
Abstract
The polyester/nylon 6 hollow segmented pie bicomponent spunbond hydro-entangled microfiber nonwoven (PET/PA6 HSBSYMNW) was prepared and used as a leather base to produce microfiber synthetic leather for apparel. The structure and properties of PET/PA6 HSBSYMNW were investigated. SEM analysis indicated the fiber diameter size was between 2.2∼5.5 μm. Its performance met the demand of nonwoven textiles for synthetic leather. The obtained microfiber synthetic leather was arranged in a four-layer configuration, and its air permeability, water vapor transmission rate (WVT), thermal insulation, and hand properties were better than commercial garment synthetic leathers with different leather bases. The method achieved a more environmentally-friendly and high-performance preparation of microfiber synthetic leather used for apparel.
Introduction
Synthetic leather is a composite material made up of a leather base and polyurethane elastomer, and has been widely used for apparel. As the main component of synthetic leather, the structure and performance of the leather base contribute substantially to the final properties of the finished synthetic leather. 1 Presently, the leather base is divided into three major categories: woven leather base, knitted leather base, and nonwoven leather base. Among these bases, the nonwoven leather base has a three-dimensional net structure similar to that of natural leather. However, as the most ideal material for leather base, the early nonwoven leather base had a larger fiber diameter compared to the collagen fibers of natural leather, which limited its development. 2
With the development of spinning technology, microfiber nonwovens have been applied as a synthetic leather base. The fabricated synthetic leather is called a microfiber synthetic leather. Tree kinds of microfiber nonwovens are usually used: direct spinning microfiber nonwovens, sea-island bicomponent microfiber nonwovens, and segmented pie bicomponent microfiber nonwovens (hollow and solid). Among them, the sea-island bicomponent microfiber nonwovens have attracted much more attention and are widely used in synthetic leather bases due to the smaller fiber diameters that are close to those of the fibrils of natural leather after postprocessing. 3 However, there are serious environmental pollution and resource waste issues in the postprocessing step for removing the sea component.4,5
Microfiber nonwovens from segmented pie bicomponent fibers are prepared by spunbond and hydro-entanglement technologies.6-8 The bicomponent fibers are split into microfibers during hydro-entanglement without polluting. To date, many works have focused on the preparation and application of segmented pie bicomponent spunbond hydro-entangled microfiber nonwovens, however, there is a dearth of applications for microfiber synthetic leather used for apparel.9-11
The aim of the present work was to prepare the polyester/ nylon 6 hollow segmented pie bicomponent spunbond hydro-entangled microfiber nonwoven (PET/PA6 HSBSYM-NW) as the leather base for the microfiber synthetic leather used for apparel. To the best of our knowledge, this is the first example of PET/PA6 HSBSYMNW applied to micro-fiber synthetic leather. A number of tests were carried out to compare the properties of obtained microfiber synthetic leather and commercial synthetic leathers with difference leather bases. These include hygienic, thermal insulation, and hand properties.
Experimental
Materials
Polyester (PET, FC510) chips with a density of 1.38 g/cm3 were purchased from Yizheng Chemical Fiber Co. Ltd. Nylon 6 (PA6, 1013B) chips with a density of 1.15 g/cm3 were obtained from Ube Co. Ltd. Waterborne polyurethane (WPU, Leasys 3458, 50% solid content in distilled water) was obtained from Wanhua Chemical Co. Ltd. Disodium monolauryl sulfosuccinate (Hr) foaming agent and ammonium stearate (Ht) foam stabilizer were supplied by Yantai Daocheng Chemicals Co. Ltd. Levelling agent (SR-103) and thickener were purchased from Swiwellrebon Chemical Co. Ltd. and Yantai Daocheng Chemicals Co. Ltd., respectively. Natural leather was supplied by Hetai Clothing Co. Ltd. The woven synthetic leather and knitted synthetic leather were supplied by Kunshan Huafu Synthetic Leather Co. Ltd. The sea-island microfiber synthetic leather was supplied by Meisheng Industrial & Commerce Share Co. Ltd.
Preparation of PET/PA6 HSBSYMNW
PET/PA6 HSBSYMNW was made using bicomponent spunbond and hydro-entanglement technology.9,12 First, PET and PA6 chips were fed into two extruder hoppers to melt. Ten, the melted polymers were quantitatively pushed into a bicomponent spinneret to create sixteen-segment hollow pie fibers. The resulting 70/30 PET/PA6 fibers were cooled, drafted, and paved into a uniform web with a specific weight of 100 g/m2 onto the receiving device. Finally, the fibers of the web were split to microfibers and bonded by high-pressure water jets to form a nonwoven.
Preparation of Microfiber Synthetic Leather
Microfiber synthetic leather using PET/PA6 HSBSYMNW as the leather base and WPU membrane as the polymer coating was prepared using the dry transfer-coating method, as done in our previous work. 12 The thickness of the surface layer, the foaming layer, and the bonding layer was 0.2, 0.3, and 0.1 mm respectively.
Characterization
Morphology
The morphologies of PET/PA6 bicomponent fibers, PET/ PA6 HSBSYMNW, and synthetic leathers were observed by optical microscope and tabletop scanning electron microscope (SEM, TM 3030, Hitachi). To produce electrical conductivity, the samples were sputtered with gold ahead of SEM measurement. The fiber diameters of PET/PA6 HSB-SYMNW were then determined.
Degree of Splitting
From the SEM image, the degree of splitting was estimated as the ratio between the number of split fibers and the total number of fibers.
Air Permeability
The air permeability of PET/PA6 HSBSYMNW and synthetic leathers was measured according to GB/T5453-1997 using an automatic air permeability tester (YG461H, Ningbo Textiles Instrument Co.) with a surface area of 20 cm2 and a pressure drop of 100 Pa. Ten specimens were measured per sample and the average value was reported.
Water Vapor Transmission Rate (WVT)
The WVT of PET/PA6 HSBSYMNW and synthetic leathers was estimated by the gravimetric cup method using a fabric water vapor permeability measuring instrument (YG (B)216-II, Wenzhou Darong Textile Instrument Co. Ltd.) in accordance with GB/T 12704.2-2009 at a constant temperature of 38 ± 2 °C and relative humidity (RH) of 50 ± 2%. After establishing equilibrium, weight measurements were performed after a certain time interval for 1 h. The WVT was calculated by Eq. 1.

WVT is the water vapor transmission (g/m2·24 h), M is the increased weight in the internal time (g), A is the area of permeation (m2), and t is the internal time when the weight of cup increased constantly (h).
Mechanical Properties
The tensile strength and elongation at break were determined using a tensile tester (Instron 3369, America Instron Co. Ltd.). PET/PA6 HSBSYMNW was measured according to GB/T 3923.1-2013, and microfiber synthetic leather was measured according to QB/T 2010-2005.
Thermal Conductivity Coefficient
A thermal constants analyzer (TPS 2500 S) was used to determine the thermal conductivity coefficient of synthetic leathers.
Kawabata's Evaluation System (KES-F) Characterization
Primary hand value (HV) for men's summer suit fabrics, such as KOSHI (stiffness), SHARI (crispness), HARI (anti-drape stiffness), and FUKURAMI (fullness), and total hand value (THV) were obtained using the translation formulas from mechanical properties to primary hands, and from primary hands to the total hand. Each sample (20 × 20 cm specimens) was conditioned under standard laboratory conditions (20 ± 2 °C and 65 ± 2% RH) at least for 24 h before cutting and testing.
Results and Discussion
Properties of PET/PA6 HSBSYMNW
Splittable bicomponent fibers contain two dissimilar polymers which can undergo fiber splitting using mechanical treatment (e.g., needle punching, hydroentangling, ultrasonic, and stretching) depending on the adhesion properties between the two polymers. Studies have demonstrated that the splittable bicomponent fibers have the ability to split easily if the two components are incompatible and there is poor adhesion between the two polymers.6,8 An optical micrograph of the cross section of PET/PA6 bicomponent fibers are shown in Fig. 1. The bicomponent fibers, with a mean diameter of ∼24 μm, showed a clear interface between PET and PA6, favoring fiber splittability. Fig. 2 shows the SEM images of the cross section and surface of PET/PA6 HSBSYMNW. The PET/PA6 HSBSYMNW had a three-dimensional network structure. Most of the PET/PA6 bicomponent fibers were split into microfibers (∼76.99%). The fiber diameter after splitting was between 2.2∼5.5 μm, which was similar to the monofilaments of natural leather.
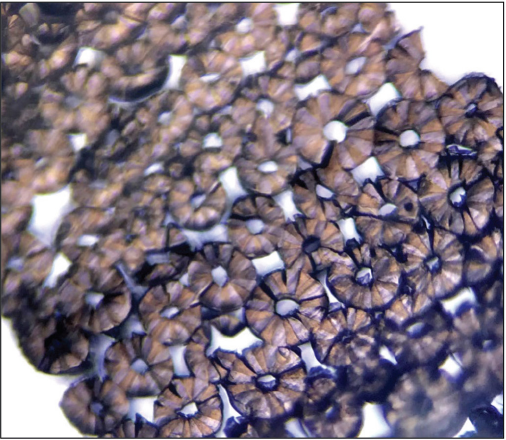
Optical micrograph of the cross section of PET/PA6 bicomponent fibers.
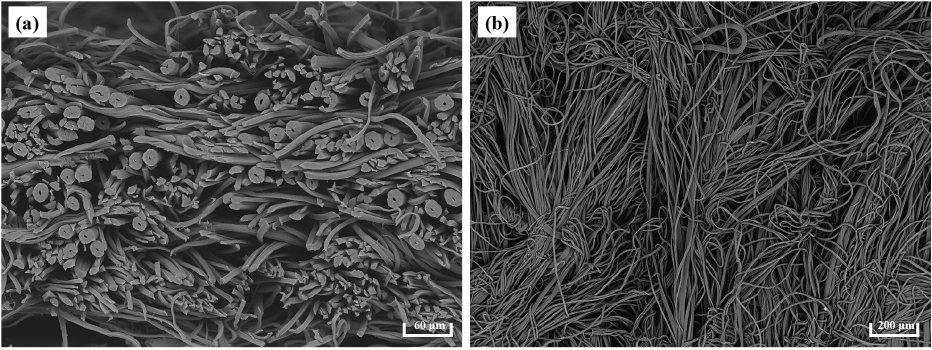
SEM images of PET/PA6 HSBSYMNW. (a) cross section and (b) surface.
The air permeability, WVT, and mechanical properties of PET/PA6 HSBSYMNW are given in Table I. The air permeability and WVT were 58.70 L/(m2·s) and 4142.16 g/(m2·24 h), respectively. The machine direction (MD) and cross-machine direction (CD) tensile strength were 492.00 N and 258.11 N respectively. The MD elongation at break was similar to the CD elongation at break. All properties met the use demands of nonwoven textiles for synthetic leather.
Air Permeability, WVT, and Mechanical Properties of PET/PA6 HSBSYMNW

Properties of Microfiber Synthetic Leather
The basic morphologies of microfiber synthetic leather in the cross-sectional area were examined using SEM. Since the microfiber synthetic leather was prepared by overlaying three layers on PET/PA6 HSBSYMNW, as expected, a four-layer structure for the microfiber synthetic leather was observed, as shown in Fig. 3. Closer SEM examination revealed that the bottom-layer was PET/PA6 HSBSYMNW, and other layers were WPU coatings consisting of a compact surface layer, a porous foaming layer, and an obscure bonding layer.
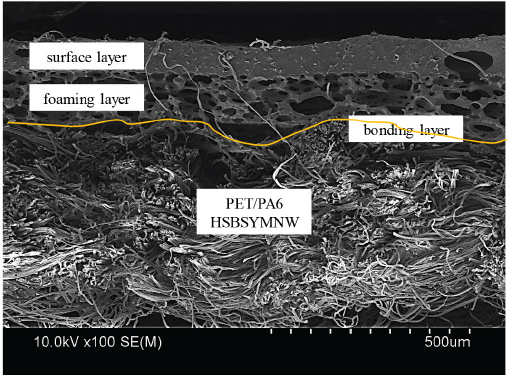
SEM images of the cross section of microfiber synthetic leather.
To study the usefulness of the obtained segment pie micro- fiber synthetic leather used for apparel, we compared its properties with four commercial garment leathers on the market. The basic parameters are given in Table II.
Basic Parameters of Leathers
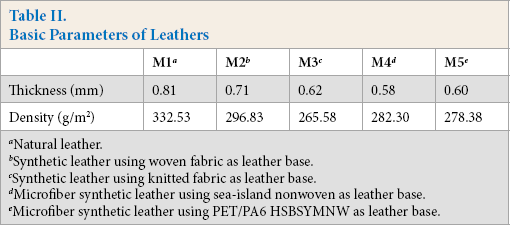
Natural leather.
Synthetic leather using woven fabric as leather base.
Synthetic leather using knitted fabric as leather base.
Microfiber synthetic leather using sea-island nonwoven as leather base.
Microfiber synthetic leather using PET/PA6 HSBSYMNW as leather base.
Air permeability and WVT, the hygienic properties of textiles that influence the flow of gas and water vapor from the human body to the environment and the flow of fresh air to the body, are shown for the five leathers tested in Fig. 4. The obtained microfiber synthetic leather had the highest values of air permeability and WVT compared to the commercial synthetic leathers, making them more suitable for summer apparel. The natural leather had a relatively high WVT, because the active groups in the collagen fiber were ten times those of PET and PA6. Further work should focus on improving the hydrophilicity of PET/PA6 HSBSYMNW.
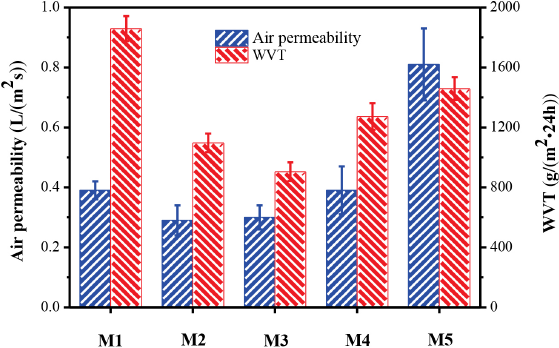
Air permeability and WVT of leathers.
Thermal insulation is a very important factor for estimating apparel comfort for the wearer. Thermal insulation properties are usually determined by the thermal conductivity coefficient. For all leathers tested, the highest value of the thermal conductivity coefficient for the synthetic leathers was observed for microfiber synthetic leather using the sea-island nonwoven as the leather base, and the lowest for microfiber synthetic leather using PET/PA6 HSBSYMNW as the leather base (Fig. 5). The results indicated that the microfiber synthetic leather prepared in this study had the best thermal insulation properties.
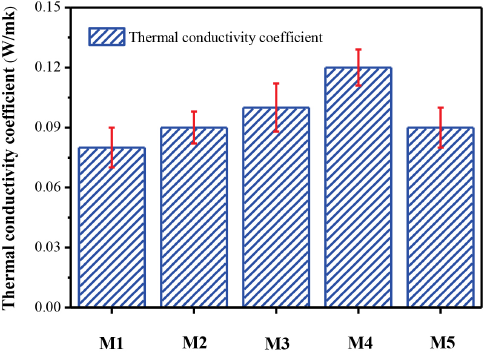
Thermal conductivity coefficient of leathers.
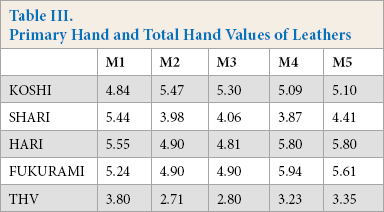
In the apparel industry, hand has long been used as a convenient measure of fabric quality and prospective performance for a particular fabric application. It is one of the most important single factors that determines its acceptability by consumers. The KES apparatus enables the determination of fabric hand through automatically integrating the examined fabric physical and surface properties. The hand value determined on the KES apparatus includes the primary hand value (HV) and total hand value (THV). The HV gives the details like stiffness, crispness, anti-drape stiffness, and fullness fabric tactile properties, while the THV is a measure of tactile comfort and expresses the general idea of fabric hand. 13
In this study, the HV and THV of the test leathers were studied and results reported in Table III. The HV parameters considered included KOSHI, SHARI, HARI, and FUKURAMI. Based on the HV and THV results, the microfiber synthetic leather made from PET/PA6 HSBSYMNW had a good hand.
Primary Hand and Total Hand Values of Leathers
Conclusion
A segmented pie bicomponent spunbond hydro-entangled microfiber nonwoven with potential use in the manufacture of high-quality microfiber synthetic leather used for apparel is reported in this study. The PET/PA6 HSBSYMNW, with a three-dimensional network structure, was produced in a more environmental-friendly manner by spunbonding and hydroentangling. Its performance met the requirements for nonwoven textiles used in synthetic leather. A microfiber synthetic leather using PET/PA6 HSBSYMNW as leather base was prepared. Compared to natural leather and commercial synthetic leathers with different leather bases, the properties of fabricated microfiber synthetic leather were better, indicating that the application of PET/PA6 HSBSYM-NW to synthetic leather preparation was successful.
Footnotes
Acknowledgements
This work was supported by National Natural Science Foundation of China (Grant No. U1607117) and by Tianjin Research Program of Application Foundation and Advanced Technology (Grant No. 15JCZDJC38500 and Grant No. 16JCZDJC36400).