
Abstract
The DBDPE (decabromodiphenyl ethane)/Sb2O3 flame-retardant (FR) system has been adopted to study the FR treatment of polyester (PET) fiber used in automotive interior carpet. The effect of low-temperature plasma processing was also studied. By using thermogravimetric analysis (TGA), differential thermal analysis (DTA), and cone calorimetry, tests and analyses have been done to study PET interior carpet treated in various ways. The test results show that PET carpet had better FR performance after DBDPE/Sb2O3 treatment. Furthermore, the treated PET's FR performance was improved when low-temperature plasma treatment preceded the FR-treatment.
Introduction
With the rapid development of the automotive industry in China, the demand for car safety and comfort becomes increasingly greater. The performance of automotive interior materials, especially fame-resistance performance, affects consumer safety and the driving environment directly.1–3 Polyester (PET) fiber is widely used as decorative car interior material for its high strength and good wearability. There-fore, the study of flame-retardant (FR) treatment of PET fiber is now a research focus.4–7
Low-temperature plasma technology is a new processing technology that is fast, convenient, and pollution-free. It has been applied widely to fiber surface modification. 8 Based on the processing conditions for applying the DBDPE (deca-bromodiphenyl ethane)/Sb2O3 FR system, low-temperature plasma technology can be used to treat PET interior carpet. The effect that low-temperature plasma technology has on the FR process has been studied. 9 Moreover, the extent of DBDPE/Sb2O3 FR treatment of PET fiber can be determined using thermogravimetric analysis (TGA), differential thermal analysis (DTA), and cone calorimetry. This study provides relevant data for DBDPE/Sb2O3 and low-temperature plasma-treated PET fiber's fame-resistant properties.
Experimental
Materials and Instruments
Experimental materials used were PET fiber car interior carpet (738 g/m2, 5 mm thick, Anhui Nan'ao Carpet Co. Ltd.), DBDPE/Sb2O3, crossing agent TAC (triallyl cyanurate), and coupling agent KH550 (Zhengzhou Xingda Chemical Co. Ltd.)
Experimental instruments used were a low-temperature plasma instrument (HD-21A type, Hongke Instrument Equipment Co. Ltd.), cone calorimeter (Stanton Redcroft), thermogravimetric analyzer (TGA, STA409C, Netzsch), and differential thermal analyzer (DTA, 404PC, Netzsch.)
Procedure
Low-Temperature Plasma Treatment
The power used for low-temperature plasma treatment was 350 W, with a vacuum degree of 68 Pa and processing time of 3 min. The optimal FR finishing process used was to soak PET carpet in a solution prepared using DBDPE/Sb2O3 (150 g/L), crosslinking agent TAC with a volume concentration of 5%, and coupling agent KH550 with a volume concentration of 5%. The treatment bath was boiled for 30 min, followed by soak and roll (both twice), and then the carpet was baked until dry. The volume concentration of adhesion agent used was 20% and the baking temperature was 180 °C. 10
Sample Preparation
Sample 1 was the untreated PET fiber car interior carpet, sample 2 was the carpet treated by the optimized FR process, and sample 3 was the carpet first treated by low-temperature plasma treatment and then treated by the optimized FR process.
Testing
Termogravimetric Analysis (TGA)
TGA testing was performed on 10-mg samples under a nitrogen atmosphere. The temperature was increased from room temperature (RT) to 700 °C at a rate of 10 °C/min using an air flow rate of 50 mL/min.
Differential Termal Analysis (DTA)
α-Al2O3 (analytical reagent, Netzsch) was chosen as the reference sample. Samples (10 mg) were placed in the test system. The temperature was raised from RT to 800 °C at the rate of 5 °C/min in an air medium.
Cone Calorimetry
According to the ISO5660 standard, a radiation power of 35 kW/m was used for cone calorimetry testing. 11
Results and Discussion
TGA
Fig. 1 shows TGA curves before and after FR treatment. The thermal weight loss of sample 1 increased dramatically above 370 °C, while the weight loss of sample 2 accelerated at 405 °C. The FR-treated PET interior carpet began to lose weight dramatically at a temperature 35 °C higher than the untreated carpet. The total weight loss of sample 1 was 92%, while the total weight loss of sample 2 was 62%. The total weight loss of the treated carpet was ∼30% less than the untreated one. The flame retar-dant decomposes to produce a film on the fiber surface that reduced the heat transfer rate. Also, the presence of bromide and hydroxide ions may stop free radical chain reactions from occurring during combustion, which results in the FR effect.
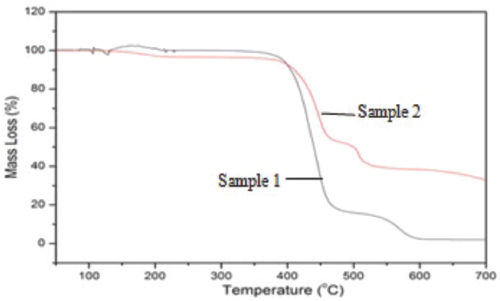
The TG curve of PET carpet before and after FR treatment.
DTA
Fig. 2 is the DTA curve of the PET carpet before and after FR treatment. Sample 1 had two peaks and sample 2 only had only one peak. This was because the flame retardant had taken effect at the main pyrolysis stage of the fiber. There was no obvious heat release at the pyrolysis stage leading to residue formation. Therefore, no second obvious thermal spike appeared in the DTA curve.
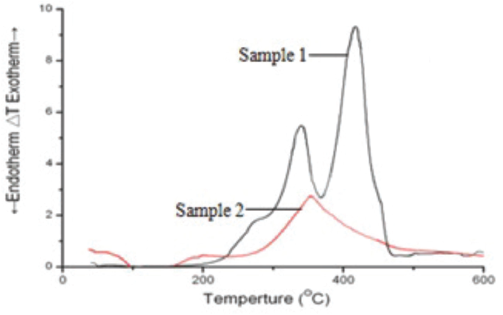
The DTA curve of PET carpet before and after FR treatment.
The DBDPE/Sb2O3 FR system controls the heat released by oxidation of flammable products during fabric pyroly-sis, so it is difficult for the PET fiber to maintain rapid temperature increases or keep burning, which reduces flammability and achieves fire resistance.
Cone Calorimetry
Heat Release Rate (HRR)
Fig. 3 shows the HRR curve for the three samples. Generally, the greater the heat release rate, the more dangerous the material is during a fire disaster. Sample 1 (untreated PET interior carpet) had the shortest burning time. Two peaks appeared, with a stable combustion stage between them, in the HRR curve. The first peak appeared within 50 s. With fiber surface carbonization, the carbon layer forms a barrier to decrease the HRR. Due to heat transfer, the temperature of the remaining fiber increases. At this moment, combustion produces micro-reactions on the fiber, such as cyclization, crosslinking, removal of small molecules, and so forth. The pyrolysis rate of the fiber then speeds up, resulting in the second HRR peak. As PET fiber was inflammable, the interval between the two peaks was very short.
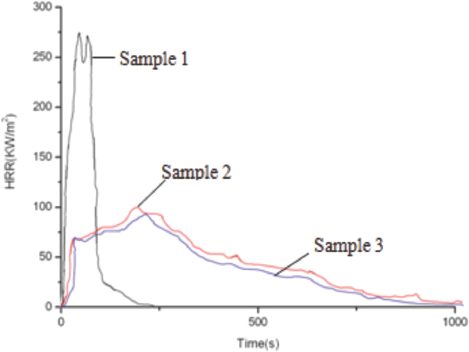
Rate of heat release of PET carpet with no treatment, FR treatment, and FR + plasma treatment.
Samples 2 and 3 had a longer burning time than the control. Time gaps between the two peaks in samples 2 and 3 were 190 s and 200 s, respectively. The longer the peak time interval of heat release, the slower the heat release speed— limiting a rapid temperature increase. Thus, finishing with the DBDPE/Sb2O3 system retarded burning of the PET interior carpet. Compared to sample 2, time gaps between two peaks of sample 3 increased by 10 s. This indicates that the FR effect of sample 3 was better than sample 2. A large number of free radicals are produced on the fiber surface due to low-temperature plasma treatment. These free radicals can produce crosslinking reactions with flame retardants. The result is that fibers carried more flame retardants. For this reason, low-temperature plasma treatment optimized the FR finish on PET interior carpet.
Total Heat Release (THR)
Fig. 4 shows that the burning velocity of sample 1 was faster than samples 2 and 3. Comparing the three curves in Fig. 4, the slope of sample 1 was more significant than those for samples 2 and 3 at the beginning of combustion. This shows that the DBDPE/Sb2O3 system imparted flame resistance, slowing combustion. At the later stage of combustion, sample 1 almost completely decomposed, so the total amount of heat released during this period did not increase. However, the total amount of heat release for PET carpet after FR treatment tended to increase, which was caused by external heat and the gradual decomposition of fiber materials. The total heat release curves of samples 2 and 3 were similar. Yet, when it first starts to burn, the total heat release of sample 3 had a slower increase than that for sample 2. This shows that low-temperature plasma treatment of the PET fiber surface optimized FR treatment of the PET interior carpet.
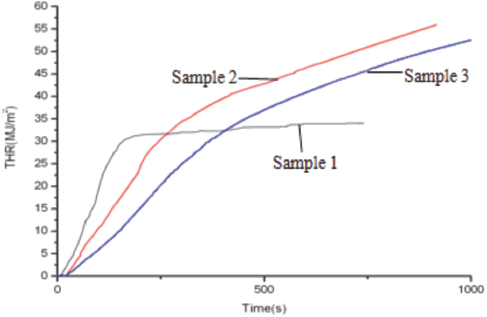
Total heat release profiles of PET carpet with no treatment, FR treatment, and FR + plasma treatment.
Effective Heat of Combustion (EHC)
EHC refers to the ratio of heat release to weight loss measured at some point, which mainly reflects the combustion degree of flammability and the amount of volatile gas present. As shown in Fig. 5, the heat release of sample 1 was faster than samples 2 and 3, with the appearance of a peak within 80 s. The burning fiber produces gas that promotes combustion, promoting later decomposition and combustion of the fiber. Therefore, the peak value appeared quickly, with great changes in the EHC curve. However, the EHC of samples 2 and 3 reached their peak values during the combustion process after a longer period and the EHC curves showed no dramatic changes. Within 740 s, the EHC of sample 2 was kept below 30 MJ/kg (needing 800 s for the EHC to reach peak value). Within 760 s, the EHC of sample 3 was kept below 35 MJ/kg (needing 850 s for EHC to reach peak value).
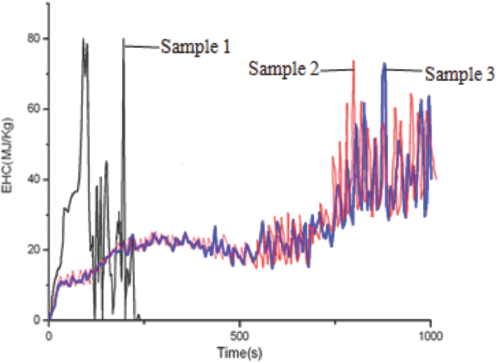
Effective heat of combustion profiles of PET carpet with no treatment, FR treatment, and FR + plasma treatment.
By comparing these the three curves, the EHC was controlled when the PET automotive interior carpet was processed with a FR treatment. The time when sample 3 reached its peak was delayed by 50 s over that for sample 2, which indicated that use of low-temperature plasma helped to optimize FR treatment of PET interior carpet.
Conclusion
PET automotive interior material obtained good FR properties after treatment with the DBDPE/Sb2O3 FR system. A bromine hydride gas film formed from flame retardant decomposition covered the solid surface of high polymeric materials, cutting off air and heat. This film can also restrain free radical chain combustion reactions. Therefore, the thermal weight loss of samples 2 and 3 were reduced significantly over the control. The combustion process of samples 2 and 3 were relatively slow. Low-temperature plasma treatment before FR finishing increased the number of free radicals on the fabric surface, allowing the sample to carry a greater amount of flame retardant. Therefore, low-temperature plasma treatment improved the performance of FR-treated PET automotive interior materials.