
Abstract
In recent years, bio-based epoxy has gained significant attention for use in fiber-reinforced composite materials and structures, particularly in the aerospace industry, which is increasingly focused on sustainability. Consequently, it is crucial to study bio-based epoxies, perform material characterization, and compare their behavior with conventional epoxies. This study aims to determine the effect of moisture on the mechanical properties of three bio-based epoxies: two non-recyclable and one recyclable. Four different types of tests were conducted, namely, tensile, compression, bending, and fracture toughness tests. The results indicate that the recyclable bio-epoxy exhibits lower moisture absorption at 2.3% compared to the non-recyclable bio-epoxy. Recyclable bio-epoxy shows excellent fracture toughness, which is the main criteria for a resin when it is used as a composite matrix in aerospace, with a fracture toughness KIC of 2.5 MPa.m0.5. This result suggests its high potential as a viable alternative in aerospace.
Epoxy matrix-based composite structures are extensively used in the aeronautical industry due to their high strength-to-weight ratio, chemical resistance, and superior corrosion resistance.1,2 In these composites, the polymer matrix serves three critical functions: (1) transferring stresses between reinforcing fibers, (2) protecting fibers from environmental degradation, and (3) determining the composite’s interlaminar shear strength and damage tolerance. The fiber reinforcement (typically carbon) provides the primary load-bearing capability, with the fiber architecture (unidirectional, woven, etc.) governing anisotropic mechanical properties. The matrix-fiber interface quality is particularly crucial as it mediates stress transfer and affects moisture penetration pathways. These properties make them ideal for applications where weight savings and durability are critical, such as in aircraft components and other high-performance engineering contexts. However, traditional epoxy resins have two significant drawbacks: they are synthesized from petroleum-based bisphenol A (BPA), 3 and they are not recyclable. 4 The reliance on BPA, a synthetic compound derived from fossil fuels, raises environmental and health concerns due to its potential toxicity and endocrine-disrupting properties. Additionally, the non-recyclability of these resins contributes to waste management challenges and limits the sustainability of composite materials. Currently, more than 90% of commercial epoxy resins are produced from BPA, 5 highlighting the urgent need for alternative materials that can offer similar or improved performance while addressing these environmental issues.
Considering the depletion of fossil-fuel resources and growing environmental concerns, developing sustainable alternatives for producing epoxy resin has gained significant interest in recent years. 6 Efforts have focused on synthesizing epoxy from bio-based resources to reduce petroleum consumption and associated carbon dioxide emissions.7–9 Research by Derahman, 2021 has examined the mechanical properties of bio-epoxy resins derived from Jatropha oil, which is a non-edible vegetable oil extracted from the seeds of the Jatropha curcas plant, revealing that these properties are significantly lower compared to synthetic epoxy. 10 In the same research, experiments indicate that increasing the bio-content percentage results in a decrease in mechanical properties. Conversely, a bio-epoxy resin containing 25% vegetable oil has demonstrated tensile strength comparable to conventional epoxy. 11 The feasibility of creating recyclable epoxies based on dynamic covalent bonds is established, with a summary provided by. 12 However, the tensile strength of these various types of various recyclable epoxies remains lower compared to synthetic epoxy. Recently, Mezeix et al. carried out experimental studies to investigate the superior mechanical properties of recyclable epoxies with cleavable linkages and non-recyclable bio-epoxies. 13 The results demonstrate that the investigated recyclable bio-epoxy exhibits superior mechanical properties compared to commercially available bio-epoxies, while maintaining comparable performance to conventional aerospace-grade epoxy resins, shedding light on its potential as a sustainable alternative in aerospace applications. 14 Moreover, comparisons with literature data from this study,, 13 confirm that mechanical properties decline with increasing bio-content.
The performance of composite materials under long-term environmental exposure is an important aspect of both aircraft certification and the understanding of how the components will age. Moisture absorption degrades the mechanical properties and structural durability of polymers by causing material swelling, macromolecular rearrangement, internal stress development, and degradation of the fiber/matrix interface’s performance. 15
In the field of aeronautics, ensuring that damage can be detected is a fundamental aspect of structural requirements and design principles. 16 According to the principle of damage tolerance, designs must ensure that structures can sustain in-service loads even when damage is undetectable. Among the critical properties influencing the impact tolerance of composite laminates, fracture toughness (G C ) is predominantly governed by the resin properties.17–19 The impact of moisture on the interlaminar properties of fiber-reinforced composites has been extensively studied20,21 and research shows that moisture absorption reduces the fracture toughness of composite materials. These environmental factors plasticize the matrix material, which is crucial in the failure mechanisms of composites. Therefore, it is crucial to investigate the performance of epoxy under aging conditions to consider them for future aircraft applications. While this study focuses on the mechanical performance of bio-epoxies under moisture exposure, it is acknowledged that aerospace environments also involve thermal cycling, fatigue, and long-term aging.
As the resin dictates the damage tolerance of composites and is essential for damage tolerance design in aerospace, its mechanical properties must be carefully evaluated. To our knowledge, there is a lack of such analysis concerning bio-epoxy and especially recyclable bio-epoxy. This current study endeavors to comprehensively evaluate the mechanical properties of three distinct bio-epoxies: two non-recyclable variants and one recyclable, all intended for aerospace applications. In this work, recyclability refers to the ability to recover and reuse thermosets after specific chemical treatments that separate the epoxy matrix from the reinforcements at the end of the component’s life. The investigation begins with an examination of the materials and experimental methodologies. Subsequently, a series of experiments spanning tensile, compression, bending, and toughness tests are conducted, with a special focus on analyzing the impact of moisture on these mechanical properties. The findings from these experiments are analyzed and discussed, providing valuable insights into the performance and applicability of the examined bio-epoxies in aerospace engineering.
Materials and methodology
Material fabrication
Bio-epoxy data.

aData provided by Aditya Birla Chemicals (Thailand) Limited (Advanced Materials) and bio-content measures performed according to the ASTM D6866-22 22 .
Moisture absorption tests
Specimens of size 60 × 60 × 1 mm3 has been prepared and were first heated at 100°C for 24 h to remove any moisture. After this process, the mass of each specimen was measured (M
0
) using a Mettler Toledo balance with a precision of ±0.002 g. To investigate the effect of moisture absorption on the mechanical properties, five specimens were subsequently immersed in a container of distilled water maintained at 70°C for 14 days to reach saturation.
23
After this period, the new mass of each specimen was recorded (M
1
). The increase in mass due to moisture absorption was calculated using the following formula:
This procedure allowed us to quantify the extent of moisture absorption and its potential impact on the mechanical properties of the epoxy resin specimens.
Mechanical tests
All mechanical tests were conducted using a screw-driven Instron machine (Model 5980) equipped with a 100 kN load cell. The tests were performed under controlled environmental conditions, with the temperature maintained at 23°C ± 2°C and humidity at 55% ± 10%. For each type of mechanical test, about 5 specimens were tested to ensure statistical significance and reliability of the results.
Tension tests
Dimensions of specimens (Standard Deviation).

Compression tests
To determine the compressive strength of the resins, compression tests were conducted in accordance with the ASTM D695-15 standard.
25
The sample dimensions are given in Table 2. Following the ASTM D695-15, a constant crosshead speed of 5 mm/min was applied, corresponding to an initial nominal strain rate of
Three-point-bending tests
Three-point-bending tests were carried out following the standard ISO178:2003.
26
Specimen geometry is provided in Table 2. The distance between the two lower spans was 33 mm and the applied constant velocity was 1.75 mm/min. Round steel bars were used as supports having a diameter of 5 mm. The flexural stress and strain were found using:

Toughness tests
Toughness tests were carried out following the standard ASTM D5045-14.
27
The samples were produced according to the dimensions given in Table 2. The distance between the two lower spans was 33 mm and the applied constant velocity was 1 mm/min. Round steel bars were used as supports having a diameter of 6 mm. The curves are classically presented using stress and stress evaluated by
Previous research used single notched bend test to determine the mode I critical stress intensity factor, K
IC
.28,29 In accordance with ASTM D5045-14, the K
Q
value for a single notched bend test is calculated using the following expression:


Results and discussions
Moisture absorption
Figure 1 illustrates the increase in mass percentage for each type of bio-resin. Among them, the bio-epoxy resin YDL5561, with the highest bio-based carbon content (49%), exhibits the greatest moisture absorption (3.68%), whereas the bio-epoxy YDL5551, with a bio content of 33%, demonstrates a lower absorption (2.55%). Notably, the recyclable bio-epoxy YDL5544 displays the lowest absorption, averaging at 2.27%. In first approximation, the increase of mass varies linearly versus the resin bio-content which shows the crucial role played by the bio-epoxy on the moisture recovery. Increase of mass results for each resin and resin bio-content.
Tensile results
Figure 2 presents the stress-strain curves of the three different bio-epoxies under both conditions. The observed discrepancies in these curves among the five samples of identical epoxy systems are a common occurrence in experimental settings, often attributed to fabrication and cutting defects, as previously noted.
14
Despite variations in Ultimate Tensile Stress (UTS) and elongation values, all five coupons display consistent behavior for each epoxy type. The tensile response of all epoxies indicates brittle failure. Notably, the recyclable bio-epoxy exhibits the highest elongation before break compared to the other epoxies. Comparison of stress-strain subjected to tension for different epoxies under both conditions.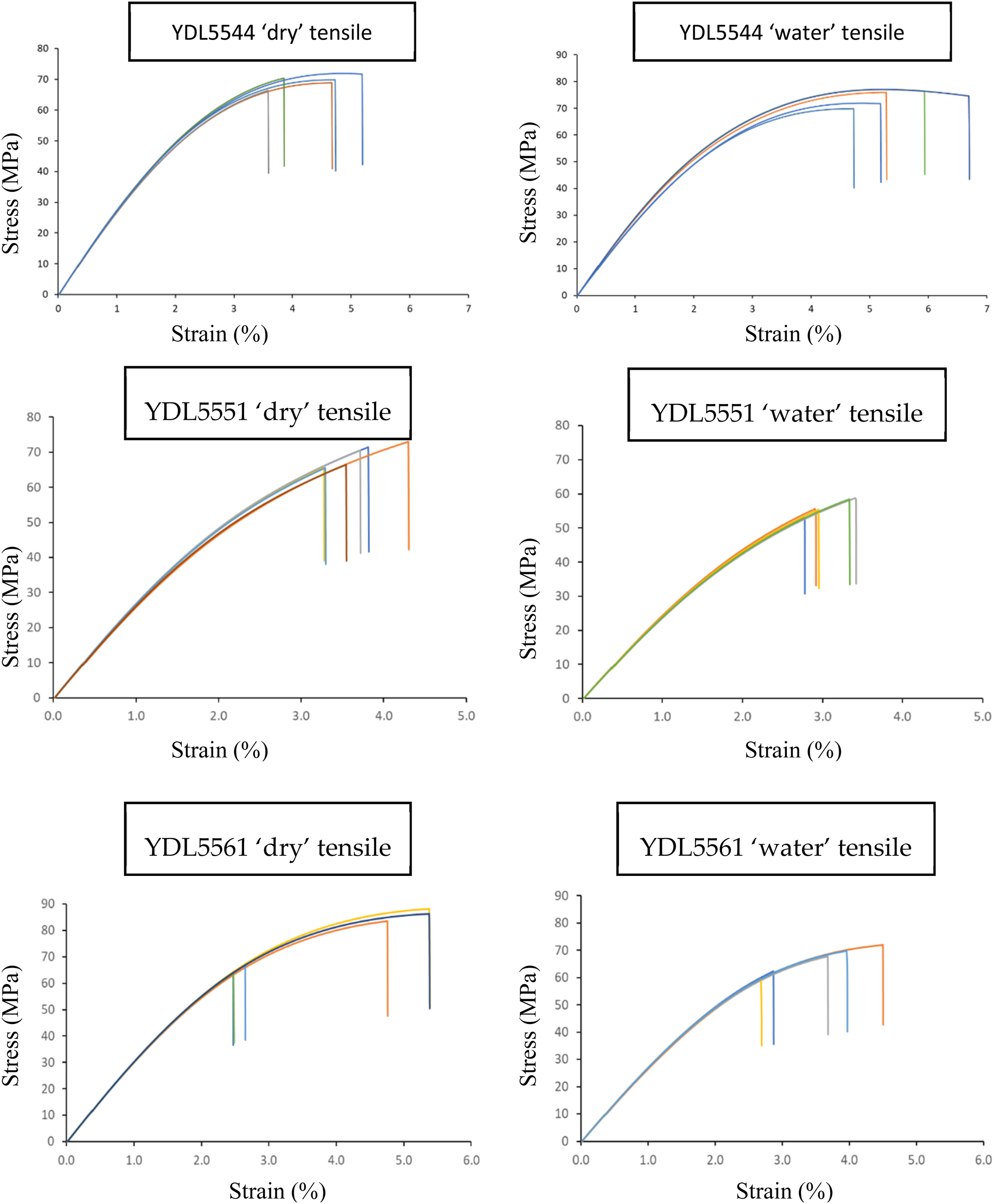
To simplify the understanding of the effect of moisture, the average stress-strain relation under tension is plotted (Figure 3). The results demonstrate that the dry conditions lead to higher tensile strength and strain at failure compared to the water-exposed conditions, suggesting that water exposure degrades the material’s mechanical performance, likely through plasticization or chemical degradation. Among the three materials, YDL5561 shows a significant reduction in performance under water exposure, which is coherent with his higher bio-resin content. YDL5551 displays similar behavior, with a notable decrease in both strength and strain at failure in the water-exposed condition. YDL5544, on the other hand, exhibits the lowest mechanical performance among the three materials in both conditions, but the difference between the dry and water-exposed states is less pronounced, suggesting it may have better water resistance or that its inherently lower performance minimizes the observed degradation. Comparison of the average stress-strain curves subjected to tension for different epoxies under both conditions.
Compressive results
Figure 4 presents a comparison of the stress-strain curves for all the epoxy resin systems under compressive loading. Unlike the tensile tests, the compressive loading reveals clear plasticity in all the epoxy resin systems under both dry and moisture-absorbed conditions. For the recyclable epoxy 5544 and bio-epoxy 5551, the stress-strain curves exhibit similar behavior. After reaching the peak stress, these materials undergo a strain softening phase, characterized by a decrease in stress with increasing strain. This softening is followed by strain hardening, where the stress begins to increase again with further strain. In contrast, bio-epoxy 5561 displays a different response. After the peak stress, the material exhibits a plateau of constant stress over a certain strain percentage, indicating a period of stable plastic flow. This type of stress-strain behavior is typical for epoxy resins under compression, as they undergo macromolecular chain rearrangements. While compression generally exhibits significant plasticity in polymer resins, the absolute results should be interpreted with caution due to the influence of specimen shape and test conditions (e.g., friction with grips). However, the comparison between dry and moisture-absorbed conditions remains meaningful. Following this plateau, strain hardening is observed, where the material begins to resist deformation more strongly with increasing strain. Additionally, moisture does not seem to impact the softening behavior of any resin system. The stress-strain curves for specimens exposed to moisture closely match those of the dry specimens, indicating that moisture absorption does not significantly modify the compressive plasticity characteristics of these epoxy resins. Comparison of stress-strain subjected to compression for different epoxies under both conditions.
Figure 5 illustrates the average stress-strain behavior of three epoxy materials, YDL5544, YDL5551 and YDL5561, during compression testing under both dry and water-exposed conditions. Dry conditions consistently result in higher compressive strength and greater strain at peak stress, emphasizing the adverse effects of water exposure. YDL5551 experiences a significant decline in performance under water exposure, with reduced strength and strain at failure. Similarly, YDL5561 exhibits high compressive strength in dry conditions, slightly below that of YDL5551, but shows a notable decrease when exposed to water, which is coherent with its higher bio-resin content. In contrast, YDL5544 has the lowest compressive strength and strain of the three materials, with only a modest difference between dry and water-exposed conditions, suggesting either better resistance to water-induced degradation or inherently weaker mechanical properties. Comparison of average stress-strain subjected to compression for different epoxies under both conditions.
Three-points bending results
The stress-strain curves in bending for the three bio-epoxies are shown in Figure 6. Consistent with previous experimental results, the reproducibility is good during the linear elastic phase. In the linear elastic region, the stress increases proportionally with strain until it reaches a maximum value. Following this peak, the stress decreases, indicating the onset of damage or failure mechanisms. It can be noted that there is a slight deviation in the failure points, indicating some variability in the material response at higher strains. Notably, the recyclable bio-epoxy YDL5544 exhibits a significantly larger nonlinear behavior compared to the two non-recyclable bio-epoxies; this behavior is coherent with the recyclable nature of this resin which induces the absence of cross-linking, unlike classic epoxy resins. This behavior will be confirmed by the fracture toughness tests (see paragraph 3.6). Comparison of stress-strain subjected to 3-point bending for different epoxies under both conditions.
Figure 7 also indicates that YDL5544 has a greater capacity for plastic deformation before failure. On the other hand, the bio-epoxy with the lowest bio-content demonstrates a brittle behavior, similar to its tensile response, showing minimal plastic deformation before fracturing. After 14 days of immersion in water at 70°C, the flexural strength values of all three bio-epoxies are lower compared to the dry samples. This reduction in strength indicates that moisture absorption negatively impacts the mechanical performance of these bio-epoxies under flexural loading conditions. Comparison of average stress-strain subjected to bending for different epoxies under both conditions.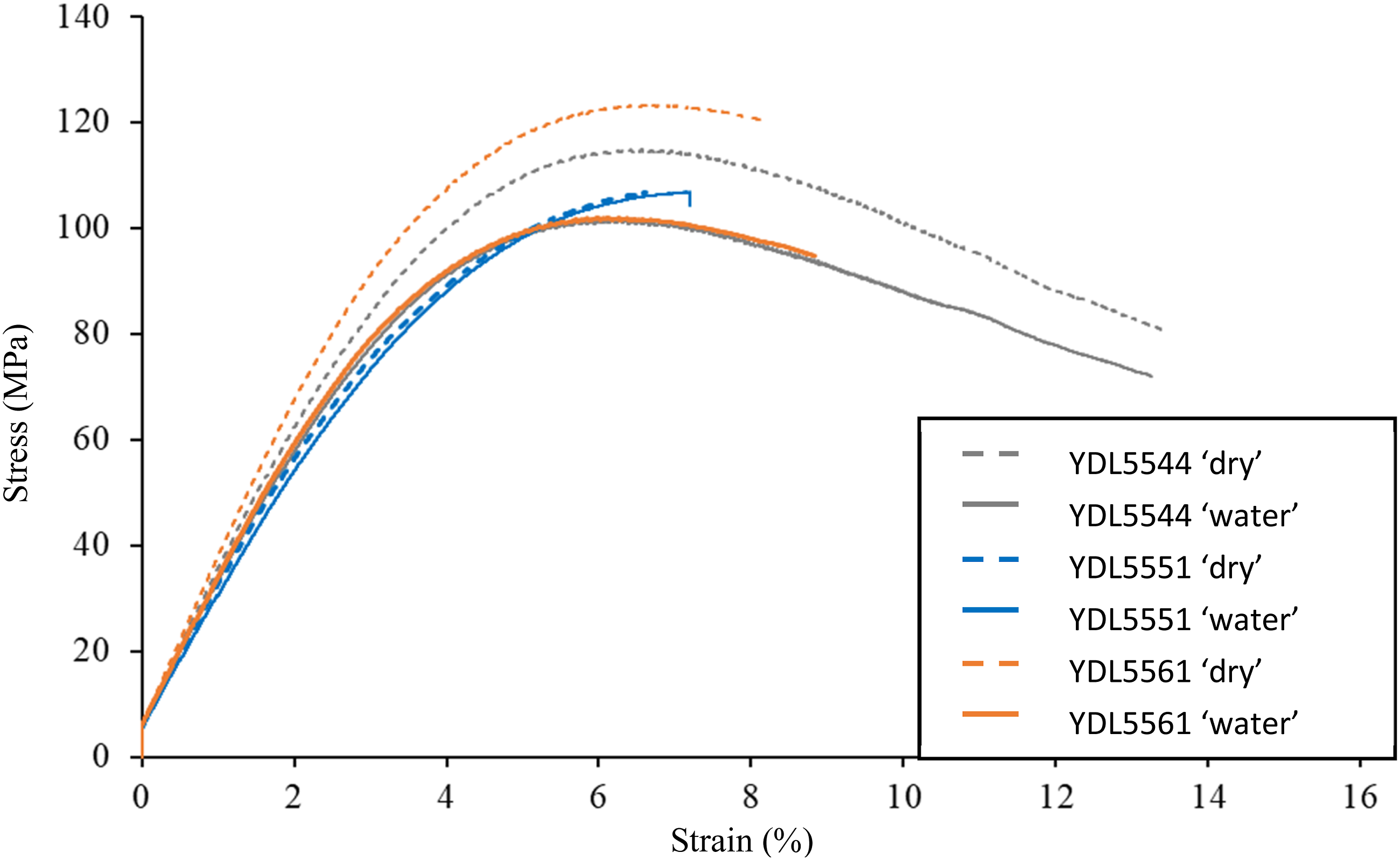
Figure 7 depicts the average stress-strain relationship for three epoxy materials, YDL5544, YDL5551 and YDL5561, subjected to bending tests under both dry and water-exposed conditions. Under dry conditions, the materials exhibit higher bending strength and greater strain at peak stress compared to their water-exposed counterparts, demonstrating the negative impact of water on mechanical performance. YDL5561 shows the highest bending strength in both conditions, with a significant reduction when exposed to water, which is coherent with his higher bio-resin content. YDL5551 also performs well under dry conditions but experiences a notable decline in strength and strain in the water-exposed state. YDL5544 displays the lowest bending strength among the three materials, with a relatively small difference between the dry and water conditions, suggesting either better resistance to water degradation or inherently lower performance.
Mechanical properties
To enhance understanding, bar charts (Figure 8 & Table 3) have been plotted to compare the modulus (MPa), strength (MPa), and elongation percentage (%) obtained from the experimental analysis of three investigated epoxy resins (with and without moisture) under tensile, compression, and bending tests. The modulus measured under tension are the highest while it is the lowest in compression. Bio-epoxy YDL5561 shows the highest modulus (4.7 GPa) compared to the two others for the dry condition (4.0 and 4.4 GPa), but not necessarily the case for the moisture condition. The effect of moisture can be observed in tension and bending while no significant effect is observed under compression excepted for the bio-epoxy YDL5551. Strength in compression and bending is closed and is largely higher than in tension, but in view of the huge deformation observed during these tests and the importance of the friction of the sample with the machine, it is complex to conclude. The effect of moisture depends on the type of bio-epoxies and test. It can be noted that no effect is observed in tension for the recyclable bio-epoxy while it is in compression and bending, where strength decreased by 7% and 14% respectively. The bio-epoxy YDL5551 presents no significant effect of moisture in bending and compression while in tension its strength decreases by 12%. Elongation in compression is the highest while it is the lowest in tension. Elongation increases in compression and bending (+4% to +9%) for the samples exposed to moisture while it significantly decreases in tension (−7% to −26%). It can be summarized that bio-epoxies exposed to moisture presents a softening effect with a higher elongation and lower strength and modulus, and globally, the higher is the bio-resin content (Figure 1), the greater is the moisture effect. Comparison of Youngs modulus, tensile strength and elongation for different epoxies (wet and dry condition) under tension, compression and bending. Comparison of Youngs modulus, stress at yield, stress at break, elongation and fracture toughness for different epoxies (wet and dry condition) under tension, compression and bending: average value and standard deviation in parentheses.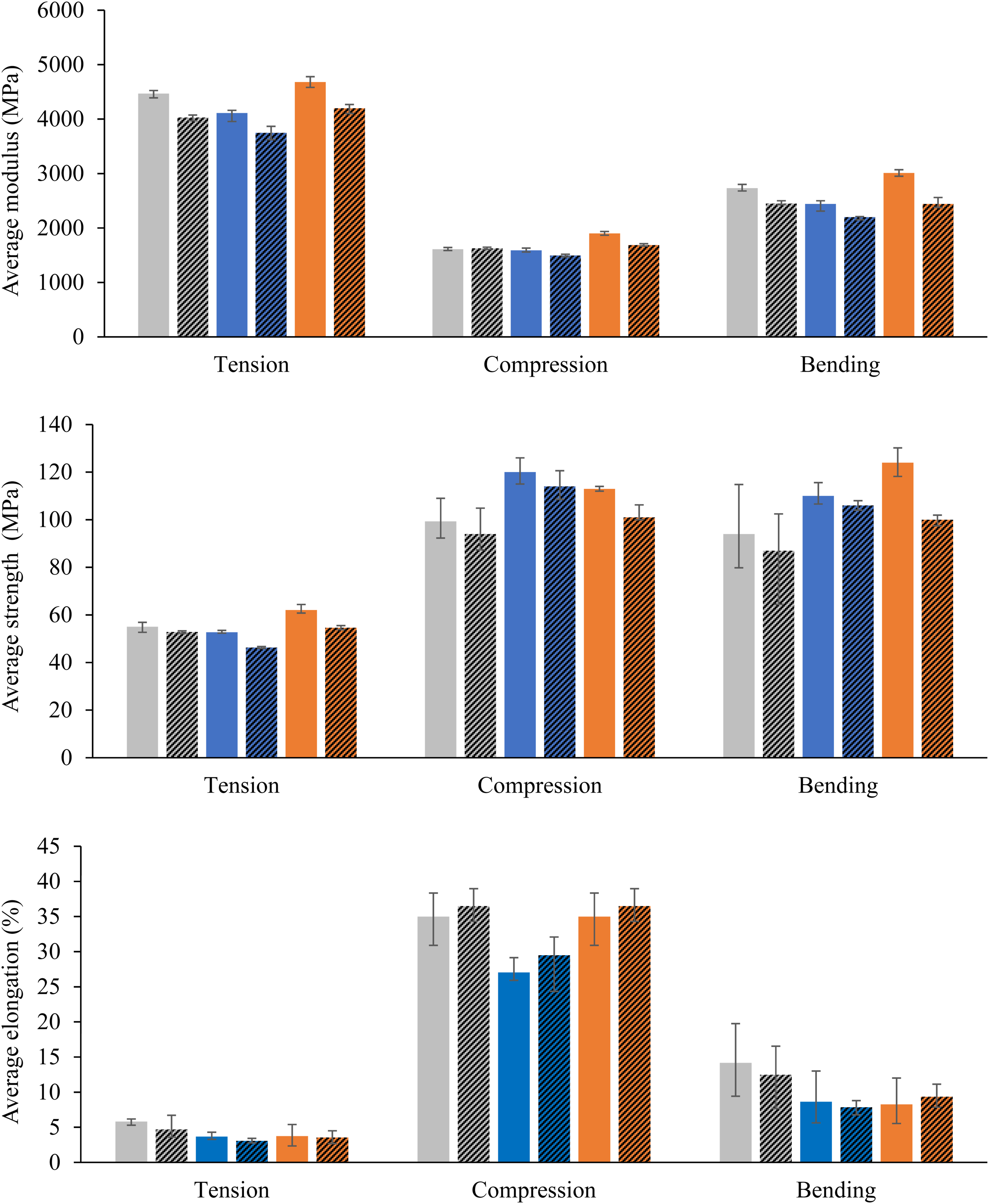

Toughness results
Next set of experiments was carried out to study the fracture toughness of the epoxy resin system. Figure 9 provides the stress-strain curves for all the three epoxy resin systems under both conditions. During the toughness tests, almost all specimens exhibit mostly mode I brittle fracture pattern with some crack striations more or less pronounced depending on the cases, except the YDL5544 with water which presents nonlinearity before failure. The applied load increases steadily until it reaches its peak, at which point the pre-crack rapidly propagates. It can be observed that the recyclable epoxy experiences higher stress values than the other epoxies. This indicates that this resin can withstand a much higher force in the presence of a crack (notch); this behavior is coherent with the recyclable nature of this resin which induces the absence of cross-linking, unlike classic epoxy resins, and ultimately this resin presents a behavior closer to that of thermoplastic resins.
14
At the start of the curves, a slight nonlinear behavior can also be observed which is more prominent for YDL5551 and YDL5561 bio-epoxies. This means that the stress does not change proportionally with the strain at lower force values and can be caused by a slight sliding of the sample when the force is applied. The curves have been classically post-treated, with an extrapolation of the linear part of the curves from the coordinate system origin, in order to remove this initial nonlinearity which is not representative of the real material behavior. Dispersion has been noted, as reported in the literature,
30
and is attributed to the dispersive nature of fracture as well as the variability in the machining of the initial pre-crack. However, it is important to remember that these bio-epoxies are being investigated for future use in composites, where the dispersion will be reduced due to the influence of the fibers.
31
Comparison of stress-strain subjected to toughness for different epoxies under both conditions.
Figure 10 represents the average stress-strain behavior of three epoxy materials, YDL5544, YDL5551 and YDL5561, when tested for toughness under both dry and water-exposed conditions, and Figure 11 shows a comparison of K
IC
. Fracture toughness varies significantly depending on the material and environmental condition. In fact, it is not so easy to directly compare the fracture toughness behavior due to the important dispersion observed on the tests; Figure 11 seems more representative because of the mixing of all the data and that standard deviation. Under dry conditions, all three materials demonstrate equivalent toughness compared to their water-exposed counterparts, highlighting the neutral effect of water exposure on energy absorption capacity. Nevertheless, exposure to water significatively increases the failure strain, which is coherent with the modulus decreasing with water. YDL5544 exhibits the highest strain and stress under dry conditions, showcasing its ability to withstand higher loads before failure; as previously mentioned, this is coherent with the absence of cross-linking, which makes its recyclability possible. Comparison of average stress-strain subjected to toughness for different epoxies under both conditions. Comparison of fracture toughness properties, K
IC
, of the bio-epoxies.
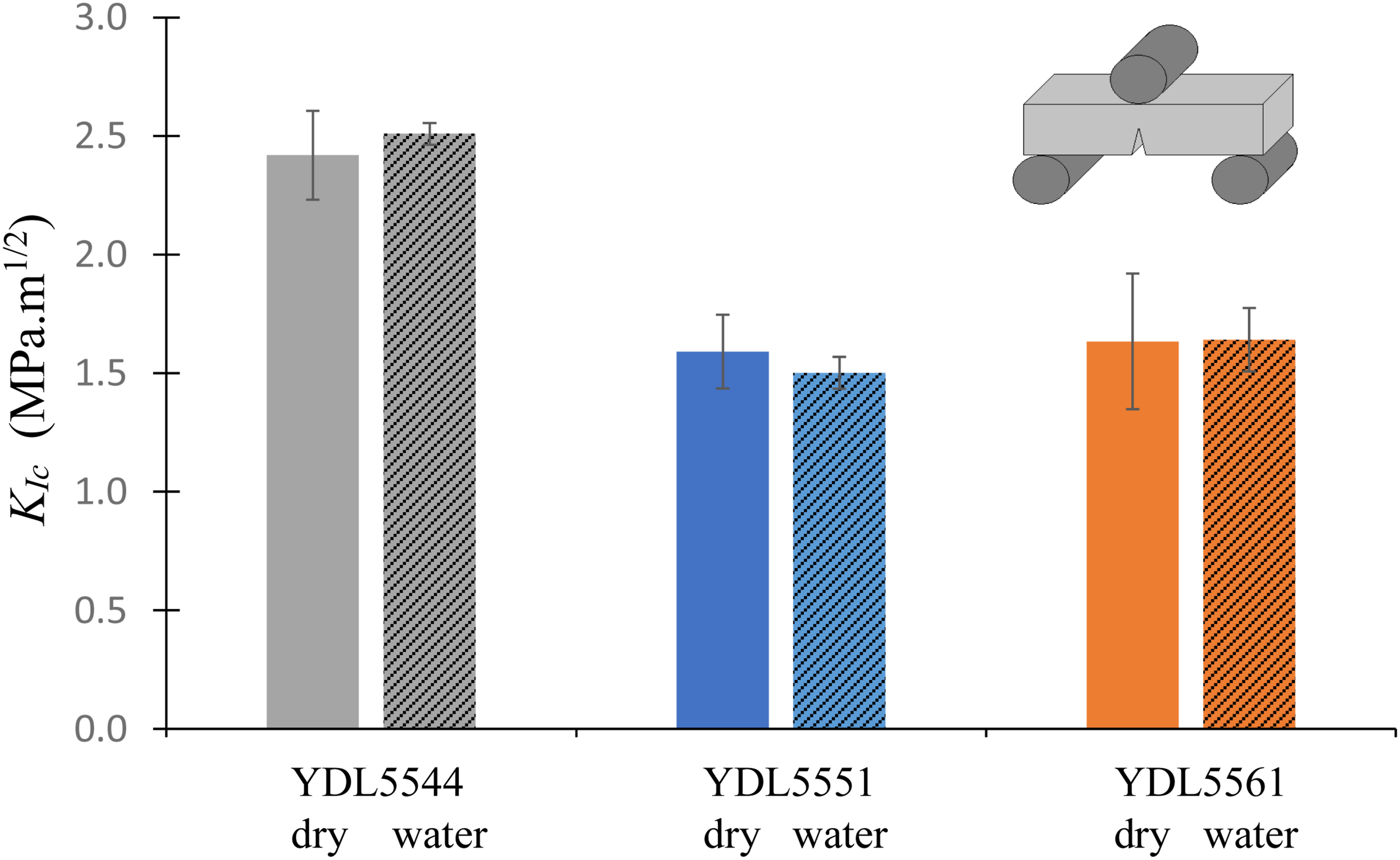
The mean toughness value for the recyclable epoxy (5544) is the highest indicating that more energy, as compared to the bio-epoxies, is required to rupture the recyclable epoxy sample. This high toughness seems to be due to the greater elongation in tension, compression and bending, exhibited by this recyclable epoxy. The two bio-epoxy systems show almost similar values. Hence, it can be said that recyclable bio-epoxy resin can withstand failure from impacts. Finally, no significant moisture effect is observed for the three resins.
In conclusion, it can be noted that moisture degrades the cross-linking (at least in the epoxy part of the resin), which logically leads to a decrease in tensile, compressive, and flexural stresses (Figure 8). At the same time, there is no effect or a slight increase in fracture toughness because moisture likely enhances plasticity (Figure 11 & Table 3), thereby increasing the fracture process zone at the crack tip. Additionally, it is observed that the loss in tensile, compressive, and flexural strength is more significant for YDL5561 compared to the other materials, which is ultimately logical since its moisture content is the highest (Figure 1).
To better understand the influence of bio-content and environmental conditions on fracture behavior, micrographs were taken of the fracture toughness specimens (Figure 12). Drawing a clear conclusion is challenging, as the observations vary depending on the position and sample used for the micrographs. In Figure 12, representative micrographics were chosen. More than a hundred images were taken, though only the most representative ones are shown. These selected images effectively illustrate the average behavior, highlighting the impact of moisture, which is the key focus of this study. Globally the recyclable resin YDL5544 presents coarser and bigger crack striations than the other bio-resins, in both dry and wet condition. This recyclable resin presents also more important crack striations for wet condition; which is not really coherent with the no-influence previously observed on the K
IC
(Figure 11 & Table 3). For the bio-resin YDL5551 and YDL5561, the crack striations are clearly finer and smaller for the wet condition. Moreover, it must be kept in mind that the chosen toughness test, the 3-point bending test with an initial crack, is prone to evaluate the initiation fracture toughness, and not the propagation one due to the instable propagation of the crack. Then, it is difficult to link the fracture facies to this initiation fracture toughness measured in this study (Figure 11), and the observed phenomenon could suggest that the K
IC
increases with humidity for the recyclable resin (Figure 11), but decreases slightly for the bio-resins. Of course, this result should be confirmed with other test that make possible to evaluate the propagation fracture toughness, such as compact tension test (ASTM E399-90 test method). Post mortem fractography of fracture toughness test for bio-epoxy YDL5544 (recyclable), YDL5551 (non-recyclable) and YDL5561 (non-recyclable); dry and water.
Discussion
Mechanical properties of bio-based epoxy systems compared with commercially available systems.

Effect of moisture on toughness properties has been investigated on different epoxies.34–36 The effect of moisture on the toughness of an epoxy resin (EPOLAM 2063), a mixture of cycloaliphatic epoxy resin and diglycidyl ether of bisphenol A (DGEBA), has been investigated. After 12 days of aging, the epoxy shows a water uptake of about 2%, and the initial K IC (1.04 MPa.m0.5) drops to 0.83 MPa.m0.5 [45]. Alessi et al. [46] examined the influence of hydrothermal aging on the fracture toughness of radiation-cured bis (4-glycidyloxyphenyl) methane (DGEBF) with polyethersulfone (PES) as a toughening agent. Their findings indicated that the critical stress intensity factor K IC decreased from 1.2 MPa.m0.5 to 0.9 MPa.m0.5 after 1500 h at 70°C. Nogueira et al. investigated the effect of moisture on the mechanical properties of an epoxy (MY 720). 36 An increase in mass of 4.7% was measured, and a significant decrease in toughness was observed, from 2.2 MPa.m0.5 to 0.8 MPa.m0.5. Therefore, with lower water absorption compared to other epoxies, a higher K 1c , and relative stability in moisture (Table 4), the recyclable bio-epoxy YDL5544 exhibits promising properties for aerospace applications.
Conclusion
Aerospace manufacturers are exploring bio-based alternatives to petroleum-derived epoxies due to growing environmental apprehensions regarding fiber composites. In this study, three bio-epoxy resins, 2 non-recyclable and 1 recyclable, have been mechanically characterized. Tensile, compression, bending and toughness experiments have been carried out and the effect of moisture has been investigated. Based on the obtained results, conclusions can be summarized as follows. • Moisture absorption increases linearly with the bio-content • The mechanical properties decrease with the effect of moisture. • The recyclable bio-epoxy exhibits the highest fracture toughness, and no significant effect of moisture is observed. • Moisture degrades the resin’s cross-linking, reducing tensile, compressive, and flexural strength while slightly increasing fracture toughness due to enhanced plasticity. This effect is more pronounced in YDL5561, which has the highest moisture content.
It can be concluded that the recyclable bio-epoxy, which contains 27% bio content, provides promising results and can be considered especially for aerospace applications. Work is in progress to produce laminate from carbon fibers using this resin for damage tolerance and Compression After Impact (CAI) investigation. While this study focused on bulk resin properties, the findings highlight the need for further research into how moisture absorption affects interlaminar shear strength and fatigue performance in composite laminates. Environmental durability (e.g., thermal cycling and UV exposure) and long-term fatigue resistance remain critical for aerospace applications and should be investigated in subsequent studies to fully assess the viability of these bio-epoxies in structural components.
Footnotes
Acknowledgments
The authors wish to thank the Geo-Informatics and Space Technology Development Agency (GISTDA) for the operational and other related matters in ensuring the mechanical tests progress of the research. The authors also thank Aditya Birla Chemicals (Thailand) Limited (Advanced Materials) for providing bio-epoxy resin samples. This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors.
Ethical considerations
This study complies with all relevant ethical guidelines and regulations.
Author contributions
Conceptualization, L.M., C.B. and K.W.; methodology, L.M. and C.B.; validation, L.M., C.B., K.W., and V.R.; formal analysis, B.P. P.G.; investigation, B.P. and P.G.; resources, C.B. and K.W.; data curation, B.P., L.M., P.G., C.B. and K.W.; writing—original draft preparation, B.P., L.M. and P.G.; writing—review and editing, L.M., P.G., C.B., K.W. and V.R.; visualization, P.G. and C.B.; supervision, L.M. and C.B.; project administration, L.M. and K.W. All authors have read and agreed to the published version of the manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.