantage of the lower nervousness and the reduced inventory level of the L4L lot sizing technique. The following (Figure 1) shows the algorithm functioning as it has just been described.

The Revised MRP logic
Results from performed simulations [42] on a three-echelon supply chain together with the performance comparison with a traditional MRP system, confirmed that Rev MRP:
can smooth and stabilize the production order releases at all the echelon levels reduces the inventory levels along the supply chain eliminates the need for stockpiling in up-stream echelons, thereby allowing the use of smaller warehouses and reducing logistic costs for the whole supply chain.
3. Notations
Hereinafter the following notations will be used:
In the following we will refer to the simulated MRP and to the main MRP as the constituent parts of the overall algorithm that is the Rev MRP. Elements related to the simulated MRP will be marked with an asterisk and will be called “simulated elements”, while elements related to the main MRP will be named “actual elements”.
4. Assumptions
Likewise to what has been suggested by Segerstedt to define MRP formulas [8], we introduce an H matrix, whose element Hij represents the number of units of item i required for the production of one unit of item j. The items must be ordered in such a way that Hij = 0 for i ≤ j, making the top part of matrix H triangular. If item i is a parent item of item j (i.e. item j is a component of item i), then item i will have a lower index than item j. Furthermore, if item i is a parent item of item j and item j is a parent item of item k, then Hji ≠ 0, Hkj ≠ 0 but Hki = 0, because item k does not directly participate in item i. Moreover it is also necessary to introduce a K matrix whose element Kij represents the number of units of item i required for the production of one unit of finished product j. The size of matrix H is therefore NxN, while the dimension of matrix K is Nxn. Both matrices are derived from the bill of materials (BOM) but they have different meanings. Whereas matrix H shows the relation between each item and its parents, matrix K indicates the requirements of each item for the realization of each finished product, subject to external demand.
Figure 2 shows the structure of matrix H, its relation with the BOM and also the relation between matrices H and K.

Example of an assembly system and related H and K matrices
We consider that the total lead-time results in the sum of the time of production and transport, which is deterministic. Therefore:

We assume that the external demand concerns only the finished product and that, in case of being out of stock, the product will be delivered with a given delay but without any lost sale. We assume that the FOQ does not exceed the maximum capacity:

The ki variable is used to take into account the service level through the safety stock formula, assuming that the demand is normally distributed: the higher ki is, the higher SLi is [43]. As is well known [44], it is not possible to compute ki with an explicit formulation, thus it is possible to obtain it indirectly through the following formulation:

We further assume that each echelon of the supply chain has access to information about the external demand [45]. This enables to tap the supply chain flexibility and ultimately enhance the competitive business performance [46].
5. The Rev MRP in formulas
The computation for gross requirements, both in the simulated and main algorithms, depends on whether the item i is a finished product, subject to external demand (i.e. i ≤ n), or an intermediate product/raw material (i.e. i > n). While in the first case the gross requirements for item i are exactly its demand, in the second case the BOM must be taken into consideration. The gross requirements depend on the orders released by each of its parent items.
Thus, if i≤ n:

Otherwise, if i >n:

The variation of the projected inventory, both in the simulated and main algorithms, depends on the difference between order receipts and the gross requirements. Therefore:

The release of the simulated orders are computed in order to maintain an appropriate inventory level, which will vary according to the used lot sizing technique because of the different exposure period to the demand variability [47]. Therefore, if an FOQ rule is adopted, the target stock level is:

Otherwise, if an FOP lot sizing technique is chosen, the target stock level is:

The order release procedure of the simulated MRP is the core procedure of the whole algorithm and represents the main difference from the traditional Orlicky's MRP: excluding the policy order aggregation delegated to the main MRP, the whole logic by which orders are released is the result of complete information sharing along the supply chain and of this innovative two-level approach. First, in a traditional MRP system, the order release of a certain item is computed considering the gross requirements, resulting from its parent items; in Rev MRP, thanks to information sharing among different echelons, orders of a certain item are computed taking into account directly the demand of each finished product in which it participates as a component are properly weighted. Secondly, a real breakthrough is represented by the order release procedure; taking advantage of the L4L characteristics, the “simulated MRP” provides the “main MRP” cumulated orders ready to be batched and unaffected by the various echelon requirement swings. The simulated order release is the result of the former, which has the aim of restoring the target stock level and the latter, which depends on the requirements.
Thus, if i ≤ n:


As mentioned, it is important to remember that S*i,t, as well as PR*i,t and PRE*i,t, are just internal variables used by the simulated MRP that do not correspond to actual inventory levels or actual orders.
The simulated planned order receipts and the actual ones are easily achievable because the Rev MRP algorithm supposes that each order released will be received after a certain time, which is the total lead time period, therefore:

The connection between the simulated MRP and the main MRP is given by the variables CUMi. This relation can be written as follows:

The main difference between the two lot sizing techniques (i.e. FOQ and FOP) concerns the orders release pattern.
The simulated MRP releases orders as late as possible, without incurring a late start error. After that, in order to emulate the chosen lot sizing technique, the main MRP aggregates the orders and thus releases them as a batch.
If the FOQ lot sizing technique is chosen, an actual order of item i is released whenever the value of the CUMi,(t_Δ) variable is less than or equal to zero. Thus, the condition of the effective fulfilment of the requirements is:

Otherwise, if the FOP lot sizing technique is chosen, an actual order of item i is released periodically every FOP period and its volume depends on the CUMi,(t_Δ) variable. Furthermore, an upper bound to the ordered quantity is necessary to take into account the production/shipment capacity. The unfulfilled demand will be met in the next period. In this situation, the closeness between the actual inventory and the simulated one depends on the chosen FOP: an excessively long FOP results in a greater risk due to the demand variability and can affect the fulfilment of the requirements.

6. Results Analysis
A preliminary version of the Rev MRP has been tested in one of the largest Italian manufacturing companies of home appliances. Specifically, the simulation has considered one finished product and a subset of items in its BOM, consisting of a work in progress item (WIP) and an external component. The analysed company has to cope with a lumpy demand, namely a highly variable demand characterized by long periods without demand, followed by sudden peaks of demand. This drove a noteworthy forecasting effort and also an extensive use of stockpiling in order to deal with unexpected orders (as a consequence of forecasting errors). The performance evaluation, widely exposed by the authors' previous paper [46], showed that the Rev MRP outperformed the company's MRP in each analysed key performance indicator. Indeed:
order release variability dropped by 6% for the WIP and by 19% for the external component; overshoots (i.e. excessive orders release compared to the effective demand) fell by 86% for the external component; average stock level and therefore inventory carrying costs decreased by 84% for the WIP and by 90% for the external component; maximum stock level and therefore the required warehouse dimensions decreased by 84% for the WIP and by 73% for the external component.
At present, the Rev MRP is being tested on an extensive data set concerning all finished products, semi-finished products, manufacturing accounts and purchased components processed in a production plant.
7. The Rev MRP algorithm in a flow chart
Figure 3 shows the algorithm demonstrating the main variables of interest for all the N items in the BOM, from period t0 to period T, in the case of the FOQ lot sizing technique (the flowchart only represents one lot sizing technique, for reasons of graphical clearness).
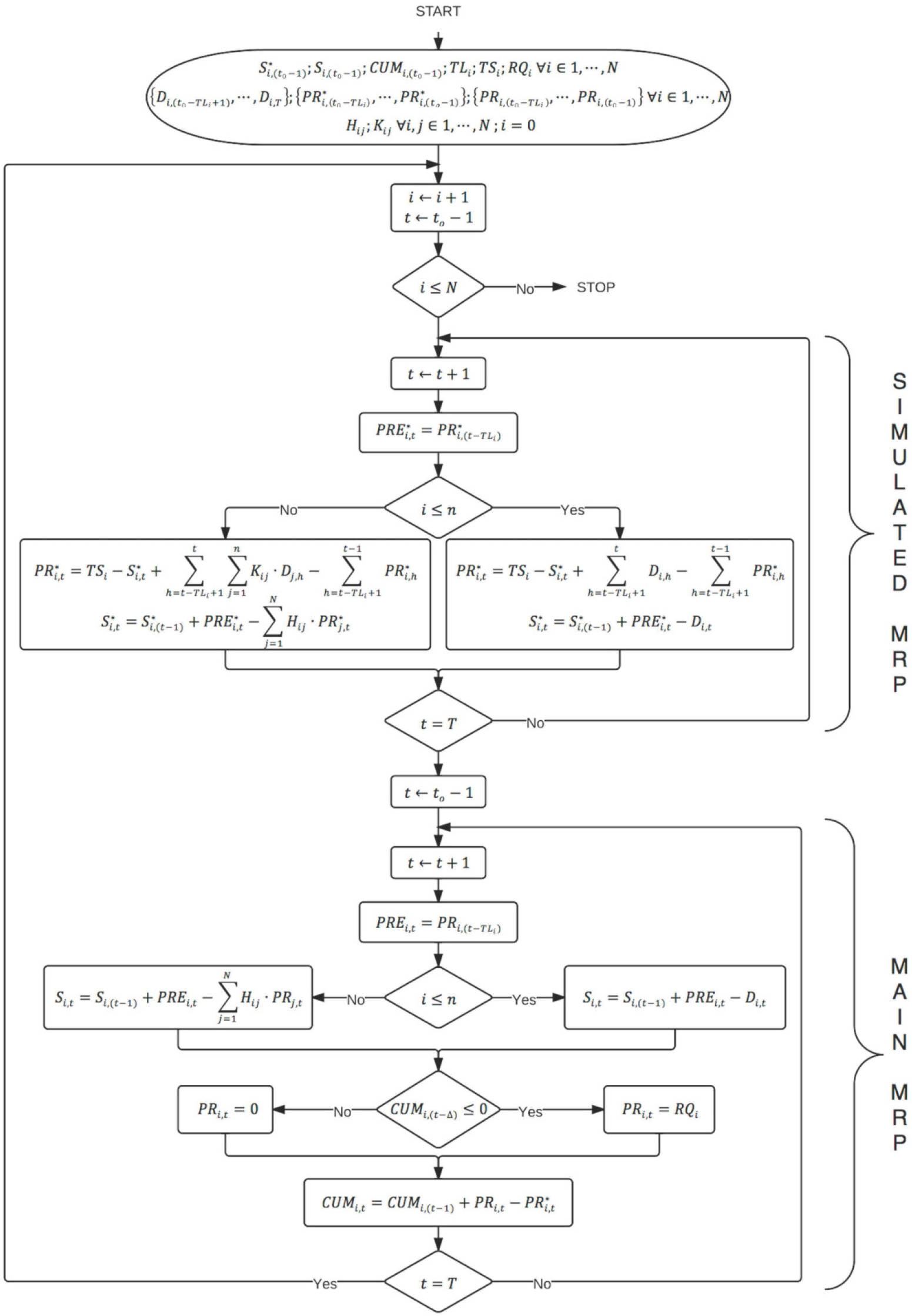
The Revised MRP-calculation with FOQ lot sizing technique in flow chart form
8. Conclusions and future research
A traditional MRP system uses demand forecasts with the aim of preventing fluctuations in the warehouse and preserving safety stock. Safety stock may result in “dead stock” [49], used only in order to avoid late starts and other emergency conditions, while it should be used to protect the system from uncertainty. On the contrary, the Rev MRP only uses information concerning the current and the past demand. Thus, nervousness due to demand updating is substantially reduced and the order release pattern is significantly smoothed. However this implies that the system has to rely on the inventory in order to cope with demand fluctuations. The Rev MRP is based on the implicit assumption that the demand time series are significant enough to represent future demand and sudden changes have to be totally absorbed by the safety stock. Combined with an innovative order procedure, which exploits all the benefits of a L4L technique, Rev MRP is able to utilize the most appropriate lot sizing technique without the risk of propagating irregular and unsteady orders to the upstream echelons of the supply chain. The Rev MRP is a candidate for possible improvement of the traditional Orlicky's MRP and is possibly an instrument that can help firms to thrive in the age of global complexity.
Thanks to its stability and the way it deals with uncertainty, this new algorithm will allow the development of new forms of collaboration among different supply chain partners, permitting the creation of new business networks and allowing the creation of new synergies.
The Rev MRP algorithm has demonstrated an ability to smooth production order releases, eliminate overshoots and drastically reduce inventory levels across the supply chain. [46]. However, future research will focus on studying these tests' empirical results on the introduction of new features (i.e. synchronization among the different echelons) and on simulating the proposed approach in other industrial contexts.