
Abstract
Three-dimensional woven fabrics with excellent structural integrity are a very promising structure for multifunctional materials hybridized with various yarns. To systematically investigate mechanical properties and failure analysis of 3D-woven hybrid composites, copper wire/glass fiber composites with two hybrid structures, single-face copper wire (SF-CW) and double-face copper wire (DF-CW), were fabricated and tested. The SF-CW hybrid composites showed excellent tensile strength (1214 MPa) and bending strength (964 MP), which was greater than that of the DF-CW hybrid composites. Additionally, the compression strength and impact resistance of both composites exhibited comparable properties with traditional materials. Furthermore, all failure cross sections showed superior structural integrity and anti-delaminate properties, demonstrating that 3D-woven composites can be a good candidate platform by hybridization with various multifunctional yarns.
Introduction
With developments in science and technology, the ever-increasing functional requirements of composite materials pose new challenges to materials and design. In recent years, composites with smart structure, such as monitoring systems,1–4 self-sensing,5,6 electromagnetic shielding 7 and microstrip antenna8–11 have attracted wide research interest. To meet the increasing requirements of the smart structures and systems, multifunctional composites, embedded with conductive films or wires, are designed and fabricated. However, the dramatic differences of mechanical and interfacial properties between conductive materials, usually copper, and polymer-based composite materials, may cause the severe nonuniformity of multifunctional composites. Under bending, stretching or ambient temperature changing conditions, conductive material embedded composites may delaminate and cause the failure of the whole composites structure.12,13
In recent decades, three-dimensionally (3D)-reinforced composites were introduced to prevent delamination in laminated composites and were extensively used in aerospace, military, marine, construction, and other fields,14,15 because of their outstanding structural performance. Compared with two-dimensional (2D)-laminated composites, in 3D-orthogonal fabric, the weft and warp yarns are both bonded by the thickness yarns (Z-yarns) that play a vitally important role in extraordinary structural integrity and delamination resistance. 16
Among all 3D composites, 3D-orthogonal woven composites have the most ordered structures and thus provide a safe environment for the embedded panels and the smart yarn or functional yarn within a whole structure.17,18 Therefore, the smart or functional composite prepared with this kind of hybrid structure has better mechanical properties, while being functional. In addition, copper is widely used in the electrical industry due to its low electrical resistivity (1.72 × 10–8 Ωm), which is particularly necessary for high-power applications. Copper wire has the characteristics of softness, and can be woven like yarn, so it is also a good candidate for fabric-reinforced intelligent or functional composites. 19
Recently, textile-based intelligent materials have attracted greater attention by adding electronic components to the textile structure.20–23 Kim et al. 24 embedded a copper strip of 0.127-mm thickness into glass fiber/epoxy composites as multifunctional composites and introduced different approaches to improve the interaction between resin and copper strip to increase mechanical properties. Obaid et al. 25 studied the mechanical performance of glass fiber reinforced vinyl ester composites with interlaminar copper inserts. Mechanical properties decreased under compression and flexure loads due to insufficient adhesion between the copper surface and the composite, which resulted in delamination. To restore the overall mechanical properties of the material, additional surface treatment was required.
Similar approaches were performed to improve the integrated properties of composite structures. However, delamination still occurred between the conductive and dielectric layers during impact, bending, or other deformation due to weak interfacial properties. This insufficient binding influenced the mechanical properties and electromagnetic performance of composites.
Xu et al.26–30 proposed a 3D-integrated antenna based on a 3D-orthogonal woven structure by combining copper wire and glass fiber into a whole. The 3D-woven composite antenna showed anti-delamination properties even embedded within layers of copper yarns, demonstrating that the 3D-woven structure could be a good platform for functional composites. Much research has been done on similar structures of 3D-orthogonal fabric reinforced composites, but research on the mechanical properties of embedded or hybrid functional yarns was not systematic enough.
In this study, a new 3D-textile structural design was proposed to solve the problem of delamination failure of traditional functional composites with patch-type, or embedded or laminated, structures.31,32 3D-orthogonal woven copper wire/glass fiber hybrid composites, with copper wire in its single face and double faces, were fabricated. The tensile and bending properties of the two composites were systematically investigated and the glass fiber composites of the same structure were used as comparison. In addition, the compression, low-velocity impact properties, as well as corresponding failure modes and cross sections, were also analyzed. The results showed that both composites exhibited superb structural integrity and anti-delamination properties. This work could be used as a mechanical reference for designing intelligent composite materials with good overall performance, or hybrid composites with functional properties.
Experimental
3D-Woven Fabric Materials and Structure
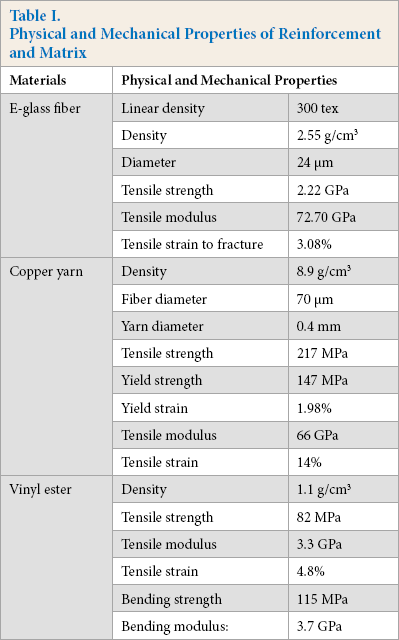
In this study, copper wires, glass fiber (GF, EDR 24-800-386), and vinyl ester resin (901-vp) were used to manufacture the 3D-fabric composites and were purchased from Lizi Precision Electric Wire Co. (Wuxi, China), China Jushi Co. Ltd. (Zhejiang, China), and Jiafa Chemical Co. (Jiangsu, China) respectively. The diameter and linear density of copper wire and glass fiber in the warp direction were 0.7 mm and 800 tex respectively. In the weft direction, copper wire and glass fiber (0.7 mm) with the same linear density (800 tex) were used. Glass fiber with a linear density of 300 tex was used as binding yarn in the vertical direction. The physical and mechanical properties of the material used in this study are summarized in Table I. The schematic diagram of the 3D-orthogonal woven glass fiber/copper wire hybrid composites with single face copper wire (SF-CW) and double faces (DF-CW) is shown in Fig. 1.
Physical and Mechanical Properties of Reinforcement and Matrix
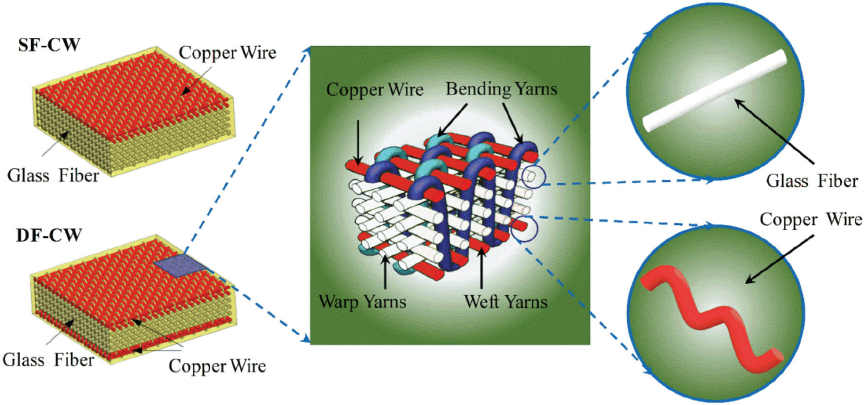
Schematic diagram of the 3D-orthogonal woven copper wire/glass fiber hybrid composite with single face copper wire (SF-CW) and double face copper wire (DF-CW).
Composites Fabrication Process
Tree composites were fabricated by vacuum-assisted resin transfer molding (VARTM). The vinyl ester resin, curing agent, (methyl ethyl ketone, Suzhou Dongzhou Chemical Co. Ltd.) and catalyst (cobalt isooctanoate, Jiangsu Changlu New Material Technology Co. Ltd.) were mixed at a mass ratio of 100:1:1, and then the solution was sucked into the mold to infiltrate the 3D-woven fabric under the pressure of 0.8 MPa. After that, the composites were placed at room temperature (RT) for 4∼8 h for curing. A stereoscopic microscope (XK-ST900, Shenzhen Xinike Optical Instrument Co. Ltd.) was used to take optical images of the prepared composites. The characteristics of fabricated composites are summarized in Table II.
Density and Fiber Types of 3D-Orthogonal Woven Hybrid Composites
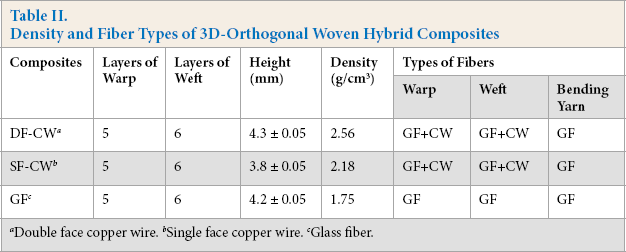
Double face copper wire.
Single face copper wire.
Glass fiber.
Characterization Methods
The densities of the composites were measured by the drainage method. Samples with the size of 25 × 25 cm2 were weighed by an electronic balance and soaked in water. The density was calculated by dividing the mass of sample by the volume of water (calculated before and after the sample was soaked in the water). Samples (100 × 100 cm2) were used to calculate the fiber volume content. Table III summarizes the fiber and matrix volume content for each composite.
Fiber Volume Content
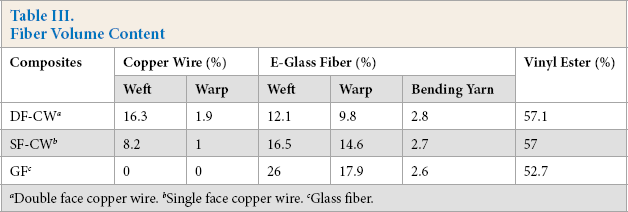
Double face copper wire.
Single face copper wire.
Glass fiber.
Tensile Test
Tensile properties of composites were measured using an Instron 3382 200KN with a tensile speed of 2 mm/ min according to the test standard GB/T1447-2005.33 The tested samples were cut into a “dog bone” shape and placed in the machine with a clamping length (L) of 50 mm and the effective width (b) of 10 mm as shown in Fig. 2.
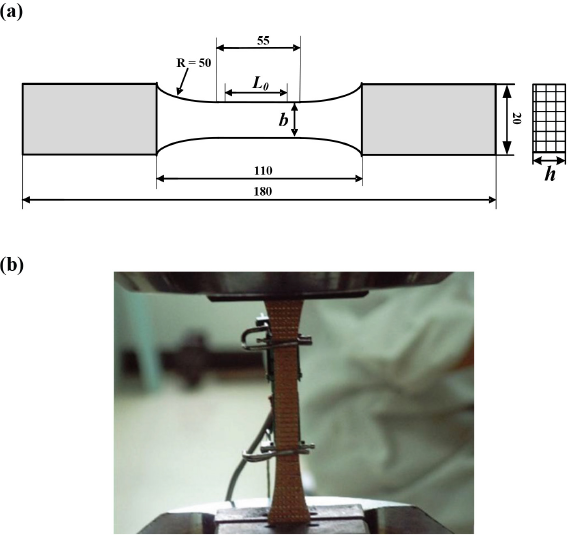
(a) Schematic diagram of tensile sample parameters and (b) schematic diagram of tensile process.
Bending Test
An Instron 3365 5KN was used to test bending properties at a rate of 2 mm/min and span length of 70 mm according to standard GB/T1449-2005. 34 Samples with length (L) of 160 mm and width (b) of 15 mm were used to test bending properties.
Compression Test
Compression performances were evaluated according to the standard GB/T1448-2005 by Instron 3382 device with a compression speed of 2 mm/min. 35 Five samples from each composite were tested. The length (L) and width (b) of samples were 25 mm and 10 mm, respectively.
Low Velocity Impact Test
Impact properties were conducted on an Instron Donatus 9210 with an impact speed of 2 m/s by the falling pendulum method according to GB/T 14153-1993. 36 All samples having length (L) of 120 mm and width (b) of 10 mm were tested.
Results and Discussions
Optical Images of Tree Composites
The cross-sectional optical images of the composite material perpendicular to the warp direction is shown in Fig. 3. It can be observed from Fig. 3a that the binding yarn interconnected the upper and lower layers of composites throughout the thickness. Fig. 3b is a structure composed of glass fiber and single face copper wire hybrid composite. Fig. 3c is a composite made of double-face copper wires instead of corresponding glass fibers in upper and lower sheet as shown in Fig. 3a. Warp and weft layer numbers were kept unchanged, while the composite density increased from 1.75 to 2.18 and 2.56 g/cm3 for GF, SF-CW, and DF-CW composites respectively due to the incorporation of the heavy copper wire.
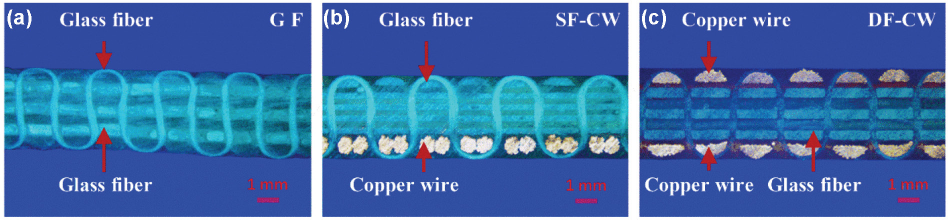
Section diagram along the direction of the warp of three composites: (a) GF composite, (b) SF-CW hybrid composite, and (c) DF-CW hybrid composite.
Tensile Properties
Tensile test results of GF, SF-CW, and DF-CW composites are presented in Fig. 4. It can be seen from Fig. 4a that the stress-strain curve of the GF composite was approximately a straight line with highest tensile stress. The curves of SF-CW and DF-CW composites were also similar at the beginning. This was mainly due to the presence of the glass fiber, but the low glass fiber content in the reinforcement results in the lowest initial modulus of DF-CW. Two distinct regions were observed for the SF-CW and DF-CW composites before failure when the elongation was about 1%. At the initial stage of tension, the breaking elongation of the copper wire was greater than that of the glass fiber. In this stage, the glass fiber mainly withstood the force. As the stretch continued, when a small amount of breakage occurred inside the glass fiber, the yield point appeared on the curve. After that, the tensile modulus of the material decreased. The force on the copper wire also gradually increased, and the load was then applied to both the copper wire and the glass fiber until the material broke.
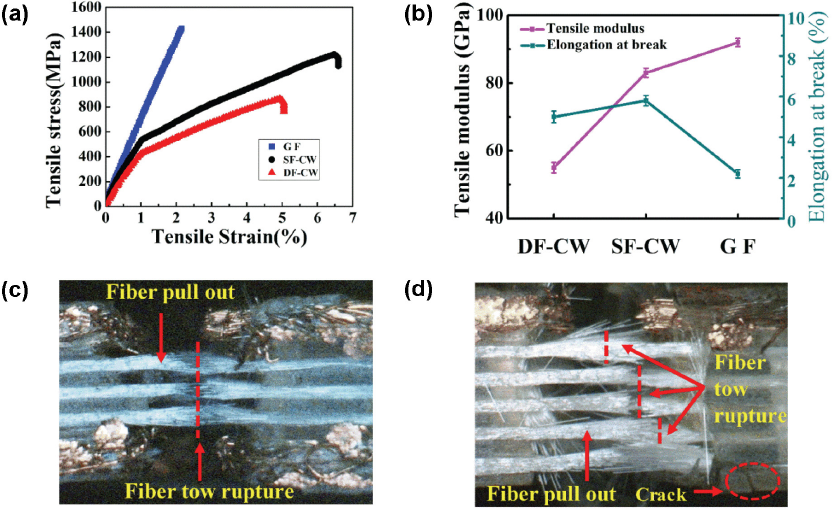
Tensile test results of the 3D-orthogonal fabric composites. (a) The stress-strain curves of three types of composites, (b) the tensile strength and modulus of three types of composites, (c) the tensile fracture morphology of DF-CW, and (d) the tensile fracture morphology of SF-CW.
The tensile strength (1214 MPa) of the SF-CW hybrid composite was 44% greater than that of the DF-CW hybrid composite (842 MPa), while both were less than that of the GF composite (1430 MPa). In addition, the tensile modulus (83 GPa) of SF-CW was greater than that of DF-CW (55 GPa), while GF reached 92 GPa as shown in Fig. 4b. The results show that tensile properties of the composites with copper wires increased inversely to the copper amount in the composite. This result is due to the lower tensile strength of copper wire (217 MPa) in comparison to glass fiber (2.27 GPa). Optical images of the DF-CW and SF-CW tensile fractures are shown in Figs. 4b and c respectively. The images revealed no delamination between the copper surfaces and the orthogonal woven fabric, indicating the high integrity of the hybrid structure. As observed for the SF-CW hybrid composite, the main fracture phenomenon was the rupture of copper wire and the pulling out of glass fibers, accompanied by a small amount of resin cracking. In the DF-CW hybrid composite, the fracture of glass fiber and copper wire was neat with short slippage of glass fiber. While in SF-CW hybrid composites, random fracture of glass fiber and copper wire occurred with longer slippage of glass fiber in comparison to DF-CW. This is because of the asymmetry of the SF-CW hybrid structure, where the amount of resin was unevenly distributed on copper and glass layers.
Bending Properties
The 3D-orthogonal woven composites bending mechanism is presented in Fig. 5. In Fig. 5a, up to 2% strain in the stress-strain curve of the glass fiber composite was approximately linear. For other two composites, the stress-strain curve was approximated to a parabola up to 6% strain. The bending stress (964 MPa) of SF-CW hybrid composites were 52.5% greater than that of DF-CW (632 MPa), and 15% less than that of GF (1140 MPa), while the bending strain of DF-CW, SF-CW hybrid composites, and GF composites changed from 5.6 to 3.4 and 2.4 respectively. The bending modulus of SF-CW (60.3 GPa) and DF-CW (60.9 GPa) hybrid composites were very close, about 23% less than that of GF composites, as shown in Fig. 5b. The decrement of bending stress and modulus was due to the strength difference between glass fiber and copper wire embedded into the outer layer. On the other hand, copper wire incorporated composites showed larger deformation before failure due to the higher strain to fracture of copper (13%) in comparison to glass fiber (3.08%). During the bending process, the outer layers of the composite were under tension, while the inner layers were under compression, thus the failure occurred from outer to inner layer of the composites as observed from the optical images of SF-CW and DF-CW (Figs. 5c and d). It was because the percentage of glass fiber in SF-CW was greater than DF-CW, SF-CW underwent less strain and was not damaged by bending as compare to DF-CW, as shown in Fig. 5d. As can be seen from Figs. 5c and d, both composites recovered from the bending state to the fat state to some extent. The reason was that when forming a 3D fabric, the copper fibers were not completely straight, but had a certain degree of crimping and twisting. Therefore, during the testing process, the copper wire was straightened first before being stretched. After the composite material failed, some copper wires that were not broken and were not plastically deformed were still in the elastic region, so the composites had a tendency to recover from the bent state to the fat state. In addition, it was found from fracture morphology that no delamination phenomenon occurred for DF-CW and SF-CW hybrid composites during the bending failure process, which was quite different from conventional composites.37,38 It was confirmed from this result that 3D-orthogonal woven hybrid functional yarn reinforced composite materials still had excellent integrity.
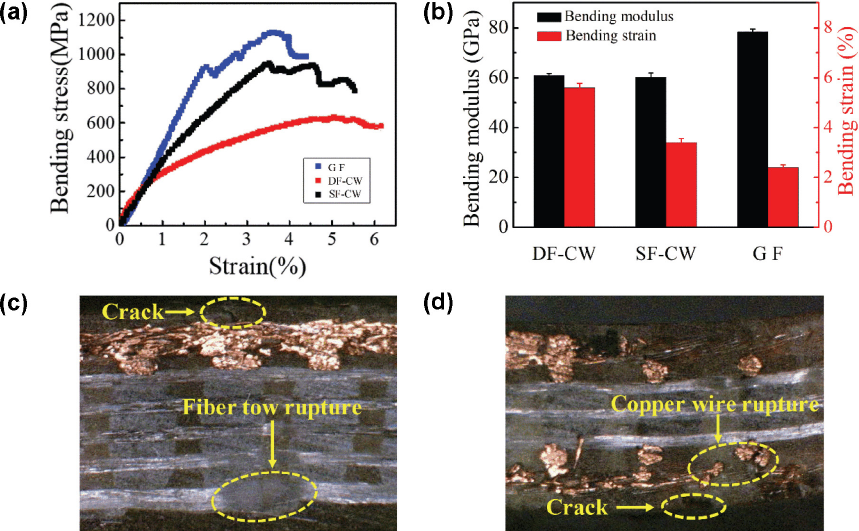
Bending test results of the 3D-orthogonal fabric composites. (a) The bending stress-strain curves of three composites, (b) the bending modulus and bending strain of three composites, (c) the bending fracture morphology of SF-CW, and (d) the bending fracture morphology of DF-CW.
Compression Properties
The normalized compression strength of SF-CW and DF-CW hybrid composites were 721.8 MPa and 663.9 MPa respectively, exhibiting small differences between two types of composites as shown in Fig. 6a. The compression strain of DF-CW hybrid composites (7.2%) was greater than that (2.5%) of SF-CW hybrid composites (Fig. 6b). This was mainly due to the high content of copper wire, which made the composite more prone to deformation when compressed. When the reinforcement was subjected to compression force, due to the asymmetric structure and the small modulus of the copper wire, earlier deformation occurred where the copper wire content was high, thus forming a trapezoidal kink band (Fig. 6c). 39 In Fig. 6d, the structure of the composite material has symmetry due to the presence of upper and lower copper wires, which can resist the formation of the trapezoidal kink deformation, while the compressive stress was evenly propagated within the structure. Meanwhile, small interface debonding occurred on the face layer without binding yarn, while only slight resin cracks appeared on the face layer with binding yarn, which showed different behavior as seen in laminated composite materials. 40
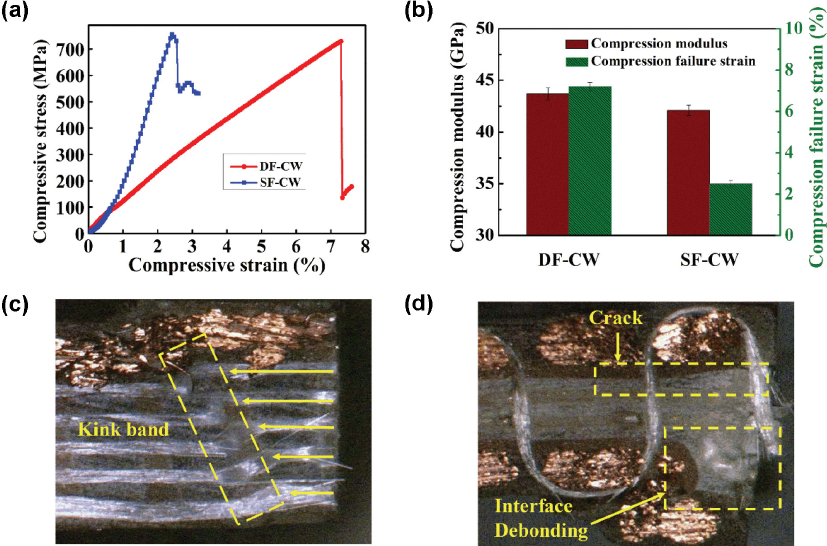
Compression test results of the 3D-orthogonal fabric composites. (a) The compression stress-strain curves of DF-CW and SF-CW, (b) compression modulus and compression failure strain of DF-CW and SF-CW, (c) the compression fracture morphology of SF-CW, and (d) the compression fracture morphology of DF-CW.
Impact Properties
As shown in Figs. 7a and b, the impact loads of the SF-CW and DF-CW composites were 422 N and 260 N respectively. It was notable that DF-CW had greater impact toughness (74.7 kJ/m2) than the SF-CW (31.1 kJ/m2). Simultaneously, during the impact procedure, the load fluctuation of the SF-CW composite was greater than that of the DF-CW composite and the rupture of the SF-CW composite occurred in a shorter time. Due to the greater volume fraction of copper wire with lower modulus and larger breaking elongation, the DF-CW composite can absorb more energy through greater deformation when subjected to the impact load. The asymmetric structure of the composite materials was also one of the reasons for the above phenomenon.
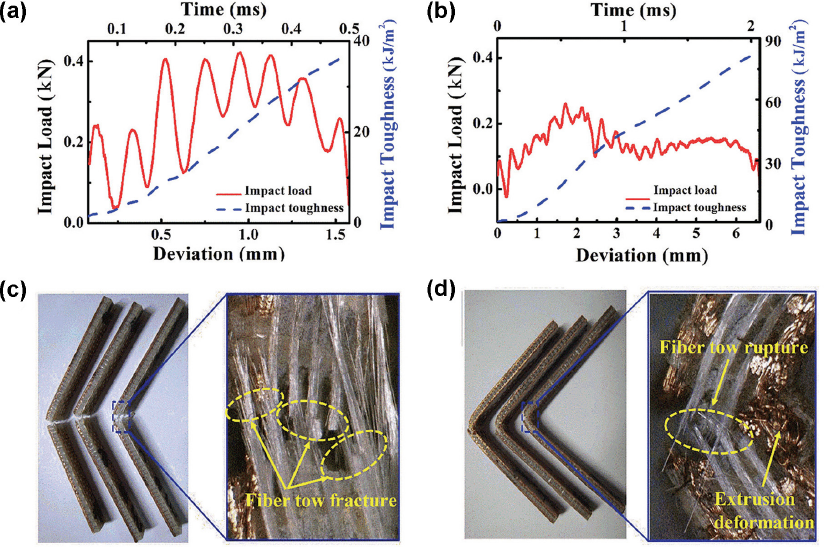
Impact testing curves of the 3D-orthogonal fabric composites. (a) SF-CW, (b) DF-CW, (c) the fracture morphology of SF-CW under low velocity impact, and (d) the fracture morphology of DF-CW hybrid composite under low velocity impact.
The impact failure pattern of SF-CW is depicted in Figs. 7c and d. After the impact, the SF-CW samples clearly fell into two parts (Fig. 7c) without damaging the inner structure. The glass fibers were pulled out and the fiber tow ruptured, however, the ends of the fibers appeared irregular. On the other hand, DF-CW was not completely broken (Fig. 7d). From the fracture morphology, the extrusion deformation of copper wire can be seen. The copper wire on the composite top surface (in contact with the impact head) was subjected to squeezing, while the copper wire of the composite bottom surface (opposite to the impact head) was completely fractured. In comparison with SF-CW, there were also pull-out fibers in the cross section of DF-CW, but the fracture showed a neat fiber end due to the symmetrical structure. Since no delamination occurred in the two parts of the material separated by rupture in the fracture morphology of SF-CW and DF-CW, it was concluded that this hybrid structure can still maintain good overall performance after low-speed impact, which demonstrated better performance than traditional materials.41,42
Conclusions
In this work, 3D-orthogonal woven copper wire/glass fiber composites with two hybrid structures were fabricated and the failure modes of the two composites under tensile, bending, compression, and low velocity impact were observed and analyzed. The results showed that the key phenomena were fiber tow rupture and pullout in tension and low velocity impact. The occurrence of resin cracks and the rupture of glass fibers and copper wire on the outside of the composite material during the bending test was observed. During the compression process, trapezoidal kink bands appeared in single-face hybrid composites due to structural asymmetry. The single-face copper wire/glass fiber 3D composites (SF-CW) showed excellent tensile strength (1214 MPa) and bending strength (964 MP), which was greater than that of the double-face copper/glass composites (DF-CW). The normalized compression strength of SF-CW and DF-CW hybrid composites was 721.8 MPa and 663.9 MPa respectively. SF-CW composites withstood greater impact loads, but DF-CW composites absorbed more energy through greater deformation. In addition, outcomes of compression, bending, and low velocity impact tests showed that both of two composites exhibited superb structural integrity and anti-delamination properties. This study could be used as mechanical references for designing intelligent composite materials with good overall performance or hybrid composite materials with functional properties.