
Abstract
Mass printing processes are the key technology to produce mass products to the point of one-disposable. Carbon nanotube (CNT) based structures were prepared by flexographic printing using multi-walled carbon nanotube (MWCNT) dispersions in water. The carbon nanotubes were applied to a textile substrate made of polyester and polyamide microfilaments and to both-side coated paper to produce electrically conductive layers that can be used, for example, as heating elements. Carbon nanotube layers with sheet resistivity ranging from 0.12 to 3.00 kΩ/sq were obtained. The ratio of radiation power PS (determined according to the Stefan-Boltzmann law) of the printed layers to the electrical power spent, represents the efficiency of the system. The samples on textile substrate with a surface temperature of 169°C have an efficiency of 25%, the paper samples with a surface temperature of 93 °C have an efficiency of about 15 %.
1. Introduction
The carbon nanotube areas, whose functionality was demonstrated [1] e.g., by heating a volume of water or which were used as field emission electrode, have been implemented so far e.g. for production of buckypaper in complex processes [2–4]. Single-walled carbon nanotube (SWCNT) coatings are also used as flow boiling enhancement in horizontal heaters [5] or transparent film heaters [6] or transparent film electrodes [7–10] realized by spray coating. Mass printing processes are used for the preparation of printed electronics functionalities like transistors, simple circuits, RFID antennas, printed organic solar cells [11–15]. Recently, there has been considerable interest in adapting printing processes that are typically used in the printing industry to the manufacturing of electronic devices. For providing smart or active functions the direct printing on flexible substrates is needed. Compared to conventional patterning employed in electronics (photolithography or nanoimprint lithography for example), the main interests in using such printing processes are high productivity and saving raw material. These two factors promise to considerably reduce the cost of many electronic applications. The approach was here to combine the advantages of a low-cost application process, as offered by known mass printing processes, like offset printing, gravure printing or flexographic printing, with commercially available nanomaterials as e.g. aqueous CNT dispersions, to demonstrate their functionality by means of a simple example and to discover their potential. Commercially available aqueous CNT dispersions provide an ideal basis for the adaptation to the use in Roll-to-Roll (R2R) mass printing processes, such as flexographic printing with a throughput of 1-10 m2/s. One of the major difficulties of the different printing processes is the adaption of ink properties: viscosity, surface tension and particle concentration. Consequently, inks formulation is a key parameter. It is typical for the flexographic printing, as a variant of letterpress printing, that low viscosity materials (inks) as well as elastic printing plates and a low contact pressure are used here. Many different flexible substrates can be provided with various geometric structures for the use in a wide range of possible applications. The resolution depends on the substrate and can be specified as about 50 μm for flexographic printing [16]. To supply such a resolution, three parameters have to be optimized: (a) the substrate properties, (b) the printing process and (c) the type of the conductive ink. Printing processes for the application of CNT layers, as described in the literature, are screen printing and inkjet printing [17–24]. The electrical resistance can be set for structures of comparable 2D dimensions by regulating the layer thickness, i.e. by the number of multiple prints. The semi-finished products of substrate and CNT structures produced by printing can be preassembled and e.g. integrated into composite parts for a further specific functionalization. The change in the properties of composite components by addition of CNT is the subject of research and development [25–27]. Even though the outstanding characteristics of individual carbon nanotubes [28] or carbon nanotube arrays cannot be obtained by printed structures at the moment, there is a great potential for the use of carbon nanotubes that will be available in the future - functionalized for specific applications and produced by highly efficient, suitable for mass production manufacturing methods and adapted to a variety of flexible substrates (textiles, paper, foil).
2. Materials and Methods
2.1 Formulation
The basis of the formulations prepared for printing was a dispersion of multi-walled carbon nanotubes. The product CarboDis TN of Future Carbon GmbH is an aqueous dispersion with electrically neutral surfactant that contains 2 wt% CNT. The printing process and the ink properties must be coordinated to obtain a printable formulation. Important characteristics of a printing ink are the dynamic viscosity and the surface tension. In combination with properties of the surfaces (substrate, printing unit) which get in contact with printing ink during the printing process as well as with process characteristics (such as printing speed and the contact pressure), they are essential for the transfer of printed material and the substrate wetting.
The surface tension was determined using the pendant drop method with the video-based optical contact angle and drop shape measuring system OCA 20 of dataphysics, Germany. The calculation of surface tension according to Owens, Wendt, Kaelble und Rabel was performed with the software of the measurement system.
For determination of the dynamic viscosity at room temperature and with a shear rate up to 100 s−1 a rotational rheometer Paar Physica UDS 200 of Anton Paar, Austria was used. The concentric cylinder measuring system Z4 took a sample volume of 3 ml of the CNT dispersion.
2.2 Methods
Printing tests were carried out on a flexographic test printing press FlexiProof 100-630 of Erichsen, Germany, Figure 1. Using a print layout in form of areas with dimensions of 35 × 50, 40 and 50 × 60 ×70 mm and lines with a line width from 1 to 5 mm and a minimal line distance of 0.5 mm, the CNT dispersion has been transferred onto the substrate by means of a printing plate nyloflex ACE of Flint Group, Germany with a thickness of 1.7 mm. The ceramic anilox roller used had a scooping capacity of 25 cm3/m2, the printing speed was 25 m/min, 50 m/min for the paper substrate. The device-specific gap between the plate cylinder and the impression cylinder was set to 0.74.

Printing press with printed rectangle areas (left) and printed lines (right)
A nonwoven fabric of polyester and polyamide microfilaments, Evolon by Freudenberg, Germany, with a grammage of 130 g/m2 was used as the substrate. As paper substrate, the quality NopaCoat Stratos with a grammage of 90 g/m2 was used.
The electrical sheet resistivity was measured with a four point measurement system consisting of spring loaded gold points with a spacing of 8 mm and a Keithley source meter 6430.
The mean temperatures were measured with a Fluke Ti32 thermal imaging camera.
3. Results and Discussion
The surface tension was 69.7 mN/m (20 °C) and, therefore, significantly defined by the dispersion medium - water, [σwater = 72.7 mN/m (20 °C)]. In order to adjust a stable dispersion, the surface tension is reduced by about 3 mN/m by adding carbon nanotubes and nonionic surfactants. Therefore, there is a potential for a further adjustment of surface tension to specific requirements of the printing process and the substrate by addition of surfactants. The surface tension of 69.9 mN/m was measured as a comparative value for the commercially available aqueous CNT dispersion CarboDis TN with 1 wt% of solids content.
The shear thinning behavior of the CNT dispersions with a solids content of 1 wt% and 3wt% is shown in Figure 2.

Viscosity of 1 wt% and 3 wt% aqueous CNT dispersions depending on shear rate
With the increase of the shear rate from 5 s−1 to 100 s −1, the viscosity decreases from about 0.15 Pa s (3 wt%) or 0.1 Pa s (1 wt%) to 0.02 Pa s. Up to a shear rate of about 50 s−1, there are fluctuations in the shape of the curve that may arise from interaction of carbon nanotubes to each other, formation and disaggregation of CNT accumulations.
The textile Evolon substrate is very absorbent due to its internal microfilament structure. This material property provides the prerequisite for the transfer of printing ink (here of a aqueous CNT dispersion with 3% solids content) in a structured manner and with a for the flexographic printing unusually high surface tension. A normal surface tension is, depending on the substrate used, less than about 37-45 mN/m. The CNT dispersion is absorbed and makes a sharp image of the structures as a creep is prevented in the microfilament structure as the effect of the capillary force due to the high surface tension of the dispersion.
In order to set different CNT area masses on the substrate surfaces, the number of layers printed one above the other was varied with 3, 5, 8, 12, 16 and 20 for the textile substrate, 3 and 5 layers for paper. For paper the process parameters have to be adjusted more precisely. To avoid a corrugated substrate after drying the number of printed layers was limited here. Between printing operations, the printed CNT areas were exposed for 5 sec to a hot air stream for fixing. To create within the printed areas a coherent structure having an electrical resistance suitable for applications, at least 3 layers with given parameters had to be applied. Figure 3 shows the increase of the surface mass with a higher number of printed layers. The paper samples have higher values. This is due to specific properties of the substrate surfaces regarding the surface energy, surface roughness and absorptive capacity. This leads to different morphologies of the dry printed layers reflected in higher electrical power values per area of the paper samples.

Electrical Power and CNT mass load per printed area of textile and paper substrate depending on the number of printed layers
The SEM images of CNT layers on the textile (left part of the figure) and paper (right part of the figure) substrates in Figure 4 shows the potential for formation of homogeneous layers. The layer thickness is subject to fluctuations that can be minimized by adapting the process conditions as well as the substrate and the CNT properties.
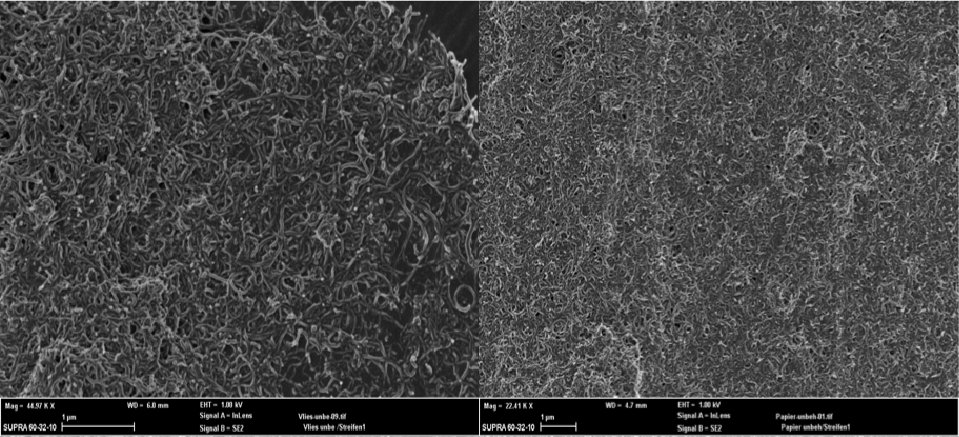
SEM image of a printed CNT layer (number of printed layers 3) on textile substrate (left) and paper substrate
As shown in Figure 5, the layer resistance decreases, as expected, along with the number of printed layers and thus the applied surface mass. The paper samples (3 and 5 printed CNT layers) show lower values than the textile ones in accordance with correlations concerning the electrical power per area from Figure 3. Layers on paper show higher electrical power values with lower CNT mass loads per area according to the differences in surface roughness, surface energy and absorptive capacity.

Electrical sheet resistance of printed CNT layers on textile and paper substrate depending on the number of printed layers
If the printed layers are used e.g. as heating surfaces for the proof of functionality, as shown in Figure 6, an increase of the surface temperature can be measured in all samples when they are exposed to an electrical load. The maximum temperature after 20 sec of heating time is indicated. The hysteresis between the heating and cooling curves, not shown here for clarity, depend on the substrate and the ambient conditions. The samples with 3 printed layers show a mean temperature increase of about 13 ° C (0.02 W/cm 2) to 33 ° C. With 8 layers, a mean value of 69 °C (0.1 W/cm2) is reached, with 20 printed layers the surface temperature is 169 °C with an area-related electric power value of about 0.6 W/cm2. The paper reference samples printed with 3 or 5 layers show with higher electrical power values correspondingly increased surface temperatures.

Electrical power per area and mean surface temperature of printed layers on textile and paper substrate depending on the number of printed layers
They amount to 56 °C with about 0.1 W/cm2 (3 layers) and 93 °C with 0.3 W/m2 (5 layers).
In Figure 7, thermal images of the samples with 3, 8 and 20 printed layers on the textile substrate and, in Figure 8, images of the samples with 3 and 5 layers on paper are shown. Especially noteworthy is the uniform temperature distribution over the entire area in all samples, which indicates a nearly homogeneous layer without significant agglomerates. The series of tests using the paper substrate comprised samples printed with 3 and 5 layers at a printing speed of 50 m/min. The ratio of radiation power PS (determined according to the Stefan-Boltzmann law PS=ε × σ × A × T4) of printed layers with ε – emission rate, σ – Stefan-Boltzmann constant, A – surface, T – absolute temperature, to the electrical power spent, represents the efficiency of the system: substrate, CNT layer, surface and application process. The samples on textile substrate with 20 printed layers and a surface temperature of 169 °C have an efficiency of 25%, the 3-layer samples with a surface temperature of 34 °C have an efficiency of about 40%. Such factors as the material-dependent heating of the substrate (specific heat capacity) and the heat emission through the back of samples have not been taken into account. The paper samples with 3 layers and a surface temperature of 93 °C have an efficiency of about 15 % and the 5-layer samples with a surface temperature of 56 °C have an efficiency of about 19 %.
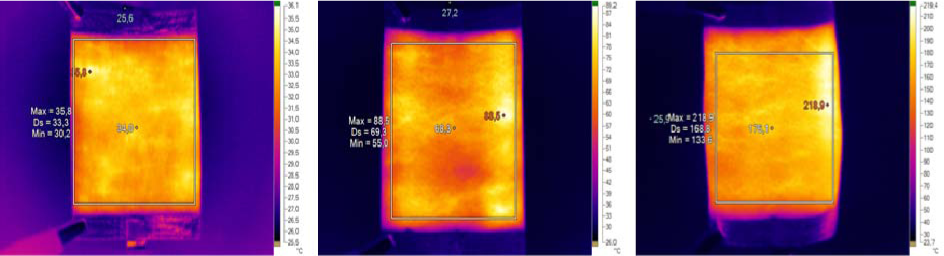
Thermal images of printed CNT layers on textile substrate, number of layers: 3 (left), 8 (middle), 20 (right)

Thermal image of printed CNT layers on paper substrate, number of printed layers: 3 (left), 5 (right)
4. Conclusions
In this study we realized flexographic mass printed areas on multifilament textile and paper substrates. For the proof of functionality of the printed layers the sheet resistivity was measured. The thermal images of layers on textile substrate used as heating elements showed mean surface temperatures up to 168 °C after seconds of heating.
By an optimization of the system: CNT formulation - application process - substrate, the physical properties of printed CNT films can be further improved so that the benefits of high-productivity application process for printing, a relatively low material usage, the variability of the substrate materials, the possibility of integration into composite components can be fully exploited. An application for the temperature control of surfaces, as a conductor, as a field emission area etc. is conceivable in the future.
One possibility for integration, fundamental reports are given in [29], is shown in Figure 9. By this, it could be demonstrated that the functionality remains unchanged even after embedding the CNT-printed Evolon substrates in a 2-component injection-molded element, in the form of a tray made of polystyrene.

Textile sample with printed CNT layer embedded in a 2-component injection-molded element (left), thermal image of the embedded CNT layer (right)
To enable electrical contact, the CNT surfaces were provided with 3 mm wide strips of silver silk-screen paste. A 5 mm wide copper litz wire was embedded in them and stood out of the element after injection molding process. The tests were performed on a multi-component reversing plate machine KM 200-700 of Krauss-Maffei with a temperature of the polymer melt of about 250 °C and an injection pressure of 700 bar. The function of heat generation could be illustrated by means of a thermal image in Figure 9 (right) with a surface temperature of the tray of about 40 °C.
Footnotes
5. Acknowledgement
The underlying research is gratefully supported by the German Research Foundation (DFG) as part of the special research field SFB/TR 39.