
Abstract
The welding of dissimilar joints is very common in systems used in oil exploration and production in deep sea waters. Commonly involves welding of low carbon steel pipes with low alloy steel forgings both with inner Inconel clad. The forged steel part undergoes a process of buttering with Inconel or carbon steel electrode before the weld of the joint. The buttering process is followed by a process of residual stresses relief. The conventional way of reducing the level of residual stresses in welded joints is to apply post welding heat treatments. Depending on the size and complexity of the parts to be joined, this can become a serious problem. An alternative technique for reducing residual stresses is to use an electrode that during the cooling process undergoes a displacive transformation at a relatively low temperature so that the deformation resulting from the transformation compensates the contraction during the cooling process, and, although many papers have been published in this direction using Fe–Cr–Ni alloys, most of them report a loss of toughness in the weld metal. Maraging steel is a family of materials with Ms temperature below 200°C and even without the final heat treatment of aging has superior mechanical properties to low alloy steels used in forgings. In this work, forged piece of AISI 4130 was buttered with Maraging 350 weld consumable and subsequently welded to ASTM A36 steel using Inconel 625 filler metal. In addition, the dissimilar base metal plates were welded together using Maraging 350 steel weld consumable. The levels of residual stress, and the toughness and microstructures of heat affected zone and weld metal were investigated.
Introduction
Dissimilar metal welding is widely used in power generation and aerospace industries in addition to subsea oil and gas systems.1,2 In the latter, components such as forged hubs or tees made of low alloy steels are typically buttered with a carbon steel or nickel alloy weld consumable which is usually followed by a residual stress relief treatment and finally welded to an high strength low alloy steel pipe. 2 Residual tensile stresses induced by welding are of concern because they can promote stress corrosion cracking, reduce fatigue and static strength, or can give rise to distortion. 3 Stress relieving can be carried out by a post-weld heat treatment, although for large welded structures the applicability of such stress mitigation technique might be impractical. Therefore, there has been great interest in minimising these stresses by use of weld consumables which undergo a displacive transformation (e.g. austenite→martensite/bainite/acicular ferrite) at a low temperature typically around 200–400°C where thermal stresses accumulated during cooling of the solidified weld metal are compensated by a deformation caused by this solid state phase transformation.
During cooling of the solidified weld metal, austenite may or may not decompose according to one of the following scenarios:
reconstructive transformation, e.g. in conventional carbon steel weld filler
displacive transformation, e.g. in a low transformation temperature weld metal
no phase transformation, e.g. in a nickel based alloy consumable.
This phase transformation behaviour can significantly affect accumulation of stresses during welding.4,5 The diffusion controlled reconstructive transformation mechanism in steels e.g. austenite→ferrite/pearlite is an isotropic volume change and takes place at higher temperatures typically around 500–650°C. In contrast, the anisotropic volumetric change during displacive transformation at lower temperatures is larger since this involves an invariant plane strain shape deformation with a large shear parallel to the invariant plane and a dilatation normal to the plane. 6 In addition, when displacive transformation takes place in welds a variant selection can occur where certain crystallographic variants are favoured. This may affect residual stress state to a greater extent than any volume changes, since the shear component of the associated deformation is significantly larger than the dilatational component.6–8
A substantial body of modelling and experimental work has been carried out to demonstrate the effect of this transformation on residual stresses in ferritic3,9 and austenitic10,11 steels. During the last two decades, low transformation temperature (LTT) welding filler alloys have been developed.12–19 Typically these Fe based alloys contain 0–15 wt-Ni in addition to 0–15 wt-Cr. Although these weld consumables reduced tensile residual stresses in the welded components and significantly improved their fatigue strength, in many cases the fracture toughness was found to be insufficient.
Here, the authors propose to utilise a commercial 18Ni maraging steel weld consumable in the gas tungsten arc welding (GTAW) process. Maraging steels have superior mechanical properties including satisfactory fracture toughness 20 combined with good corrosion resistance and weldeability and undergo solid state phase transformation at a low temperature ypically around 200°C. These low carbon high strength steels are alloyed with substitutional elements such as nickel, cobalt and molybdenum which produce precipitation hardening in martensite upon ageing. In the present study, dissimilar ferritic steel plates were joined by a butt weld, employing a maraging steel weld filler in addition to a nickel based weld consumable. Post-weld analysis revealed the effect of these weld consumables on residual stresses and mechanical properties.
Experimental procedure
Weld fabrication
In this study, the welded joints were designed with two dissimilar steel plates using AISI 4130 low alloy steel and ASTM A36 carbon structural steel with dimensions shown in Fig. 1. Prior to welding, the AISI 4130 steel plates were austenitised at 850°C for 10 min then quenched in water and finally tempered at 650°C for 2 h. The ASTM A36 plate was used in as delivered condition. In the welding process, two different weld consumables were used AWS ER NiCrMo-3 Ni based alloy (Inconel 625) wire with 1·2 mm diameter and GSCO12 maraging 350 steel wire with 0·8 mm diameter. The chemical composition of steel sheets and weld consumables is presented in Table 1 and their mechanical properties are shown in Table 2.21–24
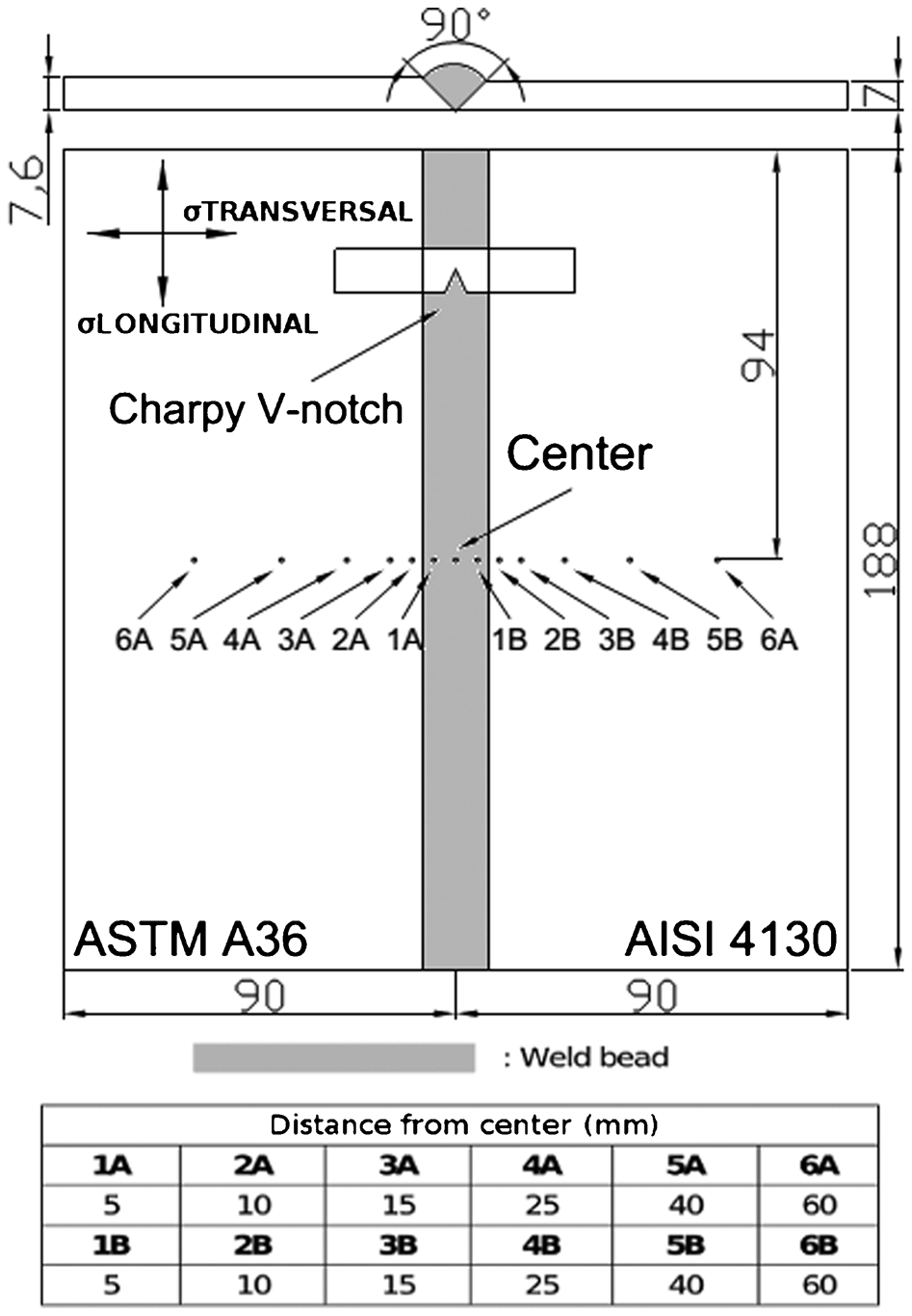
Schematic representation of welded sample showing residual stresses measurement points where 1A indicates measurement point and 5 the distance from weld centreline in mm. Also depicted is position of Charpy V-notch specimen
Chemical composition of base metal plates and weld consumables/wt-


The V-groove geometry with 45° for both plates was applied for all tested conditions. The welds were performed using gas tungsten arc welding (GTAW) cold wire feed process. An automatic workbench with a XY coordinator table and electronic power supply in addition to an automatic wire feeder with data acquisition system were employed in the process. The welds were performed in the flat position (1G) using a fixing table to constraint the weld shrinkage during the cooling. Argon 99·9 at a flowrate of 20 L min−1 was used as shielding and purge gas. An additional argon flow line was also used to purge the root.
The methodology established for this study consisted in the production of two distinct welded joints with different combination of filler metals, as described below. For the first condition, Sample A, the AISI 4130 steel plate was buttered using the GSCO12 maraging steel weld consumable. For this, four parallel passes were required. After the buttering layer was deposited, the plate was machined to remove the excess of surface irregularities maintaining the 45° semi-V groove geometry. The thickness of the buttered layer after machining was ∼2 mm. Finally, the plate was joined to the ASTM A36 steel plate using the AWS ER NiCrMo-3 filler metal. The second condition, Sample B, was produced without buttering and the dissimilar metal plates were joined employing the GSCO12 maraging steel weld consumable only. The welding parameters, together with number of passess are presented in Table 3.
Welding parameters
*Filler material: GSCO12 maraging steel.
†Filler material: AWS ER NiCrMo-3 nickel based alloy.
X-ray residual stress measurements
After welding, residual stresses were measured by X-ray diffraction technique by the sin2ψ-method 25 based on the Bragg's Law using portable X-ray stress analyser XStress3000. The experimental parameters used in this study were: radiation source voltage 25 kV, current 6 mA, Cr Kα radiation (λCrKα = 2·29092 Å) which produces diffraction peak at 2θ = 156° diffracting the bcc {211} plane of both base metal plates and maraging steel consumable respectively. Because of the austenitic fcc lattice structure of nickel based weld consumable, a Cr Kβ radiation (λCrKβ = 2·08480 Å) and a detector angle 2θ of 158°, diffracting the {311} plane, were used. Measurements were performed at five ψ-angles (ψ = 0, 20, 30, 40 and 45°). The analysis was carried out at the mid-length of both samples in the longitudinal and transversal direction at 13 measurement points at the top surface as indicated in Fig. 1. In this figure the dimensions of the welded plates are also shown.
Microstructural evaluation and mechanical testing
After the residual stress measurements were completed, ∼10 mm thick slices containing the weld, heat affected zone and parent material were cut from the welded plates and prepared for metallographic analysis. This consisted of grinding with silicon carbide paper 120–1200 grit sequence, followed by mechanical polishing down to 1 μm diamond suspension. To reveal the microstructure of the dissimilar materials a variety of etching procedures were applied. For base metal plates an immersion etching with 5 nital was used. Fusion zone of plate welded with GSCO12 filer metal was etched with Marble's reagent. The Ni based alloy weld metal (AWS ER NiCrMo-3) specimens were subjected to an electrolytic etching with aqueous solution (10 wt-) of chromic acid, applying a potential difference of 2 V for 15 s.
To determine fracture toughness of welds produced using the GSCO12 maraging steel filler, Charpy impact tests were conducted at room temperature. For this purpose, sub- sized 5×10×55 mm Charpy V-notch specimens were extracted and machined in transversal direction from the plate B containing weld fusion zone in the mid-length of the specimens (Fig. 1).
Results and discussion
Microstructure
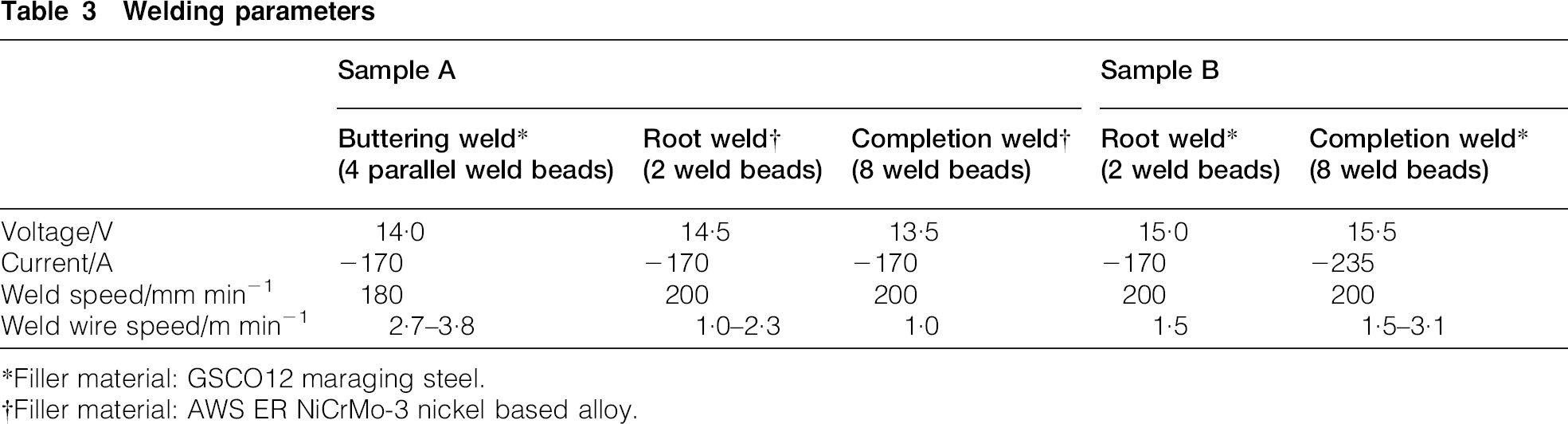
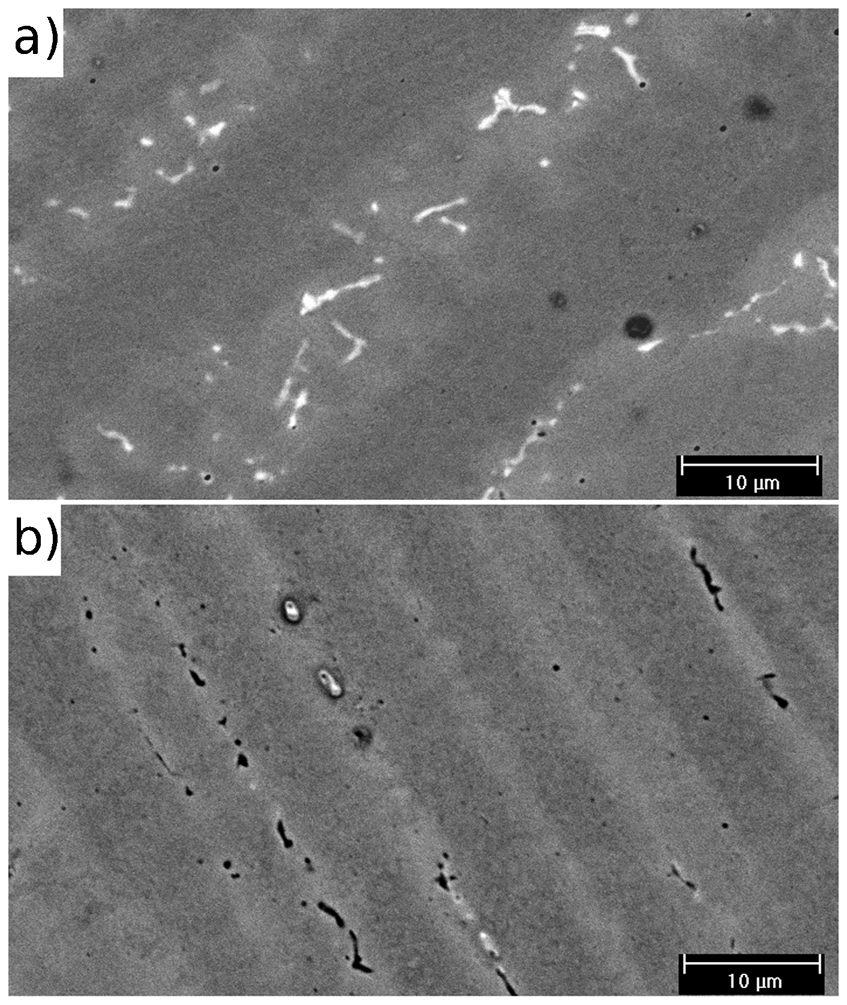
Typical ferritic–perlitic microstructure of ASTM A36 steel with average grain size of 15 μm is presented in Fig. 2a. The microstructure of AISI 4130 base metal (Fig. 2b) consists of ferrite (bright) and tempered martensite (dark areas).
a ASTM A36; b AISI 4130
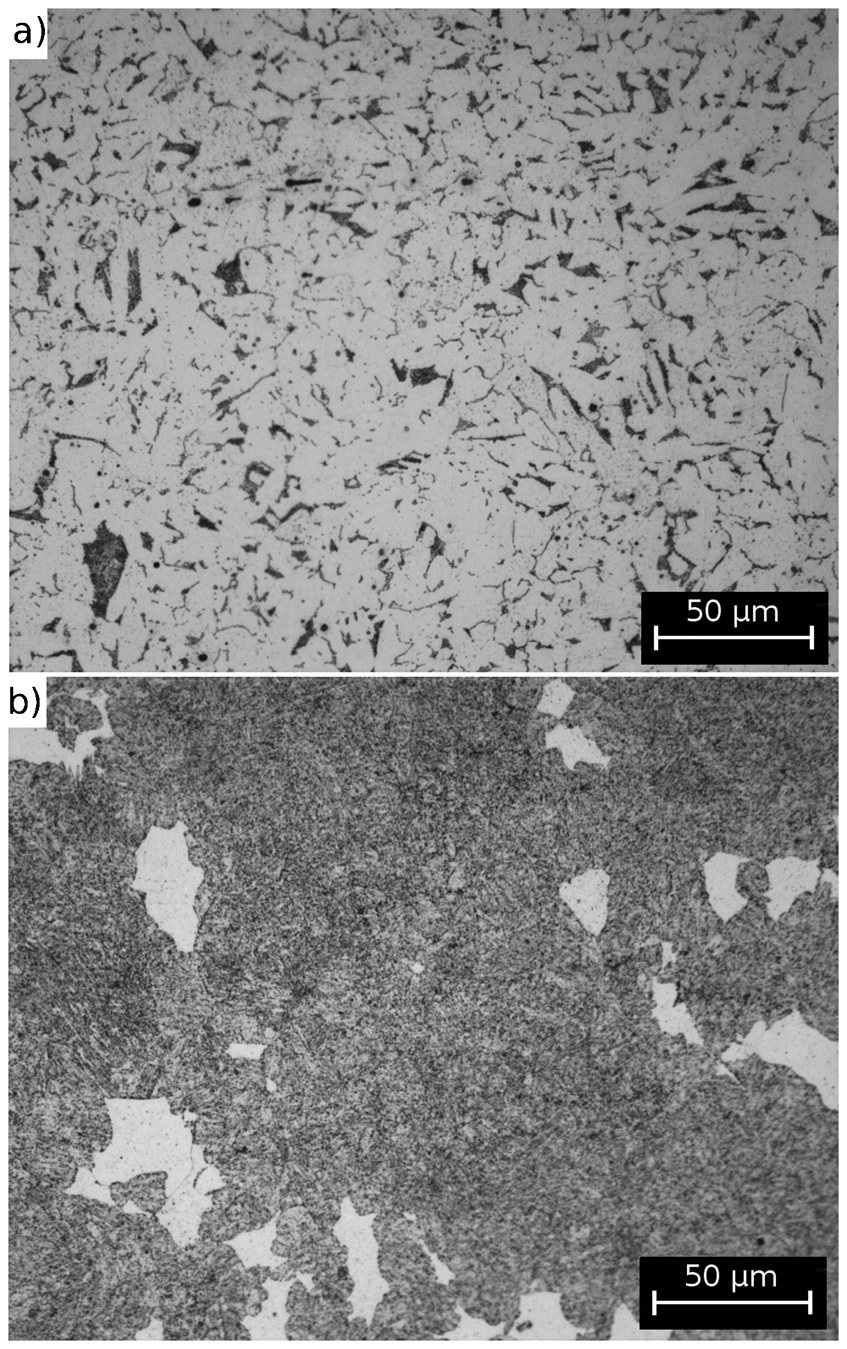
Microstructure of different regions in the welded plates revealed by optical microscopy is presented in Fig. 3. In the fusion zone of specimen welded with AWS ER NiCrMo-3 consumable (Fig. 3a) dendrites with dendritic arm spacing in 10–20 μm range and microsegregation in the interdendritic regions were identified. In the fusion zone of specimen welded with GSCO12 consumable, cellular dendritic grain microstructure with dendritic arm spacing in 5–15 μm range and microsegregation in the interdendritic regions were observed (Fig. 3c). The interfaces fusion zone: AISI 4130 and ASTM A36 steels shows microstructure subjected to thermal cycle during multipass welding. The thermal cycling caused reduction in grain size in both materials (Figure 3b, d and e).
Optical micrographs showing microstructure of a fusion zone using AWS ER NiCrMo-3 consumable, b interface fusion zone AWS ER NiCrMo-3 consumable and ASTM A36 steel in mid-thickness of plate, c fusion zone using GSCO12 consumable, d interface using GSCO12 consumable and ASTM A36 steel in mid-thickness of plate, e interface fusion zone GSCO12 consumable and AISI 4130 steel in mid-thickness of plate
The microsegregation in interdendritic regions could be identified in backscattered electron micrographs of fusion zone sample A (Fig. 4a) and in the sample B (Fig. 4b).
a AWS ER NiCrMo-3 consumable; b GSCO 12 consumable
The impact toughness (normalised by the specimen net section area) determined in the fusion zone of sample B was 52 J cm−2 at RT. Please note that impact value of e.g. 18Ni-250 maraging steel (which belongs to the same class of material) can exceed 100 of the material used in the present research. 20 Therefore, 18Ni-250 maraging steel can be employed for applications with higher fracture toughness requirements.
Residual stress distribution and distortion
Figure 5a shows the longitudinal and transversal stress distribution measured by X-ray diffraction in sample welded using nickel based alloy. The maximum tensile residual stresses were found in the fusion zone with peak stresses of 300 MPa in longitudinal and 290 MPa in transversal direction, respectively. In the fusion zone, tensile residual stress band (∼12 mm in width), was measured in longitudinal and transversal directions. Further away from the welded region, a compressive stress develops in both the heat affected zone (HAZ) and unaffected parent material to balance the tensile stress which fades away to zero towards the edge of the plate. This is a typically observed residual stresses pattern when a weld consumable with no solid state phase transformation or a high transformation temperature alloy is used. 1 It is to be noted that in order to reduce dilution during welding of dissimilar metals, the AISI 4130 plate was buttered using GSCO12 maraging steel weld consumable prior joining to the ASTM A36 plate with nickel based alloy consumable. No notable effect of buttering on residual stress was observed. This is presumably due to the small thickness of the buttered layer (∼2 mm after machining) in addition to a limited number of residual stress measurement points unable to capture residual stress profile in more detail.
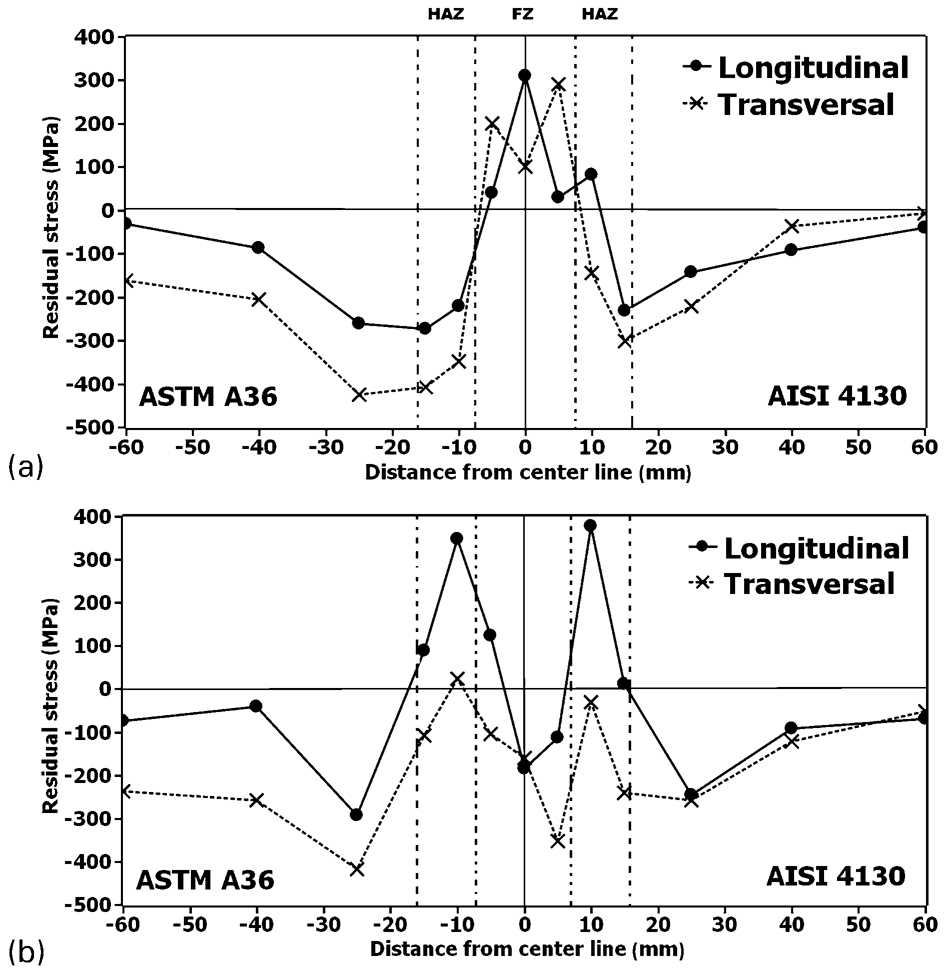
Residual stress distribution at top surface in plates welded with a AWS ER NiCrMo-3 consumable and b GSCO 12 consumable
Formation of welding residual stresses in two measurement directions for plate welded with GSCO12 maraging 350 steel weld consumable is shown in Fig. 5b. In transversal direction, compressive residual stresses were measured with peak value of approximately −400 MPa. In longitudinal direction, a compressive stress band of ∼12 mm in width can be observed in the fusion zone with a maximum of around −200 MPa at the weld centreline. At the edge of this band, which corresponds approximately to the fusion zone/HAZ interface, the longitudinal stresses become tensile. The maximum tensile longitudinal stress value, measured in the HAZ at a distance 10 mm from weld centre line, is close to the uniaxial yield strength of the material at the room temperature which is ∼400 MPa. At a distance ∼15 mm from the weld centreline, compressive longitudinal stresses develop in both the HAZ and unaffected parent material which fades away to zero towards the edge of the plate. In the work performed by Dai et al. 26 a similar behaviour was observed. This residual stress pattern can be attributed to a low phase transformation temperature and texture developed during phase transformation and is consistent with references27–30. Study of Murakawa et al. 27 revealed that the maximum tensile stress at the HAZ/fusion zone interface does not change, whilst the minimum stress in the fusion zone decreases with reduction of transformation start temperature.
Another important observation in the present work was a significantly different magnitude of angular distortion in the two samples Fig. 6. The measured angular distortion in the specimen welded with nickel based alloy consumable was 7° in contrary to 2° in the specimen welded with GSCO12 weld consumable. This kind of distortion is induced by the difference of thermal expansion and shrinkage through the plate thickness. Shrinkage in welded components defines the volume change in the weld region and the heat affected zone as a function of temperature. Since the AWS ER NiCrMo-3 weld consumable does not exhibit any solid state phase transformation the distortion is governed by thermal contraction strains accumulated during cooling of weld metal. In case of GSCO12 maraging 350 steel weld consumable, during cooling of the weld metal, the strain originating from the displacive transformation mechanism compensates for the thermal contraction strains.
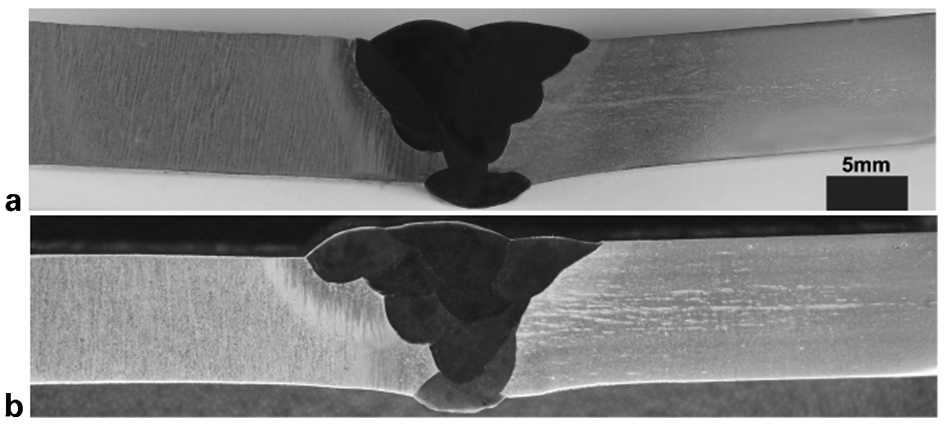
Macrograph of specimens welded using a AWS ER NiCrMo-3 consumable and b GSCO 12 consumable
Murakawa et al. 27 demonstrated that the volume change is larger on cooling when the transformation takes place at lower temperatures. Furthermore, at lower temperatures the accumulated stresses prior to the transformation are likely to be larger, due to the increased yield stress, and this increases the likelihood of transformation plasticity through mechanisms such as variant selection and the Greenwood–Johnson mechanism. A reduction of the magnitude of distortion using a LTT weld consumable is consistent with studies.30,31
Conclusions
The following conclusions can be drawn from this work.
X-ray diffraction residual stress measurements have shown significant differences between the residual stresses developed in two samples based on use of different weld consumable.
A zone of high tensile stresses exists in the fusion zone of the sample A (welded using AWS ER NiCrMo-3 nickel based alloy consumable), whereas most of the fusion zone of the sample B (welded using GSCO12 maraging steel consumable) is in state of compression.
A low phase transformation temperature of GSCO12 maraging steel consumable causes compressive stress components to be generated within the fusion zone.
Fracture toughness in the fusion zone welded using GSCO12 maraging steel consumable was found to be sufficient.
The magnitude of angular distortion in the sample A was higher than in the sample B.
Footnotes
Acknowledgement
The authors are grateful for assistance of Prof. M. P. Cindra Fonseca, A. H. Virgens Neto and D. F. Ribeiro with experiments.