
Abstract
Fading increases the aesthetic properties of garments produced from denim fabrics. Different fading processes (e.g., laser fading, hand sand brushing, and potassium permanganate (PP) spraying) are applied on denim fabric to modify fabric appearance. A new approach was developed using gamma irradiation prior to the fading process. A design was produced using a CO2 laser for 130 μs. The same design was produced by hand sand brushing and PP spraying. Physical, mechanical, color, and other aesthetic properties were tested, including fabric grams per square meter (GSM), fastness to rubbing and abrasion resistance, tensile and tearing strength, color change (ΔE) values, yellowness index (YI), and color strength (K/S).
Introduction
Denim is a warp face twill fabric in which the weft yarn passes under two or more warp yarns. This twill weaving produces a diagonal line on the surface on the denim. It is a characteristics of most indigo denim that only the warp yarns are dyed, whereas the weft yarns remain white. As a result of warp faced twill weaving, one side of the textile shows the blue warp yarns and other side shows the white weft yarns. This is why blue jeans are white inside. The indigo dyeing process, in which the core of the warp yarn remains white, creates denim fading characteristics, which are unique compared to other textiles.
For some time, there has been a great demand for denim pants that have a faded appearance. A fading process includes several washing steps, which occurs after desizing. 1 It is possible to manufacture faded denim garments by applying physical fading processes such as sanding, sand spraying, brushing, and embroidering, as well as chemical processes such as pre-washing, rinsing, stone washing, sand washing, snow washing, and stone washing with enzyme bleaching. 2
Lasers are a source of energy that can be directed on desired objects. 3 According to Ondogan et al., by using lasers, it is possible to create a worn look on denim, which is an alternative to the conventional fading method. 4 He stated that an infrared laser is a suitable tool for discoloration of indigo dye on denim fabric. In comparison to conventional techniques of processing denim fabric, a laser beam provides advantages such as being environmentally friendly with respect to consumption of chemical agents, low water consumption, flexibility of the process, and replication of designs.5,6
In 1969, a writer of American Fabrics Magazine declared, “Denim is one of the world's oldest fabrics, yet it remains eternally young.” Denim has been used from 17th century to the present.
During the last few decades, many researchers have studied the effect of conventional fading and laser fading processes on denim fabrics. Özgüney et al. did a performance analysis of the laser fading process on denim fabrics. A CO2 (10.69 μm) laser was used for the fading of denim fabrics. The effects of laser beams on the physical properties of denim fabrics such as tensile strength, tearing strength, abrasion resistance, and static and kinematic friction coefficients, were investigated and optimum process conditions were determined. To investigate the effect of laser fading treatment on color change, the fabrics were washed, and color efficiency L*, a*, and b* values and yellowness index (YI) were measured after washing. In terms of both color and mechanical properties, it was found that 100 and 150 μs pulse times were suitable for laser fading of denim fabrics. 7 C. W. Kan et al. studied the laser engraving process that allows short-time surface designing of patterns with precision, desired variety, size, and intensity on a wide range of textile surfaces with minimum damage to the material. Laser engraving was applied to denim fabric to evaluate its effect on color related properties. Two laser process variables, namely resolution and pixel time, were studied thoroughly. The laser power density was enhanced in response to the increased time duration and resolution. Under the effect of high laser power density, a pale appearance was achieved denim fabrics with largely reduced K/S values, indicating that the amount of dye present on the denim fabric decreased significantly. In addition, a green-yellow shade was observed on the denim fabric samples after laser engraving. 8 Nourbakhsh and Ashjaran studied cotton fabric that was exposed to laser energies at different levels, and silver nanoparticles were coated on untreated and laser treated cotton fabrics. The results showed, based on high uptake of methylene blue dye, that the negative charge of the carboxylic groups was created by laser treatment. Although Fourier transform infrared (FTIR) spectroscopy did not show an increase in carboxylic acid groups, the cationic dye absorption increased. 9 Shahidi et al. studied laser irradiation. The results showed a significant increase in the color depth upon dyeing after treating polypropylene (PP) fabrics with CO2 lasers. 10
Materials and Method
Fabric Selection
For this experiment, denim twill fabric was used. The areal density of samples (2/1 right hand twill) was 357 grams per square meter (GSM) with a warp density of 78 ends/inch (10 Ne slub yarn) and weft density of 46 wefts/inch (9 Ne open end yarn). The fabric was produced using an air jet loom. The warp yarn of the fabric was dyed with indigo dye.
Laser Fading Process
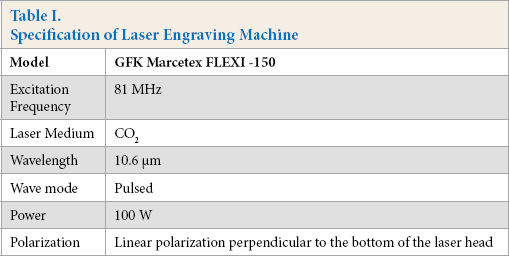
In this study, a CO2 (10.6 μm) laser with a pulse time of 130 μs was used for the fading of denim fabrics (Table I). Before that, the fabric was enzyme washed with amylase at 43 °C for 7 min and then dried.
Specification of Laser Engraving Machine
Hand Sand Fading Process
The fabric was washed with amylase at 43 °C for 7 min and then dried. In this experiment 220, 320, and 400 number emery papers were used to scrape the denim to impart the design.
Potassium Permanganate (PP) Spray Process
Fabric was first passed through the enzyme wash using amylase at 43 °C for 7 min. Then the fabric was dried and potassium permanganate (PP, 2.5 g/L) was sprayed (pick-up was 23%) on the sample using a spray gun. This imparted a pink color on the sample. When the sample was hung and air dried, this color turned to muddy brown. After that, 2.5 g/L of sodium metabisulfite was applied on the sample at 60 °C for 6 min, followed by drying.
Gamma Irradiation Process
Gamma rays from a Cobalt-60 source was used for fabric irradiation. Radiation doses were measured in kiloGrays (kGy) units. kGy is a measurement unit in the SI system for absorbed radiation dose. 11
Color Measurement
The color intensities of the treated denim samples were measured and compared using a UV-Vis NIR reflective spectrometer (Spectra Flash XF 600 X) over the range of 400 to 700 nm. The parameters of D65 daylight with 10° standard observer were used for color measurements. Color measurement (L*, a*, b*) values, color difference (ΔE) values, and the reflection factor (R) were obtained by spectrometer.
Grams per Square Meter (GSM) Measurement
ASTM D3776-1996 12 and ISO 3801 13 test methods were followed. Samples were conditioned at 21 ± 1 °C and 65% relative humidity (RH) for 4 h. Then, the fabric was placed fat on the GSM cutter pad and the fabric samples were cut from left, middle, and right. Then the weight was measured by electric balance and multiplied by 100 to determine the GSM. Finally, GSM values were averaged and the mean value determined.
Color Fastness to Rubbing Measurement
Test method ISO 105-X12 was followed. 14 The long side of the samples (18 × 12 in.) were prepared in the warp direction. Rubbing (10 cycles) was performed with a crocking cloth for dry and wet rubbing. Then, the color change and staining were assessed with standard scales.
Color Fastness to Light Measurement
Test method ISO 105-B02 was followed. 15 Samples (3 × 20 cm) were prepared. The machine was run for 36 h. Color change was measured after every 5, 10, 12, 15, 18, and 20 h. Color change was measured using a gray scale after 5, 10, 12, 15, 18, and 20 h.
Color Fastness to Wash Measurement
Test method ISO 105-C06 was followed. 16 Samples were cut to 10 × 4 cm. Then a sandwich was prepared with multi-fiber (acetate, cotton, nylon, polyester, acrylic, and wool) fabric by sewing. A 4 g/L solution of ECE (European Colour Fastness Establishment) phosphate detergent without optical brightener) and 1 g/L sodium perborate was prepared and the fabric added. A 1:50 material to liquor ratio (LR) was used for 15 min at 60 °C, followed by a cold wash, and hot air drying. Color change and color staining were evaluated with standard scales.
Abrasion Resistance and Pilling Measurements
Test method ISO 12945-2 was followed. 17 The samples were cut using a template. For the pilling test, the same sample fabric was used, and for abrasion resistance, one test sample and one standard abrading fabric were used. A Martindale abrasion and pilling tester was used. After completing 1200 cycles, the samples were assessed by comparison with the standard.
Absorbency Measurement
AATCC TM79 was followed. 18 Specimens (8 × 2 cm) were cut. A 0.5% turquoise color solution was prepared with 1000 mL of distilled water. A 1-cm specimen was immersed in the solution lengthwise for 30 s. Then, the height of the turquoise solution was measured. except for the bottom 1 cm, which was immersed in the solution.
pH Measurement
Test method ISO 3071:2005 was followed. 19 Fabric (10 g) was cut into small pieces. Water (250 mL) in a small beaker was heated up to boil. Then the sample was added to the beaker and heated for 10–15 min. After cooling, the pH was measured with a pH meter.
Crease Recovery Measurement
Test method ISO 2313:1972(en) was followed. 20 A Paramount crease recovery tester was used. The sample was placed between two glass plates and 500 g of weight were added on it. After 1 min, the weight was removed and the creased fabric was clamped on the instrument. Then, the sample was allowed to recover from the crease. When the crease recovered, the dial of the instrument was rotated to keep the free edge of the specimen in line with the knife edge. The recovery angle was read from the engraved scale. The crease recovery angle helped to determine the durability of press, ease of care, as well as smoothness of fabric. 21
Tensile Strength Measurement
Test method ISO 13934-2 was followed. 22 A Titan2 (James H. Heal) machine was used for testing. Samples were cut according to the template in warp and weft directions (20 × 13 cm, 20 cm in the required direction). The samples were placed between the jaws and the tensile strength was measured.
Tearing Strength Measurement
Test method ISO 13937-2 was followed. 23 A Paramount tearing tester was used. By using the template (80 × 58 cm, 80 cm always in the required direction) the fabric samples were cut from left, middle, and right. A pendulum was placed in the notched point and the samples were placed on the jaw. The pendulum was released by depressing the pendulum stop point to swing a full cycle for tearing the fabric before releasing the stop button. Then the reading was taken.
Cover Factor Measurement
The area covered by the yarn when compared to the total area covered by the fabric is called cover factor K. 24 Cover factor was calculated according to formula stated below: 25
Warp cover factor (fractional) K1 = d1/p2
Weft cover factor (fractional) K2 = d1/p2
d is the diameter of the yarn and p is thread spacing. The subscripts 1 and 2 refer to warp and weft yarns respectively.
The cover factor was calculated from the combination of warp cover factor K1 and weft cover factor K2.
Fabric cover factor K = K1 + K2 – K1K2
Yarn Count Measurement
Beesley's balance was used for count measurement. 26
Results and Discussion
GSM
The GSM of the tested samples are given in Table II. From the data, it was concluded that GSM values were greatly reduced for hand sand brushing compared to laser fading and PP spray fading. GSM was also reduced for gamma irradiated laser faded and PP spray faded denim. Hand sand brushed denim samples used emery paper to obtain the same fading effect, leading to decreased GSM values. These samples lost a lot of floating and hairy fibers along with dye.
Grams per Square Meter (GSM) of the Samples
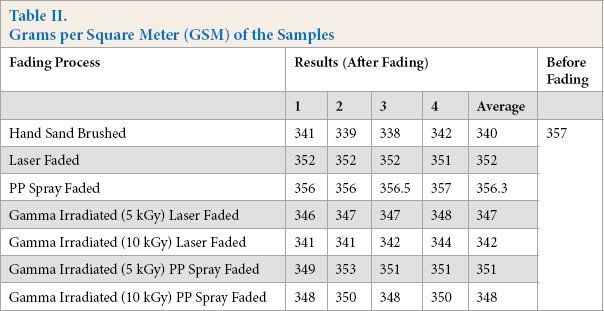
Laser treated samples were subjected to very intensive heating within a very small region. Laser energy was absorbed as heat and this heat had two effects on indigo dyed fabrics. Indigo dye was sublimated to a certain extent in those areas of contact. The surface of the fabric was also burned, eliminating the colored fibers and revealing the undyed yarn fibers below.
During gamma irradiation, high energy photons emitted from the Cobalt-60 source produced ionization throughout a sample. These photons induced changes at the molecular level, reducing the GSM value.
Color Fastness to Rubbing
This test was designed to determine the degree of color transferred from the surface of colored fabric to the specific test cloth (dry or wet) for rubbing. The obtained average results are given in Table III.
Color Fastness to Rubbing of the Samples a
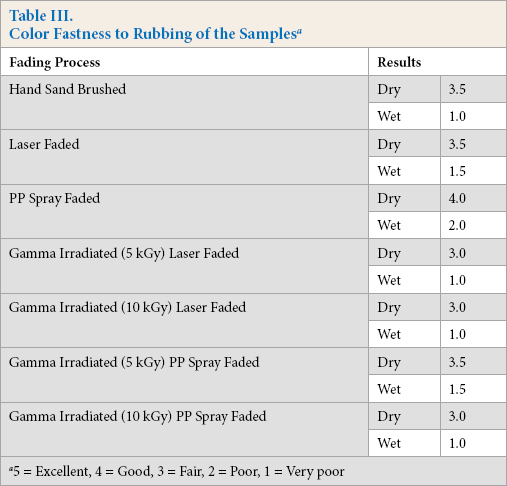
5 = Excellent, 4 = Good, 3 = Fair, 2 = Poor, 1 = Very poor
In dry rubbing, initially the periphery of the colored specimen ruptured, so that the unfixed or loose dye particles were removed and adhered to the surface fiber of the crocking cloth. In wet rubbing, unfixed dyes dissolved in water and then were transferred to the test fabric, resulting in very poor wet rubbing fastness.
Color fastness to rubbing was greatly reduced for gamma irradiated (5 and 10 kGy) laser faded denim. During laser fading, the samples were subjected to very intensive heating within a very small region. This was responsible for reducing the abrasion resistance for gamma irradiated (5 and 10 kGy) laser faded denim.
Color Fastness to Light and Wash
Light fastness is the resistance of dyes to the effect of sun heat and light energy. Solar radiation ranging from UV to IR frequencies reaches the earth's surface. Particularly, UV radiation, having high energy, accelerates dye fading. When UV light falls on dyes, the high energy UV photons excite the dye electrons from ground state to excited state. Dyes in the excited state are highly reactive and unstable, so they return to the original ground state. During quenching, atmospheric triplet oxygen can react with dyes to form singlet oxygen, and then a super oxide radical.
From Table IV, color fastness to wash and light was almost the same for all faded samples. This was due to denim fabrics dyed with indigo dye. Fibers with large aggregates of indigo dye were more light fast, since a smaller surface area of the dye was exposed to air and light.
Color Fastness to Wash and Light of the Samples a
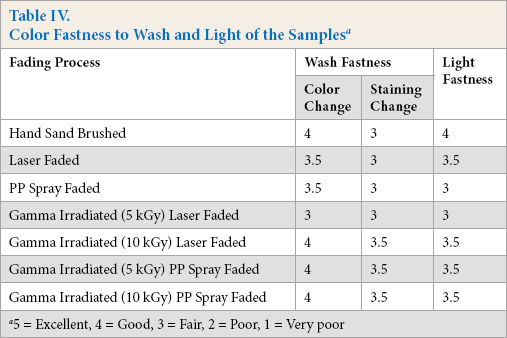
5 = Excellent, 4 = Good, 3 = Fair, 2 = Poor, 1 = Very poor
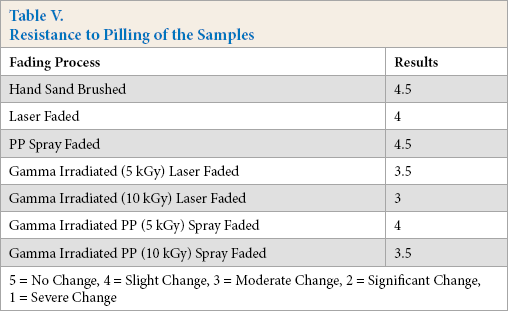
Resistance to Pilling
The degree of pilling depends upon the fiber content, degree of twist in the yarn, and fabric construction. Denim has a very tight and compact construction, and usually exhibits little or no pilling during its life expectancy. But pills formed when the sample was treated with gamma irradiation (5 and 10 kGy) laser and potassium permanganate (PP) sprayed (Table V). Energy was absorbed as heat and this heat loosened fabric surface fibers, which became entangled with each other and formed pills on the fabric surface. High energy photons emitted from the gamma ray source (Cobalt-60) caused similar disruptions on the fabric.
Resistance to Pilling of the Samples
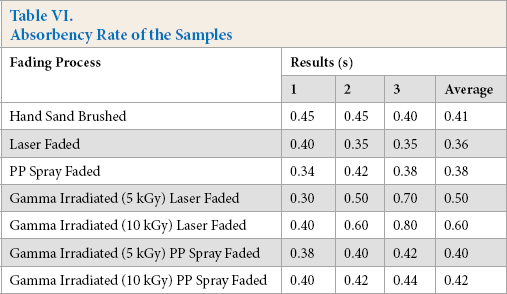
Absorbency
Test results of absorbency are given in Table VI. The laser treated sample was subjected to very intense light in a small region and this heat sublimed the indigo dye to a certain extent in those areas. This burned the surface of the fabric, eliminated the colored fibers, and revealed the undyed fiber below. Since a resistance layer was removed from the yarn surface, the yarn fibers absorbed more water after fading.
Absorbency Rate of the Samples
pH Values
pH testing indicated neutral pH values for all samples.
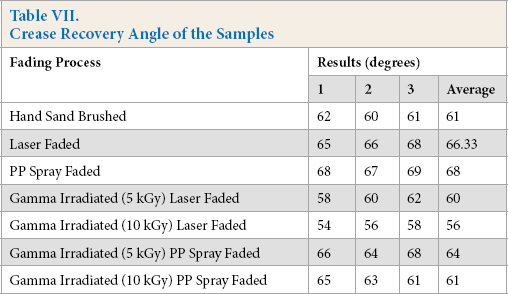
Crease Recovery Angle
The test results of crease recovery angle are given in Table VII. The reason fabrics were affected by creasing during fading, especially for gamma irradiated (5 and 10 kGy) faded samples more than others, were partly chemical, based on the fiber used, and partly mechanical, which was determined by the yarn and fabric construction. Denim is made of cotton, which is cellulosic. In cellulosic materials, hydrogen bonding has a large influence on the fabric's properties. If a cellulosic material is subsequently dried, which was done during laser fading and during irradiation, then the hydrogen bonds that were present are broken and realigned in a different arrangement, leading to creasing. So the creasing recovery was reduced for the faded samples.
Crease Recovery Angle of the Samples
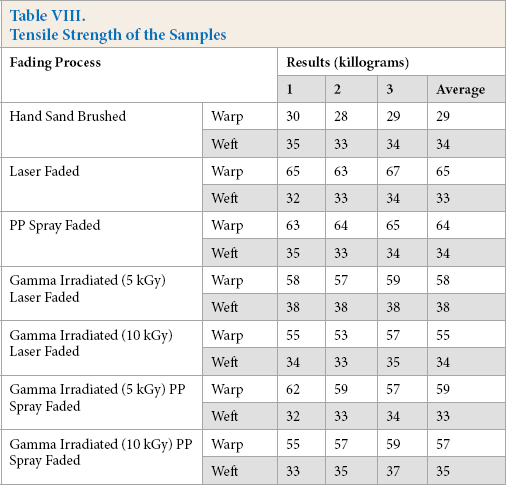
Tensile Strength
The tensile strength results of the faded samples are given in Table VIII. Tensile strength was reduced for hand sand brushing compared to laser and PP spray fading, and was reduced as well for gamma irradiation laser faded and PP spray faded samples. Tensile strength was mostly reduced for hand sand brushing due to vigorous abrasion of the sample with the use of emery paper. Damage from laser treatment and gamma irradiation has been previously discussed. In summary, the tensile strength was reduced for laser faded and gamma irradiated induced laser and PP spray faded sample.
Tensile Strength of the Samples
Tearing Strength
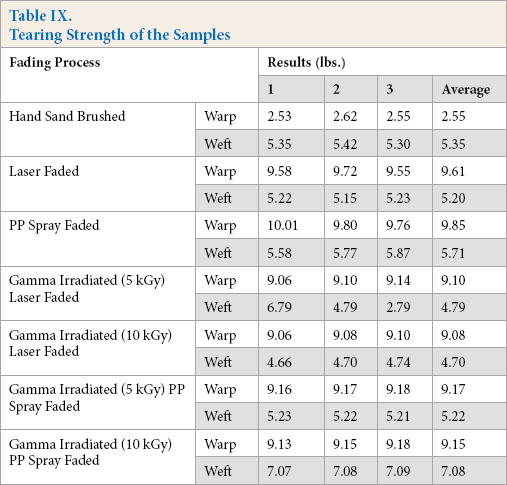
Tearing strength results are given in Table IX. Tearing strength was reduced for hand sand brushing compared to laser and PP spray fading, as well as being reduced for gamma irradiated laser faded and PP spray faded samples. Tearing strength was mostly reduced for hand sand brushing due to vigorous abrasion of the sample. Damage from laser treatment and gamma irradiation has been previously discussed. Tearing strength was reduced for laser faded and gamma irradiated laser and PP spray faded samples.
Tearing Strength of the Samples
Cover Factor
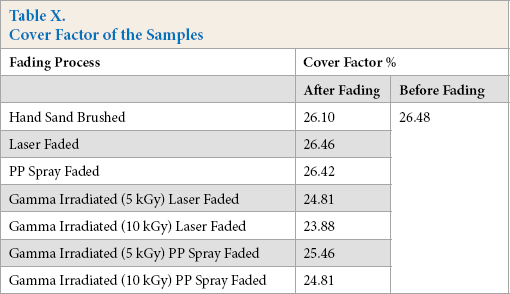
Warp and weft yarn counts were determined by Beesley's balance. Then the cover factor was calculated and given in Table X. Cover factor depends on warp and weft counts, ends per inch (EPI), and picks per inch (PPI). Cover factor is proportional to EPI and PPI and inversely proportional to the square root of warp and weft count (English count). After fading, yarns became finer and yarn count was also increased. As a result, the cover factor of the samples were reduced.
Cover Factor of the Samples
Color
Color measurement values and changes in YI values of the samples are given in Table XI. To determine the shade of various samples (seven readings were taken for each sample and averaged), ΔL*, Δa*, and Δb* values were used. ΔL indicates how much darker or lighter the treated sample was when compared with the standard sample. The higher the ΔL value, the lighter the shade of the sample. The ΔL* value was higher for gamma irradiated (10 kGy) laser faded denim, indicating that more fiber materials along with indigo dyes were removed in this fading process. Hence, this process can be considered as an effective color fading process for denim fabric.
Color Measurement of the Samples a
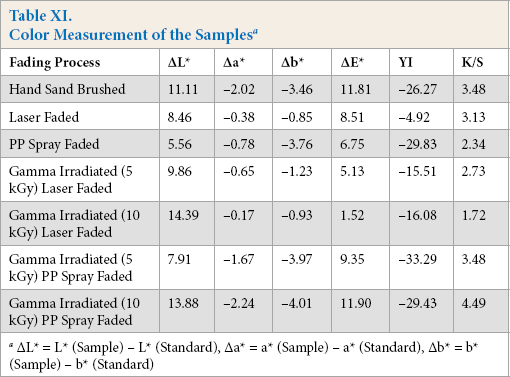
ΔL* = L* (Sample) - L* (Standard), Δa* = a* (Sample) - a* (Standard), Δb* = b* (Sample) - b* (Standard)
The value of Δa* was negative for all types of faded samples. The magnitude of value was greatest for Δa* and least for gamma irradiated (10 kGy) laser faded denim, meaning that mean it had the least green shade. With the aid of laser fading treatment, the fiber together with the blue indigo dyes present in the sheath of the yarn, could be removed from the fiber surface with a paler blue color remaining on the yarn. However, owing to the thermal effect occurring between the laser beam and the cotton fiber, thermal oxidation will occur, resulting in a yellow surface on the fabric.
PP sprayed fading produced a more bluish sample and laser faded denim was more yellow as thermal oxidation effects contributed in this process. The PP sprayed faded denim and hand sand brushed denim were bluer in color than the laser faded denim. The color strength (K/S) value was high for gamma irradiated and PP spray faded denim as well as for hand sand brushed faded denim.
Conclusions
To determine the effect of gamma radiation on indigo dyed denim, the conventional process (hand sand brushing and PP spraying) and gamma irradiated laser and PP spray fading processes were compared in terms of color and mechanical properties. From the obtained results, lower values of GSM were observed for hand sand brushed and gamma irradiated denim, with higher values observed for PP sprayed denim. Under dry conditions, there were no significant changes in color fastness to rubbing, but under wet conditions, hand sand brushed denim gave poor results. Color fastness to wash and light remained almost unchanged for all faded denims except for gamma irradiated laser faded denim. Resistance to abrasion and pilling were almost unchanged for all samples. Water absorbency ability was higher for gamma induced laser and PP faded denim compared to laser and PP faded denim. Water absorbency was higher for gamma irradiated (5 kGy and 10 kGy) laser faded denim. Crease recovery decreased when the fabric was faded using laser and PP spray treatments. Crease recovery was greatly reduced for gamma irradiated laser and PP faded denim. Tensile strength in the warp direction for hand sand brush denim was less when compared to laser and PP spray faded denim.