
Abstract
The microfiber synthetic leather base (MSLB) was prepared by mixing hollow segmented pie microfibers and polyacrylonitrile electrospun nanofibers. Micro/nano hybrid leather base was prepared to simulate the three-dimensional (3D) structure of natural leather. The diameter of the polyacrylonitrile nanofibers was 950 nm, 450 nm and 200 nm, respectively. The effects of nanofibers of different diameters on the performances of MSLB were investigated. The results indicated that polyacrylonitrile nanofibers were randomly dispersed in MSLB. Differential scanning calorimetry further demonstrated the presence of polyacrylonitrile nanofibers in MSLB, and thermogravimetric analysis showed that the addition of polyacrylonitrile nanofibers had a little influence on the thermal stability of MSLB. There was no significant change in the water contact angle of the MSLB surface before and after the addition of nanofibers. As the diameter of the nanofibers decreased from 950 nm to 200 nm, the static water vapor transmission rate was increased by 28.2%, the softness was increased by 39.74%, and air permeability was decreased by 17.16%. When the nanofiber diameter is 950 nm, the moisture absorption performance of MSLB was better, which was 768.99%. Moreover, the tear strength was also significantly enhanced by 105.76%.
Keywords
Introduction
Natural leather is made from animal skins by chemical and physical treatment, and it is mainly composed of collagen fibers. Collagen fibers are intertwined as fiber bundles and form a three-dimensional structure in natural leather. The collagen fibers have a diameter of 2–8 µm and are composed of a plurality of the fibrils. The diameter of fibrils is 100–150 nm. Because of this structure and fiber composition, natural leather has excellent performance in terms of hygienic properties [1]. However, due to the limitations of raw materials for making natural leather, social development and environmental protection requirements, the development of artificial leather has become an inevitable trend [2].
As a high-grade artificial leather, microfiber synthetic leather has a three-dimensional (3D) structure and fibers are similar to the collagen fibers in diameter, making it a perfect alternative to genuine leather. Microfiber synthetic leather is composed of polyurethane and microfiber synthetic leather base (MSLB). Since MSLB is a major section of microfiber synthetic leather, its performances are the indispensable element affecting the function of synthetic leather [3,4]. Most of the microfibers are made from polyamide (PA6) and polyethylene terephthalate (PET) by spinning, which made MSLB have excellent mechanical properties and chemical resistance. However, there are few active groups in PET, resulting in poor absorption and transfer of water molecules by fibers, and thus MSLB is less hydrophilic. Consequently, microfiber synthetic leather has a poorer hygienic performance than natural leather, such as poor static water vapor transmission (WVT) rate, hygroscopicity and poor wearing comfort [5]. Therefore, it is indispensable to ameliorate the hygienic performance of microfiber synthetic leather.
As of now, most studies have concentrated on the chemical modification of fibers. The hygienic properties of MSLB are improved by increasing the reactive groups on the fibers. Typically, acid hydrolysis [6], enzymatic modification [7], and grafting of hydrophilic materials [5,8–12] are used to increase the hydrophilic groups of the microfibers. Ren et al. modified the MSLB fabric with 0.5 generation terminal carboxyl polyamide-amine (PAMAM-COOH) and 1 generation PAMAM-COOH. After modification, the hydrophilic groups of the fiber were increased and the WVT was increased by 26.97% and 34.59%, respectively [6]. Parvinzadeh et al. treated the polyamide fiber leather base with a protease, and when the amide bond of the polyamide fiber was hydrolyzed, the hydrophilic property of the MSLB was improved [7]. Wang et al. [10] grafted collagen on the MSLB, so that the WVT of the modified MSLB was improved by 76.45%, the tensile strength and tear strength were increased by 42.9% and 62.36%, respectively. Simultaneously, the concept of fabric hybrid structure is proposed. Durany et al. studied the island components with different mixed sizes in island fibers to achieve mixing of fibers of different thicknesses [13]. However, in the post-treatment step of MSLB, toluene or sodium hydroxide was used to remove sea components, which would cause serious pollution and waste of resources. Hollowell et al. [14] combined the biocomponent hollow segmented pie microfiber with homocomponent fiber to form a three-layer structure, which improved the permeability, mechanical properties and porosity of the nonwoven fabric. Zhao et al. explored the influence of gradient structure on the properties of microfiber nonwovens. A bicomponent spunbonded spunlace nonwoven with gradient structure was prepared by one-step method. The results showed that the gradient structure was more obvious with the increase of water jet pressure; the average pore size was reduced, and permeability was decreased [15]. In the current, micro/nano fiber blending has become a research hotspot. Current research focused on the effects of micro/nano fiber blending on liquid filtration and separation [16–18], air filtration [19] and the application of multifunctional packaging [20,21]. Zhao et al. prepared thermoplastic polyurethane (TPU)/sulfonated polysulfone (SPSf) electrospun nanofibers and applied them to a MSLB. The results showed that with the increase of nanofiber content from 0 to 30%, WVT was increased by 55.9%, moisture absorption was increased by 26.25% and softness was increased by 88.55% [22]. However, the effect of fiber fineness on the performance of MSLB was not discussed in the previous study of simulating natural leather.
So far, electrospinning is a convenient, effective and highly versatile technology which allows the manufacture of nanofibers from spraying a polymer solution or melt in a strong electric field [23,24]. Polyacrylonitrile (PAN) is diffusely used in electrospinning due to its excellent properties [25]. In view of the fact that the fineness of the nanofibers is similar to genuine leather fibrils, PAN nanofibers were prepared and mixed with the segmented pie microfibers to form the MSLB to further simulate natural leather.
So as to explore the function of fiber fineness on the performance of microfiber synthetic leather, leather base was prepared by mixing hollow segmented pie microfibers and PAN electrospun nanofibers. The effect of PAN nanofiber diameter on the morphology and properties of MSLB was systematically studied.
Experimental
Materials
The following materials were used in the experiment. PET (FC510, Density was 1.38 g/cm3) was purchased from Yizheng Chemical Fiber Co. Ltd, China. PA6 (1013B, Density was 1.15 g/cm3) was provided by Wuxi Changan Polymer Material Factory Co. Ltd, China. N,N-dimethylformamide (DMF) was purchased from Tianjin Fengchuan Chemical Reagent Technologies Co. Ltd, China. PAN was received from Shanghai Fuqiang Petrol-Chemical Industry Co. Ltd, China.
Preparation of MSLB
The preparation of MSLB was divided into three steps and the preparation process is shown in Figure 1. First of all, in the light of previous report [26], the PET/PA6 hollow segmented pie bicomponent microfibers were initially spinned by the spunbonding at the nonwoven engineering center of Tianjin polytechnic university, and cut into 5 cm. The mass ratio of PET/PA6 in the microfiber was 7/3. Secondly, the electrospinning process was adjusted to prepare PAN nanofibers of different diameters. The concentration of the PAN spinning solution was 18 wt.%, 14 wt.%, and 10 wt.%. The spinning voltage was 20 KV, the extrusion flow rate was 0.2 mL/h, the distance between the spinning needle and the receiving device was 15 cm, and the diameter of the spinning needle was 0.9 mm. The nanofibers were collected on PET/PA6 fibers and mixed continuously. As shown in Table 1, the content of PAN nanofibers in mixed fibers was 20%. Finally, the fibers were combined into a web. The fiber web was split and bonded by hydroentangling with 10 times. The hydroentangling pressure was 10 Mpa. And the areal density of fabricated nonwoven fabrics was 130 g/m2.
Preparation process of MSLB. MSLB: microfiber synthetic leather base. Mixed ratios of PET/PA6 microfiber and PAN nanofiber in MSLB. MSLB: microfiber synthetic leather base; PAN: polyacrylonitrile.

Characterizations
Morphology analysis
In order to observe the mixing of nanofibers in the microfiber as much as possible, scanning electron microscope (SEM, TM3030, Hitachi, Japan) was used. The sample was dried in an oven (80℃) and then ion-sputtered. The surface and section microstructure of the sample were observed with an acceleration voltage of 5/10 KV under low vacuum with TM3030.
Thermal analysis measurement
Differential scanning calorimetry (DSC) and thermogravimetric analysis (TGA) were used to investigate the thermal stability and composition of materials. DSC of sample was tested by a netzsch DSC200F3, and the samples were heated from 25°to 350℃ at a rate of 10℃/min under nitrogen atmosphere. TGA of sample was tested by netzsch TG STA449F3 under nitrogen protection at a heating rate of 10℃/min and a temperature range of 25–600℃.
Determination of the porosity
The average porosity of the sample was tested using a PSM-165 filter porosity tester. The test sample holder had a diameter of 23 mm, the test solution was Topor, and the test flow rate was 2000 L/h [15].
Determination of the air permeability
Air permeability of samples was tested in view of GB/T 5453-1997 [27] using air permeability tester (YG461, Wuxi Sanhuan Instrument Co., Ltd, China). The test pressure was 100 Pa and the test area was 20 cm2. More than seven specimens of each samples were tested.
Water contact angle measurement
The water contact angle of samples was judged by using a contact angle measuring equipment (OCA15pro; DATAPHYSICS. Germany) with video capture. Regarding the contact angle determination, water droplet volume was 20 µL, a piece of 4 cm × 1.5 cm sample was attached on a glass slide and placed on the goniometer, and the angle of the water droplets on the surface of the sample was measured after 2 s. Each sample is measured multiple times on average to obtain reliable values.
Determination of static water-vapor transmission rate
The water-vapor transmission rate of MSLB was tested according to GB/T 12704.2 2009 [28] by using a measuring device (YG 501, Wuxi Sanhuan Instrument Co., Ltd, China). The test environment temperature was 38 ± 2℃. The humidity was 50 ± 2%. The formula is as follows

Determination of moisture absorption
The moisture absorption of sample was achieved according to GB/T 4689.21-2008 [29]. Next, dry the base sample to constant weight. The temperature of the distilled water was 25 ± 2℃, and the test was carried out at 25 ± 2℃. The formula is as follows

Determination of softness
The softness was analyzed according to IUP 36 [30] standard using a softness tester (G204, Dongguan Alpha Instrument Technology Co., Ltd, China).
Determination of mechanical properties
The tensile strength and elongation at break of the sample were determined referring to GB/T 3923.1-2013 [31] via a mechanical performance tester (Instron 5969, America Instron Co., Ltd, America). The tear strength of the sample was also accomplished using mechanical performance tester (Instron 5969, America Instron Co., Ltd, America) in the light of GB/T 3917.2-2009 [32]. Test sample size was prepared according to the standard, and the stretching speed was 100 mm/min.
Results and discussion
Morphology
Figure 2 shows the SEM of PAN nanofibers. Nanofibers having different diameters were prepared by adjusting the concentration of the electrospinning solution. At the same time, the diameters of PAN nanofibers were measured by SEM images using nano measurer. The average diameters of the PAN nanofibers were 950 nm, 450 nm and 200 nm, respectively.
SEM photographs of PAN nanofibers. SEM: scanning electron microscope; PAN: polyacrylonitrile.
The structure of natural leather is shown in Figure 3. Bundles of fibers were loosely and randomly intertwined. According to the literature, the collagen fibers are intertwined as fiber bundles, collagen fibers are composed of 30–100 fibrils, and the collagen fibers and the fibrils are mixed with each other to form a three-dimensional structure [33].
SEM photographs of natural leather. SEM: scanning electron microscope.
Figure 4 shows the SEM of the surface and section of MSLB. M0 was PET/PA6 MSLB, and M1, M2 and M3 were PAN-PET/PA6 MSLB. As shown in Figure 4, the PET/PA6 microfibers were completely split by hydroentangling and formed a 3D structure. From the microscopic schematic of the surface and section of M1, M2 and M3, it was also apparent that the PAN nanofibers were dispersed randomly in MSLB. Microfibers and the nanofibers were interpenetrated and uniformly mixed. However, it has also been observed that nanofibers also adhere to the microfibers to form fiber bundles. Therefore, high content of nanofibers leads to fiber agglomeration. The diameter of the mixed nanofibers was similar to that of the fibrils in natural leather, which made MSLB to further simulate natural leather in structure.
SEM photographs of MSLB. MSLB: microfiber synthetic leather base; SEM: scanning electron microscope.
Thermal analysis measurement
Figure 5 shows the differential scanning calorimetry (DSC) curves of MSLB, which proved the composition of polymer by testing the melting temperature (Tm). The DSC curves of M0 demonstrated the Tm peaks of PA6 and PET at 219.7℃ and 271.7℃℃respectively. After the addition of PAN nanofibers, the DSC curve of MSLB showed not only a Tm peak at 219.7℃ and 271.7℃, but also an exothermic peak at 306.6℃. This is due to the cyclization of the cyano group of the PAN molecule [34,35]. Therefore, the addition of PAN nanofibers led to the appearance of an exothermic peak. This further certificated the existence of PAN nanofibers in MSLB.
DSC of MSLB. MSLB: microfiber synthetic leather base.
Figure 6 shows the thermogravimetric analysis (TGA) curves of MSLB, which reflected the thermal properties of MSLB before and after the addition of nanofibers. As shown in Figure 6, it can be clearly observed that the M0 illustrated an excellent thermal stability with an initial degradation temperature at 372.68℃. Due to the addition of PAN nanofibers, the initial degradation temperature of the M2 was 370,00℃. Furthermore, the maximum weight loss rate peak degradation temperature of the M0 and M2 was 400.14℃ and 392.40℃, which signified that MSLB had a well thermal stability. When the temperature reached 600℃, MSLB decomposition substantially reached a steady situation, the remaining material was carbon residue, and the carbon residue of M0 and M2 was 12.22% and 19.17%, respectively. The reason for the increased in residue was that PAN formed a stable structure during the decomposition process [36]. At the same time, it can be seen from the DTG curve that the weight loss rate of M2 is lower than M0. The results showed that the addition of PAN nanofibers had a little influence on the thermal stability of MSLB.
TGA thermograms of M0 and M2.
Air permeability and porosity
Air permeability is a valuable hygienic property of MSLB, and it is related to fiber morphology, fiber bundle dispersion and porosity. As shown in Figure 7, the porosity of M0, M1, M2 and M3 was 7.56 µm, 6.13 µm, 5.76 µm and 5.42 µm. The porosity of the MSLB was decreased as the fiber diameter decreased. The air permeability of MSLB is shown in Figure 7, and the air permeability of M0 was 102.04 mm/s. As the diameter of the nanofibers decreased, the air permeability of M1, M2, M3 was 92.02 mm/s, 91.03 mm/s, 84.88 mm/s, respectively. Generally, the air permeability of fabric was decreased with reducing of fiber diameter. The hollow segmented pie bicomponent microfibers formed wedges when split and tend to pack tightly. The reduced porosity made the MSLB denser after the addition of nanofiber. Therefore, the permeability of the MSLB was reduced.
Air permeability and porosity of MSLB. MSLB: microfiber synthetic leather base.
Water contact angle
In general, the water contact angle can intuitively reflect whether the surface of the fabric is hydrophilic. Figure 8 shows the water contact angle of MSLB. The water contact angle of M0 was 114.3°. When the nanofibers were added, the water contact angle of the MSLB was reduced. And as the fineness of the nanofibers decreased from 950 nm to 200 nm, the water contact angle was reduced from 107.3° to 97.3°. The addition of nanofibers allows more fibers to contact the water droplets, enhancing the capillary effect of MSLB and having a certain effect on moisture absorption. At 2s, the absorption of moisture by the MSLB caused a slight decrease in the water contact angle. Thereby, the hydrophilicity of the MSLB surface was slightly improved.
Water contact angle of MSLB. MSLB: microfiber synthetic leather base.
WVT and moisture absorption
The WVT and moisture absorption of MSLB are very important properties, which are indispensable factors affecting the hygienic performance and wearing comfort of microfiber synthetic leather. Therefore, it is imperative to improve the WVT and moisture absorption of microfiber synthetic leather. Previous research has focused on chemical modification of fibers, and there was little discussion about the structure of MSLB [37].
This study discussed the effect of fiber fineness on WVT and moisture absorption. As shown in Figure 9, the WVT of M0 was 3112.37 g/(m2·24 h). The WVT was improved as the diameter of the nanofibers decreased after the addition of nanofibers. When the diameter of the nanofibers was reduced from 950 nm to 200 nm, the WVT was increased from 3583.04 g/(m2·24 h) to 3990.11 g/(m2·24 h). Compared with M0, the WVT of M3 was increased by 28.2%. This is because the amount of fiber of MSLB per unit area increases when nanofibers are added. An increase in the specific surface area of the fiber leads to an increase in capillary effect, resulting in an enhanced transport capability of water molecules. Thus, the WVT was improved.
Water vapor transmission rate and moisture absorption of MSLB. MSLB: microfiber synthetic leather base.
In addition, it was also observed from Figure 8 that the moisture absorption of M0, M1, M2 and M3 was 649.12%, 768.99%, 695.46% and 675.40%, respectively. It showed that the addition of nanofibers has a certain improvement in moisture absorption. This was determined by the specific surface area and porosity of the MSLB. However, the specific surface area of MSLB increased and the porosity decreased after the addition of nanofiber. It can be seen that the addition of nanofibers of a certain diameter increases the specific surface area and can significantly improve the moisture absorption of MSLB. But, as the diameter of the nanofibers decreased, the porosity has a greater influence on the moisture absorption. The decrease in porosity reduced the amount of residual water in the MSLB, resulting in a decrease in moisture absorption.
Softness
As consumer demand for high quality fabrics continues to increase, assessing fabric softness is becoming more and more important. However, microfiber synthetic leather has a poor softness compared to natural leather. Therefore, it is imperative to improve the softness of MSLB. The softness of the sample is shown in Figure 10. As the diameter of the added nanofibers decreased from 950 nm to 200 nm, the softness was increased by 39.74%. The results demonstrated that the fineness of the fiber has an important influence on the softness of MSLB. The addition of nanofibers reduced the bending rigidity of the fiber [22]. Therefore, the softness of MSLB was improved.
Softness of MSLB. MSLB: microfiber synthetic leather base.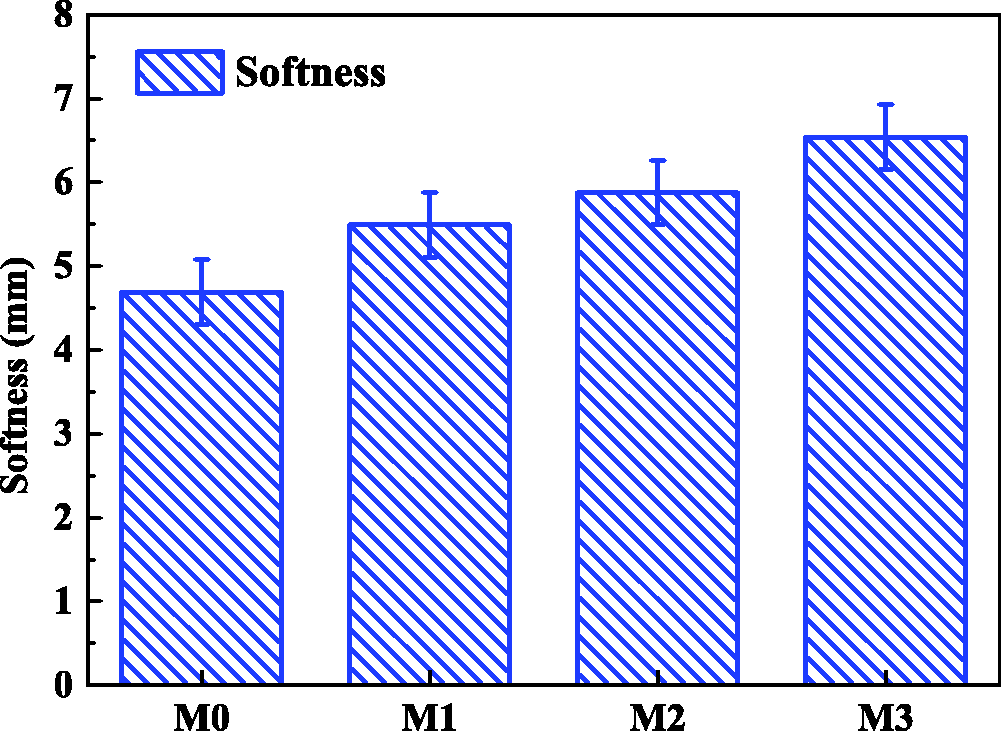
Mechanical properties
Mechanical properties of MSLB.

MSLB: microfiber synthetic leather base.
Conclusions
MSLB was successfully prepared in which PAN nanofibers of different diameters were added, and the nanofiber diameters were 950 nm, 450 nm and 200 nm, respectively. The addition of PAN nanofibers had a significant effect on the morphology and properties of MSLB. The PAN nanofibers were dispersed randomly in MSLB. It can be seen from the DSC and TGA curves that PAN nanofibers were successfully mixed with PET/PA6 microfibers, and the addition of PAN nanofibers had a little influence on the thermal stability of MSLB. With the fineness of the nanofibers decreased from 950 nm to 200 nm, the water contact angle reduced from 107.3° to 97.3°, which indicated the hydrophilicity of MSLB surface was not changed significantly. After the addition of nanofibers, with the fineness of the nanofibers decreased, WVT was increased from 3112.37 g/(m2·24h) to 3990.11 g/(m2·24h) and the softness was increased from 4.68 mm to 6.54 mm, and the air permeability was decreased from 102.04 mm/s to 84.88 mm/s. Due to the dual effects of capillary effect and porosity, when the nanofiber diameter is 950 nm, it showed that the moisture absorption performance of MSLB was better, which was 768.99%. In addition, the mechanical properties were tested and the tear strength of the MSLB was obviously enhanced. Therefore, the addition of nanofibers has a significant contribution to the preparation of high performance MSLB.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by National Key Research and Development Plan Project (No: 2017YFB0309300) and by Tianjin Science and Technology Plan Project (No: 17PTSYJC00150).