
Abstract
Wool fabrics having temperature sensitive shape memory effect were fabricated by using a shape memory polyurethane (SMPU) treatment. The contribution of SMPU treatment on bagging recovery and felting shrinkage, crucial properties for end use performance, was investigated by a test procedure including hot water conditions simulating laundry of garments according to the Woolmark TM31 standard. Chemical and morphological analyses, bending rigidity, and tear strength tests were also carried out to determine the effects of SMPU treatment on performance properties. SMPU treatment significantly increased weight and rigidity of fabrics. Most notably, SMPU treated wool fabric exhibited excellent temperature sensitive bagging recovery stimulated by a washing procedure. Also, anti-felting and weight loss performances were quite high compared to raw and commercial polyurethane-treated fabrics.
Introduction
Wool, the most used animal fiber, is a crucial and high-quality textile material for a wide range of garments, from business suits to sports clothing, because of its excellent thermal comfort performance, lightness, softness, and smoothness. 1 Nevertheless, it has some disadvantages such as bagging, felting, dimensional instability, and wrinkling for some thin and worsted wool fabrics, especially after repetitive laundering. Among these disadvantages, bagging is a type of three-dimensional permanent deformation of garments occurring at positions such as elbows and knees. 2 It is often considered as an aesthetically undesirable deformation that may be related to clothing comfort. Hence, bagging has been widely researched using theoretical and experimental studies to investigate the effects of fabric and finishing parameters.3–5 As well as bagging recovery, anti-felting is also an important parameters for easy-care performance of wool. The special scale structure of the cuticle layer in wool can entail felting shrinkage of wool fabrics during laundry, with temperature and mechanical action resulting in the decrease of air permeability and softness. Therefore, wool garment cleaning is usually done by dry-cleaning using organic solvents.
In terms of easy care, machine washability for any type of wool fabrics has always been a demanded feature. 6 Decreasing or eliminating felting behavior during machine washing is a goal of many research efforts.2,3 Commercial finishing methods were developed for easy-care performance, especially for bagging, felting and wrinkling, but these processes have some disadvantages such as pollution, high cost, strength loss, color changes, and deterioration in fabric hand. 5 The EXP 4.0 process of Schoeller for anti-felting is claimed to prevent hazardous chemical usage and deterioration in exceptional wool properties by applying an ecological polymer as micro patches. 7 An alternative method, including smart polymers such as shape memory polymers (SMPs), may be applied on the fabric as a finishing treatment to obtain a novel shape memory effect effecting bagging recovery, dimensional stability, and pattern keeping upon laundering, steaming, and the hot wind tumble drying process.5,6 Polyurethane (PU)-based coating agents have also been used to enhance anti-felting behavior.6–10
SMPs are very important smart materials, able to return to their original (permanent) shapes from a temporary shape under appropriate external stimuli such as temperature, water/moisture, solvent, light, electric field, magnetic field, pH, and ionic forces. 11 The most commonly-used SMPs for smart textile applications are thermally responsive, and among them, SMPU is the most suitable material for the textile industry in various forms of film,12–15 fibers to produce fabrics,16–26 and coating/finishing applications.27–36 SMPU has a characteristic phase-separated structure between hard and soft segments, allowing them to obtain the shape memory effect. 36 The shape memory behavior of thermal-induced SMPU is generally triggered by heating the specimen above the melting (Tm) or glass transition temperature (Tg) of the polymer. Above the Tg value, SMPU recovers the original shape under the entropic elasticity of the network. 11 Among polyurethane-based materials, SMPUs have gained much use in textile industry for developing smart garments that can adapt to dynamic environmental and body physiological changes. 11 They can enhance thermal comfort and performance properties of garments including bagging recovery, 23 wrinkle recovery, crease retention, and anti-felting.28–32,34,37
In this study, wool fabrics were treated with temperature responsive SMPU for obtaining dynamic bagging recovery and anti-felting behavior. Also, a commercial standard PU normally used for anti-pilling and anti-felting purposes was included in the treatment test plan for comparison. Other physical and mechanical properties (i.e., weight, bending rigidity, and tear strength) were also tested. The morphology and chemical compositions of treated fabrics were investigated by scanning electron microscopy (SEM) and Fourier transform infrared spectrophotometer (FT-IR) analysis, respectively. This study is a part of a wider project about smart wool garments having dynamic breathability, sweat absorption, crease recovery, and retention according to the temperature and relative humidity of the body or environment.
Experimental
Materials
Scoured and undyed, plain weave, 100% wool fabrics with dry weight of 180.07 g/m2 (warp and weft yarn density of 29 ends/cm and 26 picks/cm, respectively) supplied from Yünsa Woolen Co. (Turkey) were used. The warp yarn was 2-ply with a count of Nm 128/2 and the weft yarn count was Nm 37. The mean fiber diameter and length were 29.8 mm (standard deviation 8.0 mm) and 55.3 mm (standard deviation 22.7 mm), respectively. Wool fabrics were treated with SMPU (pellet-type MM-3520, SMP Technologies Inc., Japan), an ether-based thermoplastic polyurethane having a suitable Ttrans temperature (Tg) for body (32–33 °C), and a bulk density of 1.25 g/cm3. SMPU (Mn = 24,473, Mw = 116,483) was prepared from diphenylmethane-4,4’-diisocyanate (MDI), adipic acid, ethylene glycol, ethylene oxide, polypropylene oxide, 1,4-butanediol, and bisphenol A. Polyether type amorphous soft segments were composed of polypropylene glycol and polyethylene glycol; the hard segments were of the aromatic type (MDI). 38 Also, a commercial widely-used polyurethane (PU), a polyether type polyurethane solution with formaldehyde-free aliphatic crosslinking functionality suitable for all fiber types, having no shape memory effect was used as a control finishing agent. N, N-dimethylformamide (DMF) was purchased from Sigma-Aldrich (USA) and deionized water were used as solvents. All chemicals are analytical grade and were used as received without further purification.
SMPU and PU Application Procedures
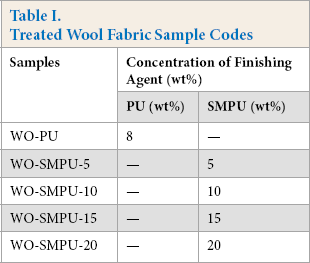
The SMPU emulsions were prepared by completely dissolving SMPU granules at varying concentrations (5–20 wt%) in DMF at 60 °C for 6 h with a mechanical stirrer. An aqueous solution of PU was prepared according to the manufacturer's recommendation at a concentration of 8 wt% using deionized water at room temperature (RT) using a mechanical stirrer for 6 h. Functional finishing of wool fabric samples was carried out using pad-dry-cure process (Fig. 1). The wool fabric samples were immersed in the prepared PU and SMPU emulsions and then squeezed to reach an average wet pick up of 90%. Padded fabrics were pre-dried and then cured at the determined conditions. All details of the application process are given in Fig. 1. The abbreviations for the treated wool samples are listed in Table I.
Treated Wool Fabric Sample Codes
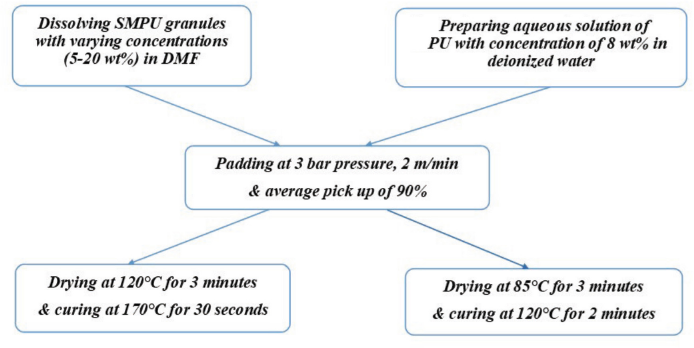
SMPU and PU application processes.
Analytical Methods
Surface morphologies of the raw and treated wool fabric samples were examined by SEM analysis using a Quanta 250 FEG microscope (Thermo Scientific, USA) with an accelerating voltage of 20 kV and a current of 10 μA at a high magnification power up to 3000.
The chemical structures of SMPU granules, PU emulsion, raw and treated wool fabric samples, and also interactions between fabric and treatment solutions, were identified by FT-IR spectroscopic analysis using a Perkin Elmer Spectrum BX FT-IR (range from 400-4000 cm−1 at 2 cm−1 intervals and 16 scans) at RT.
All fabric samples were pre-conditioned for 24 h under standard atmospheric conditions according to ASTM D1776-08el:200939 prior to tests. Weight and bending rigidity tests were carried out according to ISO 3801:197740 and ASTM D 1388-92:200241 (Cantilever Bending Rigidity Test Apparatus, WIRA Instruments Ltd.). Tear strength tests were carried out according to ISO 13937-242 using a Lloyd LR5K Plus electronic tensile strength machine.
The area shrinkage due to washing the wool fabrics was measured according to Woolmark TM3143 by using a washing machine (Wascator FOM71 CLS, Electrolux) with a rigorous washing procedure starting with a 7A relaxation program according to ISO 6330, and dimensional measurements were taken after 3 x 5A. An overlock stitch was used to prevent fraying and loss of yarn/fabric from the samples edges. The fabric samples with the dimension of 10 x 10 cm were conditioned before and after washing. The area shrinkage was calculated by Eqs. 1 and 2.


L0 and L1 are sample lengths before and after washing, WS is the average value of dimensional change in weft direction (%), and LS is the average value of dimensional change in the warp direction (%).9,10
In addition to felting shrinkage, weight changes of fabric samples were also calculated after washing cycles by Eq. 3.

W0 and W1 are the weights before and after washings.
Bagging recovery performance of the treated wool fabrics was tested to determine the extent of the shape memory effect. It is well known that the coefficient of heat transmission in water is much higher than that in air, therefore, recovery of the samples in hot air needs much more time than in hot water under the same conditions. 44 Therefore, the bagging recovery performance of 9 x 9 cm fabric samples was determined in a hot water environment using a Lloyd LR5K Plus Strength tester with a procedure consisting of four stages:
(1) Evaluation of the original shape—fastening fabric samples on top of a circular bottom plate (diameter: 5 cm) with the reverse side up and measuring the initial lengths in warp and weft directions. (2) Shape deformation (making bagging)— exerting a force to the specimen using the steel ball (25.4-mm diameter) at a speed of 20 mm/min, holding at 20 mm (maximum extension) displacement for 5 min. In this study, the maximum bagging extension was determined by pretrials. Relaxing the fabric was performed by rising steel balls to the starting point and measuring the deformed lengths in warp and weft directions. (3) Recovery process—in hot water: pinning the samples onto rubber tape and immersing the samples in water environments of 20,40, and 65 °C for 5 min to simulate various washing conditions. The samples were dried on hangers at 20 °C and 65% relative humidity (RH) for 24 h. (4) Evaluation of shape recovery: measuring lengths of dried samples in warp and weft directions and then calculating shape fixity (R) and recovery (Rr) ratios for both warp and weft directions according to Eqs. 4 and 5.
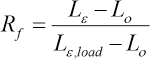
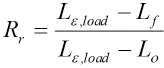
Lo, L ε ,load , Lε, and Lf are the original length, the extended length under stress, the fixed length after stress removal, and the final length of dried samples (Fig. 2). Average values were calculated by using results of the weft and warp directions.
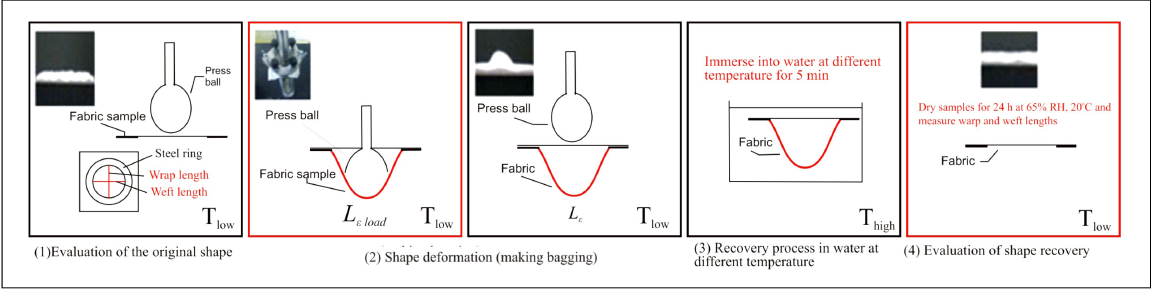
Bagging recovery procedure according to thermal and water responsive shape memory effect.
The test results were evaluated using SPSS Statistics 21.0 for Windows statistical software. The ANOVA test was applied to determine the statistical importance. Parameters having p < 0.05 have statistically significant differences.
Results and Discussion
SEM and FT-IR Analysis Results
The cuticle surface of the outermost layer of wool fibers is composed of fakes shaped by the characteristic cuticle edges of the wool fiber. SEM images of raw wool fabric specimens in Figs. 3a and b show the standard surface morphology and cuticle edges. SEM images of the commercial PU-treated wool fabric (Figs. 3c and d) showed a partial coating of a thin polymer (wetted scale edges, WSE) and very few inter-fiber bonds (I-FB) formed among wool fibers. According to SEM images of SMPU-treated fabrics Figs. 3e–l, SMPU polymer at 5 wt% created a partial thin film on fiber surfaces and between fibers (WO-SMPU-5). As the concentration of SMPU polymer increased up to 15 wt%, the coverage area of fiber surfaces increased, especially at the scale edges and between fibers. A relatively uniform coating effect was obtained for 10 and 15 wt% concentrations, whereas at 20 wt% SMPU, the coating was not uniform as indicated with red circles in Figs. 3k–l. WSE and inter-fiber bonding (I-FB) created by the polymer were marked on the images.
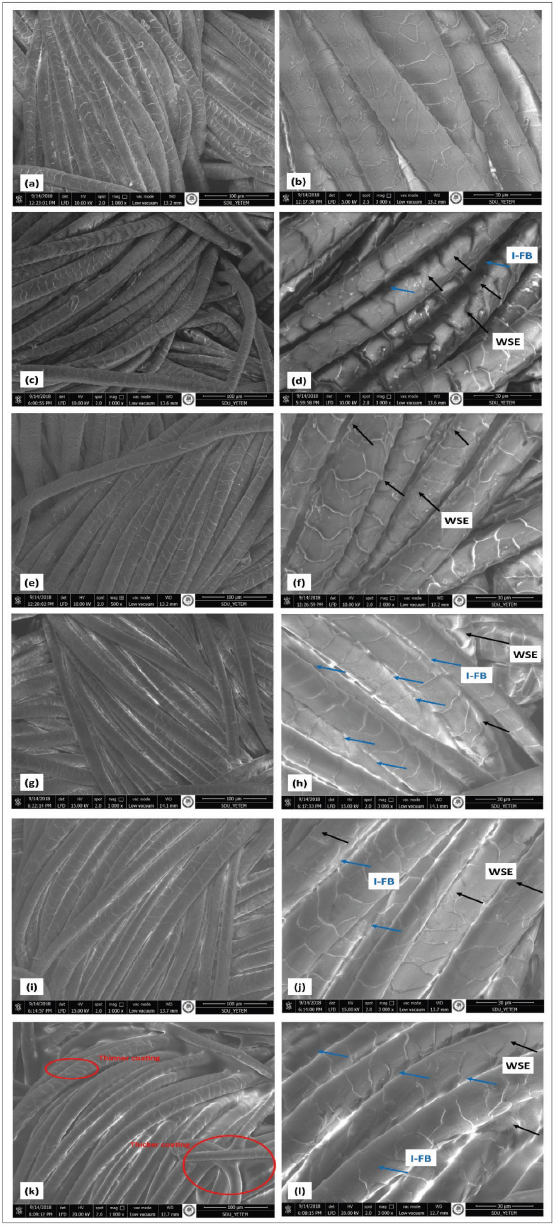
SEM images of the fabric samples at 1000× and 3000× magnification; raw wool (a, b), WO-PU (c, d), WO-SMPU-5 (e, f), WO-SMPU-10 (g, h), WO-SMPU-15 (i, j), and WO-SMPU-20 (k, 1). Black and blue arrows show partially detached inter-fiber bonds (I-FB) and the wetting of scale edges (WSE), respectively.
Wool, a natural protein fiber, consists of free amino (-NH2) and carboxyl (-COOH) groups at the end of chains, as well as intermediate amide (-NHCO) linkages. The FT-IR results (Fig. 4a) show that the raw wool fiber displayed the characteristic -NH stretching vibration bands at 3447 cm–1, -NH2 at 1078 cm–1, and -COOH at 1200–1400 cm–1. Additionally, the elastic vibration peak of the C=O bond at 1636 cm–1, the two sharp peaks of C-H asymmetric/symmetric stretching in the range of 2931–2873 cm–1 and C-H bending at 1508–1445 cm–1 were also observed in the spectra of raw wool. In the FT-IR spectra of PU, the absorption peak of -NH was at ∼3435 cm–1 and there was a strong peak at ∼1102 cm–1 for the -C-O-C- group. Descent changes in the range of 2800–3400 cm–1 were observed from the interaction between -NH bonds of PU and -NH bonds on the wool protein, as can be seen in the FT-IR spectra of PU treated fabrics. The FT-IR peaks characteristic of the shape memory polyurethane SMPU include the -NH stretching vibration of urethane (∼3449 cm–1), -CH2 stretching at 2861 cm–1 and 2927 cm–1, C=O stretching at 1737 cm–1, other modes of -CH2 vibrations at 1463, 1406, 1345, and 1294 cm–1, and an -NH band at 1544 cm–1 (Fig. 4d). Also, the characteristic peak at 1051 cm–1 belongs to the -(C2H4)2-O group. Characteristic stretching vibration of urethane peaks in SMPU (-NH, ∼3449 cm–1 in Fig. 4d shifted to 3445 cm–1). This indicated a decrease in the -NH2 group fraction for SMPU-treated wool fabric in (Figs. 4e and f). Also, for SMPU-treated wool fabrics, the C=O stretching vibration peak at 1631 cm–1 was broadened and moved to 1636 cm–1 when compared with the SMPU granules. This can be explained with wrapping of the C=O stretching vibration of SMPU with the C=O bending vibration of wool.
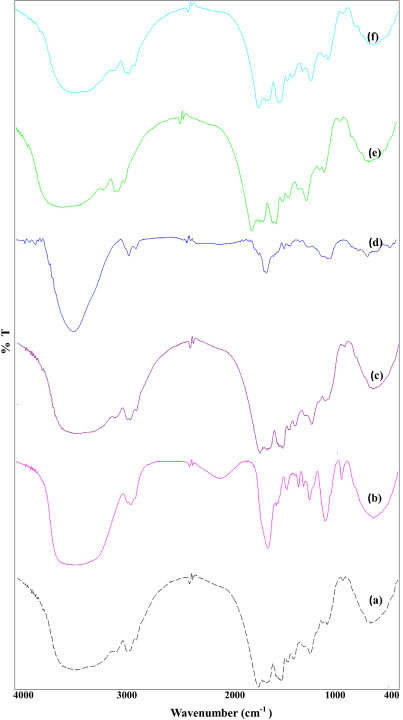
FT-IR spectra of raw wool (a), PU emulsion (b), WO-PU (c), SMPU granules (d), WO-SMPU-5 (e), and WO-SMPU-20 (f) samples.
The weight, bending rigidity, and tear strength of fabric samples and their statistical analysis results are compiled in Table II, with different superscript letters showing statistical significances. According to the results, PU treatment increased the weight of the raw fabric, but the difference was not statistically significant (p > 0.05). Contrarily, SMPU treatment significantly increased the weight directly proportional to the SMPU concentration as expected.
Physical and Mechanical Properties of Raw and Treated Wool Fabrics
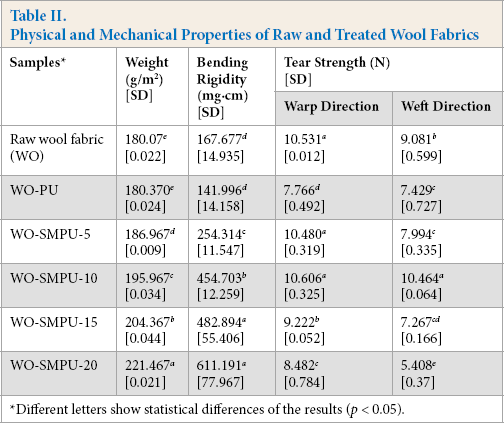
Different letters show statistical differences of the results (p < 0.05).
Bending rigidity is a key factor for identifying the wear performance of clothing, 45 and also a garment's aesthetic appearance, 46 because it makes a major contribution to fabric's formability, drapability, buckling behavior, and wrinkling and crease resistance. 47 PU emulsion-treated fabric gave statistically identical performance to the raw fabric (p > 0.05) with regards to bending rigidity. This result may be attributed to thinner polymer film on cuticle edges, allowing movement of fibers relative to each other. On the other hand, bending rigidity values of SMPU-treated samples increased the rigidity of the fabric significantly, directly proportional to the SMPU concentration, in agreement with their weight values. This result was statistically identical for 15 and 20 wt% SMPU concentrations (WO-SMPU-15/20). Bending rigidity values of treated fabrics with SMPU at 5 and 10 wt% concentration were ranked after raw fabric, whose rigidities are statistically different from each other (p < 0.05). Increased bending rigidity as a result of polymer treatment is an expected result as increased finishing/ coating material penetrated into the fabric structure. 48 This can also be seen in the SEM images (Figs. 3k–l); thicker layers of SMPU polymer completely covered the cuticle scales and the gaps between the fibers, effectively pining or gluing adjoining cuticle scales together. Preventing the relative motion of cuticle scales would, in turn, significantly increase the bending rigidity of an individual fiber, and thus of the overall fabric.49 Therefore, it was concluded that the wool fabric bending rigidity increased with SMPU finishing treatment.
Tear strength is one of the main features considered for fabric strength and performance. The tear strength values in the warp and weft directions of the raw and treated fabrics are given in Table II. Maximum tear strength results were obtained for PU treatment in the warp direction and WO-SMPU-20 in the weft direction. As can be seen from the statistical analysis results, there was not a clear trend for tear strength based on the SMPU polymer concentration. The 10 wt% SMPU concentration (WO-SMPU-10) had the highest tear strength values, and can, therefore, be selected as the optimum concentration for SMPU application.
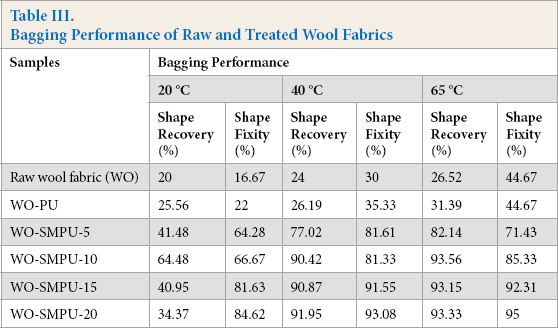
Shape recovery and fixity ratios were calculated for bagging recovery performance depending on the water temperature (Table III). SMPU-treated samples had greater recovery ability as a result of the shape memory effect based on temperature. While the bagging recovery ratios of the raw wool fabric and WO-PU were 26.52% and 31.39% respectively at 65 °C, recovery ratios of SMPU-treated fabrics, especially the WO-SMPU-10 sample, reached up to 93.56% in 65 °C water, simulating a washing environment. When samples were examined after recovery, although recovering at some percentages, some remaining bagging deformation could still be seen on the fabrics. Bagging recovery results were quite sufficient at 40 °C, giving values between 90.42% and 91.95% for SMPU concentrations of 10 wt% and 20 wt%, respectively. Shape fixity results were also better for SMPU treatment, increasing to 95% for WO-SMPU-20 sample at 65 °C. All PU type finishing treatments increased the fixation ability of the deformed fabric, but this result was greater for SMPU. This performance may be attributed to higher elasticity and lower inter-fiber friction enabled by SMPU application. 50 Also, the effect of temperature on viscoelastic behavior and molecular mobility of the shape memory polymer and dimensional change of the polymer film on the fiber surface may be an influence. At standard room temperature (20 °C), where the temperature sensitivity is not active, shape fixity results increased proportionally with SMPU polymer concentration.
Bagging Performance of Raw and Treated Wool Fabrics
It is also desirable to have properties such as anti-felting associated with washability in the surface modification of wool fabrics. Felting shrinkage in both warp/weft directions and also areal changes of wool fabrics after 1 × 7A + 3 × 5A washing cycles according to Woolmark TM31 are summarized in Table IV with their statistical analysis results. The acceptable shrinkage ratio in warp and weft directions should be less than 3% for machine washable wool fabrics.9,10 The raw wool fabric showed an area shrinkage (total shrinkage in warp and weft directions of the fabric) of 24.07% after 3 × 5A washing cycles. Also, the test results showed that the PU-treated wool fabric's change in area did not meet (12% and 9% for warp and weft and 21% for area) the Woolmark TM31 standard. SMPU treatment in all concentrations (5–20 wt%) decreased felting shrinkage of the fabric significantly. Performance of PU treatment may be attributed to thinner film formation on the fiber surface, which was insufficient to prevent relative mobility of the fibers and cuticle layer. Among the SMPU-treated fabrics, WO-SMPU-15 and WO-SMPU-20 samples had better and acceptable performances (around 3% and 0%, respectively) according to the Woolmark TM31 standard. The better performance of SMPU-treated fabrics is also thought to be related with thicker and smooth coating of the polymer on fiber surfaces and among the fibers. Also, SMPU treatment, especially at 20 wt% concentration, created a thicker film layer on the surface of wool fibers and also covered the scales (as seen in SEM images), reducing the fiber-fiber friction effect in the cuticle layer and preventing felting shrinkage. 9
Felting Shrinkage and Weight Loss of Wool Fabrics After 1×7A+3×5A Washing Cycles
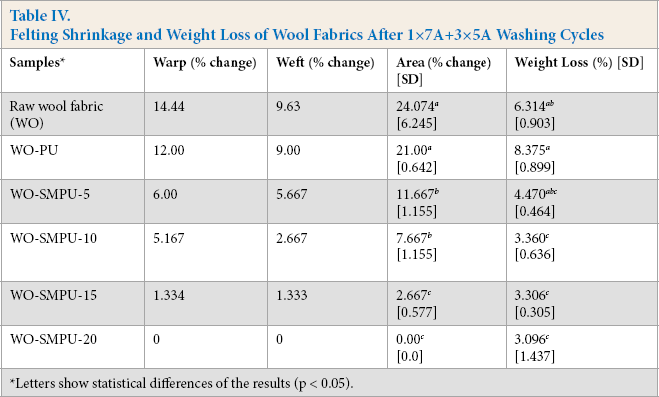
Letters show statistical differences of the results (p < 0.05).
Weight change results of treated fabrics as a result of felting confirmed felting shrinkage results; while PU treatment led to higher weight loss ratios, SMPU treatment created lower weight loss values as a result of better polymer coating, which prevented fiber loss during 3 × 5A washing cycles (Table IV).
Conclusions
In this study, performance of temperature sensitive SMPU treatment for dynamic bagging recovery and as an anti-felting agent for wool fabric was investigated. Bagging recovery of commercial PU- and SMPU-treated fabrics were investigated depending on water temperatures that simulated body or domestic laundry conditions. Also, the anti-felting effect was determined according to the Woolmark TM31 standard. Besides the dynamic bagging recovery and anti-felting effects, morphological, chemical, and some physical and mechanical characterization such as weight, bending rigidity, and tear strength of wool fabrics were carried out. Bagging recovery results showed that SMPU-treated wool fabrics had apparently a higher recovery ability as a result of shape memory effect increasing with temperature. Bagging recovery values were maximal for 10 wt% SMPU concentration treatment at 40 °C, a common domestic laundry temperature for wool fabric. SMPU treatment, especially polymer concentrations at 15 wt% and 20 wt%, created very low felting shrinkage rates which were within the Woolmark TM31 standard limits after a rigorous laundry program approximating 24 home laundry cycles. Weight loss values were also consistent with shrinkage results, showing that SMPU treatment created lower weight losses.
According to FT-IR and SEM analysis, SMPU polymer was deposited on wool fabric effectively. Also, SEM images showed a thicker film formation of SMPU treatments on wool fibers, confirming lower felting shrinkage ratios. The weight and bending rigidity of SMPU-treated wool fabrics increased significantly as expected and a 10 wt% SMPU concentration was optimal.
From these results, it can be concluded that SMPU treatment on wool fabric enabled recovery of garment deformations during standard laundry or body temperature conditions, as well as providing thermal comfort. It also provided anti-felting properties, which were obtained without extra effort or cost when compared with other anti-felting treatments. These smart fabrics can meet the consumer's added-value requirements for easy-care performance of garments under standard washing or wearing conditions.
Footnotes
Acknowledgments
We thank the Scientific and Technological Council of Turkey (Project No. 1182M228) and Süleyman Demirel University (Project No. 05424-DR-14). Furthermore, we would like to express our gratitude to Yünsa Woolen Co. and Er-sa Group for fabric and chemical supplies, respectively.