
Abstract
The urgent need to mitigate climate change has spurred significant interest in renewable energy sources. This paper explores the storage and processing of woody biomass for biofuel production, considering the dynamic nature of biomass piles in real-world scenarios. A model has been developed to analyze moisture content changes and dry matter loss in woody biomass stored in piles prior to processing, taking into account varying extraction methods and environmental conditions. Case studies that examine the effects of different unpiling methods (FIFO, LIFO, and homogeneous) on moisture content and dry matter loss under various feedstock arrival rates and weather conditions are presented. Results indicate that unpiling methods significantly impact moisture content, with LIFO typically resulting in higher moisture content due to the utilization of fresher feedstock. Dry matter loss increases with pile size and time, emphasizing the importance of accurate modeling for assessing carbon emissions and feedstock quality. Furthermore, the model highlights the importance of process loading order and extraction methods in biomass storage, suggesting potential cost benefits associated with decreased moisture content. The difference between different extraction methods could vary the moisture content in the feedstock reaching the biofuel process by as much as 37.6%, however dry matter loss varies minimally for realistic pile changes. Overall, this research contributes to a better understanding of biomass storage dynamics and informs sustainable biofuel production practices.
Keywords
Introduction
In 2015, world leaders and diplomats signed the Paris Agreement in an attempt to mitigate global climate change. The aims are to limit average temperature rises to 1.5°C above pre-industrial levels, increase climate resilience, and make financial decisions that reduce greenhouse gas emissions. However, in 2018, the Intergovernmental Panel on Climate Change stated that global temperatures were still expected to exceed 1.5°C by early 2030s (Allen et al., 2018), and in January 2024, the EU's Copernicus Climate Change Service stated that temperatures had been over the 1.5°C threshold for over a year (Poynting, 2024). To reduce greenhouse gases and prevent global warming, fossil fuels must be phased out in favor of renewable energies. One compelling alternative fuel option is biomass. Biomass is matter from recently living organisms; biofuel is biomass that has been transformed into useable fuel.
Biomass comes from a variety of sources ranging from forest residue from logging, agricultural crop waste, to municipal construction waste. Once collected, it must be stored properly to improve handling and transportation, reduce undesired property changes, and reduce cost volatility in order to provide a continuous product stream into biofuel processes. As seasons change, the availability of feedstock changes along with its cost. Appropriately collected and managed biomass can be used for power generation, directly heat homes, or it can undergo a process such as pyrolysis or gasification to turn it into biofuel for use in transportation and other applications.
Prior to biofuel processing, biomass can be stored in multiple ways. Paper and paper mill waste can be formed into burnable briquettes. Agricultural waste can be baled or ensiled. Woody biomass is typically chipped and piled. These woody biomass piles can be formed at the site of harvesting, in which the chipped wood is left on dirt ground, or at a processing facility where the chipped wood can be stored on different surfaces. These surfaces, or boundaries, can affect ash content as dirt may contaminate the biomass.
Woody biomass piles can have different geometries, volumes, and surface areas, affecting the way properties, such as moisture content, change over time. Typical geometries include triangular prisms, pyramids, cones, trapezoidal prisms, hemispheres, and cylinders. The geometry chosen can change the rate at which moisture evaporates from the pile. Temperature, relative humidity, precipitation, and protection over the tops of the piles such as plastic or wool tarps can also lead to changes in moisture content. Moisture content can be calculated on either a dry or wet basis. A dry basis is the mass fraction of water in a solid after the solid has been dried, i.e., the weight of water divided by the weight of dried solid. A wet basis is the fraction of water in a solid including the moisture, i.e., the weight of water in the solid divided by the total mass. The moisture content of a pile can encourage microbial activity leading to a loss of dry matter. Dry matter loss (DML) leaves the pile as greenhouse gas emissions.
The portions of the pile can be classified as the outer shell and core of the pile for conical or hemispherical piles, or the middle of the pile versus the tail for prismatic piles. The outer shell is generally considered the top 50–75 cm (Eisenbies et al., 2016) of surface while the tail includes the portion in which the prism starts to taper down at the ends; the core or middle of the pile is everything else.
Once the piles are formed, the biomass stays in storage until needed. The biomass must then be extracted from the pile for use. Extraction can be done in different ways. FIFO (first in, first out) assumes that the feedstock is used in the order that it arrived at the pile. Using a hopper, for example, would allow feedstock to be piled and drop down a hopper so that the bottom of the pile, i.e., the oldest feedstock, is used first. LIFO (last in, first out) uses the newest feedstock first. Adding new feedstock to the top of the pile, taking the feedstock off the top of the pile for processing, and moving downwards ensures that the feedstock that most recently arrived is used first. The feedstock can also be mixed to create a homogeneous pile, in which it is assumed that the pile is uniform in every way. There are pros and cons to each extraction technique that are dependent on weather, pile geometry, whether a covering is used, how quickly feedstock is removed from the pile, and the drying rate, as older feedstock can start to degrade with high moisture content, weathering, and microbial activity.
The application for piling considered in this paper is biofuel production. The model seeks to understand the relationship between the moisture content of the feedstock entering the process, the dry matter loss in the pile, and the “unpiling” method (the extraction of feedstock from the pile to feed the biofuel process). The longer the feedstock is exposed to the elements, the more it decomposes and loses vital properties such as carbon loss due to microbial activity. However, the biomass also dries, which is desirable for many biofuel conversion processes.
The most widely used processes for turning biomass into biofuel are pyrolysis, gasification, and hydrothermal liquefaction (HTL) (Biofuel Basics, n.d.). Pyrolysis is a process where biomass is heated without oxygen, causing a breakdown in chemical bonds and the formation of char, gas, and biocrude. Gasification is a technique that breaks down the feedstock at even higher temperatures, creating a synthetic biogas, known as syngas, which can be burned. HTL is a relatively new process, that slowly heats up the feedstock to temperatures lower than pyrolysis and gasification and at higher pressure in the presence of a solvent. Unlike pyrolysis and gasification, HTL does not require the feedstock to be dried, and uses the moisture in the feedstock in the process (Dimitriadis & Bezergianni, 2017). Higher moisture content can reduce biofuel yields; PNNL stated that for fast pyrolysis, feedstock must be dried to 8–10% to keep biocrude moisture below 30% (Tews et al., 2014). A higher moisture content means a lower heating value and, if too high, could cause separation. Furthermore, the study accounted for a belt dryer for fast pyrolysis that incurred financial and physical resources. Depending on the moisture content of feedstock entering the process, different processes may be preferred.
This paper models the moisture content changes and dry matter loss in woody biomass stored in a pile prior to processing the feedstock into biofuel as a function of how the biomass is extracted from the pile.
Literature review
Agblevor et al. (1995) tested the effects of storage on biomass; woody biomass was set in a pile and herbaceous feedstock in a bale, which were left unprotected for six months. After six months, the feedstock was chipped, dried, and then pyrolyzed into biocrude. The authors found that the outer shell of the pile was discolored due to exposure to the elements while the inner core experienced little to no weathering or microbial activity. The biocrude product generally had lower HHV and did not meet the quality required for their application. Agblevor et al. hypothesized that this was due to microbial activity and weathering causing dry matter loss and increased ash.
Eisenbies et al. (2016) monitored six uncovered piles of willow chips over a period of nearly six months. The main outcome of the research was to study how pile geometry affects the moisture, ash content, and the weathering of the pile. The researchers noted that multiple volume estimates were used and varied greatly between each estimate. It was also found that the directionality of the pile was not important as there was no significant difference between the sides of the pile due to wind, rain, sun exposure, or other natural phenomena. The study also found that increased handling and the resting surface such as dirt could cause an increase in ash content and that the cores of the piles were drier than the shell.
Kougioumtzis et al. (2021) studied two conical piles of olive tree prunings – one covered with breathable wool and one uncovered – over a period of five months. The piles were placed on a cement slab to allow precipitation to wash away unwanted contaminants. Kougioumtzis et al. found that the covered pile was drier and dried at a constant rate, while the uncovered pile appeared more decomposed and moisture content varied with weather conditions. The covered pile also lost dry matter at a constant rate and the uncovered pile experienced dry matter loss at a varied and higher rate.
Anerud and Eriksson (2021) studied storage techniques to increase fire safety as well as observe changes in properties. Woodchips and bark were placed next to a concrete wall with both covered and uncovered piles. Reference piles were also constructed and used as a control. Temperatures of the piles covered or constructed against the wall were lower than the reference piles. Woodchips tended to have higher temperatures than bark. They found that higher temperatures correlated positively with higher levels of ash. The research also revealed that ash was higher in the uncovered piles and ash generally accrued in the first month. Furthermore, storing the woodchips against the concrete wall aided in reducing moisture content over time, with bark having a higher moisture content than woodchips. As other studies have shown, Anerud and Eriksson showed that uncovered piles had higher variation and overall moisture content while covered piles had lower, more stable, levels of moisture.
Jylhä et al. (2022) and Ahmadinia et al. (2022) both published papers based on the same experiment. The experiment consisted of two uncovered piles, two piles covered in plastic tarps, and two piles with wind driven ventilation pipes. The feedstock was a mixture of Norway spruce (Picea abies Karst.) and Scots pine (Pinus sylvestris L.) stem woodchips and the piles were constructed on a paved tarmac surface. Jylhä et al. found that ventilation encouraged microbial activity and decomposition, but the moisture content and dry matter loss were not meaningfully differentiated from uncovered feedstock. The study also found that a plastic tarp minimized dry matter loss and led to drier piles than the ventilated and uncovered piles. Moisture content was most affected by pile and chip size. Ahmadinia et al. (2022) modeled the drying process of the uncovered piles using diffusion mechanics. The model overpredicted the drying rate at the tails of the prism shaped piles. It was found that the most significant parameters for estimating drying rate were pile size, porosity, and pile temperature.
Sahoo et al. (2018) compiled a list of all known woody biomass piling studies and compared pile geometry, location, covering styles, feedstock type, dry matter loss, and initial and final moisture loss over time. Using the compiled dataset, the cost of storage and greenhouse gas emissions were estimated. The researchers found that indoor or siloed woodchips were usually more expensive than tarped or uncovered chips, however this varied depending on how long the biomass was stored.
The research done on woody biomass storage is very limited and only applicable to a narrow set of conditions. Much of the published research starts with chipped wood of a specific type that is left in a pile that is periodically measured. The variables considered in the existing studies include chip size, wood type, location, weather patterns during the experiment, time of harvest, and the bulk density of the wood. These studies typically only measure the DML every month or two and thus limited data is available. The correlation used by Sahoo et al. (2018) depends on time alone, however it is known that many factors affect dry matter loss. Larger chip size can allow for greater air flow and lower pile temperatures; Anerud et al. (2020) found that coarser chips dried more and lost less dry matter. They also increased transportation costs but decreased chipping costs. Hakkila (1989) stated that fungi ideally grew at 20–30°C and 25–60% humidity showing that weather and pile conditions must be considered. Anerud et al. (2020) found that pile temperature varied with chip size and wood type. Importantly, dry matter loss is the loss of carbon, which is the desired component of biofuel, thus decreasing the quality of the feedstock. Without taking these variables into account, accurate dry matter loss calculations are difficult. Being able to calculate DML is imperative to calculating carbon emissions and controlling the quality of the final product, e.g., biocrude. Recent research on woody biomass piles focuses on greenhouse gas emission from piles. Geronimo et al. (2022) studied how temperature, oxygen concentration, and moisture content changed the composition of emissions from piles. Gejdoš and Lieskovský (2021) categorized microbial activity; this activity leads to dry matter loss that causes emissions. While this work connects property changes and DML to greenhouse gases, determining the emissions from piles is outside the scope of this paper. Piling research also focuses on how the moisture changes with different protective coverings over time, typically around six months. Ahmadinia et al. (2022) was one of the first to attempt to model the moisture content of a pile.
The existing work described in this section focuses on static piles where the woody biomass is placed in a pile and left for several months to be monitored. However, in reality, biofuel production facilities have dynamic piles that grow and dwindle with feedstock availability and processing capacity. No research has been done on dynamic piles. The dynamic piles associated with biofuel facilities will constantly change size and composition as feedstock is pulled from the pile to feed a process and fresh feedstock is brought to the pile for storage. What is defined as the shell and the core will change each day. Eisenbies et al. (2016) found that it took weeks for the core and shell to differentiate, which may be longer than many dynamic piles exist. All current research assumes undisturbed, static piles are left for extended periods of time. For the purposes of this paper, the assumption is that the pile is used as it is delivered and is not considered long-term storage.
Model development
A model was developed to determine how the properties of the feedstock changed over time using three different unpiling methods. By also varying the weather, the drying rate is varied, which changes how quickly moisture escapes the pile. The more moisture in the pile, the more microbial activity and the more degradation in the feedstock including dry matter loss. The model will be used to compare three different unpiling methods – FIFO, LIFO, and homogeneous – under different scenarios for a dynamic pile.
The following assumptions were made:
Moisture content only decreases and never increases. No property changes occur at the boundary. The boundary at the bottom of the pile is impenetrable. Changes to the shell are ignored. Each timestep of feedstock deliveries to the pile are homogenous. However, properties may vary from timestep to timestep. There is no mixing between portions of feedstock in the FIFO and LIFO cases. There is no differentiation between the core and the shell.
Eisenbies et al. (2016) states that typical woodchip piles are 85% core and 15% shell. Ahmadinia et al. (2022) states that the equations used to predict moisture content are acceptably accurate for the core but overestimate the tails. In this paper it is assumed that the feedstock is stored for short enough periods of time that the pile's core and shell are essentially the same, i.e., on the scale of weeks (Eisenbies et al., 2016). An NREL report published in 2013 assumed that woodchips would be kept in storage for biofuel processing for no longer than fourteen days (Knorr et al., 2013). In this case, the new material arrives at the pile continuously and is extracted from the pile by the process continuously, i.e., it is a dynamic pile not a static pile. All the previous studies focus on static piles – piles that are created and left for an extended period of time, whereas in this case, the piles are continuously transitioning.
The model starts with an assumed feedstock delivery schedule per timestep; each timestep's delivery is tracked as a separate portion of the pile, which can be seen in Figure 1. The model then checks how much feedstock is available in a particular pile portion. It calculates how much woody biomass is needed to reach the maximum amount of feedstock that the process can take. If enough feedstock is available in the portion of the pile, the process will take the maximum allowable feedstock, otherwise it will take all of the feedstock available in that portion. The model then checks the amount of feedstock that is available in the next portion: for FIFO, this step is the next timestep's delivery while for LIFO, this step is the previous timestep's delivery. Thus, for FIFO, the model will take the oldest feedstock first; for LIFO, the model will take the newest feedstock first. Homogeneous unpiling evaluates the entire pile each timestep rather than each portion of the pile separated based on when the feedstock arrived. The model repeats the extraction until it has collected the maximum amount of feedstock the process can take or there is no more feedstock left in the pile to collect. Once the maximum process intake is reached or there is no more feedstock available in the pile, the analysis moves to the next timestep and repeats the process.

Each timestep's delivery is considered separately for modeling purposes.
Once the model calculates how much feedstock from a portion is used, the model calculates the dry matter loss (DML) of each portion, which is a function of time; the longer each portion has been in the pile, the more dry matter loss occurs. The dry matter loss relation is based on research done by Sahoo et al. (2018). This relation assumes a static pile and calculates cumulative dry matter loss over time using:


For example, if a pile starts with 100 tons, it will lose 0.1370 tons on the first day. By the second day, it will have lost a total of 0.2737 tons. How much was lost on just the second day? Using equation (2), a table can be created to determine how much dry matter is lost each timestep, which can be seen in Table 1. Regardless of the starting pile size, the
Values of

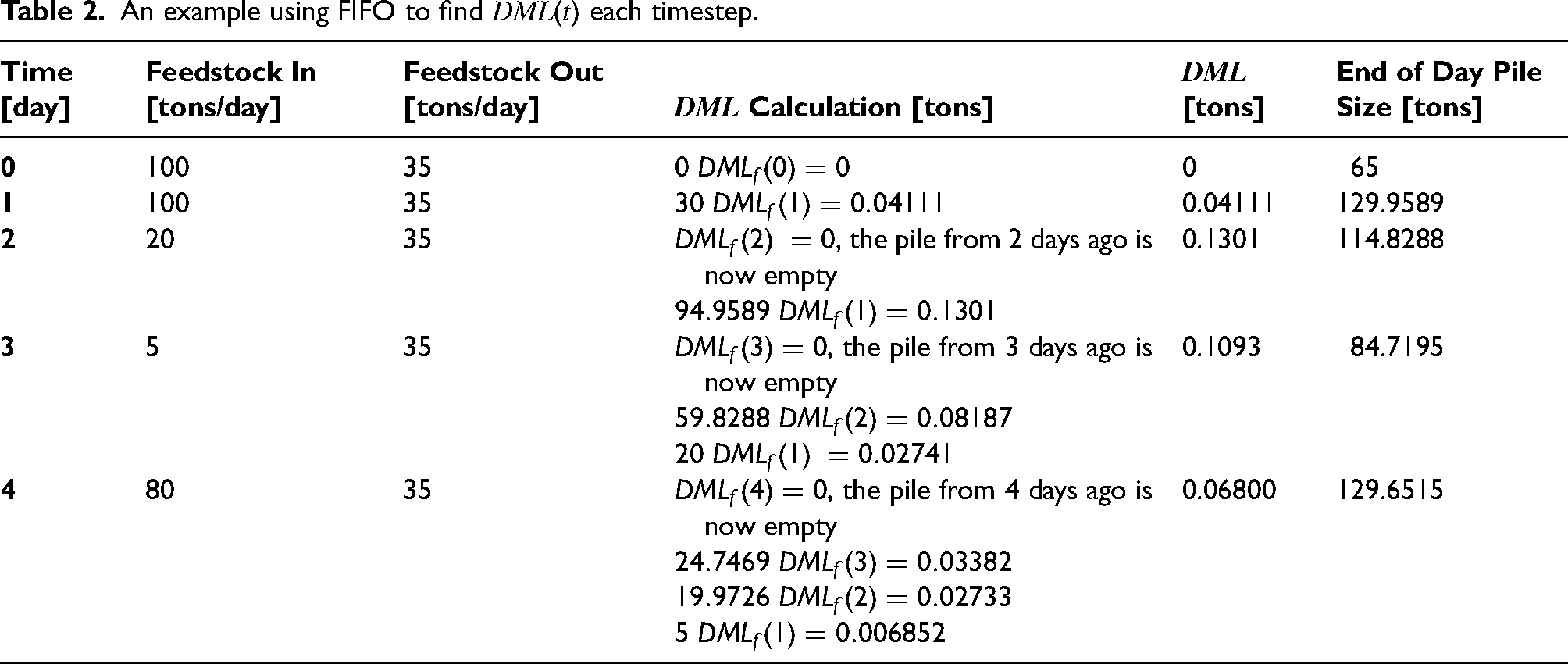
Once the fractional loss of dry matter is determined on a timestep-to-timestep basis, each portion of the pile can calculate DML. A FIFO example is seen in Table 2. Assuming a maximum process intake rate of 35 tons per day, day 0 starts with a delivery of 100 tons and ends with 65 tons in the pile. On day 1, 100 tons are added and 35 are removed. There are now 130 tons left in the pile. 30 tons of the pile have aged a day, and 0.04111 tons are lost from that portion. That portion now has 29.9589 tons, and the second portion has 100 tons. The day ends with 129.9589 tons in the pile. The next day, 20 tons are added, and 35 tons are removed; 29.9589 tons are removed from the first portion and 5.0411 tons are removed from the second portion, leaving the first portion empty, 94.9589 tons in the second portion, and the newly added 20 tons in the third portion. The trend continues as each portion of the pile is tracked separately. This assumes that all the dry matter loss occurs at the end of the day.
An example using FIFO to find
The model next calculates the initial moisture content on a dry basis; the incoming feedstock moisture is given on a wet basis and must be converted to a dry basis. The drying rate k is calculated based on internal pile temperature and ambient relative humidity. The gravimetric moisture, 

Once the maximum process intake is reached or the pile is empty, the model calculates the total dry matter loss in the timestep which is evaluated by summing all the DML for each portion. To find the moisture content on a wet basis, the cumulative weight of water for the timestep can be divided by the amount of feedstock entered into the process during that timestep.
A flowchart of the entire model is shown in Figure 2. The first step is to choose the unpiling method. If FIFO is chosen, the model evaluates how much feedstock is available in the first portion of the pile. If the portion available is greater than the maximum amount the process can take, then it uses the maximum amount. If the portion available is less than the maximum, it uses the available portion. The model next determines the dry matter loss using both the amount of feedstock in the portion of the pile and the amount of time this portion has been sitting in the pile, represented by i – j, where i is the current timestep, and j is the day the feedstock was delivered. The equation for DML is:

The modeling process.
Once the DML has been determined, the weight of water for this portion can be determined using:

If homogeneous is chosen, the model evaluates the amount of feedstock in the entire pile. If the pile is greater than the maximum amount the process can take, then it uses the maximum amount. Otherwise, it uses the whole pile. The model then calculates the dry matter loss; because it is assumed that dry matter loss is a function of time, portions of the model must be tracked. The model must calculate the DML of each portion and thus continues from the first delivery to the current day. Once all the feedstock is collected and the DML is accounted for, the fraction of water lost can be calculated using,

Case study results
Five case studies were performed to determine how LIFO, FIFO, and homogeneous unpiling affects moisture content and dry matter loss at various feedstock arrival rates, process intake rates, and weathering conditions. The following assumptions were made:
Each timestep is one day. Feedstock is a mixture of comminuted Norway spruce (Picea abies Karst.) and Scots pine (Pinus sylvestris L.) stem wood, as described in Ahmadinia et al. (2022). This determines the parameterization of equation (4), which can be found in Table 3. Residual water content ( The moisture content of feedstock arriving at the pile storage was randomized assuming a 0.3586 average and standard deviation of 0.0339 (Prinz et al., 2022). The pile is uncovered, thus the MDML value of 0.317 (Sahoo et al., 2018). τ is 365 days (Sahoo et al., 2018) Weather is constant for each case; thus, the drying rate is constant day-to-day.
Parameter values for equation (4), Ahmadinia et al. (2022).

The case studies are summarized in Table 4. Cases 1–3 were completed at moderate pile temperature and ambient relative humidity (i.e., k = 0.0723 h−1). All cases were tested using the three unpiling methods – LIFO, FIFO, and homogeneous mixture.
Summary of cases considered.

Case 1 – No piling
Case 1 assumes that there is no piling; the feedstock that arrives immediately enters the process. In this case, the moisture content is as-received and there is no dry matter loss. The feedstock is not present in the pile long enough to experience any changes in its properties.
Case 2 – Feedstock arrival rate > process intake rate
Case 2 assumes that there is a steady buildup of feedstock in the pile. For FIFO, this means the feedstock in the pile remains in the pile for increasingly longer periods of time. Moisture content of the feedstock entering the process will slowly decrease to a minimum amount as the feedstock becomes older. Dry matter loss increases as the pile grows over time. LIFO means that feedstock will be used immediately upon arrival, thus the moisture content will follow the as-received moisture fraction; dry matter loss increases as the pile grows, however at a slower rate than FIFO. Figure 3 shows the moisture content for all three unpiling methods and Figure 4 shows the corresponding dry matter loss from the pile.

Case 2 (feedstock arrival rate > process intake rate) moisture content of feedstock.

Case 2 (feedstock arrival rate > process intake rate) daily, non-cumulative dry matter loss.
The maximum difference in moisture content between FIFO and LIFO is 0.376. For homogeneous and LIFO, the maximum difference in moisture content is 0.374. LIFO followed the as-received moisture content. FIFO and homogeneous unpiling methods both dropped to a minimum moisture content with FIFO reducing to 0.091 and homogenous dropping to 0.092. FIFO dried quickly, reaching its minimum moisture content by day 12. Homogeneous moisture content continued to drop and fluctuate the whole year. FIFO typically lost the most dry matter, while LIFO typically lost the least. The difference between FIFO and LIFO dry matter loss at the end of one year is 99.72 tons. The pile lost a maximum of 0.13% per day and on average across all three unpiling types lost 0.12% per day. FIFO has much older feedstock on average than LIFO, leading to higher dry matter loss. Homogeneous is a mix and thus has feedstock that has aged more than LIFO but less than FIFO.
Case 3, 4, and 5 – Variable feedstock arrival rate
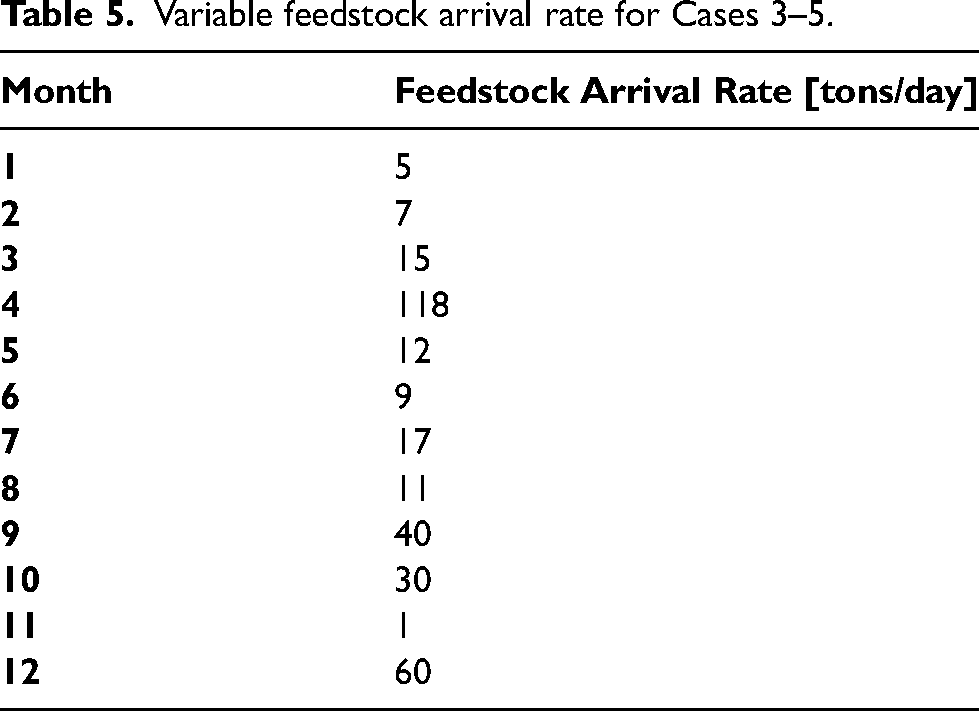
Cases 3–5 used variable feedstock arrival rates that changed monthly, as shown in Table 5. Case 3 used a moderate drying rate (k = 0.0723 h−1) with internal pile temperature of 40°C and ambient relative humidity of 50%, while Case 4 used a high drying rate (k = 0.0908 h−1) with internal pile temperature of 50°C and ambient relative humidity of 70% and Case 5 used a low drying rate (k = 0.0346 h−1) with internal pile temperature of 30°C and ambient relative humidity of 30%. These drying rates correspond with laboratory experiments conducted by Ahmadinia et al. (2022). While the model closely matches experimental data, it does not account for real world conditions where precipitation or changing humidity could dampen the pile; this model assumed that moisture content could only decrease. The model also does not account for where in the pile the process is pulling from – Ahmadinia et al. (2022) showed that moisture content on the tails of the pile versus the center varied up to 11%.
Variable feedstock arrival rate for Cases 3–5.
The moisture content for the three cases, shown in Figure 5, indicates that the lower the drying rate, and thus the lower the pile temperature and ambient relative humidity, the higher the moisture content. Low moisture content is required for processes such as gasification and pyrolysis, thus locations with higher temperatures and humidity are desirable. While the drying rates for each case remained constant, in actuality the drying rate will change on a continual basis as outside temperature (and thus temperature in the pile) and relative humidity change. The case study found that Case 5, which used the lowest drying rate, had a higher moisture content than Case 3 and Case 4. The higher moisture content was most pronounced for homogenous unpiling, evident for FIFO, and almost imperceptible for LIFO. The maximum difference in moisture content between FIFO and LIFO for all cases is 0.350. For homogeneous and LIFO, it is 0.317–0.325, with the higher difference being with the lower drying rate.

Case 3–5 moisture content of feedstock entering the process.
The dry matter loss for all three cases, shown in Figure 6, is the same when the correlation by Sahoo et al. (2018) is used. This is because the correlation in Sahoo et al. was developed by taking all known uncovered pile studies that tracked DML and fitting a curve to it using only time. LIFO and FIFO lost the least amount of dry matter each timestep, while homogeneous unpiling typically lost the most. The maximum difference between the unpiling methods is 3.68 tons. FIFO and LIFO lost a maximum of 0.13% each day and lost on average 0.04% each day. Homogeneous lost a maximum of 0.34% each day and lost on average 0.05% each day.

Daily, non-cumulative dry matter loss for Cases 3–5.
Discussion and conclusions
A model was developed to determine moisture content and dry matter loss of a dynamic pile over time. Five cases were considered to test the properties of feedstock entering a biofuel conversion process when there is no pile, a continuously growing pile, and piles growing and shrinking with various feedstock arrival rates at different drying rates. Each case compared three different pile extraction techniques. The first, FIFO, assumes that feedstock is input into the process from the pile in the order it arrives – i.e., first in, first out. LIFO, last in, first out, assumes the most recent feedstock to arrive is extracted from the pile first. Homogeneous assumes that all feedstock to arrive to the pile is mixed together.
It was found that LIFO typically had the highest moisture content as the feedstock did not have time to dry; the moisture content of the feedstock being processed matched the moisture content of the feedstock received, approximately 0.360 for the case study. However, when available feedstock began to dwindle, older feedstock would be used that had time to dry. FIFO had the lowest moisture content. When feedstock arrival outpaced the maximum process intake rate, the pile would grow, and feedstock would stay in the pile for longer. The pile then, on average, became older and drier feedstock as opposed to newer, wetter feedstock. Shortages in feedstock arrival, however, could lead to wetter feedstock. The difference between using FIFO instead of LIFO could be up to 35% difference in moisture content for realistic cases. The difference between homogeneous and LIFO was around 32% for realistic cases. In the case study, the moisture content would reach a minimum, approximately 0.090 for FIFO and 0.092 for homogeneous.
Dry matter loss changed with pile size; as the pile grew, so did dry matter loss. It was found that when the feedstock arrival rate exceeded the process intake rate, FIFO had the greatest dry matter loss while LIFO had the least. On average, the pile lost 0.12% of feedstock each day. However, this situation is not realistic as a processing facility is expected to have a pile that grows and diminishes over time. Cases with variable feedstock deliveries found that FIFO and LIFO had the least amount of dry matter loss while homogeneous had the most. The pile only lost an average of around 0.04–0.05% each day, depending on the unpiling method. Periods where there is no pile or a diminished pile would lead to negligible dry matter loss. Nevertheless, variable feedstock delivery cases had a smaller difference in dry matter loss, while the case with a higher feedstock arrival rate than a process intake rate had increasingly larger differences in dry matter loss between FIFO and LIFO over time.
The model developed demonstrates the importance of unpiling. When comparing the extraction techniques, dry matter loss is only a matter of time and is comparable for all scenarios. Therefore, moisture content is the property that would determine whether to use FIFO, LIFO, or homogeneous extraction. FIFO and homogeneous unpiling reduce the moisture content the most, which is desirable for processes that require dry feedstocks, such as pyrolysis and gasification. Homogeneous unpiling requires equipment to mix the pile. The mixing allows heat to be released from the pile and helps prevent spontaneous combustion. FIFO would require either a hopper, multiple piles as feedstock arrived, or some other system to draw the oldest feedstock first. Both these extraction methods may be costly, yet the decreased moisture content may justify the cost. LIFO is less expensive as it requires less equipment. Thus, it may be more beneficial for processes where moisture content is less important, such as hydrothermal liquefaction. However, if LIFO is used in a process where low moisture feedstock is needed, extra steps to dry the feedstock are necessary, adding an additional cost. Further investigation into cost benefits is required based on location, weather patterns, wood type, woodchip size, covering type, and plant size.
Footnotes
Acknowledgements
This material is based upon work supported by the U.S. Department of Energy's Office of Energy Efficiency and Renewable Energy (EERE) under the Bioenergy Technologies Office Award Number DE-EE0009757. This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Bioenergy Technologies Office, (grant number EE0009757).