
Abstract
After the development of superbainite as an academic concept at Cambridge University, Tata Steel has developed this into a commercial product as armour plate, produced at Port Talbot. The present paper describes the metallurgical research work carried out to support this development, and the characteristics of the resulting product.
Introduction
Superbainitic steel was developed as a metallurgical concept at Cambridge University in the 1990s.1,2 After its emergence, it was realised that the properties of superbainite would make it suitable for use as armour plate. As a result, collaborative work began involving Cambridge University, the UK Ministry of Defence, and Corus (now Tata Steel Europe), to move superbainite from a university concept to commercial production and application as armour plate. The present paper describes the work carried out to achieve this, which included both theoretical and practical study of the structures and properties of the steel and of the processing required to develop these in a practical product.
It should be noted that the word superbainite is being used in two distinct senses in the present paper. It refers both to the particular structure developed in the steel and to the grade of steel developed by Tata utilising this structure and concept.
Structure and properties of superbainitic steel
Metallurgical structure
The superbainite structure is characterised by an extremely fine bainitic structure with no carbides present and high levels of retained austenite. This structure is attained through a high level of silicon in the steel, which depresses the activity of carbon and prevents the formation of carbides; the use of a heat treatment cycle involving an isothermal treatment at low temperatures, during which the bainitic structure is developed; and a relatively high level of hardenability elements in the structure, enabling this structure to be obtained through a large section, a ‘3-D’ structure. These features are illustrated in Fig. 1, showing a schematic time–temperature transformation diagram for this material.
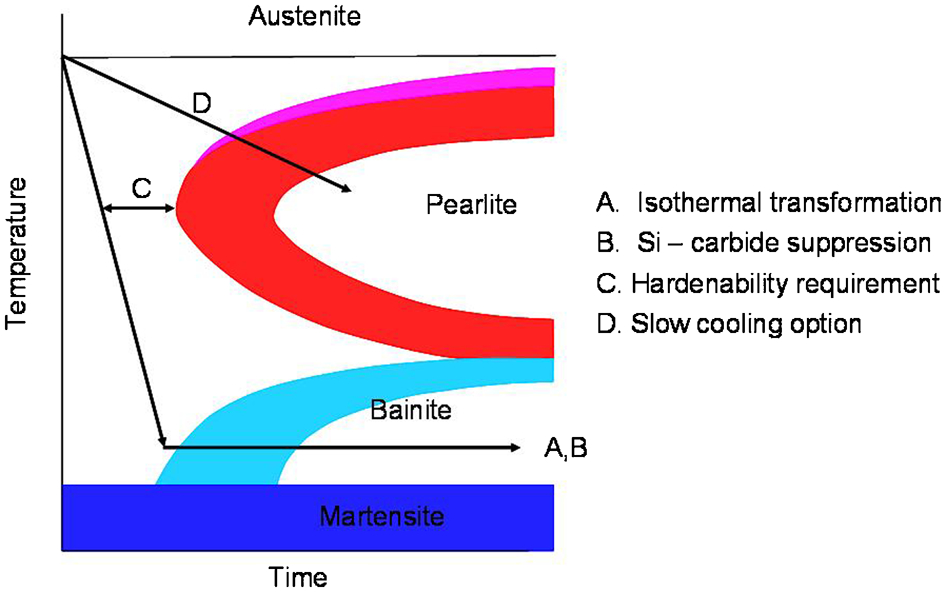
Schematic time–temperature transformation diagram for superbainite
Application of these principles results in the generation of a structure consisting of fine bainite laths with retained austenite between them, shown schematically in Fig. 2. The retained austenite phase has an elevated level of carbon, which has been rejected from the bainite laths during transformation. This structure can be developed in a large section provided that the hardenability of the steel is sufficient to enable it to be cooled to the isothermal treatment temperature without the formation of pearlite.
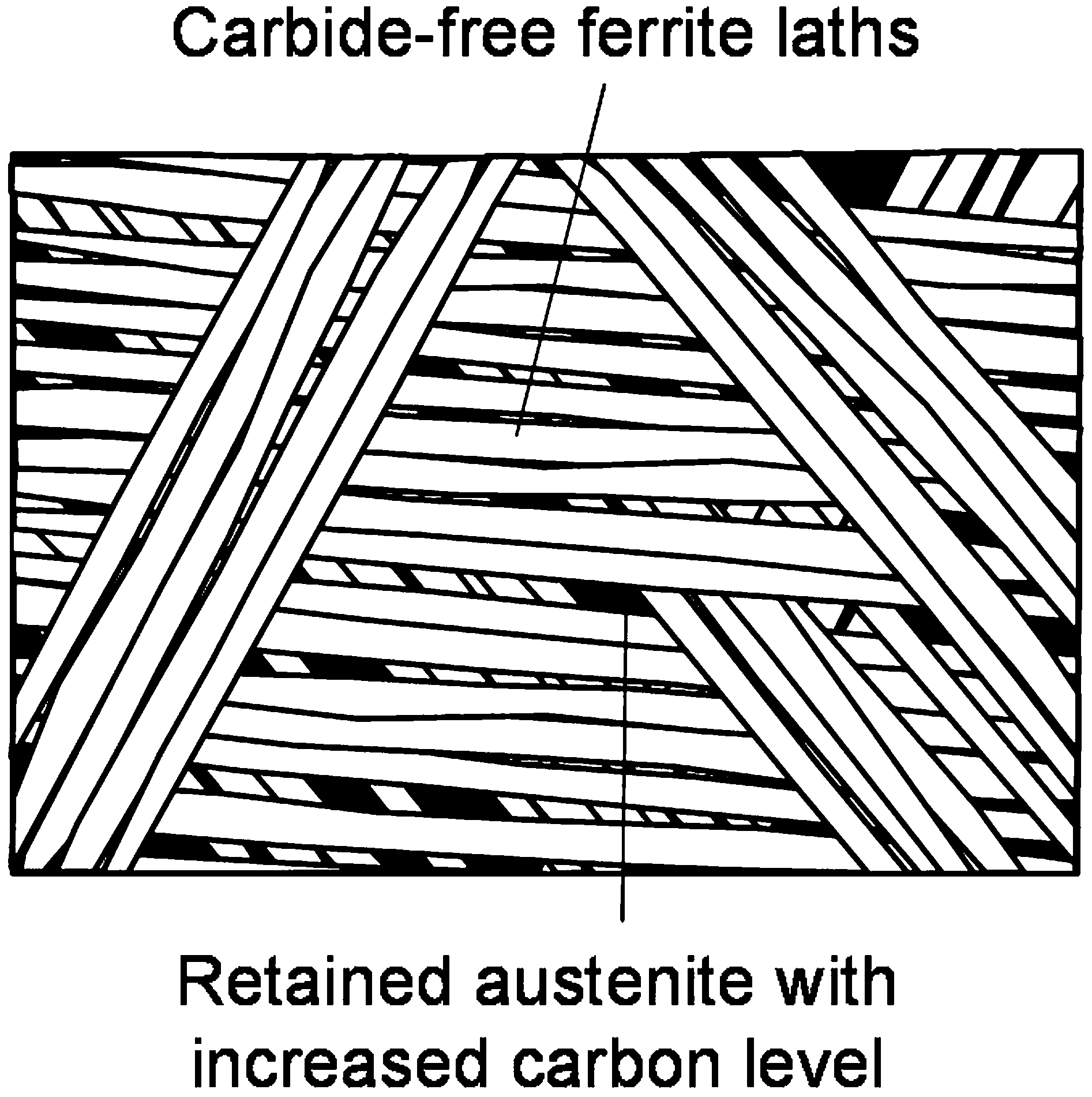
Schematic structure of superbainite
If this type of steel is slowly cooled, the pearlitic structure is developed. Hence, superbainite presents the possibility of processing initially to a relatively soft and formable pearlitic structure, which is amenable to forming and fabrication operations, followed by heat treatment to give the hard superbainitic structure, for the final application as armour plate.
Mechanical properties and application
The properties reported in superbainite were ∼2·2 GPa tensile strength, translating into a very hard material. These properties would make the steel suitable for armour plate. The properties required in class V armour are shown in Table 1. The emergence of this possibility coincided with a desire by Tata Port Talbot to move into higher carbon steels and higher value products, and with a desire by the UK Ministry of Defence to establish an on shore supplier of armour steel. Hence, the emergence of superbainite coincided with both a commercial and a practical case for its development. The type of application envisaged for the product was appliqué armour for armoured fighting vehicles, that is additional sheets of armour plate bolted onto the outside of vehicles and replaceable if damaged.
Specification of class V armour

*UTS: ultimate tensile strength.
Steel made by a strip route would be suitable for this type of product. The process route envisaged was production by oxygen steelmaking and continuous casting as slab, followed by wide strip rolling. The hot strip mill is considered particularly suitable for the production of superbainite because, as well as producing the steel in an appropriate form, it naturally includes a slow cooling stage after rolling, after the steel has been coiled. This makes it possible to produce superbainite in pearlitic condition in a standard process route.
Experimental
It was, however, clear at the outset of this development that the levels of alloying element required in the steel would present a significant challenge to the current process route within Tata Port Talbot; the practicalities of commercial production on a large scale meant that there was substantial pressure to reduce the overall level of alloying element present in the steel. This emerged from a number of directions. The addition of high levels of alloying elements to the ladle after steelmaking reduces the temperature of the steel, and therefore, the total amount that can be added is limited if reheating is difficult. High levels of alloying element will also make the steel more prone to the formation of high levels of segregation during continuous casting and to the risk of cracking either during casting or during cooling after removal from the caster. These aspects place a high premium on the uniformity of the strand during casting and require hot transfer of the steel from the caster to the rolling mill to minimise the risk of cracking. Finally, a highly alloyed steel will have a higher strength during rolling and coiling, placing demands on the strength of the equipment at these stages, and meaning that tighter control will be required to ensure that the steel is processed without difficulty.
As a result, a substantial amount of theoretical and practical development work was carried out to investigate the effects of variations in the composition of the steel and to determine the effects of producing this type of steel within Port Talbot. The theoretical work involved the use of mathematical models available within Tata Steel for solidification and heat transfer within the steel during production, related to the likely risk of cracking during production. Predictions were also made of the evolution of temperature during hot rolling and of the loads that could be expected during rolling and coiling of the steel. This type of work gave confidence that the processing of superbainite would be feasible within the limits of the equipment available.
Experimental work involved the production of a pilot cast on the Normanton Heavy Pilot Plant at Tata's Teesside Technology Centre, enabling the production of an ingot sufficiently large to be processed through commercial rolling facilities, by rolling first to narrow slab, then to narrow coil. This capability demonstrates the value of pilot processing facilities in product development. This ingot was successfully processed to an armour steel product, showing that superbainite could be successfully processed on full scale production equipment. Smaller scale experimental work was also carried out to investigate the effects of changes in the composition of the steel and to determine whether the required properties and structure could be developed in steels of other compositions. During the present work, the metallurgy of the product, and the overall range of properties available, was assessed.
As a result of the present work, the decision was made to reduce the silicon content of the steel, as the evidence was that the structure and properties of superbainite would still be developed. At this stage, it was expected that heat treatment would include the use of forced air cooling from austenite to the isothermal transformation temperature, and it was concluded that both chromium and molybdenum would be necessary to give sufficient hardenability at the gauges envisaged. The presence of molybdenum in the steel also had a further advantage in controlling the deleterious effects of phosphorus on the steel; although phosphorus is not a deliberate addition to the steel, its presence is unavoidable in practical steelmaking operations.
Commercial production
Composition and properties
After the development work described above, superbainite has been put into commercial production in Tata Port Talbot. The composition of the steel 0·85C–0·75Si–1·4Mn–0·015P–0·01S–1·0Cr–0·3Mo (maxima in all cases).
After production of the commercial casts, material was subjected to an extensive array of tests and examination to demonstrate that the expected properties and structure had been attained. Tensile and hardness testing confirmed that the required levels of strength and hardness had been achieved in the heat treated product, achieving the objectives set for the project.
Toughness testing by the Charpy impact test gave very poor results. Study of the metallurgical literature suggests that the relatively low silicon levels used would have tended to reduce the toughness of the steel. 3 Hence, increases in the silicon level in Tata's composition are under consideration.
Microstructure of superbainite product
Metallographic examination of the structure indicated that in the as rolled condition, the steel was fully pearlitic, as expected, while heat treatment gave the superbainite structure, as shown in Fig. 3.
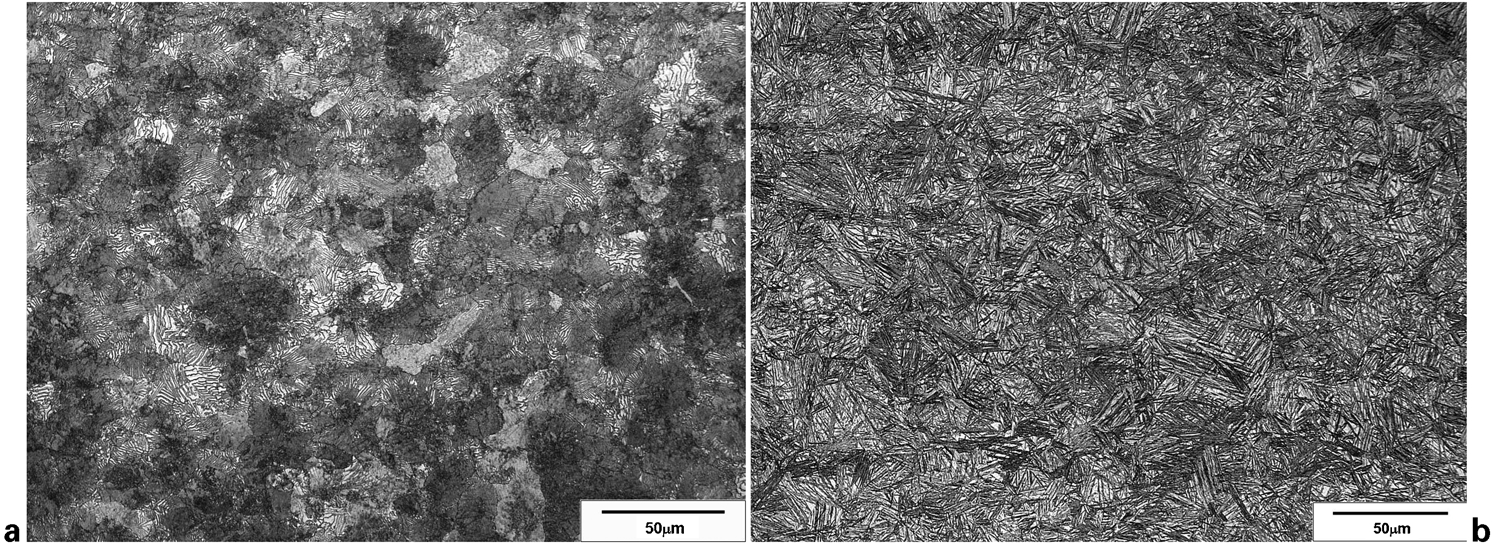
Optical micrographs of superbainite in hot rolled and heat treated condition
Examination of the hot rolled steel at low magnification showed the presence of light bands within the structure of the steel, as shown in Fig. 4. The concern was that these would prove to be martensite formed in highly segregated regions, which would be deleterious to the formability of the steel. More detailed examination showed, however, that the structure of the steel was continuous through these regions, both before and after heat treatment and that these bands were a result of segregation of chromium giving high enough levels locally to affect the etching behaviour of the steel and giving the visible features formed.
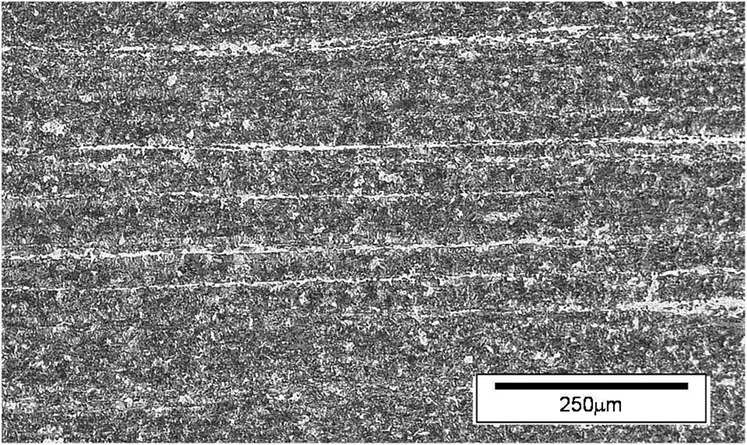
Segregation bands in as rolled superbainite
Scanning electron microscopy examination showed the presence of a blocky phase in the structure, as shown in Fig. 5. This was initially assumed to be retained austenite, although a finer structure could sometimes be seen within it, which is also visible in Fig. 5. More detailed examination of the steel using electron backscatter diffraction (EBSD) showed that while these features contained substantial levels of retained austenite, they also contained ferrite areas in a much finer structure. Figure 6 compares the observed structure, the phases identified by EBSD and the different crystal orientations present in one of these areas. Measurements of the levels of retained austenite in the steel gave levels of 5–6 when measured by EBSD, and up to 25 when measured by X-ray diffraction. The higher level, when measured by X-ray diffraction, is a result of the ability of this technique to resolve smaller particles of retained austenite. The amount of retained austenite present varied with the composition of the steel and with the heat treatment parameters applied.
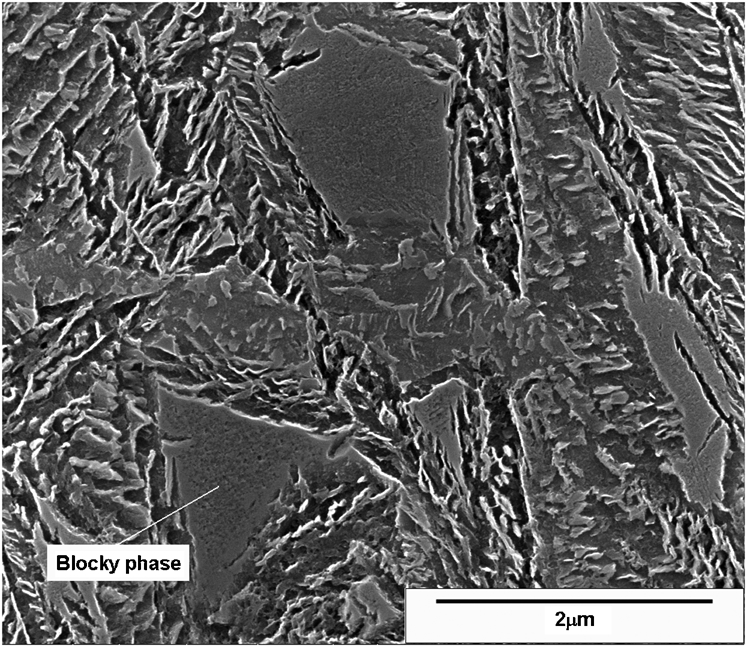
Image (SEM) of superbainite
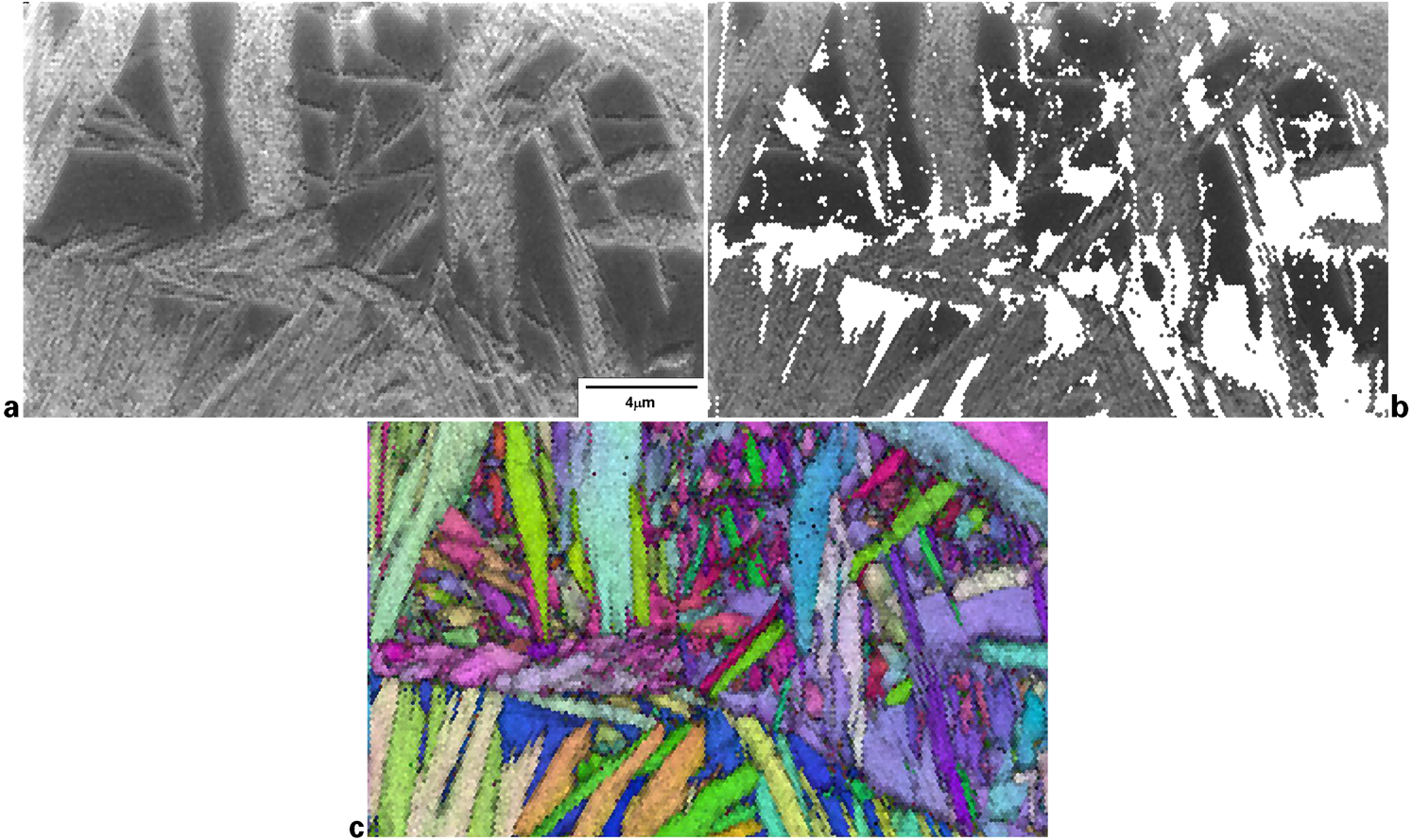
Electron backscatter diffraction of heat treated superbainite
Examination of the steel by transmission electron microscopy showed that as a result of the level of silicon chosen for the commercial product, the steel was not in fact free of the presence of carbides, although these were not formed in the bainitic laths. It is thought that this may be part of the reason for the low toughness and elongation levels seen in the Tata product, and that increases in the silicon content of the steel, to suppress the formation of carbides completely, would have a beneficial effect on properties.
Downstream processing
Application as armour plate
After production as a hot rolled product, further steps were necessary to create the practical armour product. These comprised decoiling and levelling to flat sheets, profiling to the eventual product size and perforation and heat treatment to form the superbainite structure. Additional forming operations could also be carried out if required before heat treatment.
Profiling of steel to a product is widely carried out by laser cutting. Application of this method to superbainite was however found to result in a layer of martensite around a laser cut edge. This is a result of the hardenability of the steel. Such a layer of martensite will be undeformable and will crack if attempts are made to bend the steel in this condition, as is likely to be required for forming complex shapes. Hence, this type of shaping operation is only feasible after dressing or heat treatment of laser cut edges.
Creation of the armour product also requires perforation of the steel to create an array of holes, which may take a number of different patterns. The principle of perforation of armour plate has emerged in recent years; it has been found that perforation results in an increase in the ballistic mass efficiency of the armour plate. This is because bullets striking the steel are deflected and toppled by the perforations, reducing their power of penetration. In addition, the weight of the armour is reduced by the perforations, and the holes also act as crack stoppers, preventing widespread cracking of the steel on ballistic impact. This difference can be seen in Fig. 7, comparing the effect of impacts on monolithic and perforated armour sheets. It is clear that the presence of perforations has resulted in the maintenance of the integrity of the sheet of armour.
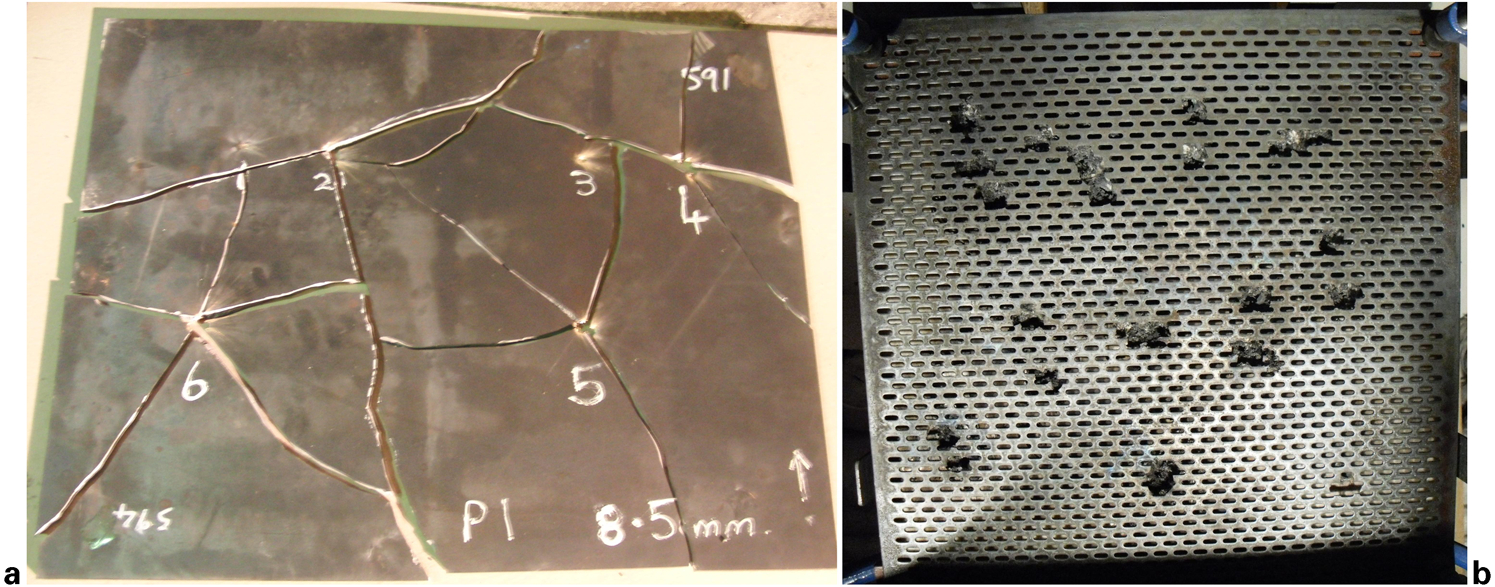
Results of ballistic testing of 500 mm square sheets of monolithic and perforated superbainite
Heat treatment
Heat treatment to create the superbainitic structure requires rapid cooling without the formation of pearlite. Initially, it was hoped that it would be possible to do this by forced air cooling. This proved to be metallurgically feasible but also to result in severe distortion of the plate. As a result, heat treatment has been carried out in practice using salt bath treatment, in which the steel can be tightly constrained so as to minimise distortion. However, in this case, the steel can be heat treated only in small pieces (500 mm2).
The parameters of the heat treatment process affect the mechanical properties of the superbainite: use of higher temperatures results in a lower hardness of the steel but enables the treatment to be carried out in a shorter time. Hence, variation in the heat treatment parameters makes available a range of properties, which may be valuable to the product in the future.
Ballistic testing of superbainite armour has shown that it performs well. This is therefore a successful development of a high value product from an academic concept to a commercial product.
Conclusions
The work described in the present paper has developed superbainite from a laboratory concept to a commercial product in Tata Steel Strip UK. This has involved study of the metallurgical structure of the material and investigation of the practical aspects of production. The result has been a successful development of a new product.
Footnotes