
Abstract
In this study, antistatic properties of nylon 6,6 and polyester fabrics were improved. Diallyldimethylammonium chloride (DADMAC) monomer was used as an antistatic agent together with di(ethylene glycol) diacrylate crosslinker. Non-thermal, high density atmospheric pressure plasma was used to graft and polymerize the monomer/crosslinker layer on the fabric. Surface resistivity and electrostatic charge generation/dissipation of fabrics were measured after Soxhlet extraction with water and after home laundering. All fabrics were stained with C.I. Direct Red 80 to confirm the newly grafted polyDADMAC layer on the fabric and UV-Visible spectroscopic analyses were carried out on dye baths. Results showed that the grafted polyDADMAC layer was still present after water Soxhlet extraction and after home laundering. The antistatic performance of the fabrics was greatly improved with the treatment.
Introduction
Textile materials are generally classified as non-conductors, however depending on the fiber molecular properties and ambient conditions (e.g., humidity and temperature), they can conduct electricity to some extent. 1 Due to low conductivity, textiles tend to get statically charged upon contact or rubbing with another material. Static charges tend to build up on fibers (mostly synthetic fibers) and do not dissipate for a long time under low humidity conditions.
Nylon and polyester synthetic fibers are often used in the textile industry, especially in automotive textiles, due to their high performance. However, these fibers have high surface resistivity values and tend to build up static charge upon contact. To reduce and minimize static charge build-up, antistatic agents are used. These are either conductive additives used in the bulk, or surfactants or conductive liquids used on the surface. Conductive additives used in the bulk give the fiber a permanent conductivity, which may have negative effects on the mechanical properties. 2 Conductive liquids applied to the surface improve the surface resistivity, but they are not durable. Obtaining a durable antistatic property on textiles is difficult to achieve. A crosslinked polymer network containing hydrophilic groups should be grafted on the surface. 1
To improve the antistatic properties of textile fabrics, new studies were conducted with plasma systems. Kan 3 treated polyester fabrics with oxygen plasma and examined the resulting antistatic property. He saw a major decrease in the half life decay time. Samanta et al. 4 treated nylon and polyester fabrics with helium and air plasma and saw an improvement in the resulting antistatic properties.
Some researchers grafted polymerized hydrophilic mono-mers to impart antistatic properties to fabric. Sarma 5 used a glow discharge plasma system to graft and polymerize 2-acrylamido-2-methyl-1-propanesulfonic acid (AMPS) monomer to give durable antistatic textiles. Uchida et al. 6 also used AMPS on polyester fibers for improving the antistatic properties of fabrics.
Diallyldimethylammonium chloride (DADMAC) monomer is a cationic hydrophilic monomer that is mostly used for its antibacterial properties.7,8 In this current research, DADMAC was used as an antistatic agent. In our earlier studies, three hydrophilic monomers were investigated for their antistatic properties. DADMAC showed good antistatic properties and was further investigated.
DADMAC monomer was applied to nylon 6,6 and polyester fabrics, graft polymerized with the aid of an atmospheric pressure plasma system, and its antistatic effect on fabrics was investigated. Although there are studies on antistatic finishing of textiles, use of an atmospheric pressure plasma system to graft polymerize a hydrophilic monomer is not common. The aim of the study is to investigate and understand plasma-induced graft polymerization of DADMAC monomer on nylon 6,6 and polyester fabrics and the anti-static performance of the treated fabric.
Experimental
Materials
Plain weave 100% nylon 6,6 and 100% polyester fabric of 130 g/m2 weight were used in this research. Nylon 6,6 and polyester fabrics were supplied from Testfabrics Inc. (style 361 and 777H, respectively). Diallyldimethylammonium chloride (DADMAC) monomer (65 wt% in water) and di(ethylene glycol) diacrylate (75% pure) crosslinker were supplied from Sigma Aldrich Co. and used as received.
Instruments
Atmospheric Pressure Plasma Reactor
A non-thermal, high density atmospheric pressure plasma reactor (APPR) by ApJet was used for cleaning, etching, and surface activation of the fabric and graft polymerization of monomer on the fabric surface (Fig. 1). APPR is a glow discharge plasma reactor and works at a 13.56 MHz frequency. An R 1001 model Seren RF power supply was used between ∼200 and 800 W.
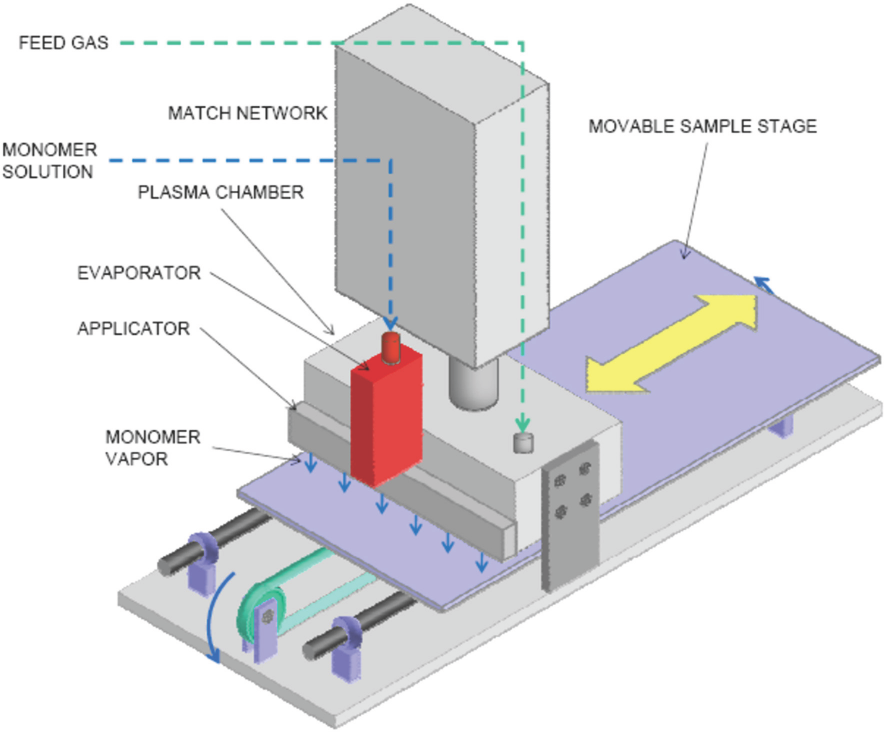
Schematic of atmospheric pressure plasma reactor (APPR).
APPR used high purity helium (He) gas, consuming the gas at 40-48 standard liters per minute (slpm). Ultra High Purity (UHP) Grade 5.0 helium gas was supplied by MWSC High Purity gases (Machine & Welding Supply Co.). Regulators for gas cylinders and flow meters were supplied by Concoa and Gilmont, respectively.
Electrostatic Test Devices
A Trek Model 152 surface/volume resistance meter was used for fabric surface resistance measurements. It measured surface resistivity of the fabrics by the concentric ring electrode method which was used with AATCC Test Method (TM) 76-2005, Electrical Surface Resistivity of Fabrics. 9 Its measurement range is 1.00 × 104 to 1.00 × 1014 Ω/sq.
Electrostatic charge accumulation and dissipation on fabric was measured by the custom built rubbing tester.5,10This device has a rubbing head made of steel (10 × 20 mm). A non-contact potential probe (Monroe Electronics), having a measurement area of 9 × 9 mm, was placed 16 mm away from the rubbing head and 3 mm above the fabric surface to measure surface potential charge on fabric surface with an accuracy of 99%.
A static elimination gun (Top Gun) was used to neutralize initial charge on sample surface prior to testing. For application of monomer-crosslinker solution, a padder by Roaches Engineering Ltd. was used. A reciprocating water bath by Boekel Grant, Model ORS 200 was used for fabric staining applications.
Instrumental Analysis
For analysis of dyed fabric dye baths, a Varian Cary UV-Vis Spectrophotometer was used.
Methodology
Plasma Treatment
All fabrics were first scoured with a non-ionic detergent in a conventional washing machine, thoroughly rinsed, and fat dried. Fabrics were cut into 25 × 28 cm pieces and then placed on the APPR's movable stage. Depending on the experiment, fabric was pre-treated with APPR for surface activation, padded with monomer-crosslinker (8:1 mole ratio) solution, fat dried in open air, and treated with APPR for graft polymerization. The fabric moved with the stage through the plasma discharge. The speed of the stage was adjusted so that the fabric was treated with plasma discharge for 30 s each time, which was equivalent to a speed of 0.25 m/min. Depending on the experiment, fabric passed through the plasma discharge several times without pause for the desired amount of time. The plasma treatment procedure is given in Fig. 2.
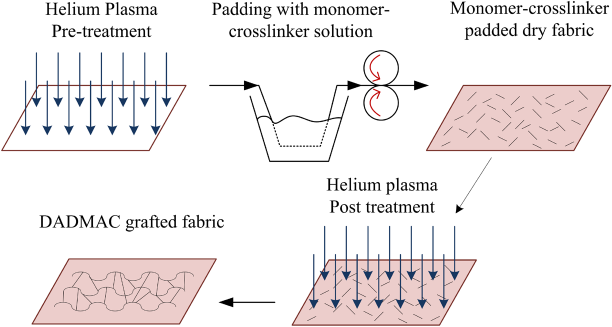
Plasma treatment procedure for fabrics.
Testing
Plasma-treated fabrics were put into a pure water Soxhlet extraction system for 8 h, which permitted at least six siphonings. This extraction cleaned the fabric from unreacted and ungrafted DADMAC monomers/homopolymers. Water was used for extraction because both diallyldimethylammonium chloride monomer and its homopolymer were both soluble in water. After 8 h, fabrics were taken of the system and placed on aluminum foil separately for drying.
After the water Soxhlet extraction and drying, fabrics were taken and conditioned in laboratory for at least 24 h under 21 °C, 40% relative humidity (RH) conditions. Fabric surface resistivity values were measured with a surface resistance meter. Surface resistivity measurements were conducted according to AATCC TM 76-2005. 9 For reference purposes 100 V configuration was used. For each sample, three readings were taken. Geometric means of the three test results were analyzed and, for the statistical test results, the logarithm of three test results were used.
Electrostatic charge generation/dissipation was measured with a custom-built rubbing tester. Fabrics were cut into 3 × 12 cm strips, and placed on a non-conductive PVC rubbing plate and held still with the help of two-sided tape. A steel rubbing head was used for these sets of experiments. The rubbing distance was 52 mm, while the potential (sensor) probe read 32 mm of the rubbed area due to the construction of the device. 11 Prior to the electrostatic charge generation/dissipation tests, static charges on the fabrics were neutralized with the static elimination gun. Fabrics were then rubbed 50 times without a pause, the surface charge potential was measured, and the data were stored on the computer. Tree measurements were taken for every type of fabric. These raw data files were later analyzed with the help of a code written in MATLAB. Typical graphs obtained from the data of charge generation/dissipation on fabric surfaces can be seen in Fig. 3.
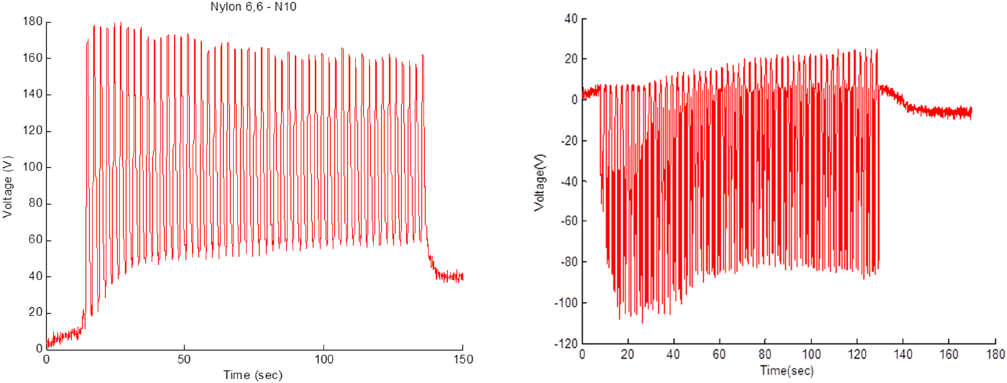
Typical graphs obtained from the data of charge generation and dissipation test on treated nylon 6,6 (a) and polyester (b) fabric surfaces.
Electrostatic charge generation/dissipation was measured with the help of the rubbing meter. After 50 cycles of rubbing the fabric with a steel surface, the maximum voltage read on the surface was recorded. The half life time was the time taken for the charge to dissipate into air after the 50th maximum voltage reading seen on the fabric.
After measurements on the extracted fabrics, the fabrics were home laundered according to AATCC TM 135-2010. 12 Fabrics were laundered by selecting the large load, delicate machine cycle at 50 °C. After laundering was complete, ballast fabrics were removed from the washer and the plasma-treated fabrics were rinsed again at the same settings. Ten, the fabrics were dried on a screen and conditioned in the laboratory for at least 24 h under 21 °C, 40% RH conditions. Surface resistivity tests and electrostatic charge generation/dissipation tests were also conducted for laundered fabrics.
Staining Procedure
A direct dye, C.I. Direct Red 80 (Sirius Red), was used to stain the fabrics to prove the existence of crosslinked DADMAC polymer (polyDADMAC) on the fiber surface. Plasma treated and control fabrics (0.1 g) were weighed, each put into a bottle containing 10 mL of 2 × 10−5 M Direct Red 80 solution, and dyed in a reciprocating water bath for 24 h at 30 °C with a reciprocal movement of 120 rpm. At the end of 24 h, fabrics were taken out of the bottles, put into 10 mL of distilled water, and put into a water bath for rinsing for 1 h under the same water bath conditions. After the fabric has been taken out from the rinse bath, the dye baths and rinse baths were combined to get 20 mL of combined dye bath. Later, the concentrations of the dye in the starting solution and in the dye baths after the treated fabrics’ dyeing were measured with a UV-Vis spectrophotometer using Beer-Lambert's law (Eq. 1).

To calibrate the UV-Vis spectrophotometer, a series of dilute solutions of the Direct Red 80 were prepared as standard solutions and absorbance of the solutions were measured to generate a calibration curve. From Eq. 1, the molar absorptivity (ε) of the dye (Direct Red 80) was determined to be 41,718.
After calibration was completed, the starting solution and the dye baths left after the treated fabrics’ dyeing were measured with the UV-Vis spectrophotometer. The UV-Vis spectrophotometer determined the concentration of the dye baths as shown below in Eq. 2, which is Eq. 1 solved to determine

The amount of dye bonded to the fabric was calculated according to Eq. 3.
Amount of dye bonded to 0.1 g fabric

Experimental Design
A full factorial experimental design with two mid-points was conducted for the nylon 6,6 and polyester fabrics. The variables were chosen as plasma pre-exposure time (0 to 2 min), plasma post-exposure time (1 to 3 min), power of plasma device (400 to 600 W), and monomer mass concentration (1% to 3%). Details of this experimental design are given in Table I.
Experiments Using Nylon 6,6 and Polyester Fabrics
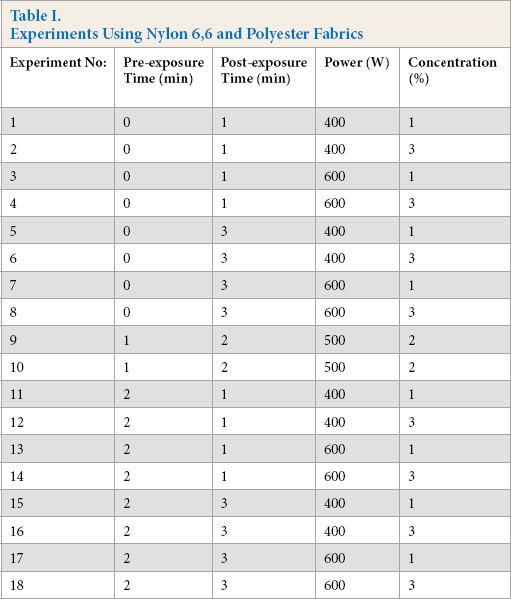
The electrode height from the stage (also the fabric) was kept at 4 mm, helium gas was used at 40 slpm for APPR's 400 W configuration, 44 slpm for the 500 W configuration, and 48 slpm for the 600 W configuration. The amount of helium gas was increased to prevent arcing and to stabilize the plasma.
Nylon fabrics were coded as N1-N18, likewise polyester fabrics were coded as U1-U18 and numbers show the order of experiments given in Table I.
Results and Discussion
Electrostatic Test Results
Surface resistivity and electrostatic charge generation/dissipation tests were conducted for water Soxhlet extracted and home laundered nylon 6,6 and polyester fabrics, and the results were analyzed. The staining (dyeing) test results are discussed in another section.
Nylon 6,6 Fabrics after Water Soxhlet Extraction
Surface resistivity values of untreated nylon 6,6 fabric could not be measured as it was not in the range of the surface resistance meter (> 2.00 × 1014 Ω/sq). All nylon 6,6 treated fabrics showed lower surface resistivity values than the untreated control fabric, with values ranging between 1.30 × 1011 and 5.66 × 1013 Ω/sq. A major decrease in the surface resistivity showed that the antistatic performance was highly improved with the increase in the mobility of the free charges.
Generated maximum voltage values and the half life (decay) times for the electrostatic charge generation/dissipation tests ranged between 1197 to 230 V and 0.8 to 62.1 s, for treated and extracted nylon 6,6 fabric, respectively, and were 1154 V and 273 s, respectively, for the untreated nylon 6,6 fabric. The lower the generated maximum voltage and half life time, the better the antistatic property.
Nylon 6,6 Fabrics after Home Laundering
After laundering, the surface resistivity values of nylon 6,6 fabrics increased. All the treated and laundered fabrics in this study showed higher surface resistivity values then the extracted samples, values ranging between 5.76 × 1013 to 1.33 × 1014 Ω/sq. This may be due to the partial washing away of the grafted polyDADMAC layer, which was confirmed by the staining results (discussed in the next section).
The generated maximum voltage values and the half life (decay) times for electrostatic charge generation/dissipation tests ranged between 375 and 1162 V and 29.1 and 91.8 s, respectively. When all the extracted and laundered fabrics were compared, it was observed that the maximum voltage accumulated on the surface stayed in a similar range, while the half life times increased. As stated above, an increase in the half life (decay) times may be due to the partial washing away of the grafted polyDADMAC layer.
Polyester Fabrics after Water Soxhlet Extraction
The surface resistivity value of untreated polyester fabric could not be measured as it was not in the range of the surface resistance meter (> 2.00 × 1014 Ω/sq). All the treated polyester fabrics in this study showed lower surface resistivity values than the untreated polyester fabric, with values ranging between 1.78 × 1010 to 8.17 × 1013 Ω/sq. A major decrease in the surface resistivity values showed that the antistatic performance was highly improved.
The generated maximum voltage values and the half life (decay) times for electrostatic charge generation/dissipation test results ranged between 206 and 13 V and 18.8 and 0.3 s, respectively, for the treated fabrics, and were -600 V and greater than 2000 s, respectively, for the untreated polyester fabric.
Polyester Fabrics after Home Laundering
After laundering, the surface resistivity values of polyester fabrics increased. All the treated and washed fabrics in this study showed higher surface resistivity values that ranged between 1.95 × 1013 and 1.43 × 1014 Ω/sq, which was still better than the untreated polyester fabric value of 2.00 × 1014 Ω/sq. When compared to the extracted fabrics, the results showed that the surface resistivity values increased. As discussed before in the nylon 6,6 fabric section, this may be due to washing away of some of the grafted polyDADMAC layer.
The maximum voltage value and the half life (decay) time for electrostatic charge generation/dissipation tests ranged between 89.52 and 529.55 V and 142 and 0.94 s, respectively. When all the extracted and laundered polyester fabrics were compared, it was seen that the maximum voltage accumulated on the surface and half life times increased after home laundering. However, these values were significantly better than the values of the untreated polyester fabric.
Comparison of Nylon 6,6 and Polyester Fabrics
The sign and magnitude of the retained static charge on the fiber depended on the nature of mechanical contact, the ranking of the textile fibers in the triboelectric series, the humidity of the environment, and the presence or absence of moisture on the fiber. 1 Nylon 6,6 is at the top end of the triboelectric series and polyester is at the lower end of the series. These polymers act differently when rubbed against a surface. In this experimental set up, fabrics were rubbed with a steel surface, which was located in the middle of the triboelectric series. Control nylon 6,6 fabric had a tendency to give electrons and be positively charged, however, control polyester fabric was negatively charged when rubbed against a steel surface. Although the absolute value of the maximum voltage on polyester was lower than that of nylon 6,6 fabric, the large difference in the half life times may be due to external factors like moisture content and their intrinsic properties.
After plasma and DADMAC treatment, nylon 6,6 and polyester fabrics acted differently. Nylon 6,6 had the same characteristics as the control fabric (it lost electrons and was positively charged when rubbed against the steel surface). However, after DADMAC and plasma treatment, polyester fabric was mostly positively charged after being rubbed with the steel surface. This was because DADMAC was grafted successfully on the polyester fabric.
Staining Test Results
Fabrics were stained with Direct Red 80 dye to confirm the newly formed polyDADMAC layer on the fabric surface. The staining procedure provided visual evidence of the poly-DADMAC layer and UV-Vis measurements of the dye left in the dye bath gave an accurate measure of the moles of dye bonded to the fabric surface.
Three staining results are given for nylon 6,6 and polyester fabrics in Table II. In column A, the control fabrics’ staining images are shown. In column B, the treated and extracted fabrics’ staining images are shown, and in column C, the treated, extracted, and laundered fabrics’ staining images are shown.
Staining Results for Nylon 6,6 and Polyester Fabrics
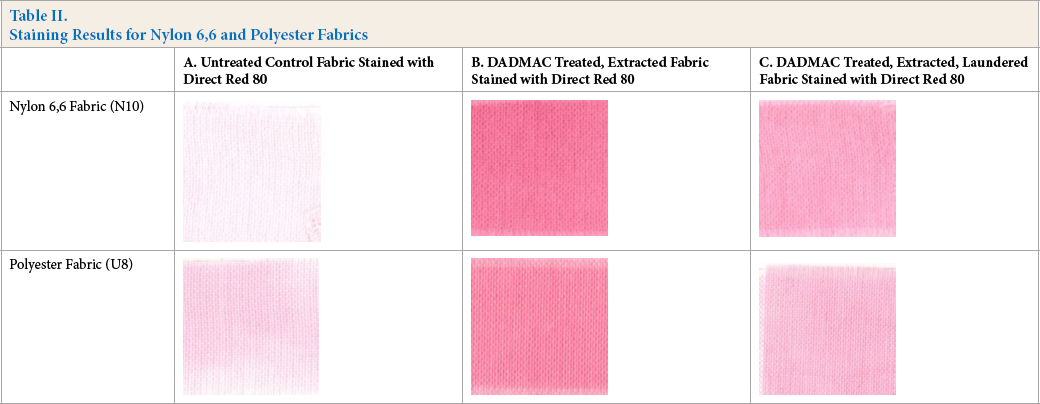
For nylon 6,6 fabrics treated with 2% DADMAC monomer, using 1 min of plasma pre-exposure, 500 W power setting, and 2 min of plasma post-exposure lead to deeper color on the extracted fabric, which also proved the presence of cross-linked polyDADMAC on the fabric surface.
For polyester fabrics treated with 3% DADMAC monomer, no plasma pre-treatment was needed, and 3 min of plasma post-exposure at a 600 W power settings gave the best staining results on the extracted fabric. In both fabrics, some of the polyDADMAC layer abraded after laundering.
Statistical Analysis
The effect of variables on antistatic properties was analyzed using JMP Statistical Software. In statistical analyses, instead of the actual value of surface resistivity value, the logarithm of surface resistivity values was taken in accordance with AATCC TM 76:2005. 9
To achieve a good antistatic finish, lower surface resistivity, lower potential voltage, and shorter half life times are needed.
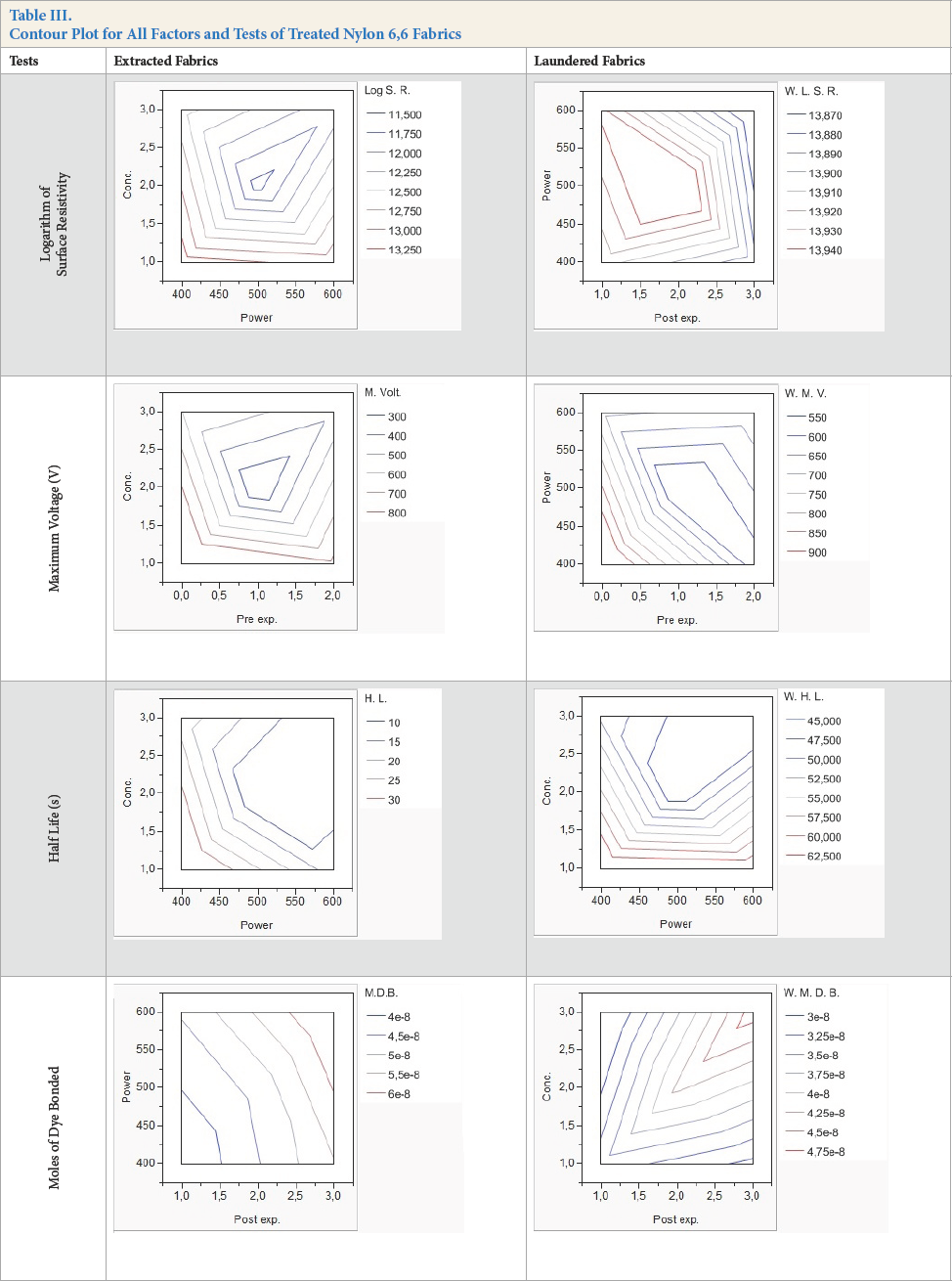
Since there are four variables and four different tests, for every test, different plasma settings and monomer con-centrations gave better results. For better understanding, ANOVA was conducted on the test results, two important factors were chosen, and contour plots were drawn and shown in Tables III and IV for nylon 6,6 and polyester fabrics, respectively.
Contour Plot for All Factors and Tests of Treated Nylon 6,6 Fabrics
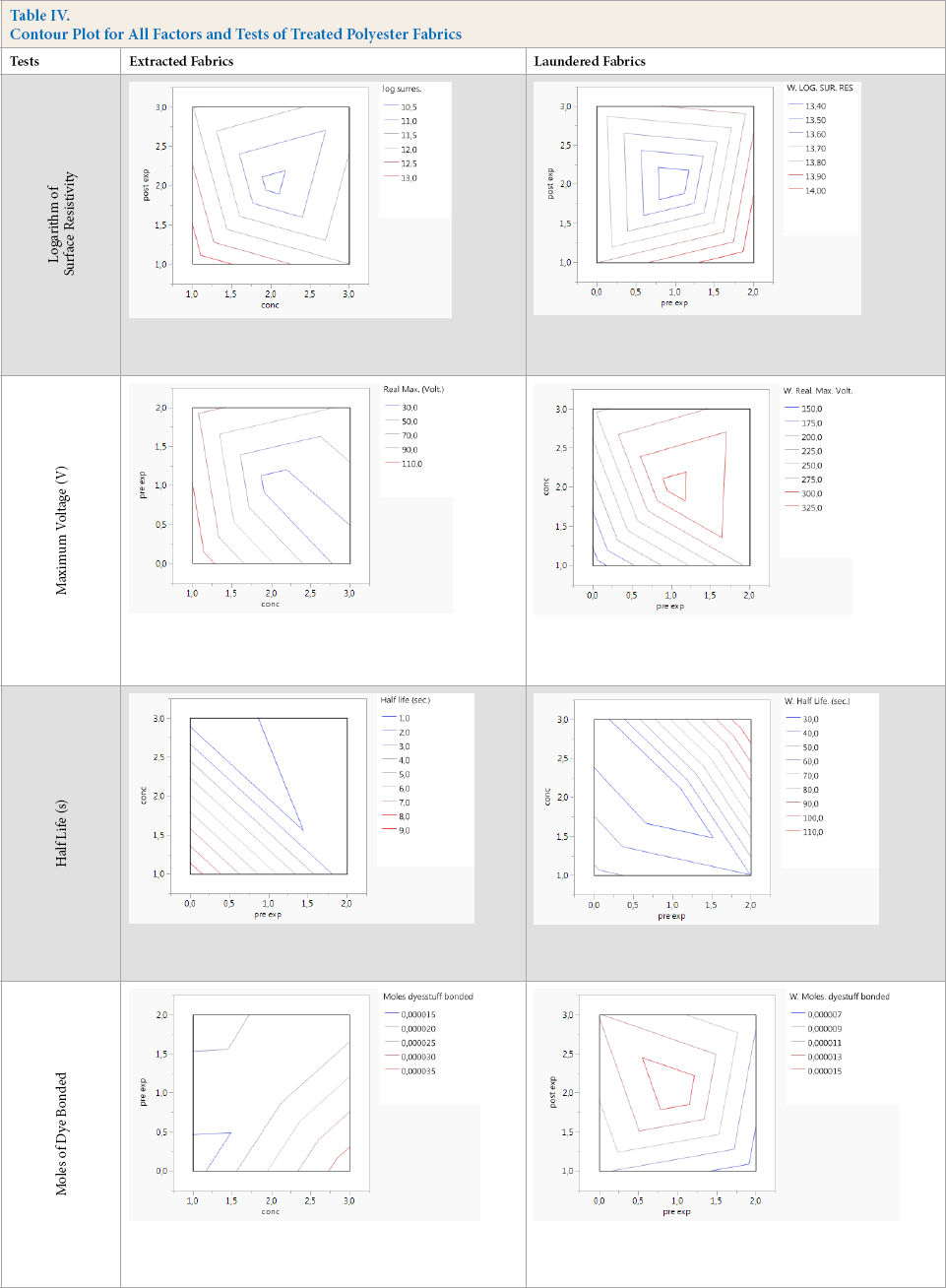
Contour Plot for All Factors and Tests of Treated Polyester Fabrics
Nylon 6,6 Fabrics
When the contour plots were analyzed for logarithm of surface resistivity, minimum surface resistivity values were obtained with 500 W and 2% monomer concentrations for extracted fabrics. When all the fabrics were laundered, higher power setting (600 W) and longer plasma post-exposure time (3 min) gave lower surface resistivity values.
When the values of maximum voltage accumulated on fabrics were analyzed, 1 min of pre-exposure time to plasma and 2% monomer concentration gave lower voltage values for extracted fabrics. For laundered fabrics, 1 min of pre-exposure time to plasma and 500 W configuration gave lower voltage values. When the experimental design (Table I) was examined, these were the same configurations that corresponded to fabrics N9 and N10.
For half life time, 500 W and higher powers, and 2% mono-mer concentration and higher concentrations gave shorter half life times for extracted fabrics. For washed fabrics, 500 W and higher powers, and 2% and higher monomer concentrations gave shorter half life times.
For staining, 3 min of post-exposure time to plasma and 600 W power configuration resulted in greater amounts of dye bonded to extracted fabrics. For washed fabrics, 3 min of post-exposure time to plasma and 3% monomer concentration resulted in large amounts of dye bonded to washed fabrics.
When all analyses were considered and results were com-pared with control nylon 6,6 fabric, all fabrics showed better antistatic performance and staining results than the control fabric. Among these fabrics, N9, N10, and N18 gave better antistatic performance and staining results than the other treated fabrics.
Antistatic test results gave good correlation with the amount of dye bonded to the fabric surface. As explained before, the staining procedure was performed to determine the amount of grafted DADMAC on the fabric surface. An increase in the amount of grafted DADMAC led to better antistatic properties.
Plasma pre-exposure was used to clean, etch, and activate the fabric surface, and the plasma post-exposure was used as the energy source that initiated the polymerization. In similar research, Widodo 13 suggested that the plasma pre-exposure would generate surface radicals on Kevlar fabric which may then increase the graft yield of DADMAC. Pre-exposure time had a positive effect on the graft polymerization of DADMAC on nylon 6,6 fabrics. Low powers were found to be ineffective on polymerizing the DADMAC monomer, with 500 and 600 W power effective for the polymerization process. Short plasma post-exposure time (1 min) was not enough to form a highly crosslinked polymerized DADMAC layer on the fabric surface. However, 2–3 min of plasma post-exposure time did form a highly-crosslinked grafted polyDADMAC layer on the surface. Low monomer concentration (1%) was not enough to form a crosslinked polymer layer, while 2–3% monomer concentration formed a highly-crosslinked polymer layer.
Polyester Fabrics
The contour plots for every polyester fabric studied are given in Table IV. When the contour plots were analyzed as the logarithm of surface resistivity, the minimum surface resistivity values were obtained with 2 min of plasma post-exposure and 2% monomer concentration for extracted fabrics. When all fabrics were laundered, plasma pre-exposure and post-exposure times had a greater impact on fabric surface resistivity. Plasma pre-exposure (1 min) and post-exposure (2 min) gave lower surface resistivity values. In this case, fabrics U9 and U10 had low surface resistivity values before and after laundering.
When the values of maximum voltage accumulated on fabrics were analyzed, 1 min of plasma pre-exposure time and 2% monomer concentration gave lower voltage values for extracted fabrics. No plasma pre-treatment and 3% monomer concentration gave similar low voltage values for the extracted fabrics. For laundered fabrics, no plasma pre-treatment and a lower monomer concentration gave lower voltage values.
For half life time values, 1–2 min of plasma pre-exposure time with 2–3% monomer concentration gave very low half life times. For laundered fabrics, 0–1 min of plasma pre-exposure and 1–2% monomer concentration gave shorter half life times.
For dyeing, 3% monomer concentration and no plasma pre-exposure led to higher amounts of dye bonded to the extracted fabrics. For laundered fabrics, 2–3 min of plasma post-exposure time and 0–1 min of plasma pre-exposure time led to higher amounts of dye bonded to the fabric surface.
When all analyses were considered, fabrics U8, U9, and U10 gave sufficiently good results in every category.
As stated in the nylon 6,6 section, antistatic test results gave good correlation with the amount of dye bonded to the fabric surface.
Plasma pre-exposure had a positive effect on the graft polymerization of DADMAC on polyester fabrics, however, was less effective on the antistatic tests. Low powers were found to be ineffective in polymerizing DADMAC monomer. Powers of 500 and 600 W were effective for polymerization. Short plasma post-exposure time (1 min) was insufficient to constitute a polymerized DADMAC layer on the fabric surface.
However, 2–3 min of plasma post-exposure time did form a grafted polyDADMAC layer on the surface. Monomer concentration was also important, with 2–3% monomer concentrations forming a highly-crosslinked polymer layer.
Conclusion
This research was about graft polymerizing a hydrophilic monomer with a non-thermal, high density atmospheric pressure plasma (APPR) on nylon 6,6 and polyester fabrics to improve the antistatic behavior of fabrics. Diallyldimeth-ylammonium chloride (DADMAC), a cationic monomer, was used as the main antistatic agent together with di(ethylene glycol) diacrylate crosslinker.
Plasma settings and monomer concentrations were optimized to give the best antistatic properties for nylon 6,6 and polyester fabrics.
DADMAC monomer and plasma treated, and extracted nylon 6,6 fabric surface resistivity dropped more than 1000 fold, while polyester fabric's surface resistivity value dropped more than 10,000 fold for the fabrics showing the best performance.
Static charge accumulation/dissipation tests showed that treated and extracted nylon 6,6 fabric had as low as 230 V accumulated charge, while the control untreated nylon 6,6 fabric had 1154 V. The half life time was as low as 0.8 s for the treated nylon 6,6 fabric, compared to 273 s for the untreated control nylon 6,6 fabric. A 2–3% monomer concentration, 500-600 W plasma power, 1–2 min of plasma pre-exposure time, and 2–3 min of post-plasma exposure time gave the best results for the treated nylon 6,6 fabrics.
Likewise, static charge accumulation/dissipation tests for treated and extracted polyester fabric were as low as 13 V accumulated charge, while the control untreated polyester fabric gave -600 V, and the half life time was as low as 0.3 s for the treated polyester, while it was 2000 s for the untreated polyester fabric. A 2–3% monomer concentration, 500-600 W plasma power, 0–1 min of plasma pre-exposure time, and 2–3 min of plasma post-exposure time led to the best results for the treated polyester fabrics.
Fabric staining & UV-Vis tests showed that all treated and extracted fabrics had better staining results then untreated control fabrics, confirming the presence of the newly grafted polymer layer on the fabric surface.
After laundering, nearly all fabrics lost some of the grafted polymer layer. Surface resistivity values of all treated fabrics increased, but fabrics still showed lower surface resistivity values than untreated fabrics.
Static charge accumulation/dissipation values for treated and laundered nylon 6,6 fabrics were 375 V accumulated charge and 29.1 s half life time, and for treated and laundered polyester fabrics, 89.52 V accumulated charge and 0.94 s half life time.
There was a positive correlation between amount of grafted polyDADMAC and the antistatic test results. Fabric staining and UV-Vis tests for laundered fabrics confirmed that the newly grafted polymer layer on the fabric surface was still present, but fabrics showed lighter shades of the red color and the calculated amount of dye bonded to the fabric decreased.
All factors had effect on the antistatic performance of fabrics. When all results were examined, extracted treated fabrics showed better antistatic properties than home laundered treated fabrics. Untreated control fabrics had very poor antistatic properties. Laundered treated fabrics still had a grafted polyDADMAC layer, ensuring improved antistatic properties over untreated nylon 6,6 and polyester fabrics.
Footnotes
Acknowledgement
This project was funded by The Scientific and Technological Research Council of Turkey (TUBITAK) and North Carolina State University (NCSU). The authors would like to acknowledge Abdel Fettah Seyam and his team for their support and assistance with antistatic testing.