
Abstract
In mining, manufacturing and industrial process industries, maintenance procedures are used as an aid to guide technicians through complex manual tasks. These procedures are not machine-readable, and cannot support reasoning in digitally integrated manufacturing systems. Procedure documents contain unstructured text and are stored in a variety of formats. The aim of this work is to query information held in real industrial maintenance procedures. To achieve this, we develop an ontology for maintenance procedures using the OWL 2 description language. We leverage classes and object properties from the ISO 15926 Part 14 Upper Ontology and create a domain ontology. The key contribution of this paper is a demonstration of trade-offs required when modelling an existing engineering artifact, where an abstraction of its contents is given a-priori. We provide an ontologically rigorous abstraction of notions captured in procedure documentation to a set of classes, relations and axioms that allow reasoning over the contents. Validation of the ontology is performed via a series of competency questions based on queries relevant to technicians, engineers and schedulers in industry. The ontology is applied to real world maintenance procedures from two industrial organisations.
Introduction
Engineers in asset-intensive organisations create maintenance procedure documentation to assist technicians in complex manual tasks such as equipment inspections and servicing. These procedures are critical in ensuring the safe and effective execution of maintenance work. Kanse et al. (2018) reported that procedures perceived as logical, at the right technical level, and easy for technicians to read can increase procedure compliance. However, procedures that are out of date, arduous, or contain unnecessary steps can lead to a failure to comply, contributing to workplace accidents. For these reasons, organisations must be attuned to the content and presentation of maintenance procedure documentation.
Procedures are typically developed using prescribed templates in tools such as Microsoft Word or Excel. Regardless of the software used to write them, they are generally stored as PDFs. These templates tend to change over time as organisational processes and policies change. For example, legacy documentation may not contain a “comments” field for technicians to provide feedback about the quality of the procedure, whereas new documentation may include this field. Organisations develop new templates over time and old procedures are rarely updated. Given the diversity in how PDF documents are structured, it is arduous and costly for an engineer to perform updates across the dataset and it is difficult to extract this information into a machine-readable format. To further complicate matters, maintenance procedure documents vary in content, structure and style, as engineers write procedure documentation in different ways. For example one engineer may assume that technicians have a certain level of knowledge about a task and may not choose to list all tools that are required for a task. A different engineer may not have made this assumption and may choose to include common tools such as “spanners”. To query data from procedures that are stored in unstructured formats we must be able to map data to appropriate classes regardless of its representation in the document. In addition, we need to recognise different levels of detail within the procedure texts, and manage situations when data is absent from a procedure document.
Industrial organisations are transitioning towards Industry 4.0 (Lee et al., 2015). This means that they are developing cyber-physical maintenance and production systems. Data, including PDF-based maintenance procedures, currently collected and stored by organisations, needs to be transformed into meaningful information to advise these cyber-physical systems (Lee et al., 2015). Therefore, organisations will require “formal” (i.e. machine-readable) processes to store and access procedure information that is both “explicit” (i.e. understood the same way by individuals and software systems) and “shared” (i.e. used consistently between teams and software systems).
Ontologies, “a formal, explicit specification of a shared conceptualization of concepts within a domain” (Studer et al., 1998), can satisfy this requirement. The benefit of supplementing data with an ontology is threefold. First, ontologies are a controlled vocabulary used to define specific concepts that are consistent within and, perhaps, across organisations. Second, being “formal, and explicit”, ontologies improve data interoperability and reduce data governance overheads. Finally, ontologies are “machine-interpretable”. They capture the semantics of data and can infer new information using sophisticated logical reasoning techniques (Sirin et al., 2007; Glimm et al., 2014).
The challenge addressed in this paper is the application of ontologies to query data contained in procedure documentation, at an appropriate level of abstraction. We first discuss how procedure documents are currently used in industry (Section 2) and then examine relevant past works (Section 3). Conforming to suggestions by Ferrario and Grüninger (Ferrario and Grüninger, 2020), we provide ontological choices (Section 4) and implementation details (Section 5) for an ontology for maintenance procedure documentation (OMPD). This discussion includes the conformance of OMPD to the ISO 15926 Part 14 upper ontology (International Organization for Standardization, 2019). Our evaluation of OMPD (Section 6) includes executing SPARQL queries that answer each of the presented competency questions and mapping data from two diverse organisations to the procedure ontology. We finish the paper with a concept-level comparison of our ontology against three similar ontologies, a discussion of abstractions presented in this ontology, and considerations for the applied ontology community (Section 7). Finally, we and discuss suggestions for future work (Section 8).
Background
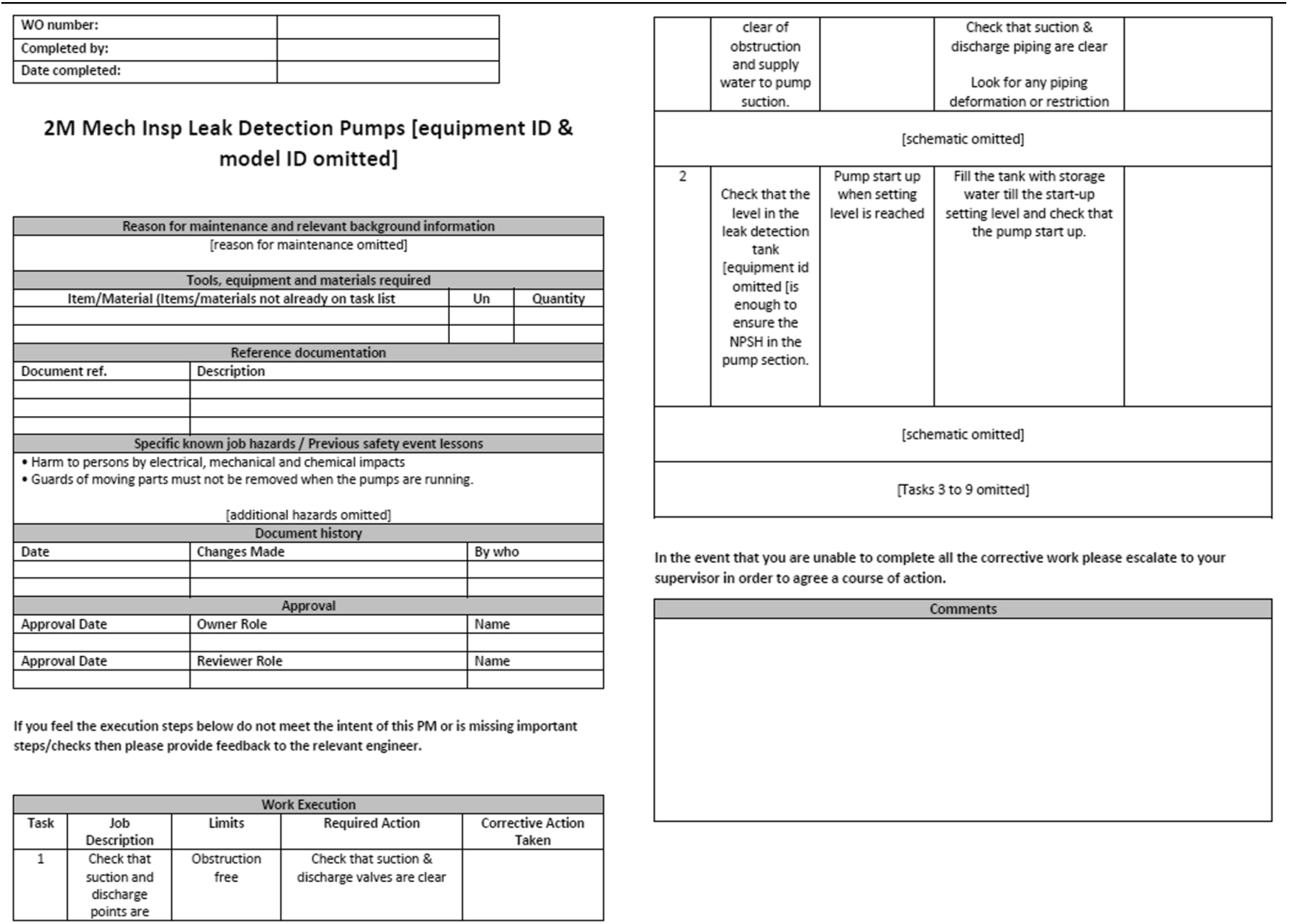
Maintenance procedures are instructions for technicians that describe how to perform a maintenance activity. Figures 1 and 2 show two procedure documents from the same continuous manufacturing (process) plant. The document shown in Fig. 1 describes a mechanical inspection procedure for a pump. The procedure contains metadata (i.e. reference documentation and documentation change history) as well as a series of tasks. Each task has a step number, job description, limits, required actions to complete the job and a blank box to fill in any corrective actions that the technician performs if these limits are not met. Tasks 2 and 3 in the procedure are represented using both and images and text.
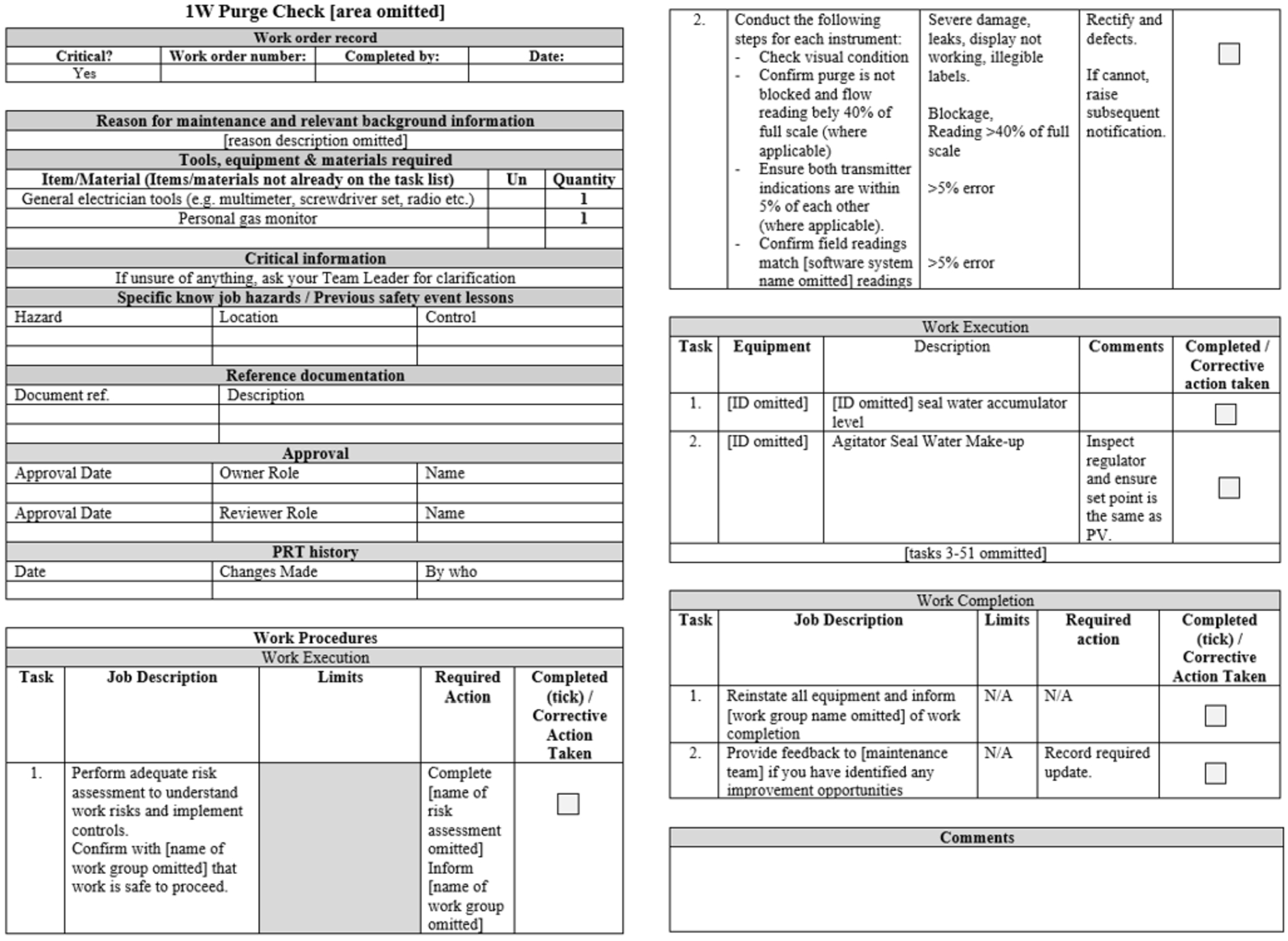
The procedure shown in Fig. 2 is more complex. This procedure has similar metadata fields at the start of the document, but has three different “work execution” tables that describe the task. The first table gives two tasks that should be performed iteratively for each of the equipment items listed in the second table. Finally, there is a “work completion” table to be completed once all of the equipment items have been inspected. Notice that in this procedure, multiple actions have been assigned the same task number, and there are multiple limits that link to those actions. Furthermore, the table titles are non-uniform with the second table containing the “equipment” and “comments fields”.
There are generally three different job roles that involve work with maintenance procedure documentation. Engineers are responsible for creating and updating procedure documents. Schedulers determine when a procedure will be executed, based on their organisation’s maintenance strategy, production goals and resource constraints. Finally, Technicians use procedure documents as an aid to guide them in their work. For each of these perspectives, we provide competency questions that test the ontology.
A two-month maintenance procedure from a Process Plant (identifying information omitted for proprietary reasons).
A one week maintenance procedure from a Process Plant (identifying information omitted for proprietary reasons).
Maintenance engineers create procedure documentation based on a maintenance strategy for a specific item of equipment. To identify a suitable maintenance strategy, engineers perform risk-management processes such as Reliability Centered Maintenance (RCM) (Moubray, 2001). RCM is a process to identify which maintenance strategy is appropriate given the consequence of functional failure and the failure behaviour. The aim is to maintain function of the assets and manage risks of functional failure(s). Maintenance procedures are then developed for routine and repetitive maintenance activities associated with preventative and predictive maintenance strategies (Hodkiewicz et al., 2021b). These procedures describe how the work should be done.
Engineers who create maintenance procedures typically adopt pre-existing templates implemented by their team or organisation, usually in PDF format. If no suitable template exists, they may create their own. Upon completion, the procedure is uploaded into a Computerised Maintenance Management System (CMMS) ready to be used by maintenance schedulers. Given that the documents are stored as PDFs (or a similar format), cascading changes throughout procedures, such as updating regulatory or resourcing requirements, is a time-consuming exercise for engineers.
Competency questions asked by an engineer are as follows:
There has been a change in the regulations and an existing permit needs to be modified. Which procedures use this permit and can I update the relevant procedures? I would like to know which procedures describe an end of life event for my equipment. Which of my procedures contain a “replacement” task (i.e. the replacement of tyres on a truck)? Does my inspection procedure check all the failure modes outlined in the Failure Modes and Effects Analysis (FMEA) that was used in my RCM?
Scheduler’s perspective
Maintenance schedulers decide when maintenance work is to be executed. Consider the analogy of maintenance work management as a tank system, shown in Fig. 3. Maintenance work orders are generated from both failure events and maintenance strategies. These work orders go into a backlog, depicted by the tank in Fig. 3. Schedulers determine which tasks from that backlog can be completed based on the availability of resources and the criticality of the work. To do this, schedulers need to know which resources are required to perform the task. Resources include qualified personnel, spare parts, tools and materials. This information is contained in maintenance procedures. However, when these procedures are in non-digital formats, it is difficult for schedulers to determine if the work being scheduled matches the available resources.
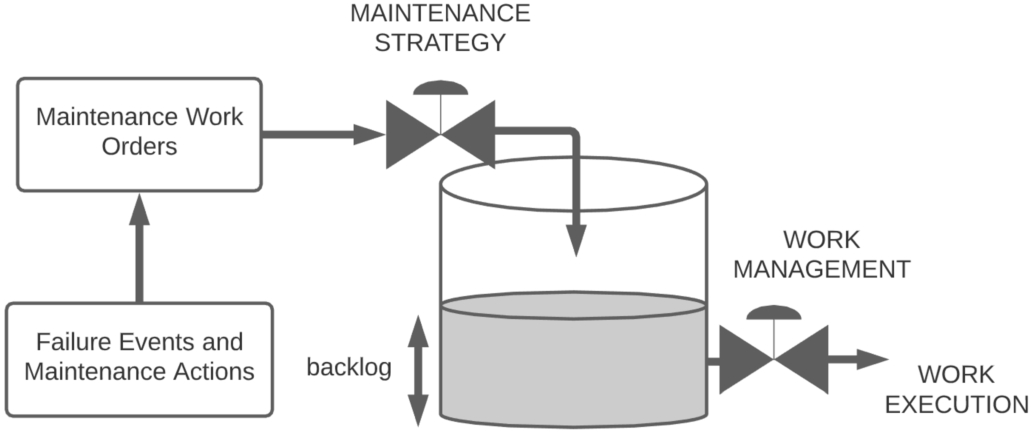
An illustrative example of the maintenance work management process.
Competency questions asked by a scheduler are as follows:
What resources do I require to execute the procedures used in maintenance work orders on next week’s maintenance plan?
Technicians are the end users of procedure documentation. When technicians receive a work order, it typically has a maintenance procedure attached in the CMMS. The technician must open this procedure, print it and take it to their work location to use and annotate as they work. Once finished, they must scan the procedure and upload it back into the CMMS. This process is cumbersome for technicians. In a set of interviews that we performed with maintenance technicians in 2020 (Woods et al., 2021b), participants described situations where they could not find up-to-date procedures in the system and had to copy and re-copy information on to a paper-based procedure “three times” to complete their task. Participants also identified several benefits of having procedures presented in a digital format including the ability to view information in different presentation formats (Woods et al., 2021b). Digital representations of procedures provide much flexibility when presenting procedures to technicians. For example, we can explore adaptation of information that is presented to technicians based on their domain expertise. This is a core motivation for our team’s exploration of the work presented in this paper.
Competency questions asked by a technicians are as follows:
What tools, materials and permits do I require to execute a procedure? What steps need to be performed to execute my procedure? Given that I am up to task x, what task needs to be performed next? Does my assigned procedure have any safety hazards that I need to be aware of? What corrective action does my procedure suggest on observation of a failure mode in my inspection?
Past works
Since a procedure in maintenance can be viewed as a business process, it is relevant to describe this work and its relation to OMPD. In 2001, the graphical modelling language, UML, introduced a “business process” extension for business modelling (Sinogas et al., 2001). This allowed UML modellers to capture the relationships between processes, the goals of those processes and the resources that are used and consumed by those processes. In 2004, the Business Process Modelling Notation (BPMN) was developed (White, 2004). BPMN further captures the events and gateways that are likely to effect the sequence of a process. Both of these modelling languages are used widely today. However, being graphical languages, their primary objective is to give a human-readable representation of a process rather than supporting computational queries over a set of processes (as required by the competency questions given in Section 2).
In contrast, the Process Specification Language (PSL) (Gruninger and Menzel, 2003) was developed with a specific focus on supporting interoperability between software applications in the manufacturing domain. PSL is an upper ontology designed to represent the relationship between activities and their occurrences. Since our aim is to model procedure information that is currently stored in documentation, activity occurrences are out of OMPD’s scope (discussed in Section 4.3). Instead, we have decided to use ISO 15926 Part 14 as an upper ontology. Our reasons for this are discussed in Section 4.1.
Maintenance procedure documentation shares many similarities with other types of procedure documents such as recipes used for cooking. Both maintenance procedure documentation and recipes contain a set of task descriptions and a list of resources (i.e. ingredients in recipes) that are required for the task. However, ontologies built for recipes tend to be too specific to meet the industrial needs of maintenance engineers, schedulers and technicians. For example (Hitzler and Krisnadhi, 2018) does not focus on the steps involved in the recipe. Rather this ontology describes the type of food produced and the nutritional information of the food contained in a recipe. Ribero et. al’s (Ribeiro et al., 2006) ontology does raise interesting ideas about tasks in a recipe being either ordered and optional. However, the ontology contains classes such as food and the ontology uses reasoning to classify recipes based on characteristics such as spiciness. Recipe ontologies are a nice working abstraction of procedures in general. However, the reasoning examples presented in these ontologies focus on classification of recipes into categories that cannot be directly adapted to industrial maintenance procedures.
A closer domain to our industrial domain is the surgical domain. Similar to maintenance procedures, surgical processes involve tasks, actors and tools. An initiative called OntoSPM collaborative action is a combined effort from the surgical community to create ontological process models for their domain (Gibaud et al., 2018). The group has produced an ontology, OntoSPM, that is aligned to BFO and was last updated in 2019 (OntoSPM Collaborative Action, 2019). This ontology has some relevant concepts such as procedure stages, phases and steps. However, no assertions have been made about how steps, phases and stages of a surgical procedure relate to one another. OntoSPM also contains concepts that are irrelevant to the maintenance domain such as body part, performing surgery and duration of surgical process. Finally, the ontology requires information that is not commonly contained in industrial procedure documentation. For example, the ontology describes atomic human actions including language_acts such as ordering and manipulating actions by a human such as grabbing, giving and releasing objects. This initiative demonstrates interest in ontological procedure representation from other domains. However, similar to recipes for cooking, current state of the art models cannot be directly applied to industrial maintenance procedures.
Few works propose ontologies for procedure documentation in an industrial setting. In 2008, NASA developed the Procedure Representation Language (PRL), an XML schema to be used in training and spaceflight operations (Kortenkamp et al., 2008). PRL was created to support adjustable autonomy for procedure execution where some parts can be completed by humans and other parts by computers. This representation language is machine-interpretable and generic enough to be shared across organisations. However, it has a strong focus on task execution and cannot be directly adapted to our competency questions. In 2010, Nemeth et al. presented a procedure ontology to be used for diagnosis of process systems (Németh et al., 2010). This ontology, however, relies heavily on data properties for storing values and does not conform with an upper ontology. This problem also present in a technical documentation ontology presented by Koukias and Kiritsis (2015) and an ontological analysis of manufacturing processes by Nagy et al. (2021). This makes it difficult to re-use these ontologies and to integrate the ontology with existing ontologies (Katsumi and Grüninger, 2016). It is worth mentioning that the ontology for manufacturing process models (Nagy et al., 2021) demonstrates successful development of an ontology using the data-centric perspective and use cases. However, the rigid relationships between concepts, such as “Station workstationHasResource Resource”, means it has limited applicability to our work (as maintenance technicians rarely have a work station). In Section 7, we perform a further concept-level comparison between OMPD, and the ontologies described in Kortenkamp et al. (2008), Németh et al. (2010) and Koukias and Kiritsis (2015).
We have identified three gaps that are the research contribution of OMPD
Goal 1: The ontology should be generic so that many industrial organisations can apply the procedure ontology to their data. Goal 2: The ontology should model information currently stored in procedure documentation in industry so that organisations can use the ontology with no new data requirements. Goal 3: The ontology should answer competency questions (given in Section 2) that support maintenance technicians, engineers and schedulers when creating or using procedure documentation in their work.
Ontological choices
The goals (Goal 1, Goal 2, and Goal 3) outlined in the previous section guide the overarching ontological choices discussed in this section. Further concept-level and axiom-level choices are discussed in Section 5. In this section, we highlight the trade-offs involved in meeting ontological best practices while designing a solution that our users will accept and use in practice.
Ontological choice 1: Which foundational ontology?
Upper ontologies including BFO (Arp et al., 2015), DOLCE (Masolo et al., 2003), PSL (Gruninger and Menzel, 2003) and ISO 15926 Part 14 (International Organization for Standardization, 2019) are core artefacts in top-down ontology development. Top-down ontology development starts with generic concepts that are common across many applications. This is different from bottom-up ontology development which has been criticized for being difficult to modify and integrate with other ontologies (Batres et al., 2007), a view supported by Souza et al. (2013) in their systematic review.
We have chosen to align this work to the ISO CD/TR 15926 Part 14 upper ontology (International Organization for Standardization, 2019). CD stands for “community draft” and TR stands for “technical report” (we refer to the ontology as ISO 15926 Part 14 for brevity). Its development is driven by the POSC Caesar Association (PCA) and drafts have already been made available online (ISO/TC184/SC4/WG3, 2020).
ISO 15926 Part 14 draws on elements of BFO and the ISO15926 data model. While ISO15926 Part 2 is a well-established data model (Batres et al., 2007), its lack of support for semantic reasoning has attracted criticism (Jordan et al., 2014). ISO 15926 Part 14’s development is driven by the need to use the expressive power of the OWL-2 Standard for reasoning that is not possible with the ISO 15926-2/4 work (ISO/TC184/SC4/WG3, 2020; Kiritsis, 2013).
The intention is that ISO15926 Part 14 is an industrial upper ontology, mapped to ISO15926 Part 2 and BFO. BFO is currently used in industrial community ontology efforts such as the Industrial Ontologies Foundry (Karray et al., 2021) so this mapping is important to ensure widespread use of OMPD in the industrial ontology community. ISO15926 Part 14 borrows many principles and relationships from BFO while adopting nomenclature from ISO 15926 Part 2. This is language that is familiar to industrial users and, in particular, users of the existing ISO 15926 standard. For example, ISO15926 uses the term
We have decided to align with this upper ontology to adhere with current community practices for industrial ontologies. ISO15926 Part 14 is getting increasing attention in industry for commercial applications. For example, ISO 15926 Part 14 is used for Aibel’s Material Master Data project (Skjæveland et al., 2018). To make ISO 15926 Part 14 further accessible for industry professionals, ontology templates have been developed based on terms described by Klüwer et al. (2008). Examples of these can be found in Skjæveland et al. (2019) and Forssell et al. (2017). While ISO15926 Part 14 is a prominent effort, it has not been the only effort to convert the ISO 15926 data model into an OWL ontology (Batres et al., 2007; International Organization for Standardization, 2018a). Work was also done on this by the nuclear industry by Fiorentini et al. (2013) and more recently by Kwon et al. (2018).
A hierarchical diagram of the classes in ISO15926 Part 14 is provided in Fig. 4. The terms from ISO15926 Part 14 used in OMPD are
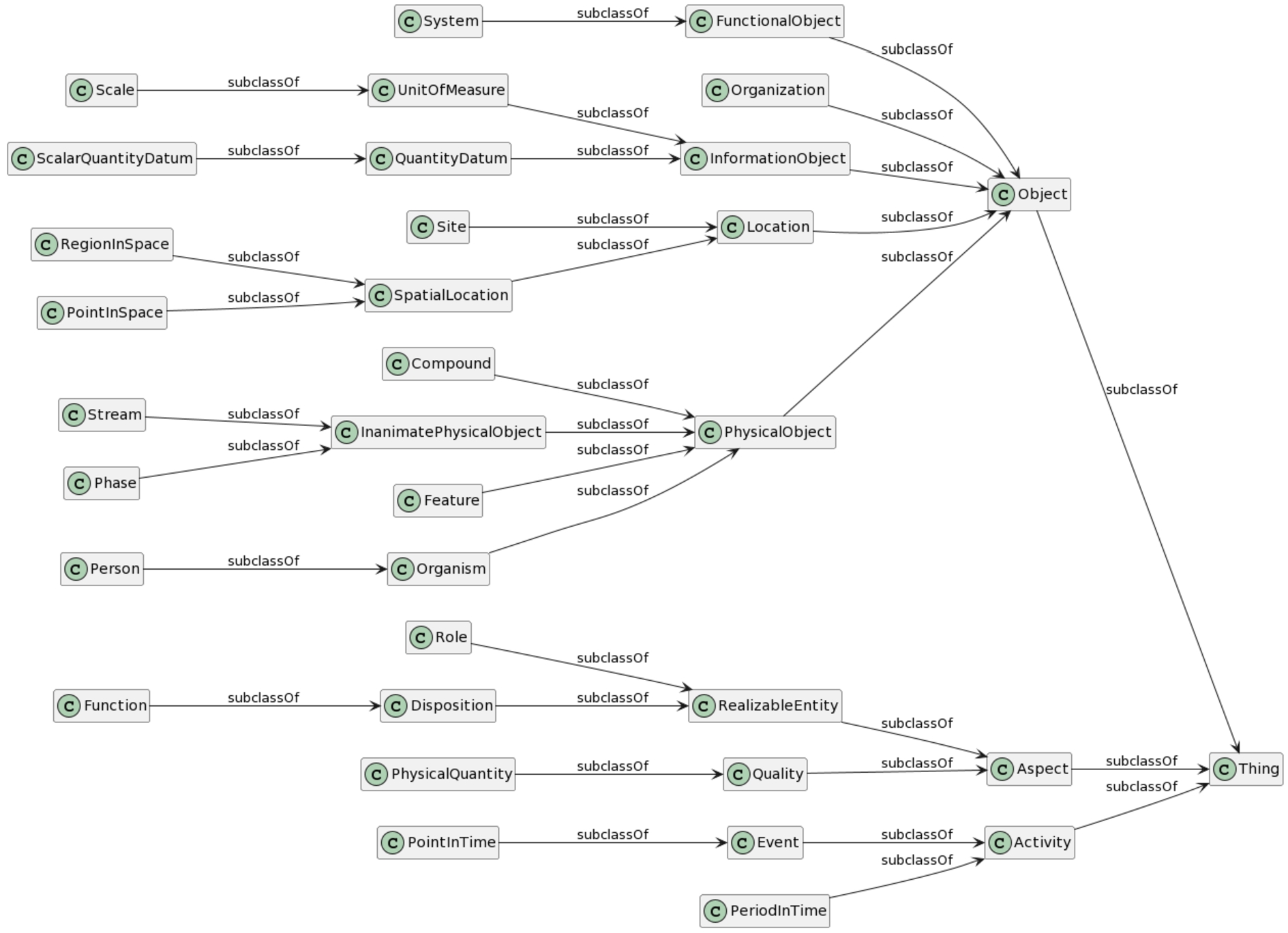
Taxonomy of classes in ISO/CD TR 15946-14.
It is well known that ontology engineers must make trade-offs between specificity and generality (Hitzler and Krisnadhi, 2018). If OMPD was designed to be general it would model only the concepts that are common across all procedure documentation (including cooking recipes, IKEA assembly instructions, etc). While ontologies of this nature are important, it does not help us to answer more specific competency questions that are important to engineers, schedulers and technicians. PSL (Gruninger and Menzel, 2003) is a good example of an ontology that has generalised to this extreme and has been very successful as a cross-domain tool. Instead, OMPD provides coverage of maintenance-procedure documentation. For example, concepts such as
Ontological choice 3: Scope and modularisation
OMPD has two modules. These are the Static Procedure Ontology (SPO) and the Corrective Maintenance Task Ontology (CMTO). In designing the SPO, we recognised that maintenance procedure documentation that is currently used in practice is non-temporal (or “static”). For instance, if a document specifies that a tool is required for a procedure, the document does not know (or care) that the tool is available for use at a given time. While live resource modelling is a useful concept it is not within the scope of OMPD. This choice was made so that OMPD can be used by organisations with no additional data requirements (Goal 2). While some organisations do store equipment availability and asset health information in a live feed or a digital twin (Tao et al., 2018), this is not yet a widespread practice. Therefore, future work can import SPO and add temporal concepts when industry data is available.
The second module is the CMTO. CMTO captures limits and corrective actions. These two concepts are sometimes (but not always) found in maintenance procedure documentation. Limits are assigned to observation tasks that inform maintenance technicians of the state or range of measurements that an asset should be within to pass an inspection. Corrective actions are conditional tasks that are to be performed if an asset is outside its limits. We have chosen to separate these concepts into a second module for two reasons. First, if an organisation does not capture corrective actions in their procedure documentation, they can just use SPO (Goal 1). Second, as we will discuss in Section 5.2 this module can integrate with other processes core to maintenance management such as RCM. The separation of this second module makes this integration easier for end-users of OMPD.
Implementation
This section includes descriptions of our concepts and axiom-level ontological choices made in the design of OMPD. An OWL instantiation of OMPD can be found in the following GitHub repository:
Concepts in SPO
This section contains implementation decisions underpinning the concepts and axioms in SPO, the core module of OMPD.
Documentation and processes
In OMPD, a
We organise
Another consideration for this ontology is how to manage procedure histories and versioning (i.e. when technical writers update procedures over time). In the current model, if a
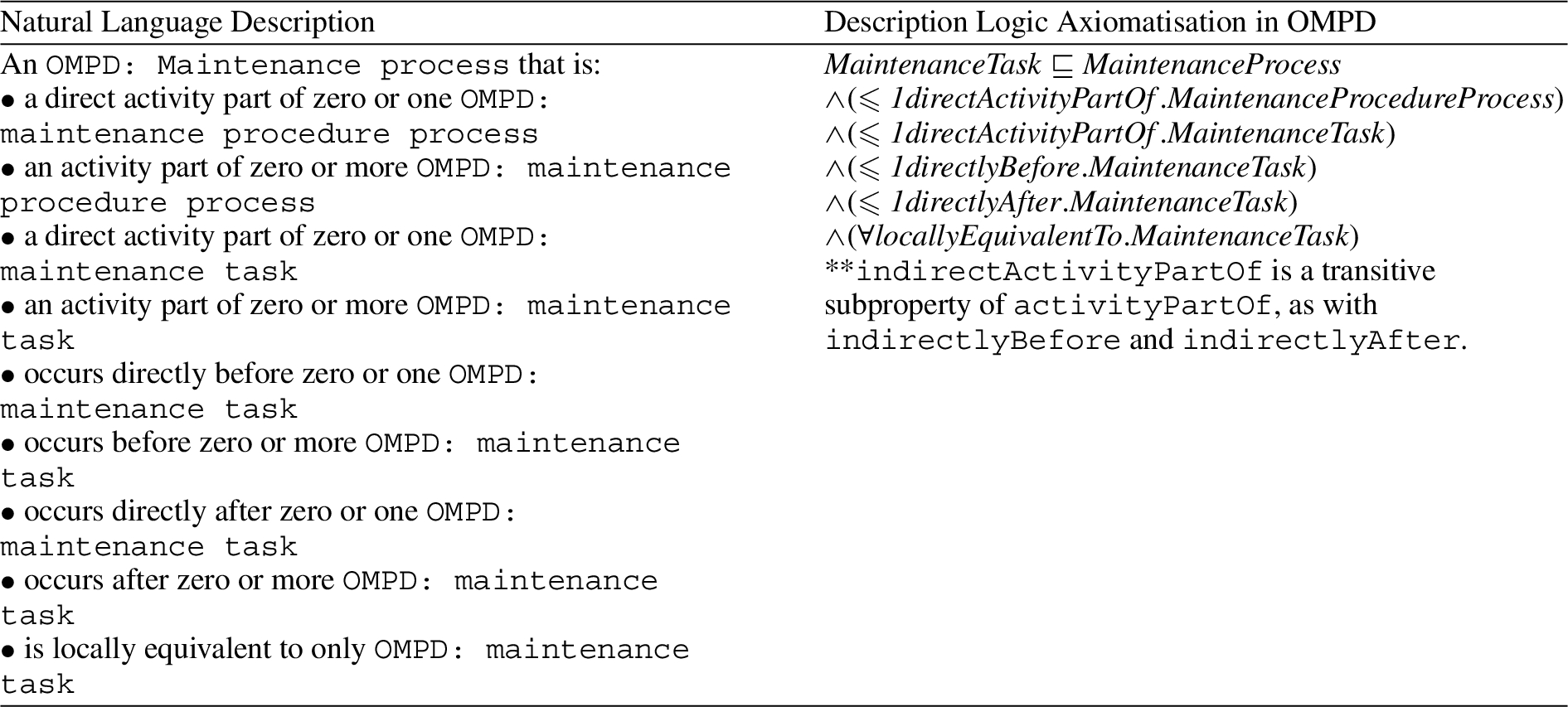
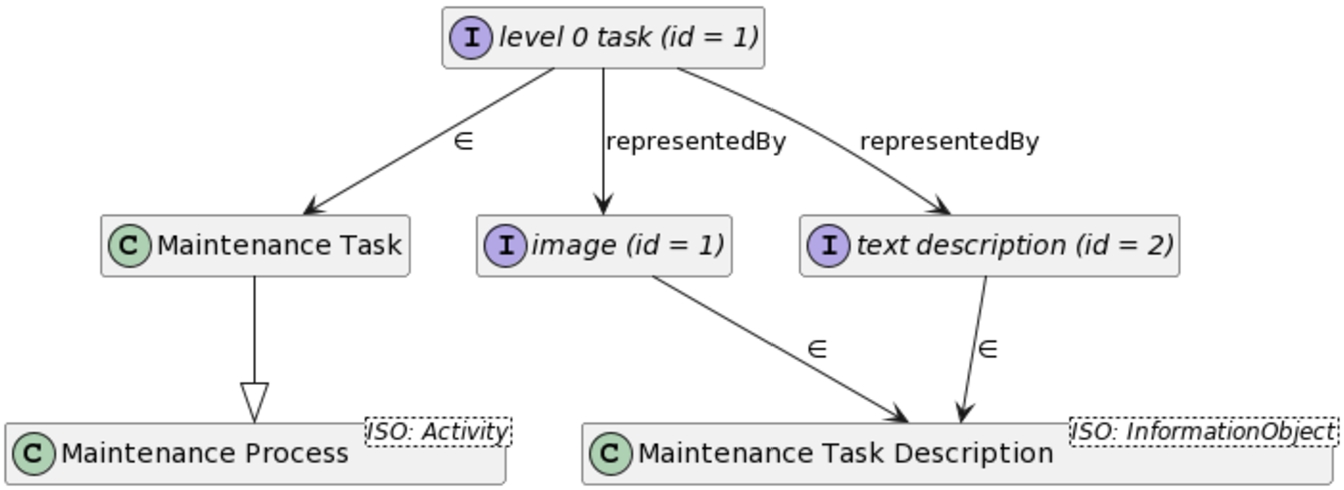
The axioms for the classes introduced in this section are shown in Fig. 5 and Table 1. Classes in Table 1 have been presented in the form

Visual representation of documentation and processes in OMPD.
Axioms for
Notice that this table does not contain an axiomatisation for
A
The benefit of decoupling a
We considered two different ways to achieve this decoupling in OMPD. The first is to create a new concept called
Both approaches have pros and cons. The identity approach is pictured in Fig. 6. In this approach, sub-tasks must retain context so
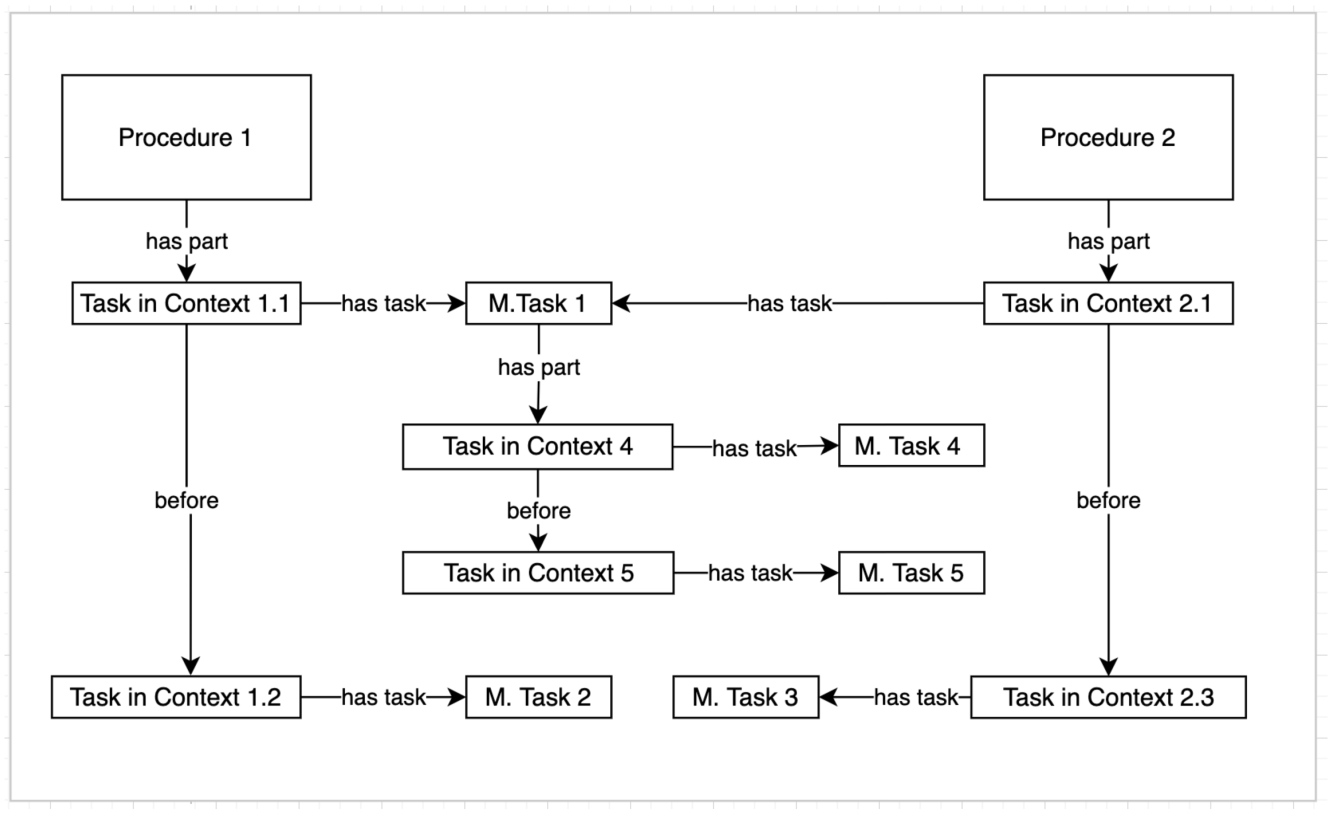
Conceptual diagram of “Identity” approach to task modelling.
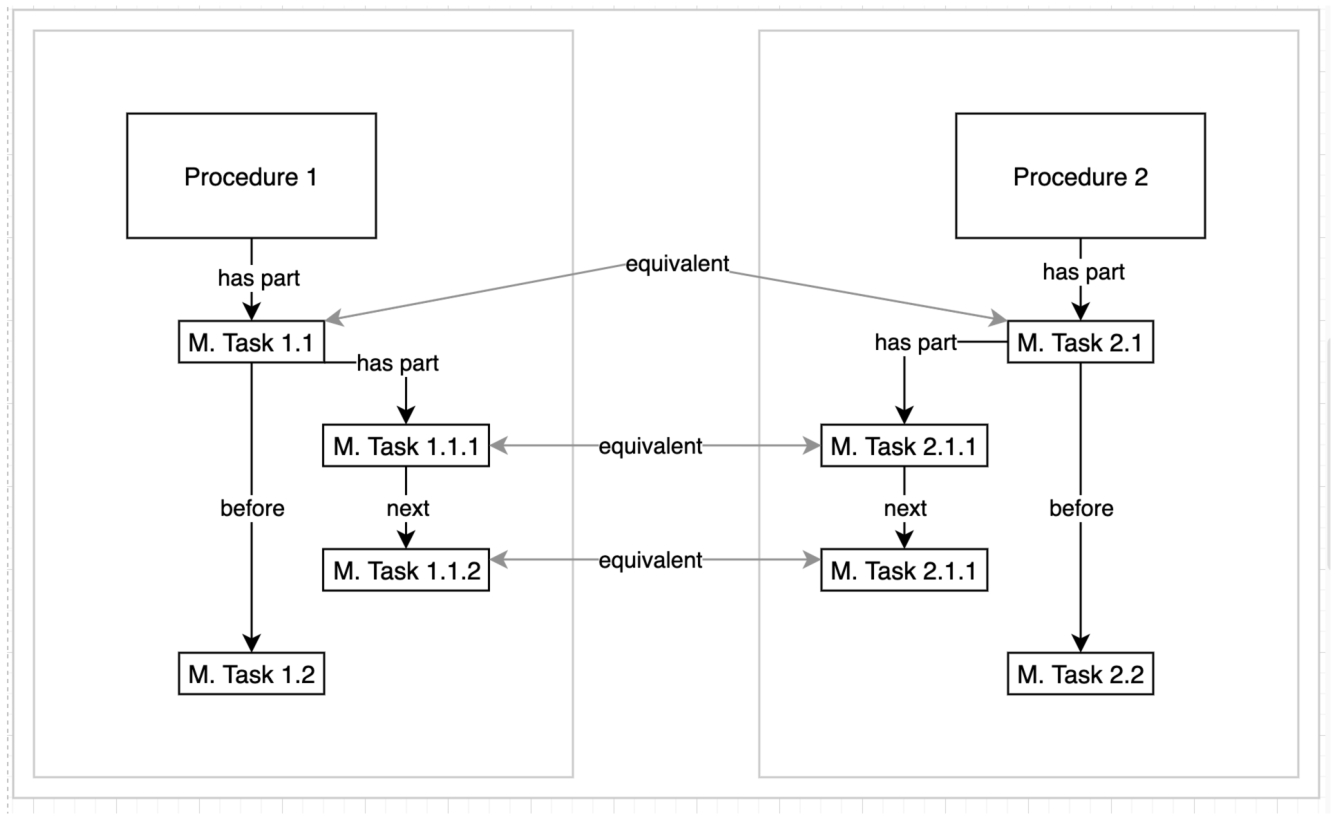
Conceptual diagram of “Local equivalence” approach to task modelling.
In OMPD, the object property
The same technique can be applied to hazards. For example, if a technician finds a new hazard when completing a
One of the core goals of OMPD is to be usable by engineers, given the way that they work with procedures and the information that is currently stored in procedure documentation (Goal 2, Section 3). With this in mind, OMPD contains a minimal set of classes and the tasks represented in the procedure are modelled as instances of
Task sequencing
In OMPD, data-owners can specify the sequence of tasks in a
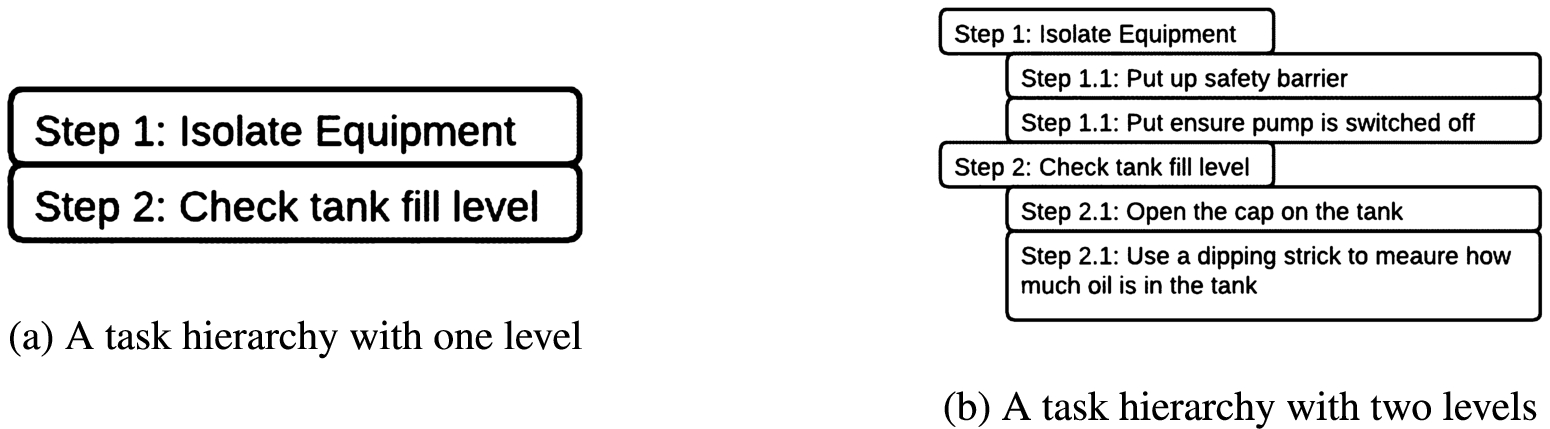
Examples of different task hierarchies that can be represented in OMPD.
In industry, procedures are represented at different levels of detail both within and between organisations. While one procedure may contain a list of steps (as shown in Figure 8a), another procedure may have more detailed steps, organised as a hierarchy (Figure 8b). An example of when tasks will need to be more detailed is for organisations who use automated equipment to do particular tasks. While a human reader may simply need to read “fill up the tank” and will know what to do, a robot arm will likely need to know the exact co-ordinates of the tank that it is filling. The procedure will need to specify the robot’s motion as it moves its arm from position a to position b and back again. To ensure that both types of procedures can be represented, OMPD enables data-owners to maintain a generic task hierarchy.
The generic task hierarchy ensures that data-owners can retrieve a full task hierarchy without knowing how deep the hierarchy is. This functionality is useful because engineers will not need to know how many levels the tasks need to have when writing the procedure. If the organisation requires it, more levels of detail can be added later. This is essential for organisations who simply want to digitize their current procedures today, but intend to create adaptive procedures or manage procedures for automated equipment in the future.
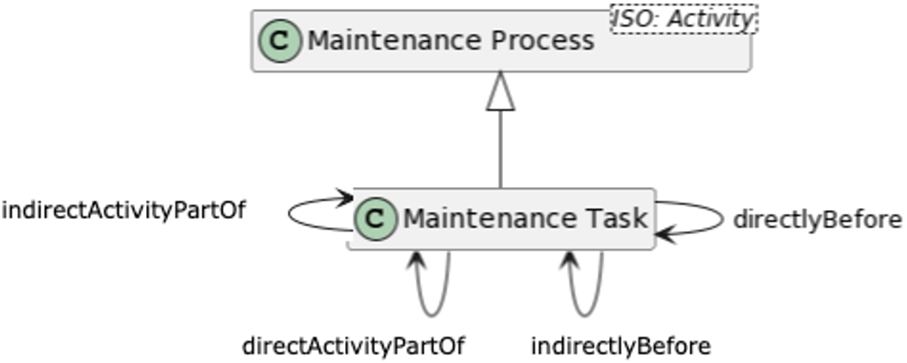
We implement a generic hierarchy of activities using part-of relations between
The second object property that we use is
Visual representation of maintenance task in OMPD.
Definition for the maintenance task concept in OMPD
To resolve these issues, OMPD implements resources as shown in Fig. 10b. This representation is in line with how the Industrial Ontologies Foundry represents resources. In this model,
We have decided not to further constrain the definitions of specific resource classes in OMPD as these constraints would not contribute to the use-case for this ontology. The number of necessary constraints for these classes may also be different between organisations. For example, in one organisation a

Two representations for resources considered in the design of OMPD.
Resources in OMPD
Many maintenance procedures in industry describe the
To define
As per competency questions 1, 4 and 8, data-owners need to query for all
Note that these SWRL rules can also be represented as OWL property chain if an organisation’s specific implementation requirements allow. Axiomatisations for
Definitions for Hazard and Maintainable Item in OMPD
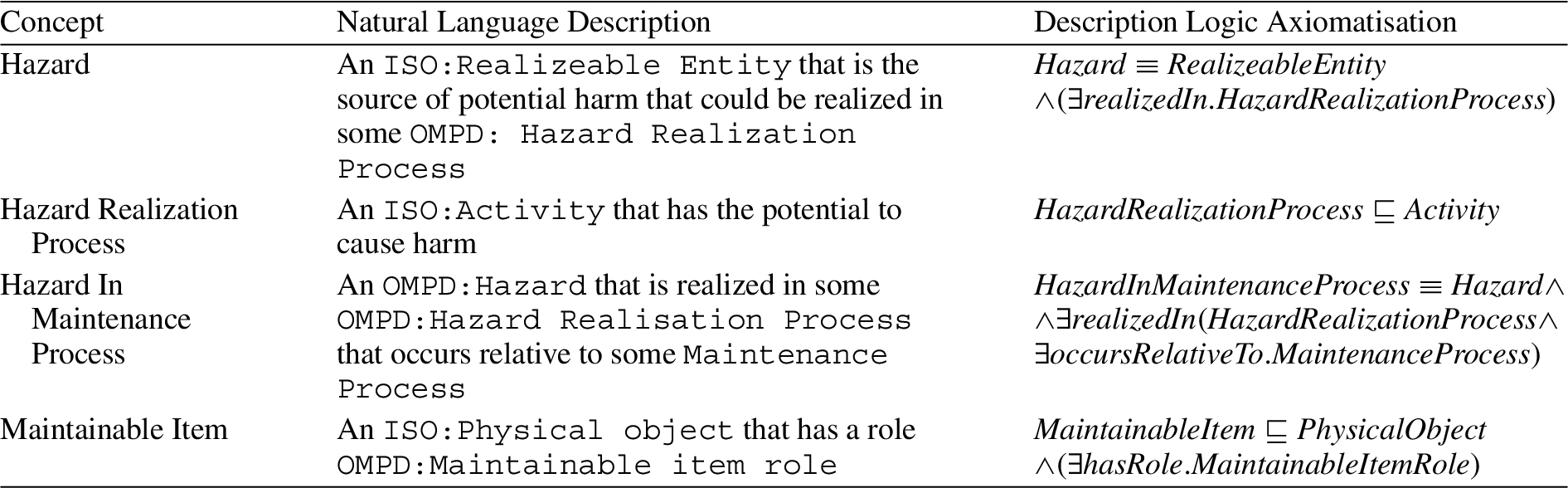
Definitions for
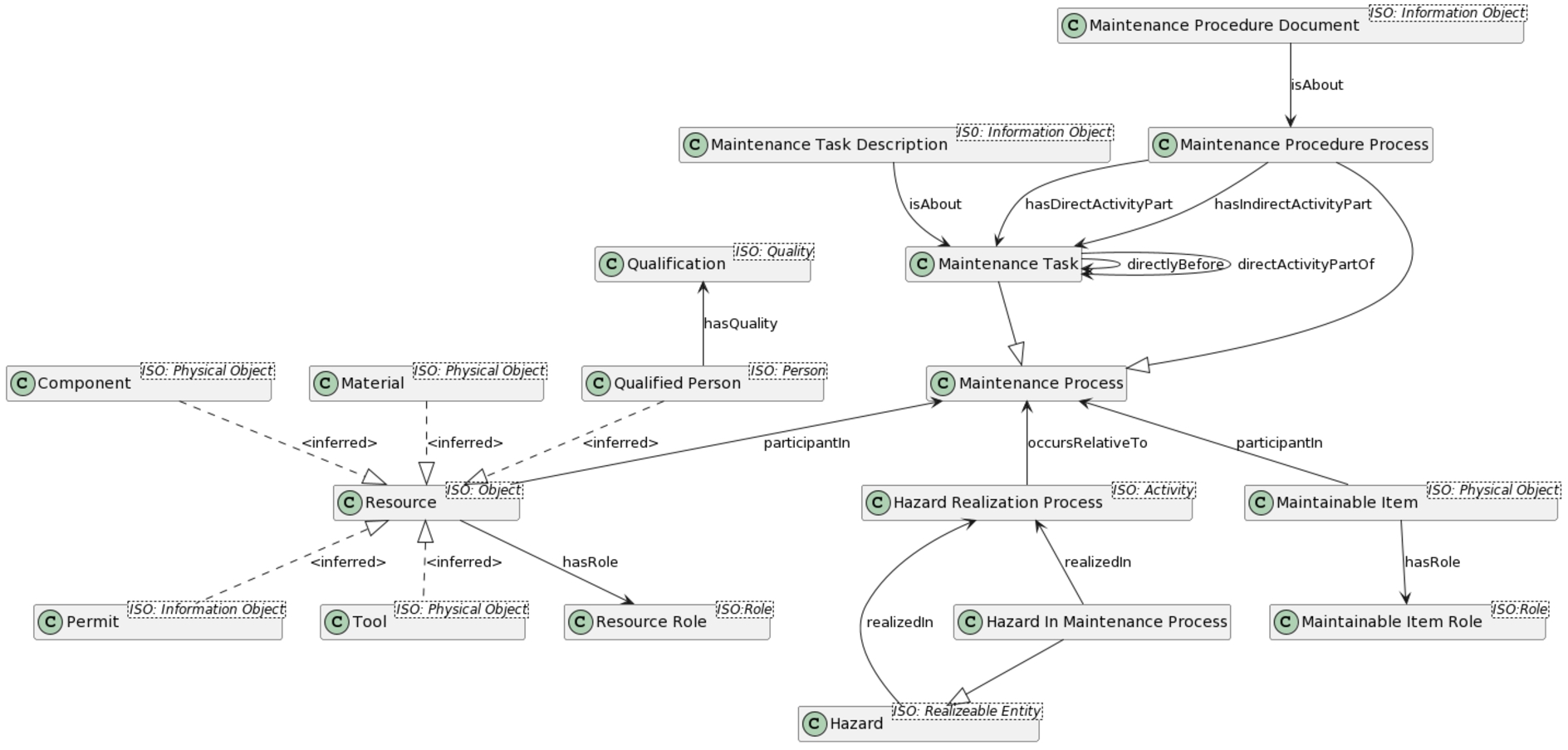
The Static Procedure Ontology (SPO) Module.
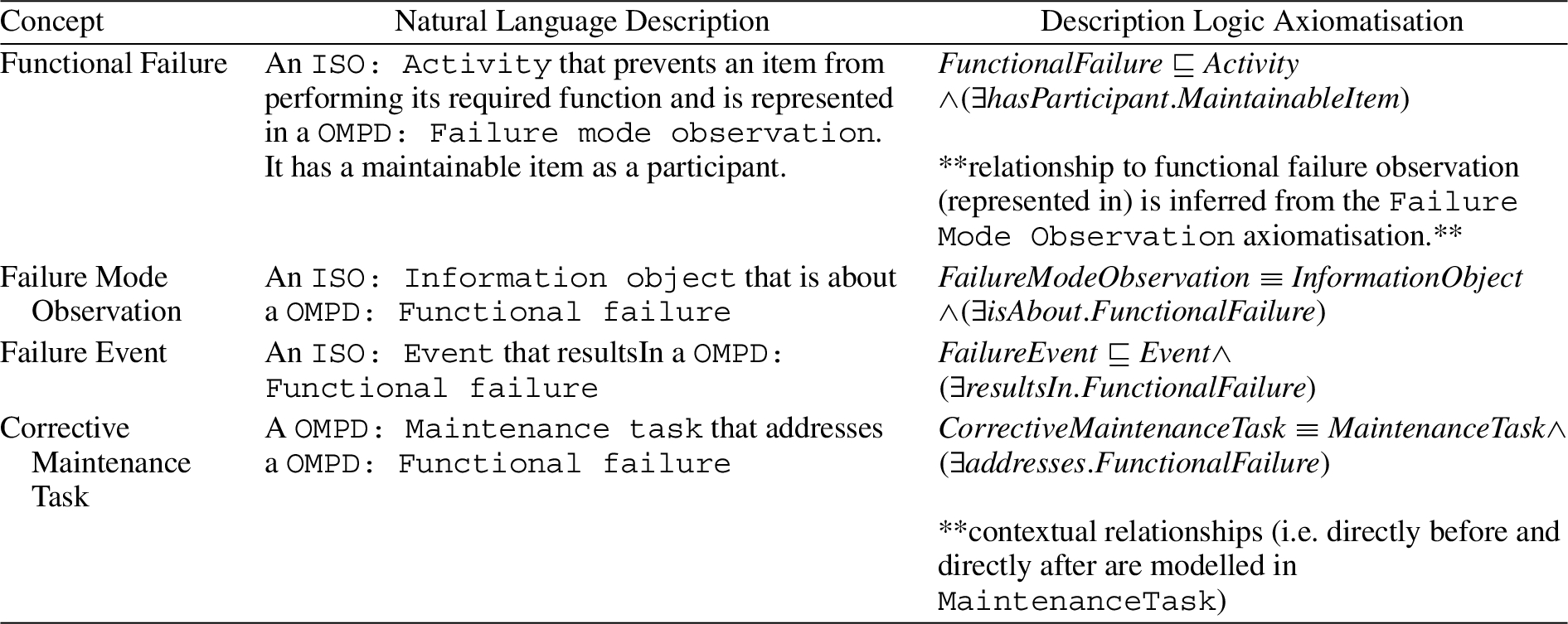
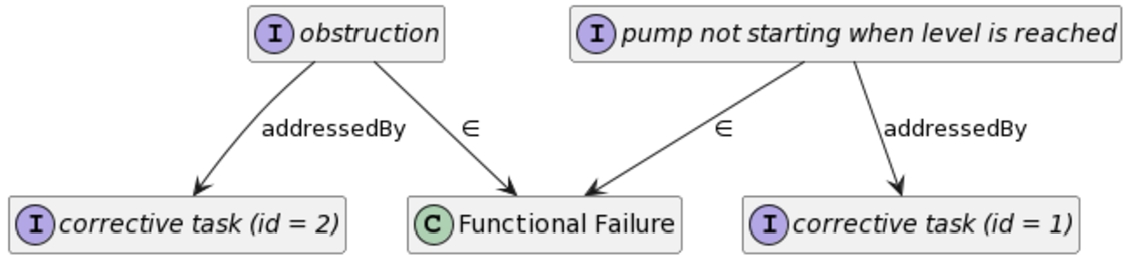
The second module of OMPD is the CMTO. There are two fields in the procedure shown in Fig. 1 that have not been captured in the SPO module. These fields are “Limits” and “Corrective Action Taken”. Limits are often found in maintenance inspection documentation where technicians must check that equipment is healthy, or its attributes are within a healthy range. For example, in the procedure in Fig. 1, the technician must “check that suction and discharge points are clear of obstruction” and the limit for this maintenance task is “obstruction free” (i.e. not plugged or blocked). We have made the observation that these limits maintenance procedures correspond to functional failures. A functional failure is defined as the “loss of the ability of an item to perform a required function” (EFNMS, 2017) and the performance is assessed by qualitative or quantitative observations. According to previous work completed on an Ontology for Failure Modes and Effects Analysis, a
To model the idea that a
In addition, to model the idea that a
The fact that “limits” in industrial maintenance procedures correspond to functional failures is an interesting outcome of this research because two disparate concepts (i.e. procedures and FMEA performed in RCM) in industry can now be integrated. It is a demonstration of how current data-management practices have failed industrial organisations. By thinking of concepts ontologically, and by modelling the data at the same level of abstraction as given in the original engineering artifact, we are able to align two data sources that appear quite distinct in industry and a perform reasoning across them. Further enquiry in this space will be the subject of future work.
A diagram of CMTO has been provided in Fig. 12 and axiomatisations for each of the concepts are provided in Table 5.
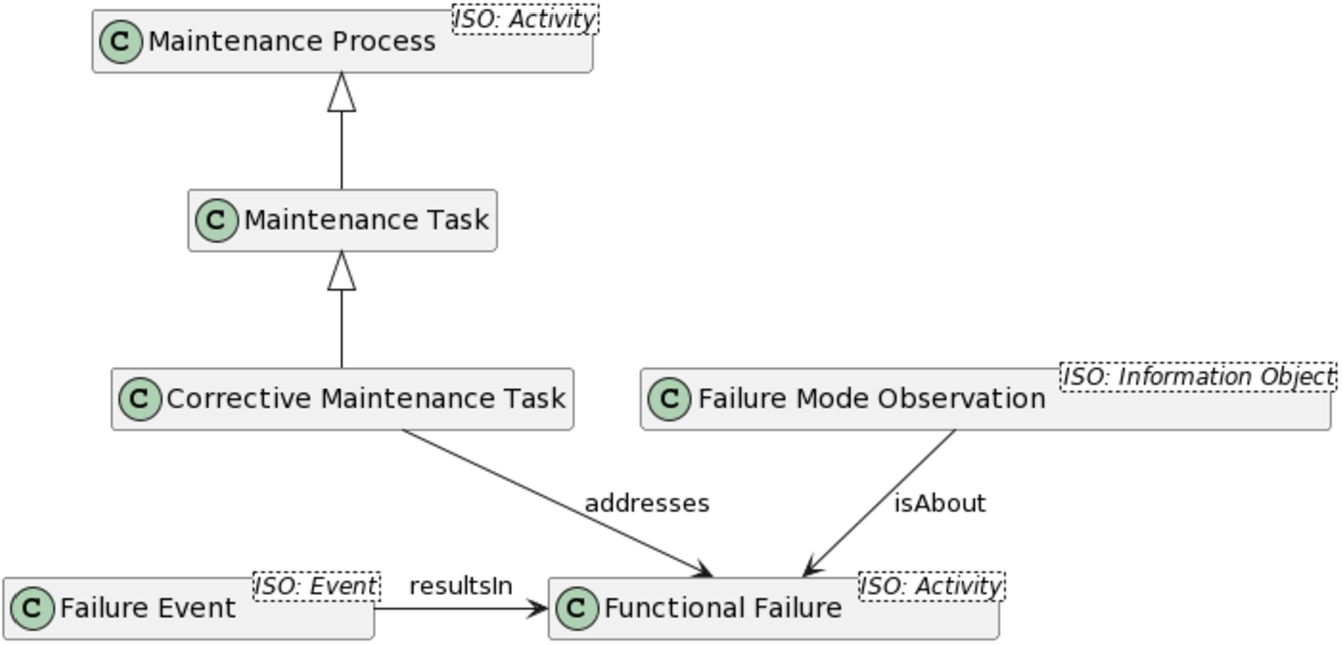
Diagram of the Corrective Maintenance Task Ontology (CMTO).
Terms and axiomatisations in the corrective maintenance task ontology
Evaluation of an ontology includes both verification and validation activities. Ontology verification is a check of the ontology’s consistency (i.e. does the reasoner produce any errors) and validation is a demonstration of the ontology’s ability to provide answers to competency questions. Ontology verification was performed using the HermiT reasoner (Glimm et al., 2014). HermiT is an OWL-2 DL reasoner that is built into the Protégé ontology development environment. Readers of this paper can replicate this verification by opening the ontology provided in Section 5 in Protégé and selecting the HermiT reasoner.
The validation activities performed for this ontology are twofold. First, we demonstrate the ontology’s ability to execute our provided competency questions using SPARQL (Pérez et al., 2009). Second, we map two real-world industrial procedure datasets to our ontology to ensure that relevant concepts can be represented.
Competency question execution
The competency questions provided in Section 2 have been executed using some test data. We demonstrate the reasoning capability of the ontology according to each competency question in a series of SPARQL queries. These queries, and a description of the reasoning that occurs are given in Tables 6, 7 and 8. Note that implementations of OMPD that use the prefix spo: prefix iso: prefix cmto:
SPARQL queries for technician competency questions
SPARQL queries for technician competency questions
(Continued)
SPARQL queries for engineer competency questions
(Continued)
SPARQL queries for scheduler competency questions
Company 1: Continuous manufacturing (process) plant
To determine the suitability of OMPD for real-world maintenance procedures, we first map it to a procedure from a continuous manufacturing (process) plant. The procedure used in this example is shown in Fig. 13. The numbers on Fig. 13 show how information from the document maps to the ontology (shown in Figs 11–14). We use the notation (n) to indicate the part of the procedure that is being discussed (where n is 1 to 10).
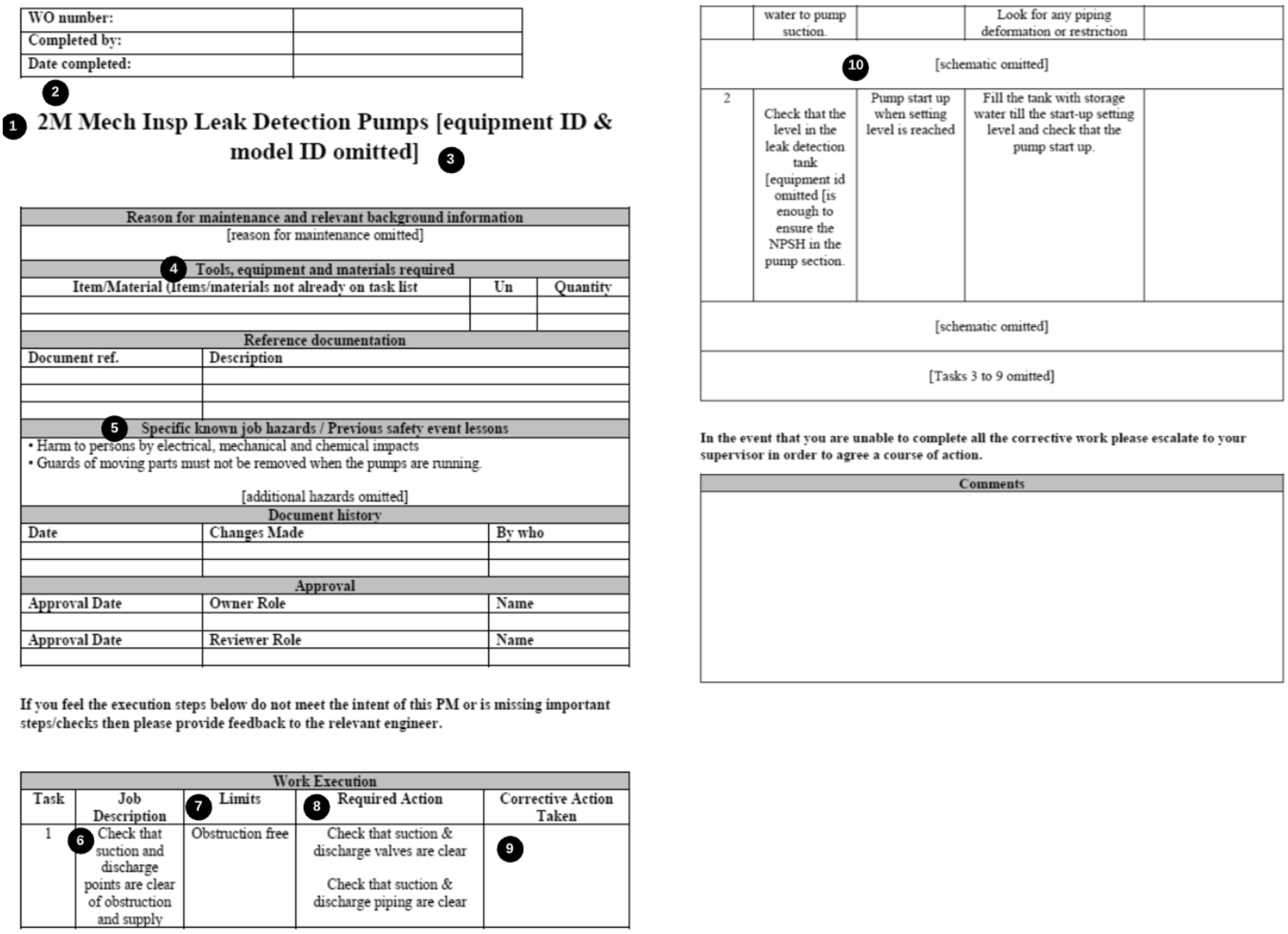
Numbered procedure used for mapping to OMPD.
Mapping Description: In Fig. 14, we show that the maintenance procedure in Fig. 13 corresponds to one individual of type
The procedure document also contains two lines describing hazards associated with the procedure’s execution (5). To map to OMPD, we have transformed the first row into three individuals of type
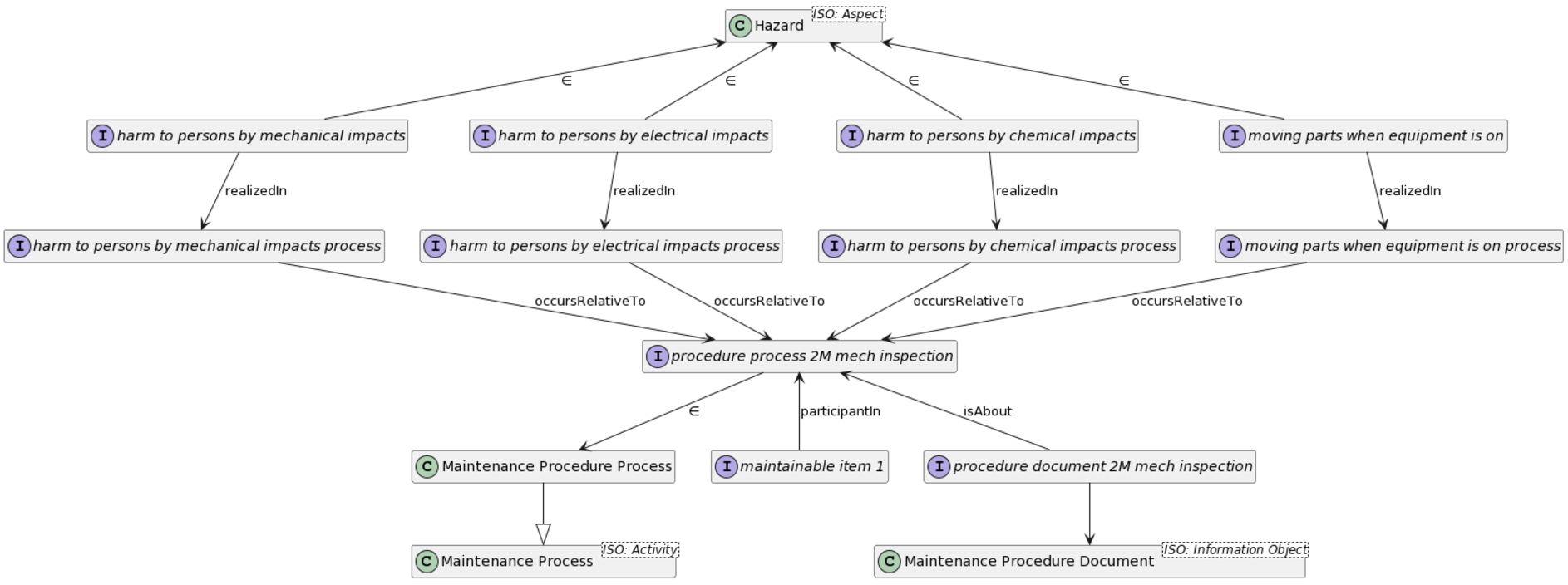
Hazards and maintainable item mapped from company 1’s procedure.
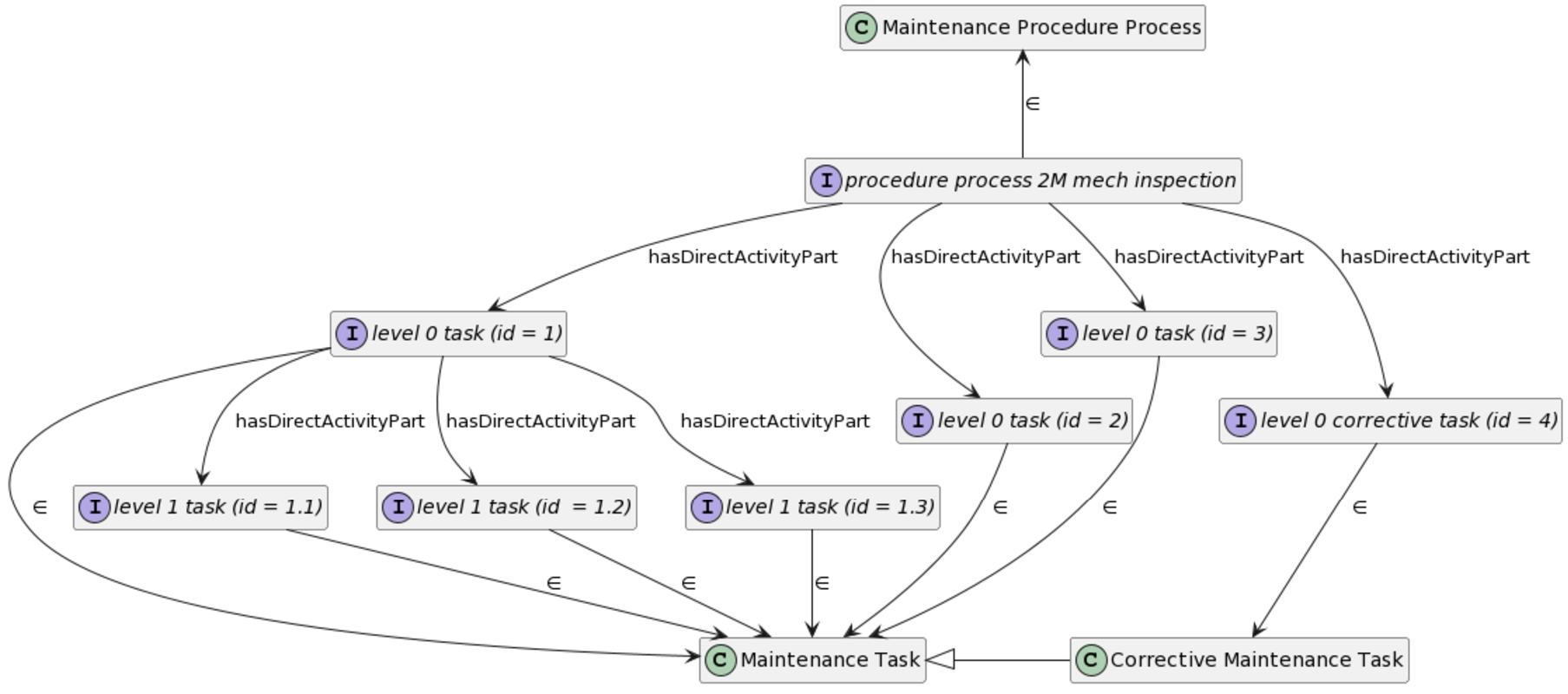
Task hierarchy and corrective maintenance tasks mapped from company 1’s procedure.
Another table, named “Work Execution” exists on the first page of the document in Fig. 13. This table contains
Further tasks may (optionally) be required if a “limit” (i.e. “obstruction free”) (7) is not met. In the example procedure, there is a column called “corrective action taken” (9) but there are no task descriptions for these actions. Rather they leave the corrective action up to the technician that sees the issues. For example, the technician may see an obstruction in the pump when performing Task 1 and may write “raised a subsequent notification” in that field. In OMPD, this field (8) corresponds to a
Task descriptions mapped from Company 1’s procedure.
The final column to be mapped from the “Work Execution” table is “Limits” (8). We have taken the antithesis of the text in this column to create two
Functional failures mapped from Company 1’s procedure.
Mapping Limitations: This exercise requires manual extraction of the data from the PDF document into the ontology. To extract this information automatically, natural language processing will need to be used to interpret the information. Automatic extraction is under consideration in the maintenance and technical language processing communities (Wu et al., 2022) but is out of scope for the present paper. The next company that we examine automatically extracts information from PDF procedures with sophisticated proprietary software. The extracted procedures are stored in a relational database schema.
Further evaluation of OMPD is performed using data from a procedure curation company. This company extracts information from PDF procedures, like those presented in the previous sections, using a hybrid (automated and manual) approach. The extracted information is stored in their own relational database schema. They have kindly provided us with access to a development database that contains thousands of procedures from various companies in their relational format. Since this database is for development, not all of these procedures are production-ready. Some procedures are duplicates and some contain incomplete, null or “test” values. Company 2 differs from Company 1 because they already have a digital representation for procedures. Regardless, the reasoning capability of OMPD and the ability to answer competency questions without custom scripts and complex SQL queries is valuable for Company 2.
Summary statistics for Company 2’s procedure data
Summary statistics for Company 2’s procedure data
In this section, we describe how we map this data to OMPD using Owlready2 (Lamy, 2017). We cannot share the complete relational database schema or the data for confidentiality reasons. Instead, we give an overview of the data and a description of the successes and limitations discovered in mapping this data to OMPD. Table 9 gives a summary of the data contained in Company 2’s database. We have counted the number of “level 0” tasks and “level 1” tasks to show the size and complexity of procedures in the database. How the records in the database are mapped to “level 0” or “level 1” is explained in this section.
The database contains 5350 “strategy task” records. These records represent activities that need to be performed, according to a maintenance strategy. Of these activities, 4405 have associated “work instructions” (i.e. a procedure). For each “work instruction” record, a
Company 2’s database has two tables that represent tasks in a procedure. These tables are:”job operations”, and “step”. A job operation is a repeatable group of steps. In OMPD, these tables correspond to a task hierarchy of two levels (where job operations are “level 0” tasks and steps are “level 1” tasks). On inspection of the text representation of steps in the “step” table, we notice that it is possible to break these steps into further parts by separating the text on full stops. However, we have kept the hierarchy at two levels for simplicity. For each row in the “job operations” table and for each row in the “steps” table, a
Similar to Company 1, resources are represented at the procedure level in Company 2’s database.The resource types in Company 2’s database are tool, spare part (
We will explain the mapping of resources from Company 2’s database using a hypothetical scenario. Assume that we have a procedure that requires two spanners and a welding machine. In the database, this information exists as two records. One for record “spanner” with a quantity of 2, and one for record “welding machine” with a quantity of 1. In the database, if any procedure requires two spanners, they will contain a foreign key relationship to this “spanner” record with a quantity of 2. To map this example to OMPD, three unique individuals of type
While
On top of
In this exercise, we demonstrated the applicability of OMPD to a different data source than that described in Section 6.2.1. While we did see some practical limitations such as the ontology’s inability to fully capture the “advice” table in Company 2’s database, most of the concepts in Company 2’s database could be represented. Further work alongside Company 2 will involve an implementation of OMPD on their development servers and an exploration of the practicalities of OMPD when in-use.
Comparison with related ontologies
This section contains a concept-level comparison of OMPD with three related ontologies that were introduced in Section 3. The purpose of this is to analyse where OMPD sits in relation to these previous efforts and highlight the material impacts of different ontological choices.
Ontology 1. Procedure Representation Language (Kortenkamp et al., 2008 ). The Procedure Representation Language (PRL) was developed in 2008 by NASA and is defined as an XML schema. PRL was designed to shift NASA spacecraft operations gradually towards automation. Automation is also a motivation for the generic task hierarchy in OMPD, thus PRL is a suitable ontology for comparison. As reasoning capability was not a primary goal of the authors of PRL, we will perform a concept comparison between the two ontologies.
In PRL, the top-level entity is a
PRL is intended to be useable by both humans and machines.
In PRL, a
PRL is a powerful representation language. NASA has put much thought into the information that needs to be captured for machines and humans to work alongside each other in a semi-automated way. We design OMPD to meet a different industrial need (described in Sections 2 and 3) and we aim to represent the static information that is currently stored in maintenance procedure documentation in industry. However, in the future, as further temporal modules are added to OMPD, much inspiration can be drawn from PRL.
Ontology 2. A procedure ontology for advanced diagnosis of process systems (Németh et al. ( 2010 )). Németh et. al’s ontology (Ontology 2) was designed for process plants, the same domain as the procedures in Figs 1 and 2. Ontology 2, however, captures operating, safety and control procedures in these process plants rather than maintenance procedures. Ontology 2 models the phenomena where functional failures cause an operating procedure to cease execution. When an equipment failure causes a procedure to “stop”, Ontology 2 helps data-owners to understand the cause of the failure. To do this, Ontology 2 captures a link between operating procedures and FMEA.
This link to FMEA is significant because we identify a similar link in our design of OMPD (discussed in Section 5.2). However, unlike operating procedures, maintenance procedures are intended to identify equipment failures or fix equipment when a failure has already occurred. This is fundamentally different to Ontology 2 because these equipment failures do not mean that the procedure execution will cease. For example, when performing an inspection procedure for pumps, a technician could find a leak in the pump and take the “corrective action” of informing their supervisor. The technician will then continue the inspection procedure to check for other potential failures.
Ontology 2 relies on relationships such as
Ontology 2 demonstrates the capability of ontologies to integrate disparate industrial data sources. This integration can lead to new insights that are not currently possible in industry. However, a difference in perspective means that the applicability of Ontology 2 for our use case is limited. Furthermore, it is difficult to re-use parts of the ontology as it is not aligned to an upper ontology.
Ontology 3. Rule-based Mechanism to Optimise Asset Management Using Technical Documentation Ontology (Koukias and Kiritsis, 2015 ). Koukias and Kiristsis’s ontology (Ontology 3) is designed to capture industrial technical documentation. The use case for Ontology 3 is to ensure that both humans and computers have the same understanding of the contents of technical documentation. This use case is similar to that of PRL (Ontology 1) but Ontology 3 was also designed to support semantic reasoning. Ontology 3 was chosen for analysis because it contains many concepts that are present in OMPD.
Unlike Ontology 1 and Ontology 2, this Ontology 3 models
Similar to Ontology 2, Ontology 3 does not conform to an upper ontology thus relies on many custom object properties. These include
This problem is further realised in the axiom,
Ontology 3 is similar to OMPD because it models some of the same concepts. Capturing resources and their relationship to technical documentation is especially useful for industrial users. However, narrow custom relationships that are not aligned to an upper ontology limits its applicability to OMPD’s use case.
On Task Preconditions and Postconditions. All three examined ontologies have the concept of a
Contributions for the applied ontology community
The presented ontology contains novelties that stem from our commitment to create a model that considers the (sometimes conflicting) goals of both industry and academia. We balance rigorous ontological modelling with an understanding of what our users will accept and use in practice. In this section, we summarise the implications that this modelling perspective had on the outcomes of this work. Our user-focused perspective creates implications for the ontology’s scope, schematic design and degree of axiomatisation. Each of these implications contain ontological questions for future consideration in the applied ontology community.
When determining the scope of OMPD, we consider our design goal of modelling information currently stored in maintenance procedure documentation in industry. Maintenance procedure documents are engineering artifacts where the level of abstraction has been given a-priori. The information held in these documents has been optimised over time, and tested in practice as they are used in these organisations. The information is accessible to engineers, and usable by schedulers and technicians. When analysing the data contained in these procedures, we uncovered interesting omissions; knowledge that we might expect these documents to contain from an ontological perspective, and knowledge we may consider to best practice in a process specification, is missing. For example, no information about task pre- and post-conditions is included in these documents. This is likely due to their inherent uncertainty. For instance, if a pump is serviced, a post-condition that we may like to specify is that the pump is fault-free. In practice this might not be the case (where the pump might be more likely to fail if it has not been put back together properly after a service). From an ontological perspective, it would be nice to build a full causal-physical model of an engineer’s mental model surrounding procedures. However, our analysis has shown us that this information is not accessible to engineers and requiring this information for an OMPD implementation would be an enormous barrier to the industrial acceptance of our model. This design implication (based on our perspective throughout this paper) is a demonstration of a potential disconnect between ontology engineering processes and real-world use of data.
In Section 5.1.2, we discuss task identity and task local equivalence. We examine whether a
Finally, consideration of the end-users impacted the degree of axiomatisation in OMPD. In many cases, we rely on the assumptions of the foundational ontology and only place constraints where we deem they are necessary. This had an impact on the assertions that we could make about various concepts. For example, in Table 3 there are Tools, Permits and Materials. Each of these are described as
Conclusion and future work
In this paper, we have introduced a design for OMPD and demonstrated its applicability to real world industry use cases. OMPD conforms to the ISO 15926 Part 14 upper ontology to ensure that it is generic and reusable across many industrial organisations. Having a “static” philosophy to guide its design, we ensure that OMPD models information that is currently stored in procedure documentation in industry. Finally we have demonstrated competency questions to answer typical queries asked by three core roles within a maintenance team, technicians, engineers and schedulers.
The broader focus of our research is to find the best ways to design and build user interfaces to be used by technicians who execute maintenance procedures in their work. One of the key requirements that has emerged in our analysis is that ontologies should be able to “adapt” to a user’s needs (i.e. domain expertise). However, from our exploration and first-hand experience, we have discovered that industrial procedure data is not currently in a state where these types of developments are possible. This ontology is a step towards representing industrial maintenance procedures in a rigorous, standardised manner. In future work, we intend to integrate this ontology with an adaptive user interface for maintenance procedures. We can use the ontology’s generic task hierarchy to display tasks at different levels of granularity to the users with different levels of domain expertise.
Despite our intended use of the ontology, OMPD has been designed such that it can be used by any organisation that currently manage maintenance procedures, regardless of their technological goals. Further avenues for future work include an examination of the temporal aspects of procedures and creating a OWL-Lite version of the ontology to further support industrial use.
Machine-readable procedures will improve the utility, findability and maintainability of procedures that are already being used in industry every day. This digital reform of procedures is a positive and necessary step towards preparing organisations for Industry 4.0 ready maintenance systems.
Footnotes
Acknowledgements
This research is supported by an Australian Government Research Training Program (RTP) Scholarship. The authors would like to acknowledge a mining company for access to industrial maintenance procedures to assist in the work reported in this paper. The authors would also like to acknowledge the directors at OnPlan Technologies Pty Ltd for access to industrial data used to inform this paper. Finally, this work would not have been possible without funding from the BHP Fellowship for Engineering for Remote Operations – supporting community projects in areas in which BHP operates.