
Abstract
Yarns (30/1 Ne) consisting of four different fibers were produced in different blends and knitted into single jersey fabrics. Antibacterial properties, water retention capacity, hydrophilicity, whiteness, and yellowness values of these fabrics were tested. Chitosan or lyocell fibers were added in mixtures, increasing the antibacterial activity, hydrophilicity, and water retention capacity of the resulting fabrics. Whiteness values of knitted fabrics produced from poly(lactic acid) (PLA) and lyocell fibers were quite high. Water retention capacity and hydrophilicity of these fabrics were better when compared to fabrics that included greige cotton fibers.
Keywords
Introduction
Increasing environmental pollution, decreasing oil and water reserves, as well as rising temperatures due to global warming, provide incentive for developing new generation fibers and expanding their areas of use. The environmental burdens of fiber production and wear are the resulting pollution, materials depletion, and others. 1
Lyocell fibers are renewable, sustainable, and biodegradable fibers manufactured using wood pulp and N-methylmor-pholine-N-oxide (NMMO) solvent. NMMO is capable of physically dissolving cellulose without any special activation as it easily breaks the hydrogen bonds of cellulose. 99.5% of NMMO is recovered. Some properties of lyocell fibers are similar to cotton fibers. On the other hand, they have many advantages over cotton fiber. Lyocell fiber uses eco-friendly production methods—water consumption is 20 times less than for cotton and lyocell has a greater production capacity compared to conventional cotton fiber. While cultivation of cotton fiber has toxic impacts on fresh water and soil, use of lyocell fiber decreases these impacts. However, lyocell is produced from trees, which could result in heavy deforestation.2,3
Poly(lactic acid) (PLA) fibers are a new generation, eco-friendly, regenerated fiber that has many of the advantages of both synthetic and natural fibers. Like natural fibers, PLA fibers are renewable, non-polluting, and compostable. After hydrolysis at 98% relative humidity (RH) and 60 °C or higher, PLA is readily consumed by microbes. 4 PLA is generated by converting corn starch into lactic acid and then polymerizing. Unlike other synthetic fibers produced by vegetable sources (e.g., cellulosics), PLA is spun using a melt-spinning process. Compared to the solvent-spinning process used for synthetic fiber preparation, the melt-spin-ning process allows PLA fibers to have lower environmental cost. PLA fabrics can completely be re-converted into new PLA, as compared to other biodegradable polymers derived from fossil fuels. 5
Chitosan, (1,4)-2-amino-2-deoxy-β-D-glucose, is derived from chitin, which is found in exo-skeletons of shellfish (e.g., shrimp and crabs). Chitosan is a well-known natural polymer that is biodegradable, biocompatible, and non-tox-ic. It binds aggressively to the majority of mammalian and microbial cells. Chitosan's characteristics of binding to cells and biodegradability provide a useful material for various biomedical applications such as wound dressings, carriers for drug delivery systems, and space-filling implants. 6
Textiles having antibacterial properties are increasing in demand by consumers. Bacteria occur either as Gram-pos-itive (e.g., Staphylococcus aureus) and Gram-negative (e.g., Escherichia coli) types. 7
S. aureus is one of the most important Gram-positive bacteria that can cause hospital-acquired infections. It has a high propensity to colonize in throat and nasal cavities, skin surfaces, acnes, open wounds, stools of human and animals, nares, axillae, vagina, pharynx, and damaged skin surfaces. In addition, it is also widely found in food establishments. S. aureus can cause superficial lesions (boils, furonculosis), deep-seated and systemic infections (endocarditis, osteomyelitis) and toxemic syndromes (e.g., food poisoning by releasing enterotoxin into food, toxic shock syndrome by release of superantigens into the blood stream, and localized and generalized production of exfoliative toxins).8,9
The present study focused on the antibacterial activities of knitted fabrics consisting of different blend ratios of greige cotton, chitosan, lyocell, and PLA fibers against S. aureus.
In addition, the water retention capacity, hydrophilicity, fabric weight, whiteness, and yellowness values of these fabrics were measured.
Experimental
Materials
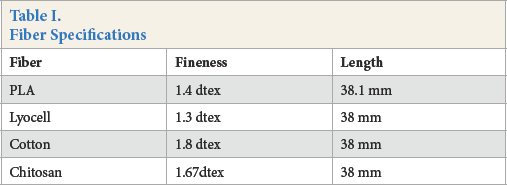
Greige cotton (Abalioglu Textile) was one of the blending components in this study. The other components of the test blends were PLA (Fiber Innovation Technology), lyocell (Lenzing), and chitosan (Swicofil) staple fibers. Fiber specifi-cations are listed in Table I.
Fiber Specifications
Procedures
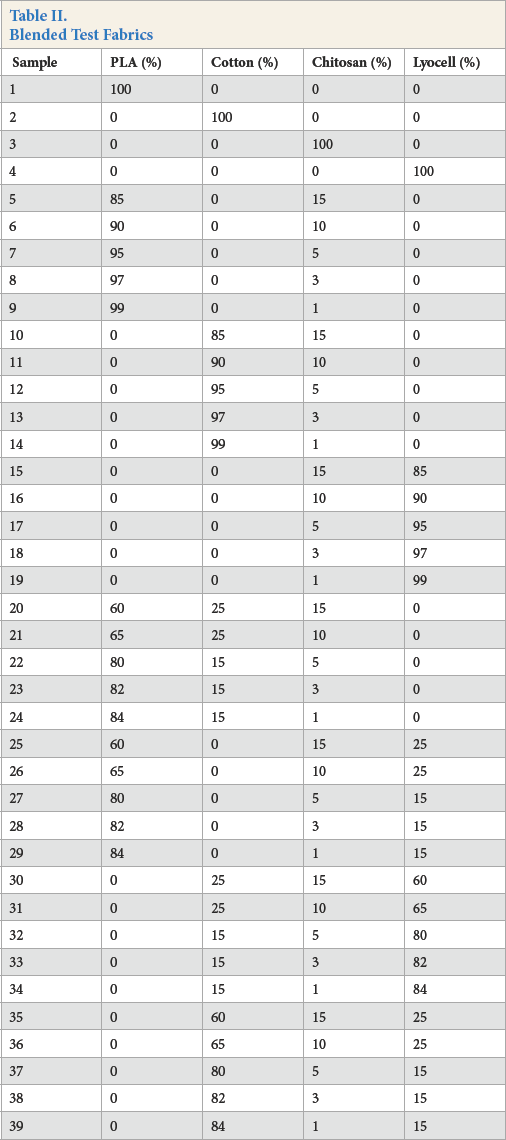
In this study, yarns were spun at different blend ratios (Table II) from cotton, lyocell, chitosan, and PLA fibers on a laboratory-type rotor spinning machine (QuickSpin, MTDA 3, Uster) under standard atmospheric conditions (20 ± 2 °C temperature and 65 ± 2% relative humidity (RH)). Furthermore, yarns consisting of 100% fibers were produced to evaluate the results. All yarn counts were 30/1 Ne and twist coefficient values were αe = 3.8.
Blended Test Fabrics
The QuickSpin system is divided into two modules. The system is shown in Fig. 1. The first module is the Uster MTDA 3. It is a micro dust and trash analyzer, where fibers are cleaned, blended, and formed into a sliver. The second module is a rotor spinning unit where sliver is spun into yarn. 10 Single jersey fabrics were knit using these yarns on a Lab Knitter (Mesdan) device with 202 needles (Fig. 2). No pretreatments were applied on the fabrics. Tests were applied on greige fabrics.

QuickSpin-MTDA 3.

Lab Knitter machine.
Antibacterial properties of fabrics were tested according to AATCC Test Method (TM) 100 (Fig. 3). The test method is a quantitative analysis for evaluation of antibacterial activity. The test bacteria used was S. aureus (Gram-positive). The size and shape of swatches were 4.8 ± 0.1 cm (1.9 ± 0.03 in) in diameter. The size of inoculum per sample was 1.0 ± 0.1 mL of an appropriate dilution of a 24 h test organism broth culture. Incubation was at 37 ± 2 °C (99 ± 3 °F) for 18 to 24 h. After incubation, 100 ± 1 mL of neutralizing solution was added to jars containing untreated control swatches and treated test swatches. All swatches were incubated for 48 h at 37 ± 2 °C (99 ± 3 °F). The bacteria were eluted from the swatches by shaking in known amounts of neutralizing solution. The neutralizing solution should include ingredients to neutralize specific antibacterial fabric treatments and to take care of any pH requirements of the fabrics. The number of bacteria present in this liquid was determined and the percentage reduction by the treated specimen was calculated. Test and control swatches that had no antibacterial activity (negative control) were inoculated with the test organisms. 11

Preparation for AATCC TM 100 antibacterial test.
Whiteness (WI CIE) and yellowness (YIE 313) values of the fabrics were obtained using a Minolta CM 3600d spectrophotometer at absorbance wavelengths of 400 to 700 nm with a D65 light source and an observation angle of 10°. Measurements were repeated three times for every fabric type.
Results and Discussions
Antibacterial activity of fabrics consisting of chitosan, greige cotton, PLA, and lyocell fibers at different ratios were evaluated. Water retention capacity, hydrophilicity, fabric weight, and whiteness values, as well as yellowness values, of fabrics were measured. The study mainly investigated the advantage of using PLA fibers, instead of greige cotton and lyocell fibers, in terms of physical characteristics. Therefore, different ratios of PLA fibers were used in blends starting from 60% up to 95%. Moreover, to compare mentioned properties, similar proportions of greige cotton and lyocell fibers were designed. Chitosan fibers were added into mixtures to provide antibacterial activity. Due to the high cost of chitosan fibers, fabrics were first designed using 1% chitosan, increasing to 3, 5, 10, and 15% to achieve high antibacterial activity.
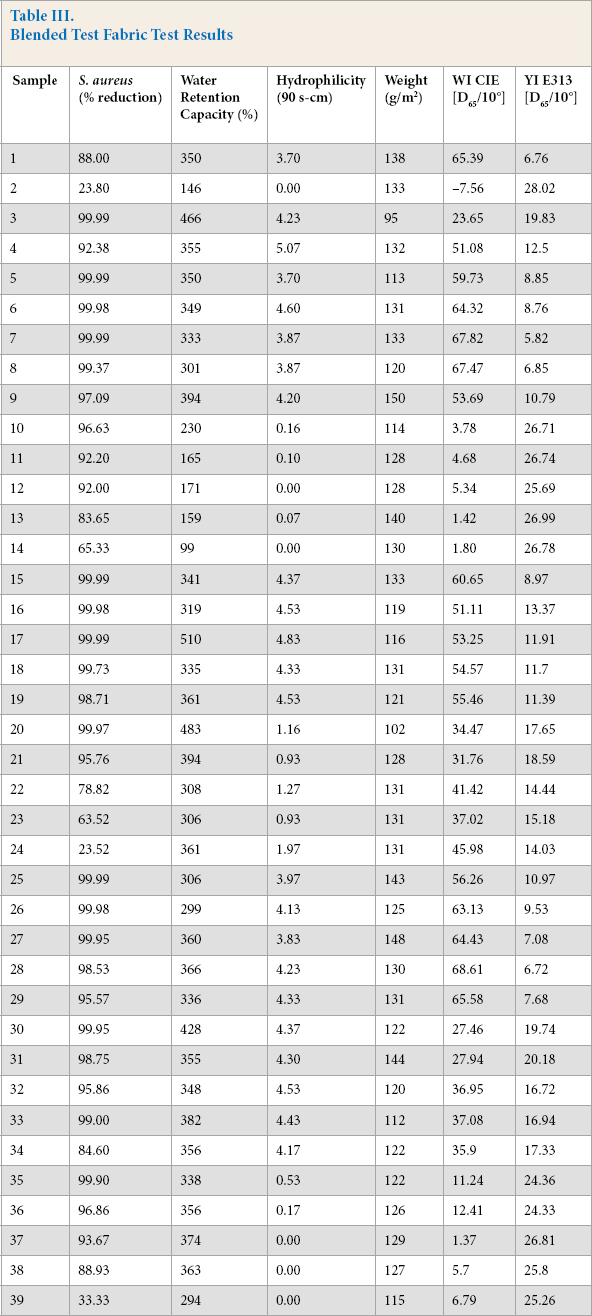
Antibacterial activity results are given in Table III for S. aureus according to AATCC TM 100. In addition, water retention capacity, hydrophi-licity, whiteness, and yellowness test results are also given with their fabric weights in Table III.
Blended Test Fabric Test Results
It was found that 100% greige cotton fabric had the least antibacterial activity compared to other fabrics in the study. The main reason for this is that cotton consists of cellulose and that the resulting fabric has a suitable envi-ronment for reproduction of bacteria. On the other hand, chitosan fibers had the greatest antibacterial activity.
PLA fibers do not provide an environment for bacterial growth, and do not have intrinsic antibacterial activity. 5 The value of antibacterial activity on 100% PLA fabric found in this study supports previous literature results. 3 Also, the antibacterial activity of chitosan fibers was excellent in various applications based on previous work, with antibacterial activity on 100% chitosan fabric in the current study reaching 99.99%. 12 Antibacterial activity of fabrics made from 100% of each fiber used in the current study were ranked as follows: chitosan > lyocell > PLA > greige cotton.
Fabrics consisting of 100% chitosan, 95% PLA/5% chito-san, 85% PLA/15% chitosan, 95% lyocell/5% chitosan, 60% PLA/25% lyocell/15% chitosan, and 85% lyocell/15% chito-san had the greatest bacterial reduction (99.99%) among all blends tested. There were no significant differences between 60% lyocell/25% cotton/15% chitosan and 60% PLA/25% cotton/15% chitosan blended fabric antibacterial activities, with reductions of 99.95% and 99.97%, respectively. Moreover, 90% PLA/10% chitosan (30/1Ne single jersey) blend fabric gave an activity reduction of 99.98% for S. aureus. Bacterial reduction was 98.75% for 65% lyocell/ 25% cotton/10% chitosan blended fabric.
PLA (100%) knitted fabric gave a bacterial reduction of 88%. For blended fabric containing 84% greige cotton/15% lyocell/1% chitosan, the bacterial reduction declined to 33.33%. When the fabric blend ratio was changed to 84% PLA/15% lyocell/1% chitosan; the bacterial reduction was 95.57%. The bacterial reduction for the 100% lyocell fabric was 92.38%, and for 100% greige cotton fabric was 23.8%. When the ratio of greige cotton in the blended fabrics tested was increased, the antibacterial activity decreased.
Bacterial reduction was greater when lyocell was used instead of greige cotton. Additionally, the antibacterial activity of 100% chitosan fabric showed almost the same activity as 85% lyocell/15% chitosan, 95% lyocell/5% chitosan, and 60% PLA/25% lyocell/5% chitosan fabrics. For obtaining cost effective product with high antibacterial efficiency, fabrics must balance the degree of antibacterial activity with the production of a less expensive fiber blend (e.g., 100% chitosan fabric is expensive).
The water retention capacity of the blended test fabrics was also examined in this study. The results were similar for PLA- and lyocell-containing fabrics. Their capacity was greater than greige cotton fabrics by 350% and 355%, respectively. Moreover, when the ratio of greige cotton fiber was increased in the blends, the water retention capacity of that blend declined. Water retention capacity increased in the blended test fabrics consisting of lyocell, chitosan, and PLA, instead of greige cotton.
Fabric made with greige cotton used in this study had the least water retention capacity because it was not pretreat-ed. Cotton fibers can include some substances like fat and wax on their surface that can prevented water retention. 13 Water retention capacity of fabrics made from 100% of each fiber used in the current study were ranked as follows: chitosan > lyocell > PLA > greige cotton.
Lyocell (100%) fabric had the greatest hydrophilicity of all test fabrics. Fabric types that included greige cotton fibers had poor hydrophilic properties. In addition, the blended fabrics using lyocell and greige cotton fibers were less hydrophilic than 100% lyocell due to the presence of greige cotton in the blends. PLA fiber showed some hydrophilic characteristics. Hydrophilicity of fabrics made from 100% of each fiber used in the current study were ranked as follows: lyocell > chitosan > PLA > greige cotton.
PLA has very good wicking ability. 5 Fast water spreading and drying ability provide PLA fiber with very good inherent moisture management characteristics. The PLA structure results from lactide polymerization. PLA containing a high number of L-lactide units produce crystalline polymers while PLA polymers containing higher numbers of D-lactide units (>15%) are more amorphous. Thus, fiber properties can be changed depending on the ratio of these units in its structure. These changes affect many PLA characteristics such as melting behavior, thermal properties, barrier properties, and fiber ductility. Sorption properties of PLA were found to be better than greige cotton fiber because of the amorphous region in its structure, while PLA sorption was less than lyocell fiber.4,5,14
Lyocell fibers have a fibrous structure with tiny channels between fibrils, which permit moisture absorption and subsequent moisture release to the outside environment. Thus, moisture is naturally absorbed and then released from lyocell. Moreover, bacterial reproduction and growth is limited in this structure because the available moisture is limited. The excellent moisture management of lyocell fabrics minimizes opportunities for bacterial growth.5,15
Water sorption properties of fibers depend on the proportion of crystalline and amorphous regions, and void fraction. The structure of void fractions and the orientation of amorphous areas of fibers contribute to process of water sorption. The primary wall of greige cotton on fiber surface is one of the barriers to water penetration. It is composed of cellulose, fats, waxes, and pectic and proteic substances. Crystalline and amorphous regions in cellulose macromolecules alternate along fibrils. During pretreatment procedures, e.g. alkaline treatments, natural cellulose (cellulose I) converts into cellulose II—also characteristic for regenerated cellulose fibers such as lyocell. Therefore, greige cotton fibers have rather hydrophobic characteristics. On the other hand, regenerated cellulosic fibers such as lyocell have a less ordered amorphous regions and a void structure responsible for its sorption properties. The chemical structure of lyocell is similar to cotton except for the length of cellulose molecules. The crystallinity of cotton is about 80% and for lyocell, 60%. The chain orientation is very high in cotton, and lower in lyocell. This explains lyocell's excellent sorption properties, better than the other fibers in this study.13,16–22
Whiteness values of the test fabrics are presented in Table III. 100% PLA and 100% lyocell fabrics had high whiteness values. When the ratio of greige cotton and chitosan fiber was increased in test fabric construction, the whiteness value of the fabrics decreased.
When the hydrophilicity, water retention capacity, and whiteness values of these test fabrics were considered, most did not require pretreatment prior to dyeing. This is important in terms of cost and energy/water consumption during textile production.
Conclusion
Antibacterial properties of blended yarns with different blend ratios of greige cotton, PLA, chitosan, and lyocell fibers in fabrics were studied. Also studied were the hydrophilicity, water retention capacity, whiteness, and yellowness values of the test fabrics. To overcome disadvantages (e.g., poor mechanical properties and high cost) of using fibers obtained from renewable resources, various fiber blends were developed.
Test fabrics including PLA fiber offered good antibacterial activity; moreover, other physical characteristics of the PLA fiber blend fabrics investigated in this study had better properties compared to other test fiber fabrics.
The chitosan and lyocell fibers in the blended yarn test fabrics showed high antibacterial activity against S. aureus. The antibacterial activities of some blends exceeded 99% bacterial reduction. Particularly, PLA fiber blends with chitosan and lyocell gave greatly improved antibacterial activity when compared to the corresponding cotton fiber blends with chi-tosan and lyocell. These PLA blends had good hydrophilicity and water retention capacity without pretreatment. These properties will lower energy consumption during fabric production. Also, the whiteness values of PLA and lyocell were better than cotton and chitosan fibers, eliminating the need for bleaching and therefore saving water and energy. These PLA and lyocell blends can be used to impart antibacterial activity and biodegradability in fabrics for underwear, baby clothes, workwear, and hospital textiles.
Footnotes
Acknowledgements
This study was supported by The Republic of Turkey Ministry of Science, Industry, and Technology and Sun-Holding R&D Center under grant SANTEZ- STZ.1099.2011-2.