
Abstract
Fault detection and diagnosis in electrical machines are periodical for preventing operational interruptions and unexpected shutdowns. However, a Wavelet Feature-dependent Clustering Technique (WFCT) is introduced to address the cyclic fault detection between successive operation intervals. This technique identifies override features from the time-frequency operational wavelets throughout the machine running time. This grouping binds time and operational frequency for identifying override exceeding shutdown/ failure instances. Based on their revamping time, the identified instances are further grouped to prevent overrides in successive operational hours. The fuzzy clustering prevents variation features based on conventional to high-fuzzified extractions.
List of Abbreviation
Abbreviation
Wavelet Feature-dependent Clustering Technique
Multi-objective particle swarm optimization
Receiver Operating Characteristic Curve
Grey wolf optimization
Multiresolution analysis
fault tolerant
Machine Learning
Wavelet packet transform
multi-kernel maximum mean discrepancy
Particle Swarm Optimization
variable frequency drives
rotating machinery
continuous wavelet transform-local binary convolutional neural network
Wavelet packet transform (WPT) and multi-kernel maximum mean discrepancy (MK-MMD)
meta-path graph-based graph homogenization framework
Introduction
Machine fault detection is a process that detects the presence of faults that occur in a machine. Electrical machine fault detection detects the faults before they cause severe damage to the process or application [1]. Fault detection is of paramount importance in various industries and systems, playing a pivotal role in ensuring safety, reliability, and cost-effectiveness. Its significance is most apparent in sectors where human safety is a primary concern, such as aviation, automotive, healthcare, and chemical manufacturing. Timely detection of faults in these domains can prevent accidents, injuries, and even fatalities by facilitating swift intervention and system shutdown when necessary. Beyond safety, fault detection has far-reaching implications for operational efficiency and resource management. It minimizes downtime by identifying issues before they escalate into critical failures, enabling proactive maintenance and reducing production interruptions, which can lead to substantial financial losses. Moreover, it fosters a culture of preventive maintenance, prolonging the lifespan of equipment, enhancing energy efficiency, and minimizing maintenance costs. In energy-intensive industries, like power generation, and eco-conscious sectors, fault detection can drive energy savings and minimize environmental impact. Additionally, it bolsters quality control by preventing defects in manufacturing, preserves asset value in organizations with substantial capital investments, and supports data-driven decision-making. Fault detection also aids in process optimization, regulatory compliance, and the implementation of predictive maintenance strategies, making it an indispensable tool in enhancing safety, reliability, and efficiency across a spectrum of applications and industries. The vibration analysis technique is used for fault detection, extracting the invasive features for the detection process [2]. The vibration analysis technique is commonly used for both diagnosis and detection processes. The diagnosis process gathers the necessary information for further processes in electrical machines [3]. The electrical machine fault detection method increases the efficiency and feasibility range of the machines [4]. Designing a fault detection and diagnosis (FDD) method offers a multitude of advantages across industries and applications. One of the most notable benefits is the early detection of faults, allowing for the identification of issues at their nascent stages. This proactive approach prevents minor problems from escalating into critical failures, reducing downtime and mitigating the often substantial costs associated with reactive repairs. Moreover, FDD methods enhance system reliability by ensuring uninterrupted operation, which is particularly critical in sectors like aerospace, automotive, and healthcare, where safety and reliability are paramount concerns. Improved safety is another key advantage, as FDD can swiftly identify potential hazards, prompting immediate intervention or system shutdown, thereby averting accidents and injuries. Cost savings are substantial, with proactive maintenance planning based on FDD data enabling efficient resource allocation, extending equipment lifespan, and curbing both maintenance and replacement expenses. This multifaceted approach to fault detection and diagnosis underscores its significance in enhancing reliability, safety, and efficiency in a wide range of industrial and operational contexts. Wavelet representation is used for electrical machine operations. The wavelet is mainly used to analyze the frequency range of time and domain based on preferences [5]. Wavelet coefficients produce necessary information for classification and identification processes [6]. The wavelet representation-based techniques transform the elements for further processes [7]. The Wavelet representation-based fault detection method is used to detect the fault presented in the machine operation process [8]. The fault detection method organizes the electrical machine operation, reducing the computation process’s complexity and latency [9].
Wavelet feature extraction is a process that extracts the important features and patterns for detection processes [10]. The wavelet feature extraction technique is used for electrical machine operation signals [11]. The operation requires proper signals to perform particular tasks in the machine. Both spatial and temporal features are extracted from the database, minimizing the energy consumption in the extraction process [12]. Wavelet analysis analyzes the features that provide the necessary signals for the machine operations process [13]. The wavelet feature extraction minimizes the signal distortion ratio, enhancing electrical machines’ performance level [14]. Optimization algorithms and methods are used for the fault diagnosis process in electrical machines [15]. An optimization algorithm based on wavelet features is mostly used to reduce the complexity level of the systems. The optimization algorithm improves the efficiency and reliability range of the applications [16]. Multi-objective particle swarm optimization (MOPSO) using wavelet features is used for the fault diagnosis. MOPSO is mainly used to optimize the parameters that diagnose the faults based on the features. MOPSO algorithm detects the faults that occur in the machine, which increases the accuracy of the data transition process [17]. Gear defect detection [18] is an important part of preventative maintenance in many fields, as it helps keep equipment running smoothly and helps avoid expensive breakdowns.
Yet, there are difficulties to overcome in doing this objective. Finding problems early is crucial, but identifying minor problems early can be difficult. Fault signals can easily get lost in the shuffle while working with gears because of the high vibration and noise levels in which they function. The different sorts of faults that can occur in gears, such as pitting and misalignment, each call for their unique approaches to diagnosis. Because of the inherent non-stationarity of operating conditions, finding stable reference points for problem diagnosis [19] is made more difficult. Because of the potential lack of accessibility in industrial settings, non-invasive or remote sensing techniques are sometimes used instead of direct examination, even if they may not provide the same level of detail. Sensor placement and configuration also play a role in fault detection accuracy; an improper setup may reduce the usefulness of the sensors. Another potential bottleneck is the lack of or poor-quality data to train and test algorithms. It might be difficult to create reliable models when there is little or noisy data. Sensors, data-gathering systems, and analysis software are just some components that must be purchased and installed before a full-gear malfunction detection system can be implemented. For some groups, the cost could be a major hurdle. And since different kinds of gears might have varied fault behaviors, detection systems must be flexible enough to accommodate these variations. The final obstacle is that getting your hands on the industry knowledge and technological prowess needed to make sense of the data is not always easy. While technological and transdisciplinary progress is helping to overcome these issues, they are still major factors to consider when attempting to identify faults in machinery. The motivation for studying fault gear identification stems from its paramount importance in ensuring machinery’s reliability, safety, and efficiency across various industries. Gears are essential components in countless mechanical systems, and any faults or failures can lead to costly downtime, maintenance, and potentially hazardous situations. Early detection of gear faults is crucial to preempt catastrophic failures, reducing operational risks and preventing extensive damage. By developing robust fault identification methods, industries can implement proactive maintenance strategies, optimizing the lifespan and performance of machinery. Additionally, advancements in this field have the potential to lead to more efficient and sustainable operations, reducing resource consumption and environmental impact. Ultimately, the study of fault gear identification addresses a critical need in engineering and industrial maintenance, with the potential to significantly enhance mechanical systems’ operational integrity and longevity. The contributions are given below:
To Design a wavelet-based fault identification for electrical machine gear functions using fuzzy clustering To Perform a dual clustering process for suppressing the faults identified using override features and classification Utilizing external data for operational and ROC analysis that validates the proposed technique under different operational phases Performing a comparative analysis study using different metrics and methods to verify the proposed technique’s efficiency
Then, the overall structure of the paper is organized as follows. Section 2 describes the various researcher’s opinions regarding the Fault Gear Identification of Electrical Machines. Section 3 describes the working process of the Fuzzy Clustering for Feature Extraction in Wavelet-based Fault Gear Identification of Electrical Machines. Section 4 evaluates the efficiency of the fault gear identification process, and the conclusion is described in Section 5.
Related works
Lee et al. [20] proposed a feature selection approach for the bearing fault diagnosis process. Grey wolf optimization (GWO) algorithm is used in the approach, providing optimal diagnosis strategies. The GWO algorithm selects the important features that are presented in the database. Multiresolution analysis (MRA) is used here to extract the features using raw signals. MRO produces the necessary data for the fault diagnosis process. The proposed approach increases bearing fault diagnosis systems’ robustness and feasibility range.
Chen et al. [21] developed a meta-learning method for electric machine-bearing fault diagnosis. The developed method is mostly used under working conditions with numerous tasks. The bearing faults presented in electric machines are detected using the meta-learning method. The actual fault diagnosis issues and problems are identified that minimize the complexity of the detection process. The developed method improves the accuracy of the fault diagnosis process, increasing the systems’ efficiency level.
Hang et al. [22] introduced an integration of inter-turn fault diagnosis and fault tolerant (FT) approach for permanent magnet synchronous machine (PMSM) drive systems. The introduced approach provides optimal FT control strategies for PMSM systems. FT controls are provided based on the electric machines’ current injection and condition levels. The introduced approach increases the performance and reliability ratio of the drive systems.
Cherif et al. [23] proposed a machine learning (ML) fault diagnosis technique for inverter-fed induction motors. The main aim of the technique is to predict the open-circuit faults that occur while performing tasks. ML technique is also used for fault classification, decreasing the computation process’s energy consumption. The ML technique locates the exact location of the faults in induction motors. The proposed ML technique increases the accuracy of the fault diagnosis process.
Cui et al. [24] designed a feature extraction and machine learning framework to diagnose the bearing fault. A machine learning framework detects faults’ actual density and frequency ratio. The feature extraction method extracts the important characteristics and functions from the database. The feature extraction method reduces the latency in the fault diagnosis process. The designed framework improves the robustness level of the diagnosis process.
Yang et al. [25] introduced a meta-path graph-based graph homogenization framework for electric machine fault diagnosis. The multi-sensor data are used in the framework, providing necessary input for the diagnosis process. The meta-path graph is mainly used here to minimize the complexity of fault identification and classification processes. The introduced framework increases the accuracy of fault detection, improving the systems’ efficiency level. Table 1 presents the summary of the rest of the references.
Summary of References
Summary of References
From electrical machines, the characteristics are extracted by transforming their source data into usable data while sustaining the information of the given operation data. The feature extraction process helps decrease the amount of unnecessary information, which causes an override of the wavelets. Fuzzy clustering helps in detecting redundant information and thus helps in reducing it. It also attains the help of the membership degree to produce the precise solution to the problems. The time-frequency signals in the electrical machines aid in identifying both the time and frequency function over a given time. Error identification and recognition in electrical machines are sequential for forbidding serviceable interventions and unpredicted stoppages. Computational fluency and professional ministration for machine fault diagnosis corroborate schedules, computerized delineated, and reformations. Hence, a Wavelet Feature-dependent Clustering Technique (WFCT) is introduced to superscribe the intermittent fault detection between consecutive functional intervals.
In the electrical machines, sudden shutdowns and interruptions are detected to prevent the occurrence of faults during the operation. This fault detection and diagnosis process helps determine the electrical machines’ protection to continue the grouping and scheduling procedure. The time-frequency wavelets detected from the electrical machines help determine the overrides and the variations with the help of the fuzzy clustering algorithm. Figure 1 presents the proposed technique diagrammatically.
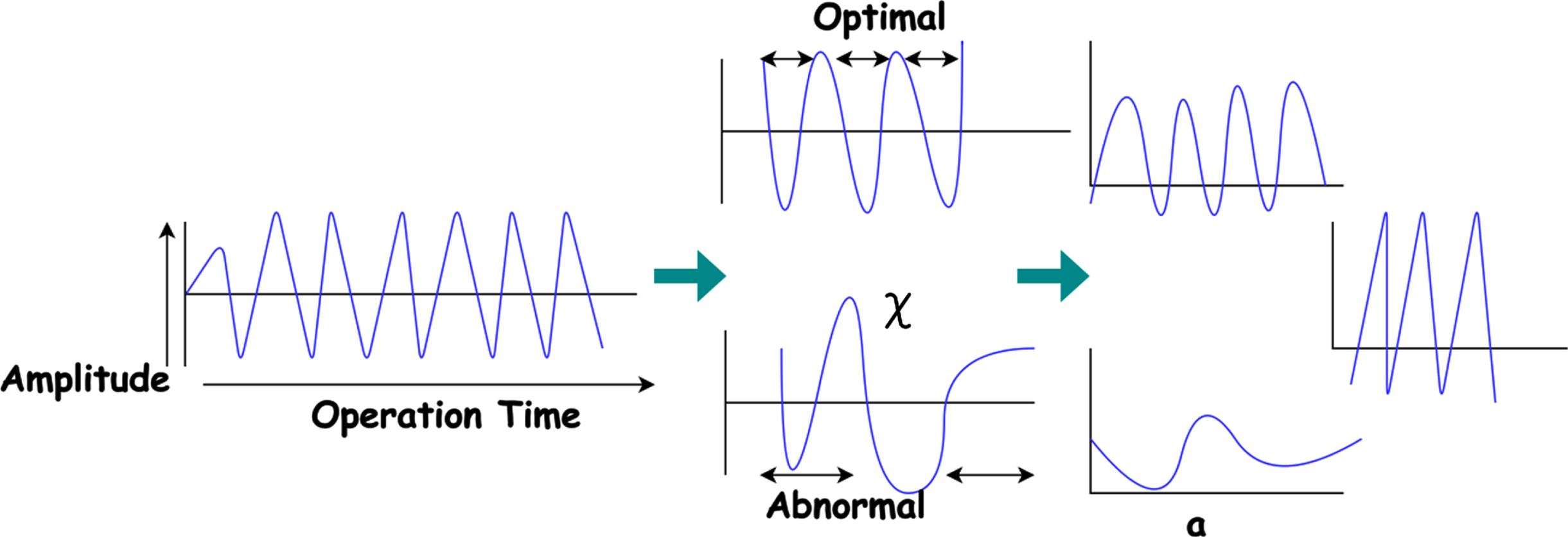
From the electrical machines, the time-frequency signals are extracted, which have both the time and frequency functionalities over the given time. From the signals, the wavelets are determined; thus, the outputs are classified by variation and override. This identified technique estimates the override features from the time-frequency wavelets throughout the electrical machine running time. If the machine runs over the control, it is represented as override characteristics. Then, the override features are grouped using the fuzzy clustering algorithm for the fault detection process. Then, it determines the intentions for the sudden shutdowns and the failures of the electrical machines by using the grouped override features. After estimating the instances, the variation-less features are grouped to prevent the override of the features and help reduce the machine failures by using the fuzzy clustering algorithm. The clustering algorithm helps provide the solutions for override preventions and failure machines by grouping the variation with fewer faults. This second grouping procedure reconstructs the previous cluster to indulge the fault and diagnosis for the particular wavelet peculiarity extorted. Therefore, the gear faults of the electrical machines are determined under controlled time after the first fuzzy categorization. The electrical machines estimate the time-frequency signals according to their running time. Both the time and frequency signals are estimated, and the functionalities are extracted to identify the faults in the machines. The process of estimating the time signals from the electrical machines is explained by the following Equation (1) given below:
Where χ is denoted as the time signals of the electrical machine, ς is represented as the machine run time, φ is represented as the characteristics of the machine, τ is denoted as the feature extraction procedure, j is represented as the consignment of the time signals, i is denoted as the functionality of the time signals. Now, the frequency signals are determined from the electrical machines along with the time signals to estimate the fault interruptions and the sudden shutdown in the electrical machines. The signals help extract the override features with the help of a fuzzy clustering algorithm. The electrical machines also determine the purpose of the frequency signals. The process of determining the frequency signals is explained by the following Equation (2) given below:

Proposed Technique Representation.
Where v is represented as the frequency signals. Along with the characteristics of the machine (φ) and feature extraction (τ), the frequency signals from the electrical machines are determined
Where a is represented as waveforms of the signals, b is denoted as the extraction of the wavelets from the time-frequency signals, d is represented as the output of the wavelet. The wavelet representation is given in Fig. 2.
The wavelet representations are provided for optimal and abnormal features ∀a. The first distinguishable feature is χ and φ proceeded by the deviations/ variations clustered together. The wavelets
The process of determining the operating characteristics in the electrical machine is explained by the following Equation (4) given above. Where η is represented as the operation status of the electrical machine, w is denoted as given commands. If the change occurs in the operation and command, the variation occurs in the features. The variations and the override features are extracted from the wavelets for the vital intention of fault diagnosis. If the continuity of the wavelet happening, then the variation takes place, and then it is explained by the following Equation (5) given below:
Where M is represented as the variations that occurred in the wavelets. By contemplating the waveforms (a
i
) and its extraction operation (b
i
) for the determination of the faults in the machines and identify the variations in the wavelets
Where ψ is represented as the abandoned run of the electrical machine, y is denoted as the many variations that occurred in the operation. The identification of the override features from the wavelets is helpful in the diagnosis of the faults in the electrical machine. Fuzzy clustering determines the fault intention and detects the solution for the faults in the electrical machine. The fuzzy grouping process for different features is illustrated in Fig. 3.
The a is grouped ∀η, j ∀ (b, M) such that n = 0 to η is extracted for obtaining outputs. The outputs are extracted using a clustering process for identifying the machine operations. The variations across multiple instances are first suppressed using fuzzification for override detection. Therefore, the operation changes are pursued for (i*j) provided M is continuous ∀b extractions (Refer to Fig. 3). The override features are extracted from the wavelets due to the abandoned machine run, and it is explained by the following Equation (7) given below:
Wavelet Representation.
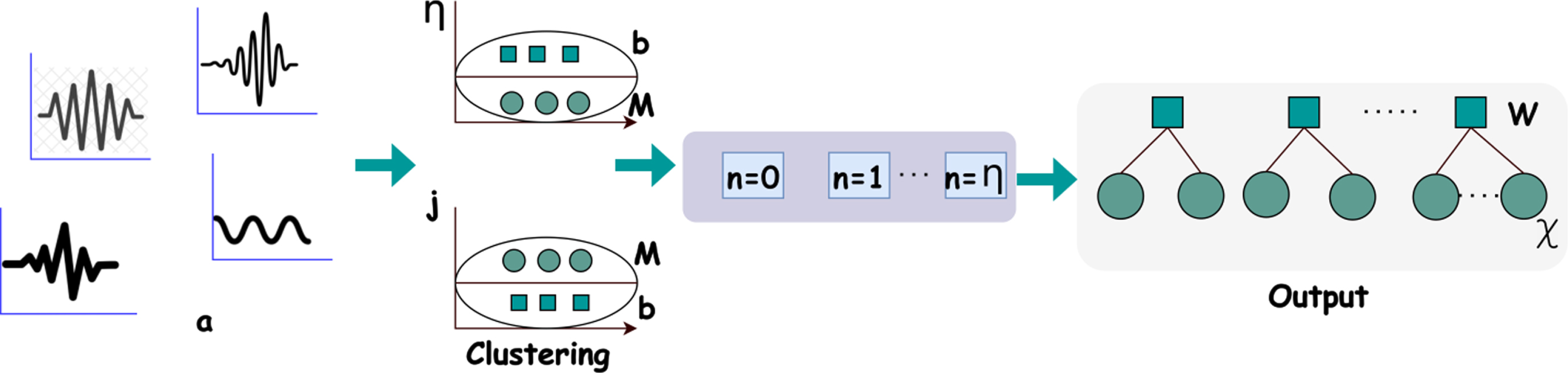
Fuzzy Grouping for Different Features.
Where P is represented as the override features. Now, the fuzzy clustering algorithm is used in the fault detection and diagnosis process by grouping the override features in the electrical machines. The fuzzy clustering helps gather the same override features together to estimate the reason for the instant shutdown and the machine failures. The clustering algorithm decides to ease the diagnosis process for the electrical machine. The override features are extracted based on the electrical run time, and then the override features are extracted to estimate the solutions. The process of grouping the override features is explained by the following Equations (8) & (9) given below:
Where σ is represented as the grouping of the override features, H is denoted as the process of the fuzzy clustering algorithm, t is denoted as the intention identification of the sudden shutdowns and machine failures. Now, the solutions have decided to enhance the machining process to prevent instant shutdowns and electrical machine failures. Based on these solutions, the second grouping takes place. The process of estimating the solutions for the gathered override features is explained by the following Equation (10) given below:
Where Q is represented as the solutions for the override features. By considering the intentions (t
i
) of the overrides, the solutions are determined
Where β is denoted as the second grouping operation where the variations with solution features are gathered together. The second grouping process is illustrated in Fig. 4.
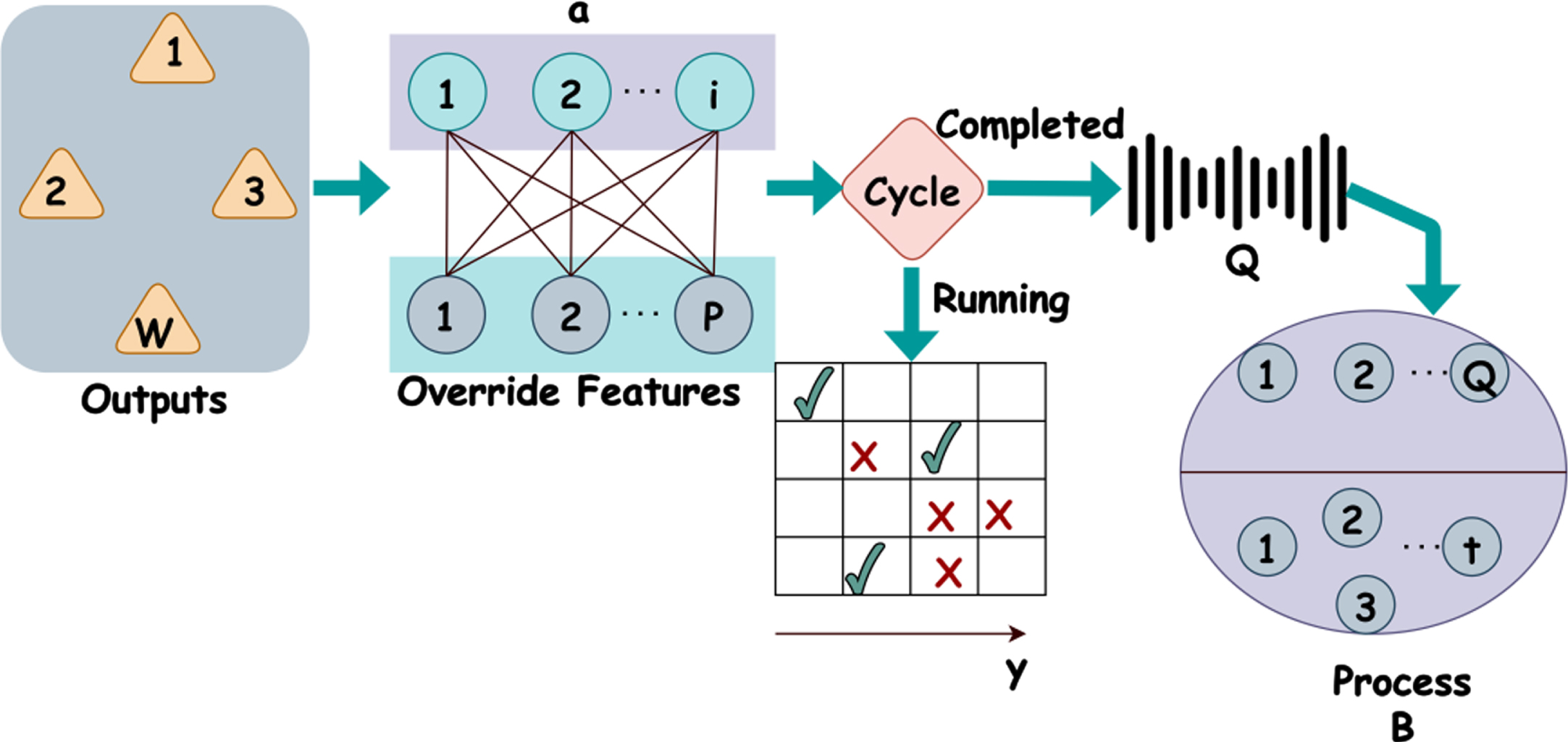
Second Grouping Process Illustration.
The 1 to W outputs are distinguished for a i and P through (w β ⊙ φ β) operations. Considering the cycle completion, the Q is validated for the second clustering process. If Q is available, then Q with y is augmented for process B. Therefore, distinguishable wavelet features are alone segmented for identifying various override feasibilities. The decision for cycle completion extracts the y for which new allocations are performed (Fig. 4). The next schedule alterations are happening to reduce the override features and the sudden machine shutdowns and failures. The next scheduled process is explained by the following Equation (12) given below:
Where μ is represented as the next scheduling process according to the results of the second grouping procedure
Where ϖ is represented as the operation changes process. This process helps prevent override features that cause instant shutdown and machine failures. The operation changes are illustrated in Fig. 5 based on the available clustering information.
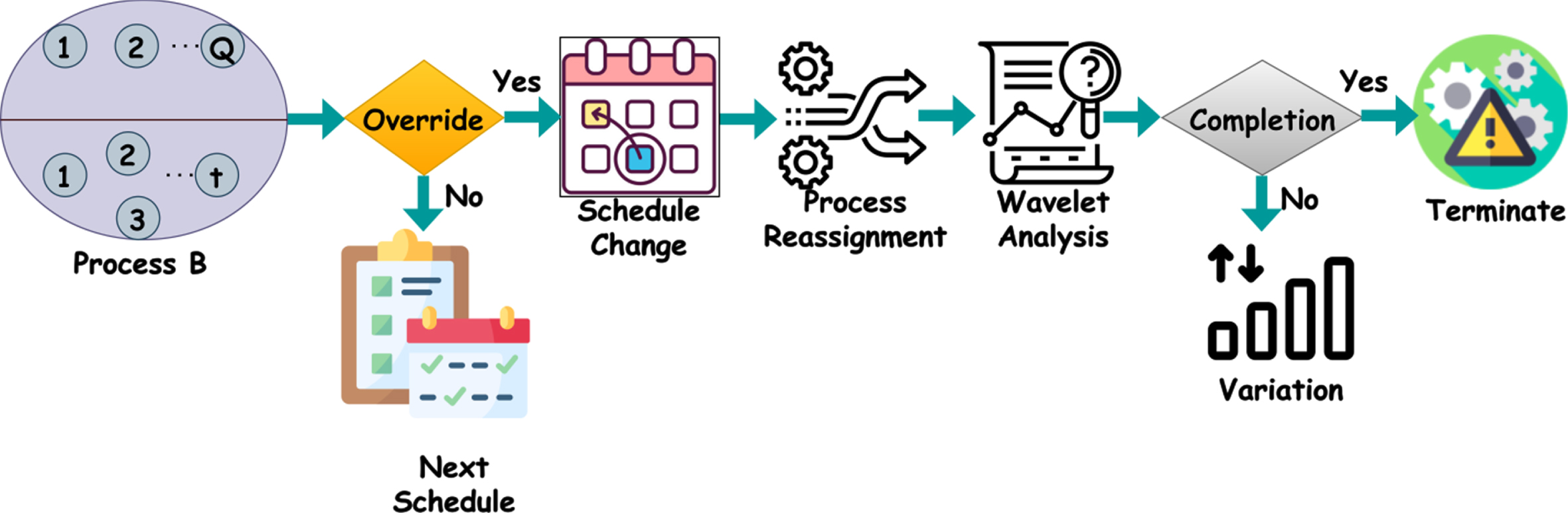
Operation Changes Based on Clustering.
The process B performed for override mitigation is pursued in the next schedule. Contrarily, if an override is observed, then reassignment is pursued for wavelet analysis. In the completion process, the variation is detected for multiple a provided P is further extracted. Therefore, various operations cycles pursue a new input command (Fig. 5). Then, the fuzzy clustering algorithm helps group the same solution features to provide productive solutions to prevent override features. This also enhances the highly fuzzified extractions and thus helps in the operation changes process.
The proposed technique is validated using the data that provides information on the rolling bearing faults of electric motors [34]. The wavelet representation is provided as time-frequency domain features expressed cycle (completion). The gear-shifting patterns are observed for 18 hours of operation and 12 completion cycles. The features are exploited from the axis rotary engine under different RPMs. The accountable features are RPM, heat generated, load provided, operational frequency, and time windows. A conventional operation cycle, override, and failure signals are represented in Fig. 6.
The above representation fits a load motor operating at 48 KHz frequency varying between 0–3hp. The above operation is performed at 1730, 1750, 1772, and 1797 RPMs for different bearing rotations. The minimum and maximum overrides are used for validating the variations throughout the different cycles. Based on the available cycles, the feature extraction count/ gear shift condition is analyzed in Table 2.
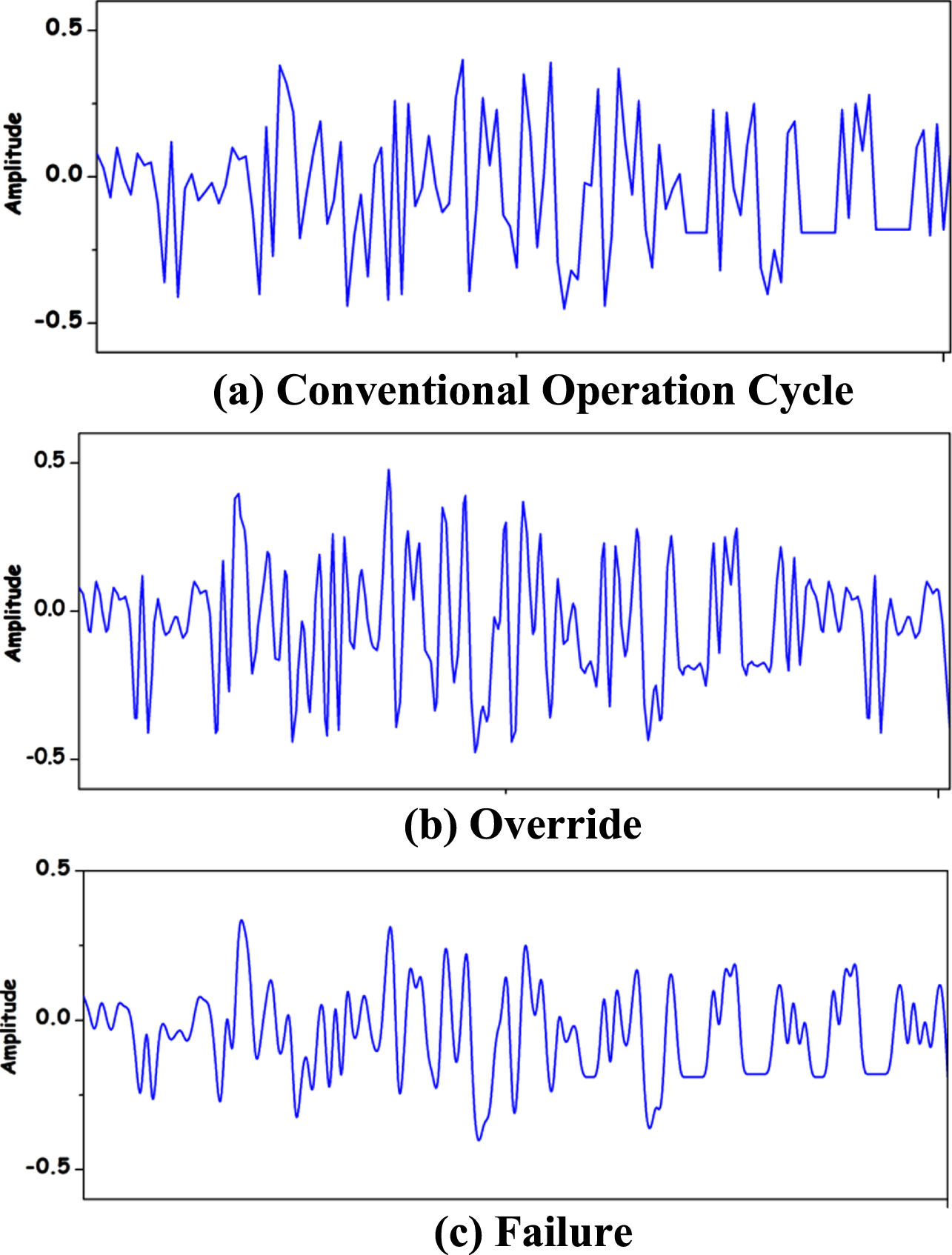
Operation Wavelet Representation.
Features Extracted for Different Conditions
The various gear shift patterns observed from the given data are tabulated in Table 2. The gear conditions (healthy|1 repair|2) are tabulated for their RPM and corresponding features. The features include load, frequency, wavelet changes, and time windows across observation times. This observation time varies with the fault and the gear shifts provided for completion. The precise representation in Fig. 6 is illustrated from the above data and features extracted. Based on the information provided, the healthy, either 1 or 2 faults (of a gear) representation is given in Fig. 7.
The above shows the W output for y and p as in Fig. 7. The σ and M are independent of the time and completion schedule. Based on the a i and b i the P separation and σ failures are extracted. Such a process is rectified in the next schedule by grouping and re-grouping the t. Therefore, the μ is planned using (i.j) jointly for v rectification. Thus, further clustering includes the positive t attributes and features for grouping. Now, the ROC analysis for y,Q, and B are presented in Fig. 8. This analysis is presented for the different completion cycles and χ for healthy and faulty wavelets.
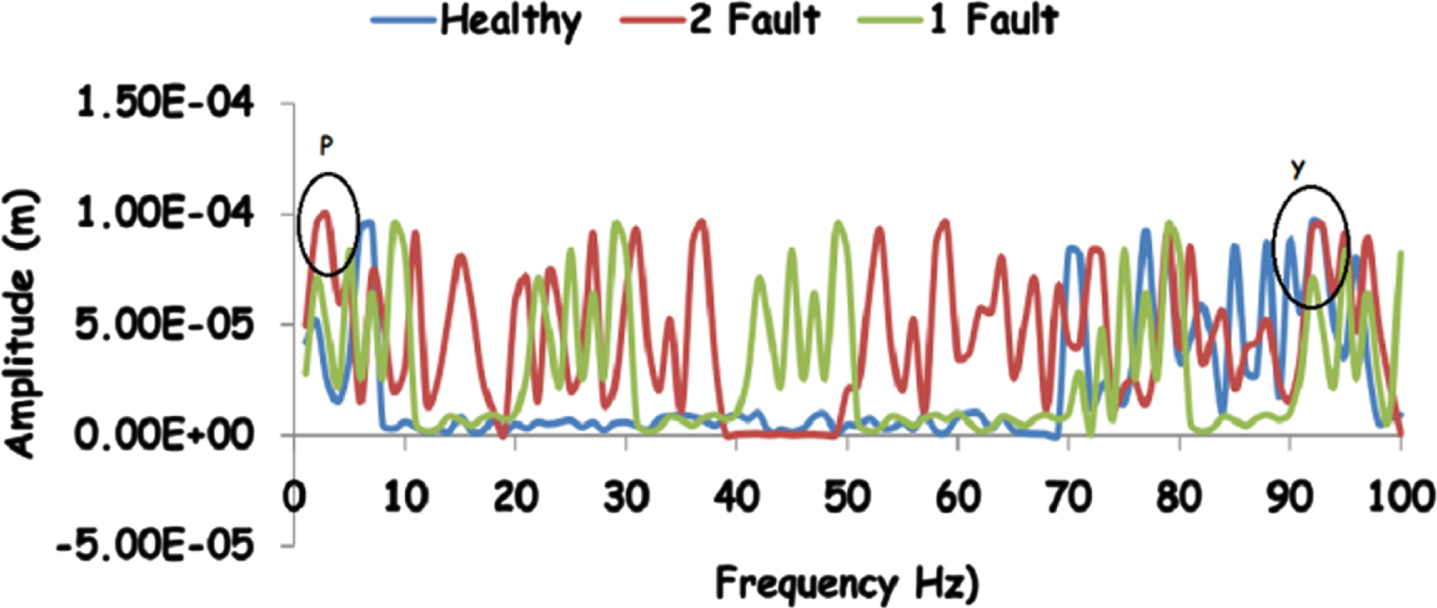
Healthy, 1 Fault, 2 Fault Representations.
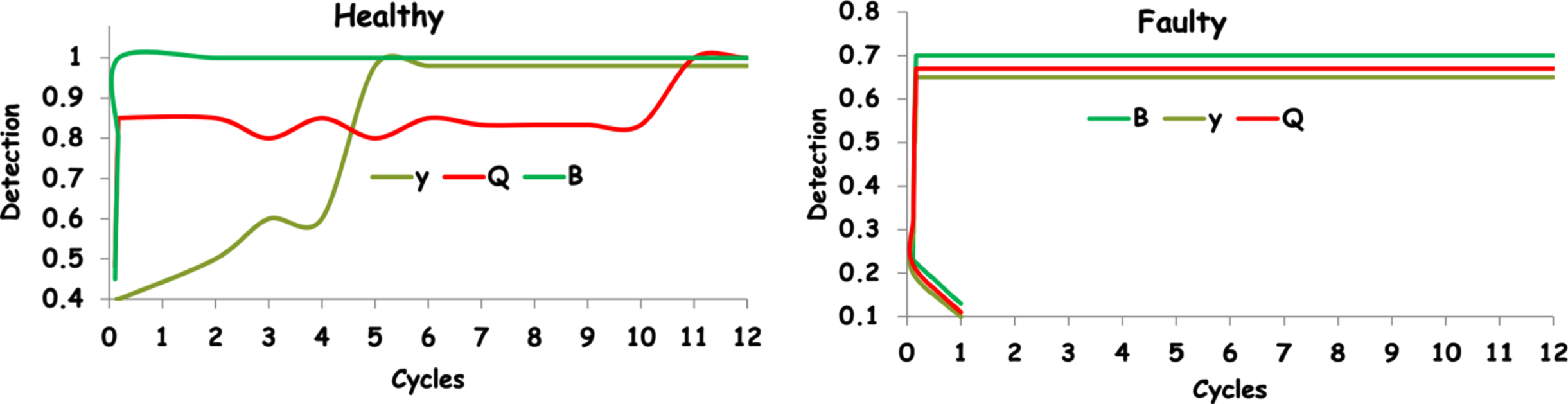
ROC for Fault Detection.
The fault detection for a set of complete cycles is analyzed in Fig. 8. This considers the (B,Q,y) variations under different cycles. The B is required to prevent further failures under different gear-shifting processes. Considerably, Q is less compared to B (i.e.) before differentiation such that the varying intervals are identified for operation changes. If any changes are identified, detection is abrupt under the different completion cycles. Therefore, the extracted cycle intervals induce χ for which η is modified. Therefore, the first and second B jointly exploits (i,j) for fault detection.
The comparative study uses fault detection, override prevention, feature variation, revamping time, and failure metrics. The operation hours and the completion cycles are varied up to 18 and 12, respectively. The methods CWT-LBCNN [31], WPT-TFFM [26], and MPGGHF [25] are augmented in this comparative study.
Fault detection
The detection of the faults is productive in this method by using a fuzzy clustering algorithm, and this algorithm gives the best solution to prevent it. The features are extracted from the time-frequency signals, and then the waveforms are determined to estimate the variations and override features in the electrical machine. The outputs of the wavelets are classified according to the variation and override characteristics of the machine. The fuzzy clustering algorithm helps detect the machine’s faults and the reason behind them. Then, it takes further steps to enhance the efficaciousness of the machine and prevent faults in the machines. The fault is diagnosed using the algorithm, and then the solutions are given to it by the grouping process. After the grouping operation, better solutions are executed for the fault prevention process in the next scheduled process by contemplating the previous process outputs. By using the above-mentioned particular features and ways, the fault detection process is preceded effectively in this process with the clustering algorithm ministration (Fig. 9).
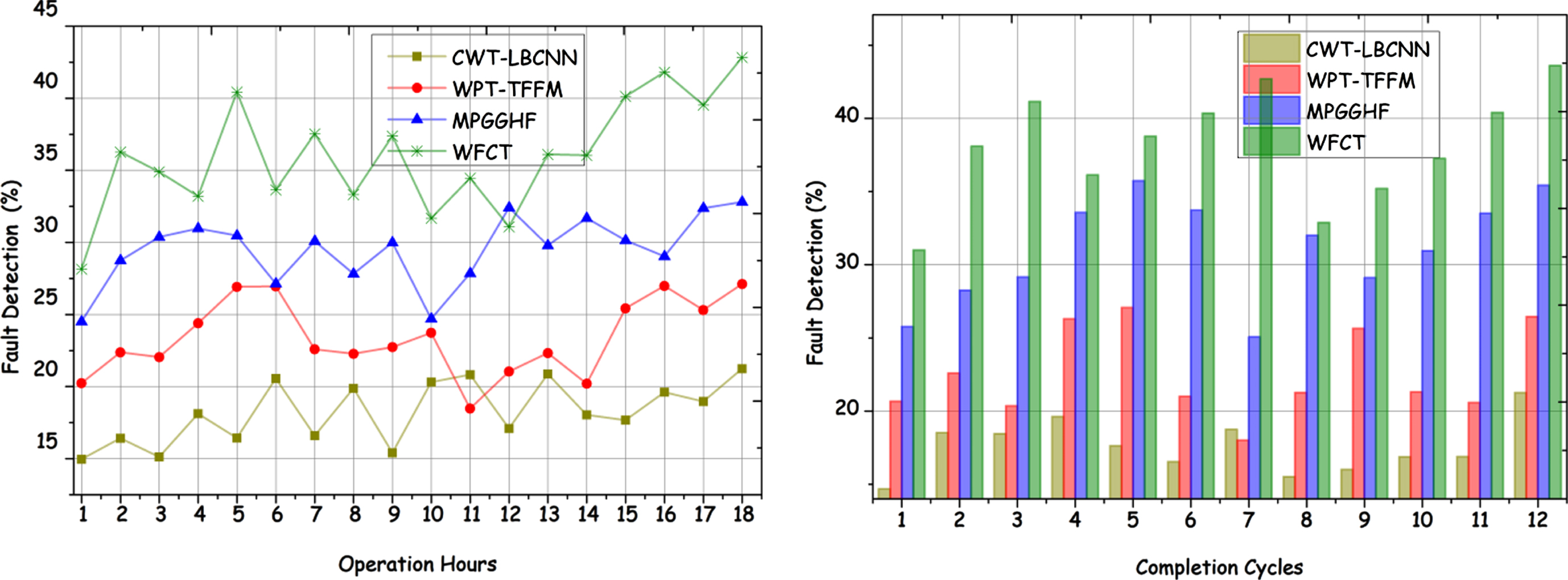
Fault Detection.
The prevention of the override is better in this process by grouping the override features with the help of the fuzzy clustering algorithm. The override features are gathered together to determine the solutions for the faults happening in the electrical machine. The override happens when the machine runs abundantly without any controlled time. The operation commands when a run out of time, their override features take place. After that, the fewer variation features are grouped in the second grouping process for the next scheduling procedures. The variations with the same solutions are grouped for the upcoming new procedure of electrical machines. So, to prevent the override features of the machine, the alterations are happening in the next scheduled allocation operation and then in the operation changes. The variations have fewer faults, and then the same solutions are gathered together to reduce the override features in the electrical machines (Fig. 10).
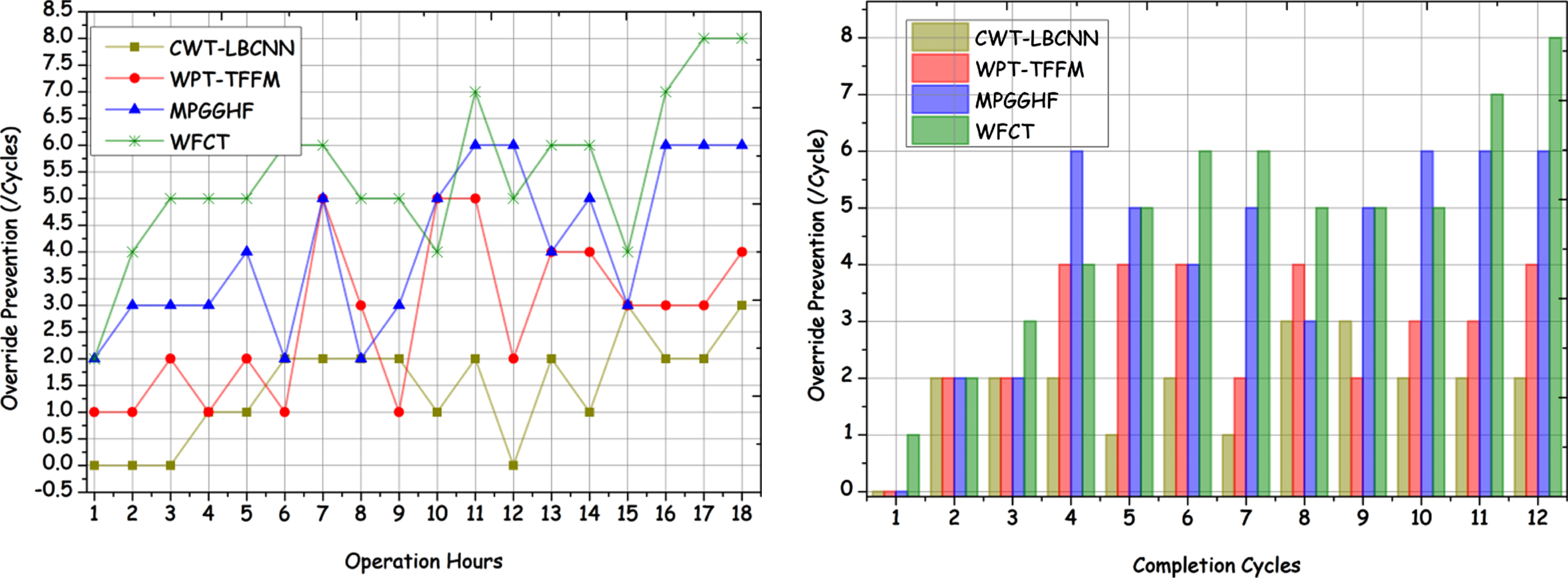
Override Prevention.
The variations in the feature extraction are less in this method, which is acquired from the output of the wavelets of the time-frequency signals. The difference between the operation and command is represented as the variation prevented in this process using the clustering algorithm. From the outputs of the wavelets, the variation and the override features are extracted, and the suggestions are given according to the standard of the override features. Based on these suggestions, the next schedules and the schedule allocation are happening with the aid of the fuzzy clustering algorithm. The variations of the features are lesser in this proposed method for enhancing the electrical machine’s efficaciousness. By contemplating the foregoing characteristics and the preventive measures, the variations of the features are controlled. The override features are also controlled under time, and the time taken to reform the precise time-frequency signals for the further fuzzy clustering process is less. And hence, it helps in the operation process and the production of better solutions for the prevention operation (Fig. 11).
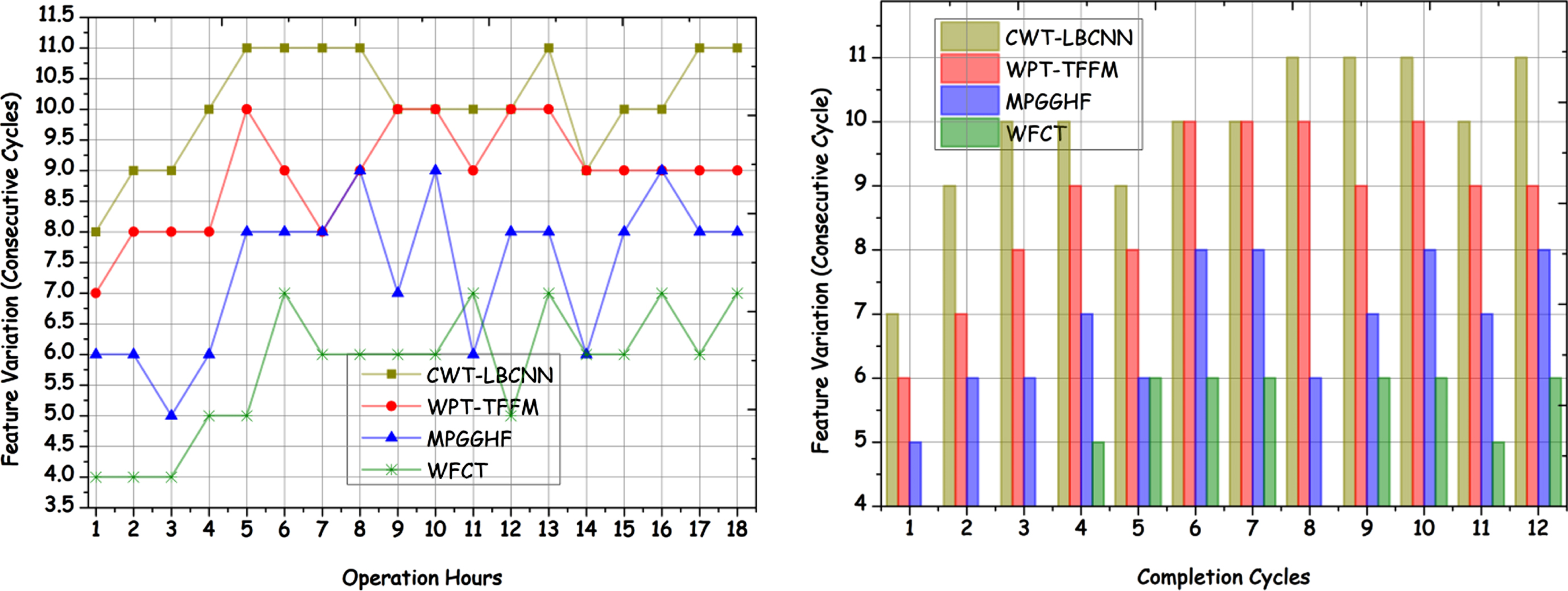
Feature Variation.
The time taken for the revamping is lesser in this method with the efficacious solutions from the grouping of override features. The override features occur when the machine runs without controlled time and operation command. There are also many variations in the features. In this phase, the machine cannot control the operations happening beyond the operation and commands. The identification of the override features from the wavelets is helpful in the diagnosis of the faults in the electrical machine. Fuzzy clustering determines the fault intention and detects the solution for the faults in the electrical machine. After grouping the override features, the second grouping occurs according to the solutions. Those faults and features with the same standard of variations are gathered together for the modification procedure next allocated schedules. The time taken is reduced in this process (Fig. 12).
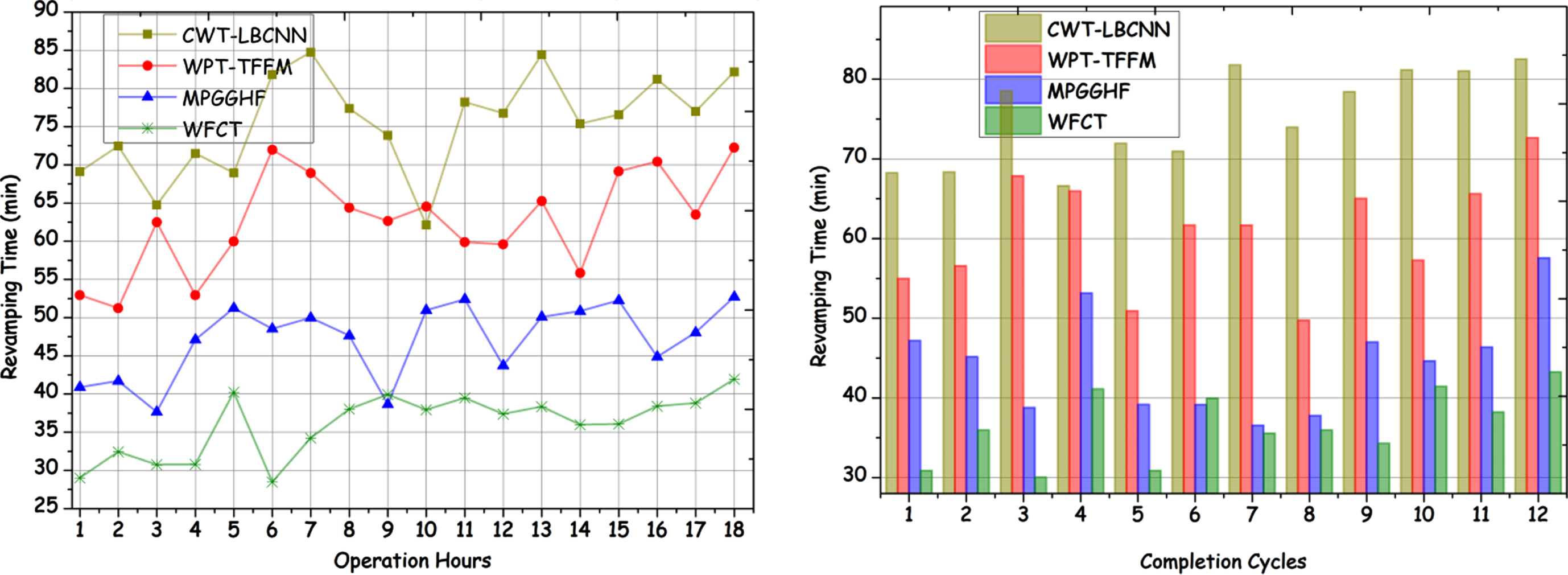
Revamping Time.
Failure.
Comparative Analysis with Findings
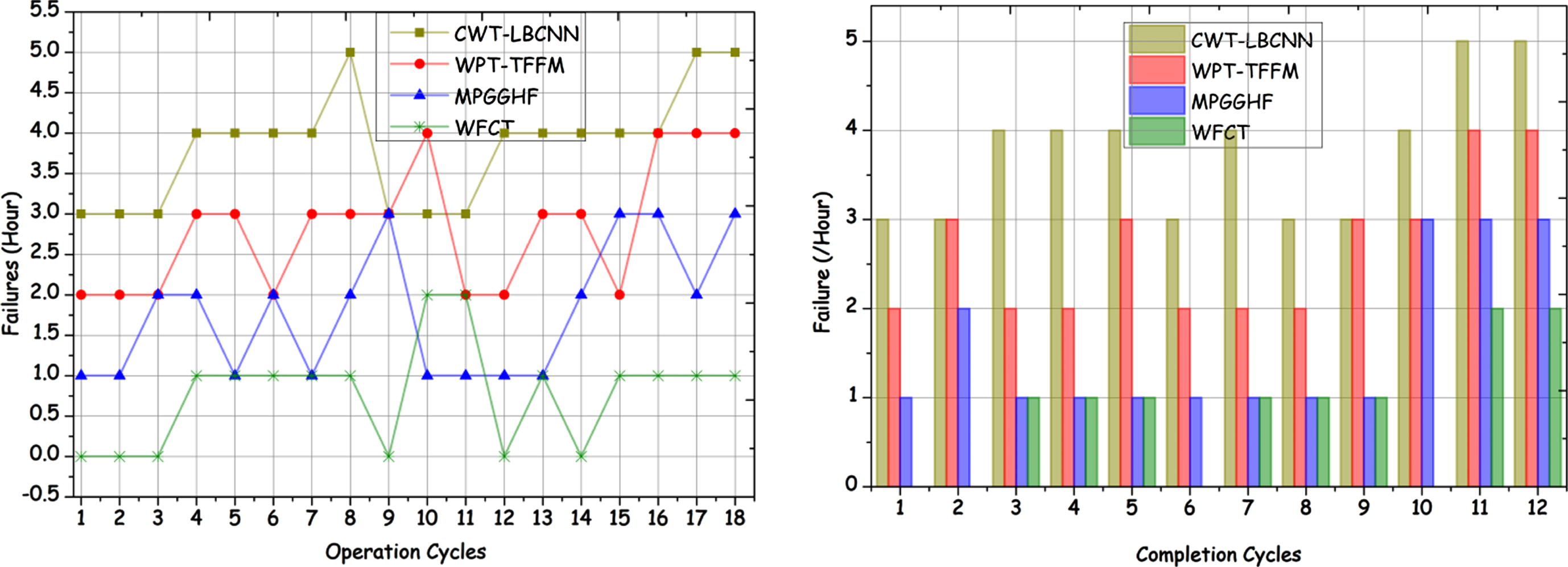
The failures are lesser in this process by contemplating the entire process with the help of the fuzzy clustering algorithm in grouping and making the solutions for the override features of the electrical machines. The override features are grouped using the fuzzy clustering algorithm for fault detection. Then, it determines the intentions for the sudden shutdowns and the failures of the electrical machines by using the grouped override features. The fuzzy clustering helps gather the same override features together to estimate the reason for the instant shutdown and the machine failures. The clustering algorithm decides to ease the diagnosis process for the electrical machine. The solutions are decided to enhance the machining process to prevent instant shutdowns and electrical machine failures. The modifications are happening in the operation changes to enhance the electrical machine’s efficiency and prevent the override features from the machine. The failures are lesser by contemplating the preceding features and ways (Fig. 13). Table 3 summarizes the above comparative analysis with the findings.
The computational complexity analysis of “Fuzzy Clustering for Feature Extraction in Wavelet-based Fault Gear Identification of Electrical Machines” involves dissecting the method into its constituent steps and evaluating the computational demands at each stage. Initially, data preprocessing tasks, such as data cleaning and normalization, establish the foundation, with complexity scaling linearly in proportion to the dataset size. The application of wavelet transforms introduces another layer of computation, dependent on factors like wavelet choice and implementation, and typically characterized by O(N) or O (N log N) complexity. Following this, feature extraction procedures add further computational requirements, varying depending on the nature of the extracted features. The pivotal fuzzy clustering stage, utilizing algorithms like Fuzzy C-Means, introduces iterative optimization processes that allocate data points into clusters, with complexity scaling as O (N * K * I), where N signifies data points, K represents clusters, and I stands for iterations. Subsequently, the process moves to fault gear identification, which may have complexity determined by specific identification algorithms and criteria. To determine the overall computational complexity of the entire method, all these individual complexities are intertwined. The precise computational complexity may be influenced by the implementation specifics and optimizations applied, in addition to practical considerations like hardware and software. A precise analysis necessitates access to the algorithm’s implementation details and possibly empirical experiments on diverse datasets and input sizes. In future work within the field of fault detection and diagnosis, there is an opportunity to advance the state-of-the-art by developing more sophisticated machine learning models and algorithms. This could involve harnessing the power of deep learning techniques and leveraging large datasets to improve the accuracy and efficiency of fault detection systems. Additionally, the integration of Internet of Things (IoT) technologies and real-time data streams offers immense potential for enhancing real-time monitoring and predictive maintenance capabilities. Exploring innovative ways to combine sensor data from interconnected devices and systems could lead to more proactive and responsive fault detection approaches.
Conclusion
This article discussed the functions of the wavelet feature-dependent clustering technique for suppressing electrical machine faults through proper detection. The proposed technique exploits fuzzy clustering based on completion intervals and operation cycles in two levels. The first process is identifying and grouping wavelet features based on variations. In the second grouping process, the variation to override features is categorized for identifying precise machine faults. The wavelets are accounted for throughout the machine running intervals for diagnosis. The binding fuzzy clustering process extracts the operating frequency and overrides features. Therefore, the process requires revamping diagnosis intervals until rescheduling is performed. The precise time-controlled operations are classified under distinguishable fuzzy optimizations toward maximum efficiency. Therefore, the variation in overriding features is suppressible through ease of classification, preventing failures. The data and comparative analysis show that the proposed technique outwits the existing methods by achieving 12.5% fewer failures and 15.78% high fault detection. The limitations of the study may include potential challenges in selecting optimal parameters for fuzzy clustering algorithms, such as the number of clusters and fuzziness settings. Additionally, the study’s generalizability to diverse electrical machines and fault scenarios might be limited, and the computational complexity of the proposed method could pose scalability issues. Interpretability of results may be challenging due to the complexity of feature extraction and clustering techniques, and the study’s resource requirements may restrict its applicability in resource-constrained environments.