
Abstract
This study investigates the development of lightweight, hybrid reinforced epoxy composites using chicken feather fiber (CFF) and glass fiber (GF) as reinforcements for automotive applications. The composites were fabricated by combining treated chicken feather fibers and glass fibers in a 1:1 wt ratio within an epoxy matrix. The mechanical, thermal, and abrasion properties of the composites were assessed through tensile, flexural, hardness, impact, and wear tests, alongside thermal conductivity measurements. The results revealed that the tensile strength (62.49 MPa) and modulus (801.28 MPa) peaked at 12 wt% reinforcement, with increases of 54% and 36%, respectively, compared to the unreinforced epoxy. The composite with 9 wt% hybrid reinforcement exhibited the highest flexural strength (119.37 MPa), while the 12 wt% hybrid composites showed the best impact resistance (27.9 J/mm2). The wear resistance showed that all the reinforced composites had improved wear resistance, with 18 wt% having the highest wear resistance of 0.12 mg. Additionally, the reinforced composites demonstrated lower thermal conductivity with increasing fiber content as compared with the unreinforced composite, with 12 wt% reinforcement having the lowest thermal conductivity value of 0.000018 W/mK. SEM analysis revealed a strong interfacial bonding between the fibers and the matrix, contributing to the composites’ improved mechanical and thermal properties. The successful hybridization of chicken feathers and glass fibers offers a promising sustainable approach for structural and environmental applications such as automotive components, providing lightweight materials with improved performance, cost-effectiveness, and environmental benefits over traditional materials.
Introduction
In recent decades, lightweight materials have emerged as a critical focus in automotive engineering due to their multifaceted advantages. These materials find particular application in engine components and vehicle body structures. 1 Historically, the global automotive industry prioritized material robustness and rigidity, with mass considerations relegated to secondary importance. However, empirical evidence has demonstrated that mass reduction in vehicular structures yields significant performance enhancements. Consequently, contemporary vehicle design methodologies now recognize mass as a primary engineering parameter, integrated with other critical material properties.2,3 Among the diverse lightweight material options employed in automotive applications, composite materials—comprising matrix and reinforcement phases—have gained prominence due to their optimal combination of low density, high specific strength, and durability characteristics. These properties render composites particularly suitable for various automotive structural and functional applications. Moreover, composite materials are increasingly favored over conventional materials (monolithic metals and alloys) due to their superior recyclability and biodegradability characteristics. This preference stems from escalating environmental concerns associated with traditional materials, including ecological contamination and end-of-life management complexities, which necessitate urgent mitigation strategies in the contemporary global context.4,5 Polymer matrix composites (PMCs) represent a versatile classification of composite materials comprising polymer resin matrices reinforced with fibrous or particulate materials. PMCs demonstrate more extensive utilization in automotive applications compared to alternative composite systems such as metal matrix composites (MMCs), attributable to their advantageous property profiles.6,7 This investigation primarily focused on polymer matrix composites due to their distinctive combination of low density and exceptional mechanical properties, attributes particularly valuable in aerospace, automotive, and construction sectors. The capacity to engineer specific polymer matrices and reinforcement materials enables tailored performance characteristics for diverse applications, resulting in a broad spectrum of achievable properties. Polymer matrix composites exhibit notable resistance to corrosive environments, superior durability, and exceptional formability for complex geometries. These characteristics render such materials highly advantageous for the fabrication of lightweight, high-performance components across numerous industrial applications. 8
A significant advancement in polymer matrix composites involves their modification with natural fibers, yielding natural fiber-reinforced composites (NFRCs). These fiber-reinforced polymer composites have attracted considerable attention within materials science research due to their environmental sustainability, renewable source materials, and economic viability.9,10 The incorporation of natural fibers into polymer matrices not only enhances sustainability metrics but also confers mechanical properties that satisfy automotive industry specifications. Natural fibers are taxonomically classified into three principal categories: phytogenic fibers (derived from pineapple, kenaf, hemp, and bamboo); zoogenic fibers (including wool, keratin-based structures, and processed dermal tissues); and mineral-based fibers (such as asbestos variants). Among these classifications, phytogenic fibers have received predominant research focus and industrial implementation by automotive manufacturers including BMW, Mercedes, Toyota, Daimler, Audi, and Ford, which have integrated these materials into components such as interior panels, seat substrates, instrument panels, roof structures, and load-bearing elements.11,12 While asbestiform minerals present significant health hazards and consequently remain underinvestigated in composite applications, 13 zoogenic fibers have recently garnered comparable research interest to phytogenic materials. Chicken feather fiber (CFF) represents one such zoogenic reinforcement material investigated in this research. Historically categorized as waste material with substantial environmental and biological implications,6,14 chicken feathers comprise approximately 91% keratin protein, 8% water, and 1% lipids. The amino acid composition facilitates hydrogen bonding that produces fibers exhibiting an exceptional combination of mechanical resilience, low density, and favorable thermal characteristics. Feather structures demonstrate hierarchical branching architectures that represent some of the most complex keratinous formations in vertebrate organisms.6,11,15,16 Furthermore, these fibers exhibit distinctive properties including low volumetric mass (0.8 g cm-3), superior thermal insulation capacity, exceptional acoustic attenuation, minimal abrasiveness, and pronounced hydrophobicity. These multifunctional attributes have stimulated extensive research into their application as reinforcement constituents in polymer matrix composite systems.17,18 In an investigation conducted by Oladele et al. 11 concerning the development and characterization of epoxy-based composites reinforced with chicken feather fiber for potential automotive component applications, researchers utilized chicken feather fiber as a sustainable, renewable reinforcement material. This biogenic reinforcement was integrated into the epoxy matrix utilizing open mold hand lay-up methodology to enhance the mechanical and physical properties of the resultant composite. Comprehensive evaluation of critical performance parameters—including tensile strength, flexural strength, hardness, impact resistance, wear resistance, thermal conductivity, and density—was performed to assess the composite’s functional characteristics. The experimental findings demonstrated significant enhancement of these properties subsequent to chicken feather fiber (CFF) incorporation, with optimized performance observed at CFF concentrations between 12 and 15 wt%. These concentrations exhibited superior tensile strength, flexural strength, impact resistance, hardness, and wear resistance characteristics. Additionally, the composite material demonstrated favorable thermal insulation properties coupled with reduced density, presenting potential advantages for mass reduction and thermal management in automotive applications. The experimental outcomes highlight the promising potential of chicken feather fiber-reinforced composites as viable alternatives to conventional materials in the automotive sector, facilitating the development of environmentally sustainable, high-performance automotive components including interior panels, dashboard components, trim elements, aerodynamic accessories, body structures, thermal insulation systems, and tribological components such as bushings and bearings. Additionally, Hashim et al. 19 conducted an investigation into novel environmentally sustainable composites for automotive interior applications, which demonstrated superior characteristics compared to conventional polypropylene materials. These composite systems comprised waste chicken feather fibers and epoxy resin, with reinforcement concentrations ranging from 2 to 8 wt%. The composites were fabricated utilizing hand lay-up methodology, followed by comprehensive evaluation of tensile and flexural properties. Experimental results indicated that 2 wt% chicken feather fiber incorporation had negligible effect on tensile properties; however, as reinforcement concentration increased, tensile strength reached an optimal value of 25.9 MPa at 4 wt% CFF loading. Furthermore, significant enhancement in flexural properties was observed with increasing chicken feather fiber content, with flexural strength peaking at 98.2 MPa at 4 wt% CFF concentration. Despite documented improvements in mechanical, physical, and thermal characteristics through incorporation of these biogenic fibers (both phytogenic and zoogenic) in polymer matrix composites, moisture absorption remains a critical limitation that adversely affects composite performance by compromising interfacial adhesion between matrix and reinforcement. This interfacial degradation ultimately results in premature mechanical failure under applied loads and deterioration of mechanical properties.20,21 To mitigate these limitations, researchers frequently implement hybridization strategies, combining natural fibers with synthetic reinforcements to develop hybrid composite systems with enhanced performance characteristics. 22
Hybrid composites incorporate dual reinforcement phases within a singular matrix, enabling compensatory mechanisms between constituent reinforcements. These systems are taxonomically categorized as Synthetic–Synthetic, Synthetic–Natural, and Natural–Natural fiber reinforced polymer hybrids. This investigation focuses specifically on Synthetic–Natural fiber hybrid systems, which are engineered to enhance the performance characteristics of single-reinforcement composites—particularly with respect to moisture resistance—while concurrently reducing dependency on synthetic reinforcement materials. Carbon, aramid (Kevlar), and glass fibers represent the predominant synthetic reinforcements employed in these composite formulations. 3 Glass fiber constitutes the specific synthetic reinforcement investigated in this research, as it has demonstrated capacity to satisfy the structural integrity and durability requirements for automotive interior and exterior components. This selection is justified by its economic viability, chemical resistance properties, exceptional electrical insulation characteristics, and superior tensile strength performance.22,23 Extensive research has been conducted regarding the integration of glass fibers with various natural reinforcements, predominantly phytogenic fibers, for the fabrication of hybrid composite systems with potential applications in automotive engineering and diverse industrial sectors. Pradeep et al. 24 investigated the fabrication and characterization of jute/glass fiber reinforced epoxy hybrid composites with the objective of evaluating the influence of hybrid reinforcements (glass and jute fibers) on the mechanical performance of epoxy-based composite systems. Multiple composite formulations were fabricated utilizing hand lay-up methodology with varying weight percentages of reinforcement. The experimental findings demonstrated significant correlation between hybrid reinforcement incorporation and mechanical property enhancement. In a parallel investigation, Khunte & Mishra 25 conducted experimental analysis on epoxy, banana fiber, and E-glass fiber composite systems. Four distinct hybrid composites were fabricated utilizing hand lay-up methodology, with systematic incremental increases in fiber loading from 10 wt% to 25 wt% while maintaining consistent proportionality between constituent fibers across all specimen formulations. Results demonstrated positive correlation between tensile and flexural strength enhancement and increasing fiber volume fraction within the composite architecture. Vinoth et al. 26 examined tensile behavior characteristics of epoxy systems reinforced with kenaf and glass fibers. In this investigation, non-woven kenaf and glass fiber mats were employed as reinforcement phases within an epoxy matrix using various laminate stacking sequences. Composite laminates were fabricated utilizing vacuum infusion processing methodology. Experimental results indicated that G/K/G/E laminate configuration exhibited superior tensile strength (49.0 MPa) compared to K/G/K/E configuration and unreinforced epoxy. The elastic modulus of G/K/G/E configuration was determined to be 165 MPa, while K/G/K/E configuration demonstrated 122 MPa. Elongation at break for G/K/G/E and K/G/K/E configurations was measured at 6.6% and 6.2%, respectively. Scanning electron microscopy revealed uniform fiber distribution throughout fracture surfaces. Fractographic analysis identified primary failure mechanisms including fiber fracture, interfacial debonding, and fiber extraction, with G/K/G/E configuration demonstrating superior interfacial adhesion between matrix and reinforcement phases relative to alternative configurations. Additionally, Paramasivam & Venugopal 23 developed glass/basalt fiber reinforced composite materials for automotive applications. The novelty of this research involved fabrication of composite panels utilizing 2D woven glass and basalt fabrics to enhance mechanical properties. Results demonstrated that panels comprising 100% basalt fabric, processed at 20 bar pressure with 15-min cure cycle, exhibited optimal mechanical characteristics including tensile strength (95 MPa), flexural strength (29.91 MPa), and impact strength (12.50 MPa). Similarly, composite panels comprising 50:50 glass/basalt fiber ratio, processed at 30 bar pressure with 15-min cure cycle, demonstrated comparable mechanical performance with a tensile strength of 94.83 MPa, a flexural strength of 29.51 MPa, and an impact strength of 12.30 MPa. Oladele et al. 27 conducted an investigation into the development of recycled polypropylene (RPP) composites reinforced with vitreous fibers and calcium carbonate-based biogenic particulates derived from gastropod exoskeletons for sustainable applications. The investigation’s primary objective involved enhancement of mechanical, tribological, thermal, and hygroscopic properties of RPP composite systems. Composite formulations were fabricated with systematically varied reinforcement concentrations (3–18 wt%) and subsequently evaluated for tensile properties, flexural characteristics, impact resistance, surface hardness, wear behavior, thermal conductivity, and moisture absorption parameters. Experimental findings demonstrated that composite systems containing 12 wt% reinforcement exhibited optimal performance characteristics, achieving maximum tensile strength (45.41 MPa), elastic modulus (270.09 MPa), fracture energy (0.95 J), impact resistance (16.44 J/m2), and surface hardness (63 HS). Additionally, material removal during wear testing was minimized to 3.37 mg at this reinforcement concentration. These performance enhancements are attributed to efficient stress transfer mechanisms, robust interfacial adhesion between matrix and reinforcement phases, and homogeneous dispersion of reinforcement constituents throughout the polymer matrix. However, deterioration in mechanical and tribological properties was observed at elevated reinforcement concentrations (15 wt% and 18 wt%), indicating exceedance of the system’s optimal reinforcement threshold. Thermal conductivity demonstrated inverse correlation with reinforcement concentration, reaching a minimum value of 0.12 W/mK at 3 wt% reinforcement, rendering the material suitable for thermal insulation applications. These research findings highlight the potential of hybrid synthetic/natural reinforcement systems to enhance performance characteristics of recycled polymeric materials, with 12 wt% reinforcement concentration identified as optimal for automotive and construction applications requiring lightweight, durable, and thermally insulating materials. These findings establish direct correlation between mechanical properties and processing parameters including consolidation pressure, cure duration, and reinforcement composition.
The aforementioned literature demonstrates extensive investigation of hybrid composites incorporating phytogenic fibers, particles and glass fibers, with significant characterization of their mechanical properties. However, a notable research deficiency exists regarding the development and characterization of polymer hybrid composites reinforced with zoogenic fibers and vitreous reinforcements. Currently, no comprehensive investigations have been conducted concerning the properties of polymer matrix composites reinforced with hybrid chicken feather/glass fiber systems. Concurrently, the automotive sector faces intensifying pressure to enhance fuel efficiency, reduce carbon emissions, and minimize utilization of non-renewable resources. A promising approach to addressing these challenges involves the development of low-density materials capable of significant mass reduction in automotive components while maintaining or enhancing mechanical performance characteristics. As demand increases for sustainable, economically viable materials, research focus has shifted toward hybrid composite systems that integrate the advantageous properties of both biogenic and synthetic reinforcements. Among these, chicken feather fibers (CFF) represent a potential alternative reinforcement phase, offering reduced density, biodegradability, and distinctive mechanical attributes. Glass fibers (GF), extensively utilized in automotive applications, are characterized by superior strength and durability properties.
The research motivation addresses the emerging requirement for lightweight, high-performance materials that simultaneously contribute to sustainability within the automotive sector, thereby reducing dependence on conventional synthetic reinforcements and promoting environmentally responsible manufacturing methodologies. This study aims to develop and characterize hybrid epoxy composites reinforced with chicken feather fibers and glass fibers for automotive and environmental structural applications. The specific research objectives encompass assessment of mechanical, thermal, and tribological properties of these composite systems; determination of optimal reinforcement content achieving balanced strength, stiffness, and impact resistance; and evaluation of interfacial interactions through microstructural analysis. The fundamental goal involves enhancement of performance and sustainability characteristics of lightweight materials for automotive engineering applications.
This investigation addresses a critical knowledge gap in current literature, which predominantly focuses on either biogenic or synthetic fiber composites individually, with limited exploration of hybrid systems integrating chicken feather fibers and glass fibers for automotive applications. While previous investigations have examined the properties of CFF or GF composites independently, insufficient research exists exploring the synergistic benefits of these combined reinforcement systems, particularly regarding their implementation in structural automotive components. The originality of this research lies in the integration of zoogenic fibers with synthetic reinforcements to develop high-performance composite systems that provide innovative, environmentally sustainable solutions for automotive material design. The potential applications for the hybrid CFF/GF epoxy composites developed in this investigation are extensive, encompassing both interior and exterior automotive components including door panels, instrument panels, seating structures, impact absorption systems, exterior body components, and hood structures. Additionally, these materials demonstrate suitability for structural applications including body reinforcement elements, chassis components, suspension components, and engine compartment components such as thermal barriers and electrical system housing. Through the successful integration of sustainable materials in high-performance applications, this investigation may contribute significantly to vehicle mass reduction, fuel efficiency enhancement, and emissions reduction in the automotive sector.
Materials and methodology
The materials used in this study were bisphenol A diglycidyl ether epoxy resin (commercial grade), diethylene triamine curative (hardener), petroleum jelly (releasing agent), Sodium Hydroxide Pellets, and distilled water. The epoxy resin and the amine curative were procured from Pascal Scientific Limited, Akure, Ondo State, Nigeria, while glass fiber was procured from Chemical and Allied Company in Lagos State. The glass fiber has a length of 20 mm and a linear density of 2.5 g/cm3. The chicken feathers were sourced and collected from 32-week-old Lohmann brown chickens from a poultry farm in Akure, Ondo State, Nigeria. The petroleum jelly was obtained from a local market area in the metropolis of Akure, Ondo State, Nigeria.
Extraction and preparation of chicken feather fibers
The avian keratin fibers were meticulously segregated to isolate viable specimens suitable for subsequent processing operations. As documented by Okoro et al., 28 two morphologically distinct components of chicken feather structures—rachis-containing vaned (contour) sections and plumulaceous (down) portions—were selectively harvested for experimental utilization. Following segregation, the keratin structures underwent chemical pretreatment via immersion in an alkaline solution comprising 30 ml sodium hydroxide dissolved in 970 ml distilled water (approximately 0.75 M NaOH concentration) with 5-h contact duration. The chemically treated specimens were subsequently subjected to comprehensive washing procedures utilizing distilled water at ambient temperature to eliminate biological contaminants (including hematological residues, lithic particulates, soil-based discolorations, entomological parasites, and coleopteran organisms). Initial moisture reduction was accomplished through atmospheric desiccation at approximately 42°C for 120 h. To ensure consistent moisture content and dimensional stability critical for composite reinforcement applications, supplementary thermal dehydration was conducted in a laboratory oven at 104°C with 3-h isothermal exposure. The resultant pretreated keratin fibers were then dimensionally reduced to approximately 10 mm length segments for subsequent composite fabrication processes. The treatment was intended to increase the fiber surface area, remove impurities, and enhance the hydrophilic nature of the CFF, which could improve the compatibility with the hydrophobic epoxy resin.
Composite fabrication
The composite specimens were fabricated utilizing open mold hand lay-up methodology as seen in Figure 1(a). This processing technique offers economic advantages through minimal capital investment requirements, rendering it particularly suitable for limited-production applications and prototype development. The process demonstrates exceptional versatility regarding dimensional parameters and geometric complexity, accommodating components ranging from rudimentary to intricate configurations. Hand lay-up operations can be executed with fundamental tooling and equipment characterized by accessibility and operational simplicity, contrasting with alternative composite manufacturing methodologies that necessitate specialized processing equipment. Furthermore, this fabrication approach facilitates incorporation of diverse reinforcement architectures, including woven textiles, randomly oriented fiber mats, chopped strand materials, and unidirectional fiber assemblies, enabling precise tailoring of composite mechanical properties to specific application requirements.
29
The composites were created by reinforcing epoxy with chicken feather fiber (CFF) and glass fiber (GF) in varying proportions. While the epoxy and hardener was mixed in a ratio of 2:1, the reinforcement fibers were added in ratios: 3, 6, 9, 12, 15, and 18 wt%. The reinforcements were formulated in a ratio 1:1 of natural to synthetic, respectively as shown in Table 1 below. The 1:1 wt ratio of chicken fiber (CFF) to glass fiber (GF) was selected based on a combination of practical and research-driven considerations. Chicken fibers, a renewable natural resource, offer reasonable strength and lightweight properties, while glass fibers provide superior strength and durability. By using this balanced ratio, we aimed to optimize mechanical performance and cost-effectiveness, ensuring that the composite material is both strong and affordable. Importantly, the 1:1 ratio was also chosen as a starting point for understanding the synergistic effects of combining both reinforcement types in a composite. The goal was to investigate how these two materials interact at equal proportions, setting a foundation for future studies to explore the impact of varying the fiber ratio. This ratio allows for a comparative analysis, providing insight into how different filler combinations can influence composite behavior. Subsequent research can then focus on modifying the reinforcement ratios (e.g., increasing or decreasing the content of one filler relative to the other) to identify the optimal combination for specific applications. This choice reflects a systematic approach to composite material development, where the results from this foundational study can serve as a basis for more targeted investigations in the future. The 1:1 ratio strikes a balance between performance, sustainability, and cost, while also paving the way for deeper exploration of how different ratios can enhance the material’s properties for various applications. After compounding, the homogenous paste is introduced into the moulds and left to cure at an ambient temperature of approximately 25°C for 96 h. Figure 1(c) shows some samples for the tests after curing. Hand lay-up equipment and developed composites. Formulation of composite samples (wt%).

Property evaluation
Tensile test
Tensile test was tested using a universal testing machine (FS 300-1023) with a crosshead speed of 5 mm/min. The test was performed at 24 ± 2°C ambient temperature in compliance with ASTM D-638-14 standard.
30
The samples measured 115 mm in length and 3 mm in thickness. For every composition, three samples were examined, and the average results served as the representative values. The test was conducted in the axial direction using a 50 KN load cell. The tensile strength was calculated using the equation (1).
Flexural test
In compliance with the ASTM D-790-15
31
standard, the sample underwent a flexural test using a universal testing machine (UTM FS 300–1023, USA). Every lot has three samples that were examined in compliance with the standard. The test specimen was attached onto the machine’s grasp and measured 150 × 50 × 3 mm. The test speed was 5 mm/min over the 65 mm range, and the findings were then evaluated. To facilitate the plotting of the flexure graphs, three replicates of each flexural sample were created for the flexural test, from which the average value was further computed. Equation (2) shows the calculation of the flexural strength for each samples tested which is in accordance to the ASTM D790 standard.
31
Where F is load at a specific point on the load-deflection curve (N), L is distance between the two supports (span) (mm), b is width of the beam tested (mm), and t is thickness of the beam tested (mm) and equation (3) shows the calculation of the flexural modulus and m is the slope of the load–deflection curve.

Impact test
The toughness of the hybrid epoxy composites was evaluated using an Izod impact testing machine which was carried out in accordance to the ASTM D4060-10 standard.
32
This test is designed to evaluate a material’s capacity to resist impact or sudden shock loading. It quantifies the energy absorbed by the specimen at the point of fracture, which is reported as the impact strength. The test was carried out using a Hounsfield balanced impact testing machine, serial number 3915, model number h10-3. Impact test samples with a dimension of 64 × 11 × 3 mm were notched at the center. Samples were placed horizontally on the machine, maintaining a distance of 60 mm between lines of supports. The test samples were placed on a cantilever position clamped upright with a V-notch at the level of the top of the clamp. The machine pendulum hit the test piece and was allowed to fall freely to a fixed height. Also, three replicates of each impact sample were fabricated for the impact test from where the average values were calculated to aid the plotting of the graph. Equation (4) was used to calculate the impact strength in joules per meter square (J/mm2).
Hardness test
The hardness of the hybrid composite was evaluated following the ASTM D 785-08 standard 33 using the Shore hardness test, specifically the Shore D hardness scale (HS). For every sample tested, six random indentations were made on the sample while each indentation was affected at different locations on the sample. Using a load of 15 kg, each sample was tested over a 15 s dwell time. An average value was calculated to obtain the mean value hardness which was used for plotting the result for each selected sample.
Abrasion
The wear technique utilizes either the conventional CS-10 Calibrase or H-16 calibrate. The wear test was conducted using the Taber Abraser, specifically the ISE AO16 model. The load utilized in the experiment was 500 g, and the rotation rate was set at 200 revolutions per minute (rpm). To ensure the test piece’s attachment to the machine, a central hole measuring 10 mm was drilled in the sample. The specimen was securely attached to the instrument platform, which is operated by a motor with a constant speed. The wear resistance (weight loss technique) was determined by calculating the weight difference before and after abrasion. During the testing process, any loose particles that were attached to the specimens were meticulously eliminated, particularly prior to the weighing stage. Equation (5) was utilized to compute the wear index of each sample.
Thermal conductivity
The thermal conductivity of the composite material was measured using Lee’s disc equipment, following the guidelines provided in ASTM E1530-19.
34
Lee’s disc equipment was used to measure the thermal characteristics of both the created composites and the control sample. The experimental protocol involves the placement of the specimen between the solid surfaces, while the temperature regulator is adjusted to a pre-established temperature (t). Thermal energy is transferred from the initial disc to the subsequent disc via the sample. The detection of temperature variations in the metal discs was accomplished by employing two sensors that were linked to the discs. Temperature fluctuations in the alternate disc were observed and documented at consistent intervals until no further temperature variations were seen. Equation (6) was employed for the computation of thermal conductivity.35,36 Where m—mass of the disk, 0.0078 Kg; Cp—specific heat capacity of the disk, 0.91 kJ/ KgK; ⊝1, ⊝2—initial and final temperature of disk B, D—diameter of the sample, 0.04 m; x—thickness of the sample, 0.003 m; T1, T2—temperature of disk A and B in Kelvin; t—final time taken to reach a steady temperature
Microstructure characterization
The SEM images of fractured surfaces were characterized using NOV scanning electron microscope. The broken surfaces of the composite samples that were created were analyzed using a scanning electron microscope (SEM) operating at a voltage of 15 kV. Prior to SEM inspection, the samples underwent gold coating using a Quorum coating machine (Q150RES) to enhance their conductivity.
Properties evaluation
Tensile properties
The tensile properties of polymer composites are crucial indicators of their ability to withstand mechanical stresses in structural applications, especially in the automotive industry. In this study, the tensile strength (UTS) and tensile modulus of hybrid composites reinforced with chicken feather fibers (CFF) and glass fibers (GF) were analyzed to evaluate their performance. The results, as seen in Figures 2 and 3, show a clear trend where the tensile properties increase with the fiber content, reaching a peak at 12 wt% reinforcement, after which a decrease is observed at 15–18 wt%. This behavior can be attributed to the complex interplay between the fibers, matrix, and their interaction at the interface. At lower fiber loadings (3–6 wt%), the modest improvements in the tensile properties can be attributed to the insufficient reinforcement provided by the fibers. In these composites, the amount of reinforcement is too low to significantly enhance the stress transfer mechanism between the fibers and the epoxy matrix. The fibers play an essential role in improving the composite’s load-bearing capacity, but at these lower concentrations, the reinforcement may not be well-dispersed, limiting their effectiveness.
37
Moreover, the chemical bonding between the matrix and fibers might not be as optimal, leading to lower mechanical reinforcement. Another factor that can be attributed to these low properties can be associated with the creation of voids in the composite during the fabrication of the composite using the hand-layup method, as this method is prone to this.
37
The increase in tensile properties observed at 9–12 wt% reinforcement can be explained by the optimal interaction between the glass fibers and chicken feather fibers. At these concentrations, the fibers are sufficiently abundant to facilitate a well-distributed load transfer throughout the matrix. The glass fibers, known for their high tensile strength and rigidity, contribute to the structural integrity of the composite, while the chicken feather fibers provide a lightweight and environmentally friendly alternative, enhancing the overall material properties without significantly increasing weight. The chemical treatment of the chicken feather fibers likely further improved their interaction with the epoxy matrix, enhancing the fiber–matrix adhesion, which is a critical factor for improving tensile strength.11,38 The peak values of UTS (62.49 MPa) and tensile modulus (801.28 MPa) observed at 12 wt% represent a significant increase of 54% and 63%, respectively, compared to the unreinforced epoxy. These results are in line with previous research that indicates the optimal fiber content in hybrid composites provides the best balance of reinforcement and matrix interaction, resulting in superior mechanical properties.
27
The glass fibers play a pivotal role in enhancing the tensile strength and modulus due to their high mechanical performance. However, as the fiber content increases beyond 12 wt% (15–18 wt%), the tensile properties begin to decline. This can be attributed to several factors: (1) the onset of fiber agglomeration, where excess fibers fail to disperse evenly within the matrix, leading to localized stress concentrations that weaken the composite, and (2) the compromise in the interfacial bonding between the fibers and matrix. Excessive amounts of glass or chicken feather fibers may disrupt the uniform distribution required for optimal performance, leading to reduced mechanical strength. In general, the results suggest that a fiber content of 9–12 wt% provides the best balance of reinforcement in hybrid CFF/GF epoxy composites. These composites demonstrate significant improvements in both tensile strength and modulus, making them suitable for automotive applications where high mechanical performance and lightweight properties are crucial. The findings support the hypothesis that hybrid fiber composites, especially those combining eco-friendly CFF with high-strength GF, can offer an innovative and sustainable solution for automotive material design. Ultimate tensile strength of developed composite. Tensile Modulus of developed composite.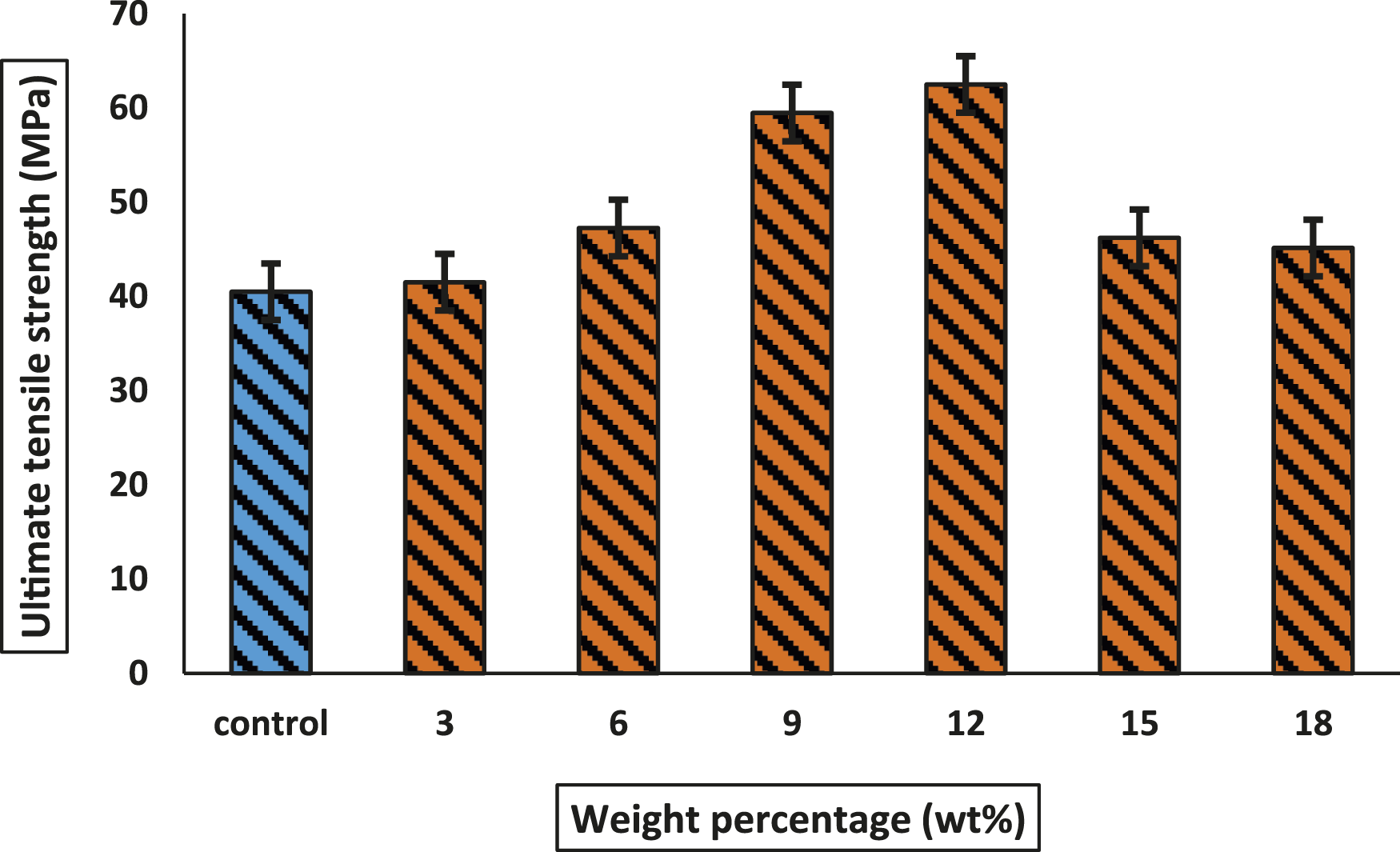

Flexural properties
The flexural properties of polymer composites are critical when considering their performance under bending or flexural loading conditions, which are common in automotive and structural applications. The flexural strength (FS) and flexural modulus (FM) provide essential insights into the composite’s ability to withstand bending stresses and its stiffness, respectively. The experimental results, as seen in Figures 4 and 5 show that the flexural strength and modulus of the hybrid CFF/GF epoxy composites exhibit a noticeable trend, where properties improve with increasing fiber content up to 12 wt%, after which a decline is observed at higher concentrations (15–18 wt%). Flexural strength of developed composite. Flexural modulus of developed composite.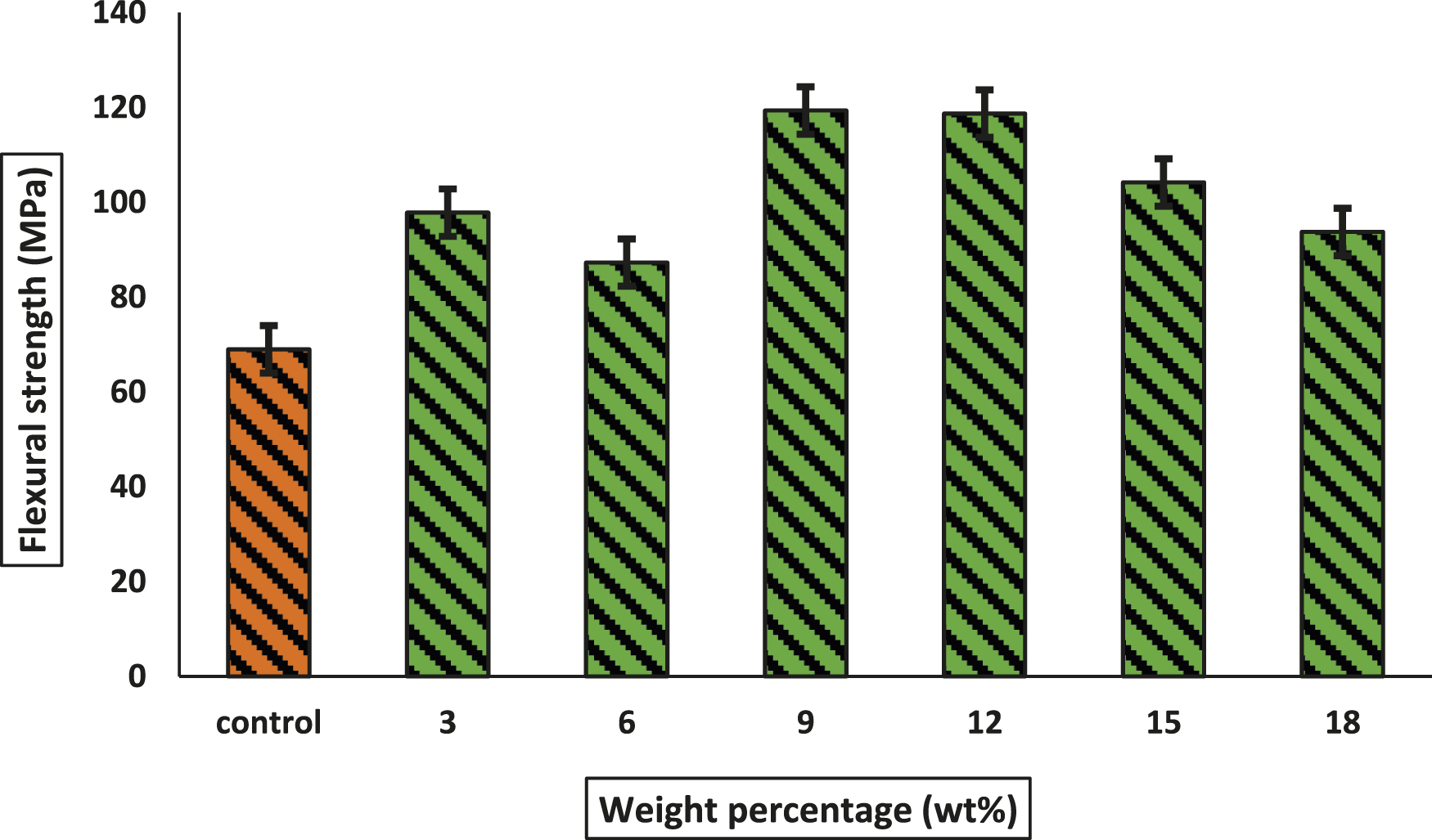

At lower fiber loadings (3–6 wt%), only modest improvements in flexural strength and modulus are observed. The limited enhancement at these fiber contents can be attributed to the insufficient reinforcement provided by the fibers. When the fiber content is low, the fibers do not occupy enough volume to significantly contribute to the stress transfer mechanisms or improve the rigidity of the composite. Furthermore, the fiber distribution may not be optimal at these low concentrations, which prevents effective load transfer and limits improvements in flexural properties.37,39 The most significant improvements in flexural strength and modulus are seen at the 9 and 12 wt% hybrid fiber-reinforced composites. The flexural strength peaks at 119.37 MPa, a 73% increase compared to the unreinforced epoxy, and the flexural modulus reaches 401.37 MPa, a 60% increase. These optimal values indicate that the combination of chicken feather fibers and glass fibers in these concentrations provides a favorable balance of stiffness and strength. The glass fibers contribute substantial rigidity and strength, while the chicken feather fibers, although lightweight, help to improve the overall matrix–fiber interaction due to the chemical treatment done as explained in the materials and methods section above, enhancing stress distribution and preventing premature failure under bending loads. The uniform dispersion and the high-quality interfacial bonding between the fibers and the epoxy matrix are likely key factors driving these improvements. 39 However, at higher fiber loadings (15–18 wt%), the flexural properties begin to decrease.
This decline can be attributed to the onset of fiber agglomeration and the formation of clusters, particularly in the case of excessive glass fibers. When the fiber content exceeds the optimal level, the fibers may not be uniformly distributed throughout the matrix, leading to localized stress concentrations that weaken the composite. Additionally, the excess fiber content can negatively impact the interfacial bonding between the fibers and matrix, further contributing to the observed reduction in flexural performance. Another factor that can be attributed to this low properties can be associated to the creation voids in the composite during the fabrication of the composite using the hand-layup method, as this method is prone to this, and these void can acts as stress concentrator that reduces properties of a material 37 In general, the hybrid CFF/GF epoxy composites exhibit superior flexural properties compared to the unreinforced epoxy, with the optimal fiber content found to be around 9–12 wt%. These results suggest that hybrid reinforcement offers an effective strategy for enhancing the flexural strength and modulus of epoxy composites, making them suitable for use in automotive and structural components where superior bending resistance is essential. These findings align with previous studies indicating that the incorporation of hybrid fibers can significantly improve the mechanical performance of polymer composites, provided that an optimal fiber distribution and matrix interaction are achieved.37,39,40
Impact property
The impact strength of a composite material measures its ability to absorb energy when subjected to abrupt forces or shock-induced loading without fracturing and the purpose of conducting impact testing on the reinforced composites is to assess their ability to absorb energy and withstand fracture when subjected to dynamic loading circumstances, such as hits or abrupt impacts.
33
As shown in Figure 6 below, the impact strength of the hybrid CFF/GF epoxy composites increases with reinforcement content, with the highest value (27.9 J/mm2) observed at 12 wt%, representing a 22% increase compared to the unreinforced epoxy (22.8 J/mm2). This enhancement in impact strength can be attributed to several factors, including the presence of fiber strands, the interfacial bonding between the fibers and matrix, and the fiber alignment within the matrix. In this study, the increase in impact strength with fiber content up to 12 wt% can be attributed to the optimal balance between reinforcement and the epoxy matrix, where the fibers contribute to improving the composite’s ability to absorb energy during impact. Fiber reinforcement plays a vital role in absorbing and dissipating the energy that would otherwise be absorbed by the matrix. The fibers help distribute the stress during an impact, preventing localized failures and enhancing the overall toughness of the material. Additionally, the strong bonding between the fibers and the epoxy matrix, particularly in the case of chemically treated chicken feather fibers, likely improves the stress transfer and impact resistance of the composites. However, the slight decrease in impact strength observed at 15–18 wt% fiber content can be explained by the onset of fiber misalignment and agglomeration. When the fiber content exceeds an optimal threshold, excess fibers can lead to poor dispersion and uneven alignment within the matrix. These misaligned fibers reduce the composite’s ability to evenly distribute the applied stress, leading to localized failure and a decrease in impact strength. This observation is consistent with the behavior of hybrid composites, where a high volume fraction of fibers can result in reduced interfacial bonding and fiber-matrix interaction, particularly if the fibers do not align properly within the matrix. Furthermore, the enhanced impact strength observed at 12 wt% may also be due to the synergetic effect between the chicken feather fibers (which provide flexibility and energy dissipation) and glass fibers (which contribute to rigidity and strength). This combination ensures that the composite can absorb and withstand higher impact energies compared to unreinforced epoxy, offering a balanced performance in terms of both strength and toughness. In general, the impact strength of the hybrid CFF/GF epoxy composites improves with fiber content up to 12 wt%, with the optimal balance of reinforcement providing a composite material with superior energy absorption and resistance to dynamic loading. Beyond this threshold, the decrease in impact strength can be attributed to fiber misalignment and agglomeration, emphasizing the importance of fiber dispersion and alignment in maintaining composite toughness. These findings support the use of hybrid fiber composites for applications where high impact resistance is essential, such as in automotive parts that are subjected to dynamic forces and impact loading conditions. Impact strength of developed composite.
Hardness property
Hardness is an important property of composite materials that provides insight into their resistance to surface deformation under an applied force. In this study, the Shore hardness test was used to assess the hardness of hybrid CFF/GF epoxy composites, and the results indicate a clear trend of increased hardness with the increase in fiber content, as seen in Figure 7. The unreinforced epoxy exhibited a hardness value of 20.5 HS, which gradually increased as fiber content was introduced, reaching a peak of 46.8 HS at 18 wt% fiber content. The increase in hardness at lower fiber concentrations (3–6 wt%) is relatively modest, with values of 25.78 HS and 29.63 HS, respectively. This can be explained by the limited amount of reinforcement provided by the fibers at these concentrations. The matrix, although reinforced by fibers, still exhibits substantial flexibility and deformation under stress, as the fiber content is not sufficient to significantly alter the composite’s ability to resist indentation. At these lower fiber contents, the stress transfer between the matrix and fibers is also not optimal, limiting the overall contribution to the hardness property. A more pronounced increase in hardness is observed at 9 wt% and 12 wt% fiber content, where the hardness reaches 37.9 HS and 42.1 HS, respectively. This trend can be attributed to the reinforcement effect of the fibers within the composite matrix. As the fiber content increases, the composite becomes more rigid and resistant to localized deformation. The glass fibers, which are known for their high tensile strength and modulus, provide significant reinforcement to the epoxy matrix.
27
The chicken feather fibers, although lighter and less stiff, contribute to the formation of a more homogeneous composite structure, improving the overall hardness by enhancing the interfacial bonding between the fibers and matrix.
11
The increased fiber content allows for more efficient load transfer, reducing the matrix’s ability to deform under stress and therefore increasing the hardness. The peak hardness value of 46.8 HS was observed at 18 wt% fiber content reflects the maximum reinforcement achieved by the hybrid fiber system. At this higher fiber concentration, the composite becomes highly resistant to surface indentation. However, while further increases in fiber content contribute to higher hardness, the increase in fiber density also introduces additional stress points, which could lead to issues such as poor fiber–matrix interaction or fiber agglomeration, potentially diminishing the composite’s overall toughness. This increase in hardness is primarily driven by the mechanical properties of the fibers. Glass fibers, in particular, provide a high level of rigidity to the composite, significantly improving its resistance to surface damage. The role of chicken feather fibers, though less stiff, is critical in contributing to a lighter, more eco-friendly composite while still improving overall composite performance. The synergistic effect between these two fibers types results in a composite that exhibits both high hardness and low density, making it an attractive option for lightweight, durable materials in automotive and other structural applications. In general, the hardness of the hybrid CFF/GF epoxy composites improves with increasing fiber content, and the peak hardness is achieved at 18 wt% fiber content. This indicates that the hybrid reinforcement of chicken feather and glass fibers significantly enhances the composite’s ability to resist indentation and surface damage. These findings suggest that the incorporation of natural fibers, alongside synthetic glass fibers, can create a composite material that offers both superior mechanical performance and environmental benefits, particularly in applications that require high surface durability, such as automotive parts. Hardness of developed composite.
Abrasion property
The abrasion properties of a composite material are crucial indicators of its ability to maintain surface integrity and resist material loss when subjected to repetitive friction or contact with other surfaces. The wear index (WI) serves as a numerical metric to quantify the material’s resistance to wear, with a lower wear index indicating better wear resistance. In this study, the wear index was calculated based on the material’s wear rate and the depth of the wear scar, offering valuable insights into the durability of the hybrid CFF/GF epoxy composites compared to the unreinforced epoxy.41,43 As shown in Figure 8, the wear index of the hybrid reinforced composites decreases as the fiber content increases. The unreinforced epoxy sample exhibits the highest wear index (0.42), which indicates the lowest wear resistance, while the composite with the highest reinforcement (18 wt% fiber content) shows the lowest wear index (0.12). This trend signifies that the introduction of fiber reinforcement significantly enhances the wear resistance of the epoxy composites. The improved wear resistance can be attributed to several factors, particularly the high strength and rigidity of the glass fibers and the increasing volume fraction of reinforcing fibers.
42
At lower fiber concentrations (3–6 wt%), the wear index is still relatively high, with values of 0.31 and 0.24, respectively. While these composites show some improvement in wear resistance compared to the unreinforced epoxy, the fiber content is not yet sufficient to significantly alter the material’s ability to resist wear. At these lower concentrations, the fibers are not uniformly distributed within the matrix, and the composite material’s ability to absorb and distribute wear forces is not fully optimized. This results in moderate wear resistance but still higher wear index values compared to the composites with higher fiber content. As the fiber content increases (9–12 wt%), the wear index decreases progressively. The composite with 12 wt% hybrid reinforcement achieves a wear index of 0.16, signifying substantial improvements in wear resistance. At this point, the reinforcement fibers are more evenly distributed throughout the matrix, and the composite is better able to withstand abrasive forces. The high-strength glass fibers provide superior reinforcement, effectively improving the material’s ability to resist wear and surface degradation. Additionally, the presence of chicken feather fibers likely contributes to a more homogeneous matrix, improving the interfacial bonding between the fibers and the matrix, which further enhances wear resistance. The trend continues with the highest fiber content (18 wt%), where the wear index reaches its lowest value of 0.12. This result suggests that the composite has reached an optimal level of reinforcement, where the hybrid fibers effectively work together to improve wear resistance. The glass fibers’ high strength, combined with the lightweight and flexible chicken feather fibers, helps create a composite material that is not only resistant to wear but also light in weight, offering advantages for automotive applications. The observed improvements in wear resistance can be attributed to the ability of the fiber reinforcements to bear the applied stresses and distribute the impact forces more effectively.
42
The glass fibers, known for their superior mechanical properties, help the composite resist surface damage, while the chicken feather fibers contribute to the lightweight and enhanced interfacial bonding, which are crucial for reducing the wear rate. In general, the hybrid CFF/GF epoxy composites exhibit excellent wear resistance, especially at higher fiber contents (9–18 wt%), with the composite at 18 wt% demonstrating the best performance. These findings underscore the importance of optimizing fiber content and distribution to improve wear resistance. The reduction in wear index with increased fiber content indicates that hybrid fiber-reinforced composites, particularly those with glass fibers, offer a promising solution for applications where wear resistance is critical, such as automotive components subjected to abrasive conditions. Wear index of developed composite.
Density
Figure 9, as seen below, presents the variation of the hybrid reinforcements on density properties of the epoxy composites alongside specific tensile strength and flexural strength in Figure 10. A steady increase in the density properties was observed up to the 18 wt% weight fraction. This trend was similar to that of Figure 7, which represents the hardness of the developed composites, indicating a direct relationship between density and hardness in agreement with the work of Oladele et al.,
44
where it was reported that higher density contributes to increased material hardness. The enhancements in the density properties of the hybrid reinforced composite materials can be easily traced to the densities of its constituent materials (reinforcements and matrix) and a good production process that reduces or eliminates voids. However, increased volumes of the constituents yield an increase in the density of the composites. Thus, the density of the reinforcing fibers has a significant impact on the overall density of the epoxy composite, which is determined by the combined density of the matrix and hybrid reinforcements. This is the case under the assumption that the density of the unreinforced epoxy does not change. This phenomenon takes place as a consequence of the increased spatial occupancy of denser fibers inside the composite, which leads to the displacement of the matrix material that has a lower density. There is a correlation between the density of the matrix material and the overall density of the composite being analyzed. In a nutshell, as supported by this study, the density of a composite material is established by the densities of its constituent materials, specifically the reinforcements and the matrix, in addition to the volume fractions of each of these components and the filling of voids (caused by adhesion). When it comes to polymer composite materials, the concept of density refers to the proportion of these materials’ mass to their volume. Specifically, the feature is a fundamental property that provides information on the compactness of a material and has the potential to influence the material’s mechanical capabilities, thermal characteristics, and a variety of other physical qualities. Considering the slight increase in densities compared to the improved mechanical properties, the addition of the reinforcements is justified owing to improving specific properties. Density of developed composite. Specific tensile and flexural strength of developed composite.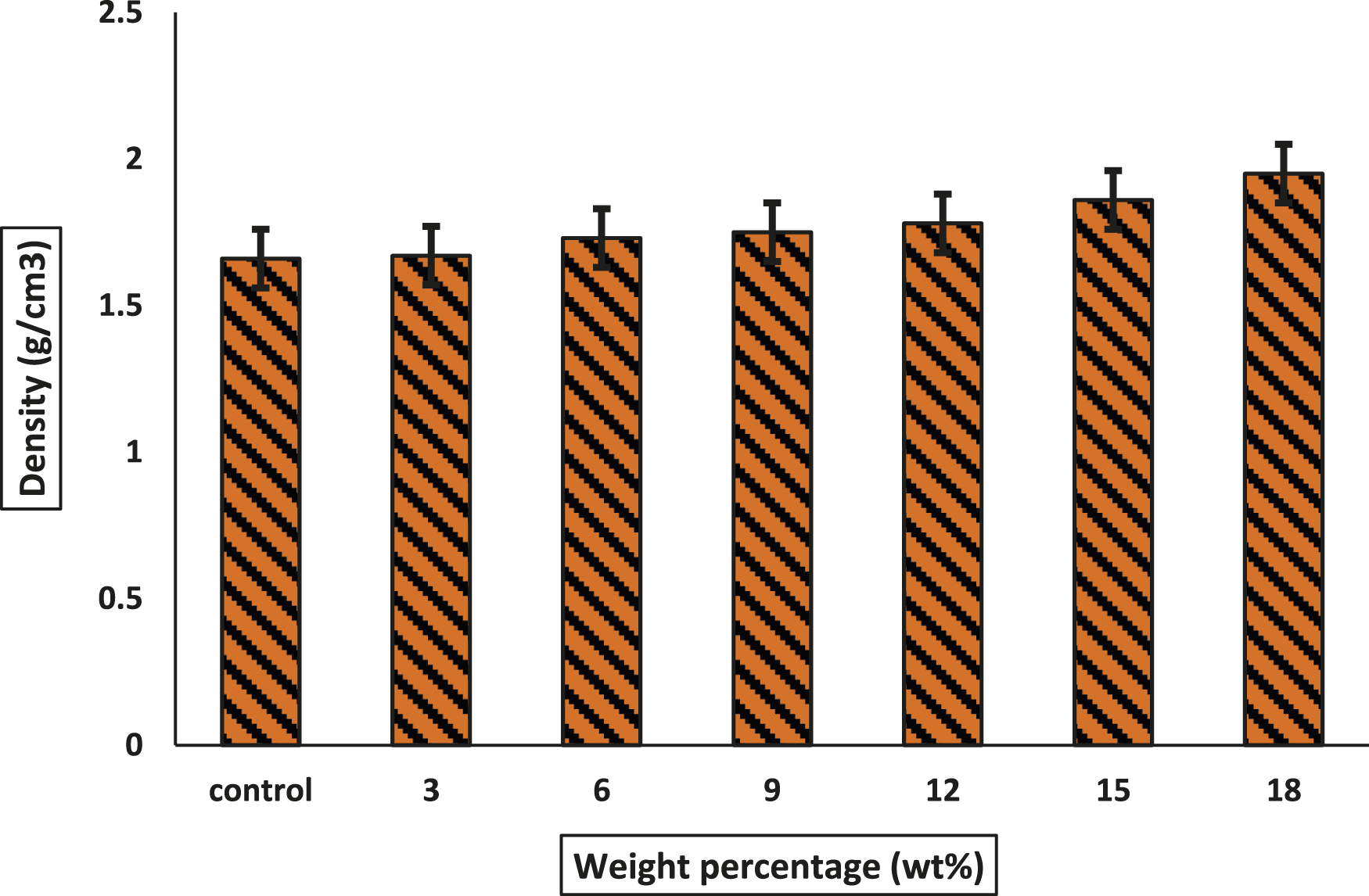
Specific strength
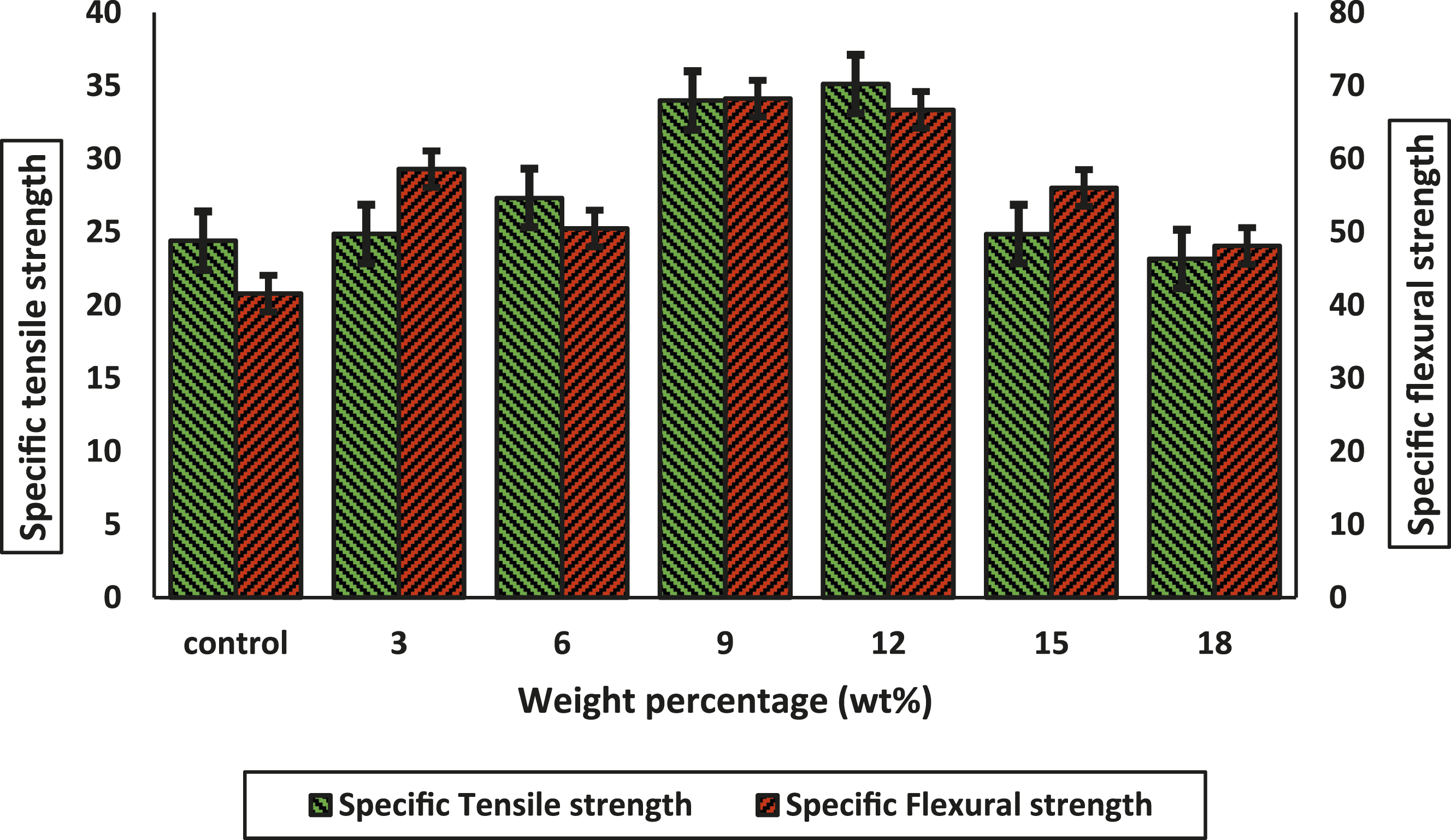
The specific tensile strength of the hybrid epoxy composites reinforced with varying weight percentages (wt.%) of chicken feather and glass fiber indicates how effectively these materials improve the mechanical properties of the composite with respect to the densities of the materials. Specific tensile strength, calculated as tensile strength divided by density, provides insight into the material’s efficiency in carrying load relative to its weight. The results indicate a non-linear relationship between the weight percentage of the reinforcement and the specific tensile strength, as seen in Figure 10, which shows that the specific tensile strength increases with the addition of the reinforcement up to 12 wt%, peaking at 35.11 kN·m/kg for the 12 wt% composite. This indicates that the combination of chicken feather and glass fiber significantly enhances the load-carrying capacity of the composite relative to its weight up to this point. The highest value at 12 wt% suggests optimal reinforcement content for tensile applications. However, beyond 12 wt%, the specific tensile strength decreases, with 18 wt% reinforcement showing a lower specific tensile strength (23.15 kN·m/kg) than the control. In the same Figure 10, the specific flexural strength follows a similar trend, increasing with reinforcement content up to 9 wt%, where it peaks at 68.21 kN·m/kg. This indicates that the composite’s ability to resist bending forces relative to its weight is maximized at 9 wt%. Beyond this point, the specific flexural strength decreases, with the 18 wt% composite showing a lower specific flexural strength (48.08 kN·m/kg) than even the control. In general, the trends in specific tensile and flexural strength suggest that there is an optimal reinforcement content (12 wt% for tensile and 9 wt% for flexural strength) where the hybrid epoxy composite exhibits maximum performance relative to its weight. Beyond these points, the addition of more reinforcement likely leads to diminishing returns due to factors such as fiber agglomeration and poor stress transfer. These findings highlight the importance of optimizing the reinforcement content to achieve the best balance of mechanical properties and weight efficiency in hybrid composites.
Thermal conductivity
The property “thermal conductivity” of a polymer composite material is extremely important since it has a significant impact on the thermal performance and heat transfer characteristics of the material. Figure 11 illustrates the impacts of reinforcements on thermal conductivity characteristics. It is evident that a reduction in thermal conductivity occurred with an increase in the volume of hybrid fiber reinforcement up to 12 wt%. Subsequently, at 15 wt% to 18 wt%, a marginal rise in thermal conductivity of the composite was observed. The initial decrease up to 12 wt% of reinforcement can be attributed to the thermal insulating properties of fibers, thus reducing heat transfer capacity compared to the unreinforced epoxy matrix. The introduction of the reinforcements into the epoxy matrix results in decreased thermal conductivity of the composite due to the inherent insulation properties of natural fibers like CFF, which exhibit lower thermal conductivity than the epoxy matrix. Incorporating these fibers establishes thermal barriers, impeding heat flow and resulting in an overall lower thermal conductivity in the composite material. Moreover, the addition of reinforcement fibers increases the number of interfaces between fibers and the matrix, as well as the presence of imperfections acting as thermal resistances that hinder heat transmission. The configuration and distribution of reinforcement fibers in the epoxy matrix can impact thermal conductivity, where disordered or misaligned orientations create complex pathways for heat transfer, ultimately reducing overall thermal conductivity. The subsequent increase observed at 15-18 wt% may be due to fiber agglomeration or clustering leading to ineffective dispersion, thus creating regions with less pronounced insulation effect and slightly higher thermal conductivity. Additionally, this increase could be attributed to the percolation threshold effect when fibers reach a critical concentration, altering heat conduction pathways and potentially increasing thermal conductivity. Similarly, inadequate interfacial adhesion between fibers and matrix at higher concentrations may lead to increased thermal conductivity, particularly if the interface facilitates thermal conduction. Furthermore, at higher filler contents (15 wt%–18 wt%), the presence of glass fibers forms a more continuous and effective pathway for thermal conduction. The glass fibers, with their rigid, thermally conductive nature,
45
likely dominate the thermal conduction pathway at these higher concentrations, even as the insulating effects of natural fibers like CFF persist. This dual reinforcement system, with both natural fibers and glass fibers, results in a competing influence on the composite’s overall thermal conductivity, with glass fibers enhancing the material’s heat conduction capability while natural fibers attempt to resist heat transfer. In general, the increase in thermal conductivity observed at higher filler contents can be attributed to both fiber agglomeration and the dominance of glass fibers in forming thermal conduction paths. While fiber agglomeration can reduce the effectiveness of thermal insulation, the high thermal conductivity of glass fibers likely plays a dominant role in enhancing thermal conductivity at higher filler concentrations. This complex interplay between natural and synthetic fibers underscores the need for careful optimization of filler loading to balance thermal insulation and mechanical reinforcement in hybrid biocomposite systems. Thermal conductivity of developed composite.
Summary of properties
Comparison of key mechanical properties of pure epoxy composite and hybrid CFF/GF epoxy composites.


Graphical representation of properties of pure epoxy composite and hybrid CFF/GF epoxy composites.
Microstructural characterization
Figures 13 and 14 present the fractured microstructural features of the 9 wt% and 12 wt% reinforcements, respectively, at 500x magnification. These weight fractions were studied due to their exceptional combined properties compared to other weight fractions. The microstructure image of the 9 wt% chicken fiber/glass fiber hybrid epoxy composite, obtained using scanning electron microscopy (SEM), provides valuable insights into the material’s morphology and reinforcement distribution, as seen in Figure 13, which shows the elemental constituents for that particular SEM image. The fibers are well-dispersed and predominantly aligned in one direction, contributing to enhanced load distribution and flexural strength. Glass fibers, seen as thicker and more rigid, combine with thinner, flexible chicken fibers to create a synergistic effect that enhances toughness and energy absorption. Additionally, surface features of the chicken feathers, such as barbules and barbicels, can be observed in the micrograph, offering potential for mechanical interlocking and load transfer. The strong interfacial bonding between fibers and the epoxy matrix ensures effective stress transfer, contributing to superior mechanical properties. Although some minor voids and resin-rich areas are present, indicating potential stress concentrators, their low occurrence suggests high-quality composite processing. These minor defects, however, could potentially act as initiation sites for cracks or fiber pull-out under extreme loading conditions. The aligned and well-bonded fibers significantly improve flexural strength and specific flexural strength, as seen in Figures 4 and 10, with the optimal fiber content balancing stiffness and toughness. The uniform fiber distribution also enhances tensile properties, while the inclusion of glass fibers boosts hardness and wear resistance, making the composite more durable. Additionally, the presence of fibers likely improves thermal conductivity compared to pure epoxy. The composite’s density is slightly higher due to fiber inclusion, but the specific properties, such as strength-to-weight ratio, are significantly enhanced. This microstructural analysis underscores the importance of fiber orientation, distribution, and matrix-fiber interaction in developing high-performance hybrid composites, demonstrating that the 9 wt% composition offers an optimal balance of mechanical properties suitable for applications requiring high strength and toughness. SEM micrograph of 9% weight fraction hybrid reinforced epoxy composite. SEM micrograph of 12% weight fraction hybrid reinforced epoxy composite.
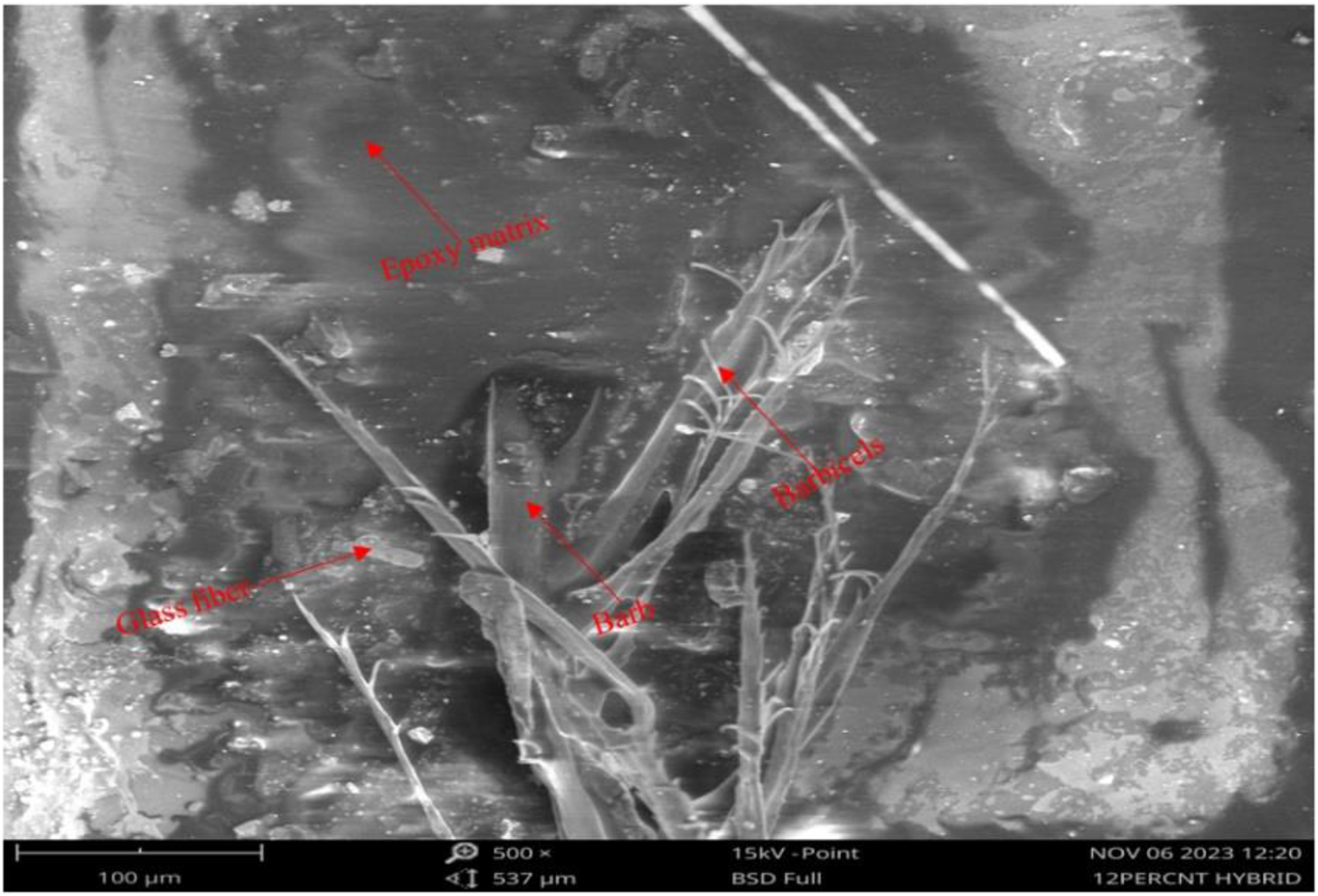
The SEM micrograph of the 12 wt% chicken feather/glass fiber hybrid epoxy composite, as seen in Figure 14, reveals a well-dispersed network of randomly oriented glass and feather fibers within the epoxy matrix, contributing to its enhanced tensile strength, modulus, impact strength, thermal conductivity, and specific tensile strength compared to pure epoxy, as seen in the above figures. The glass fibers, with their smooth and thick morphology, primarily enhance stiffness, strength, and thermal conductivity, while the thinner, feather-like structures contribute to toughness and impact resistance. However, the increased fiber density in these regions can contribute to a higher overall density without a proportional increase in some properties, as noticed in the results. Despite this, the interfacial bonding between the fibers and matrix appears adequate, ensuring efficient load transfer and contributing to the composite’s superior performance in other properties.
The primary failure mechanisms observed in both the 9 wt% and 12 wt% composites can be attributed to fiber pull-out, matrix cracking, and interfacial debonding, which can be correlated with the mechanical performance trends. The decline in tensile and flexural strength beyond 12 wt% can be attributed to the onset of these failure modes, especially fiber misalignment and agglomeration, which occur as the fiber content increases. At higher fiber contents, the poor dispersion and alignment of fibers can lead to stress concentrations, causing localized failure and diminishing the material’s overall strength. 37 The strong interfacial bonding between the fibers and the epoxy matrix is critical for transferring loads efficiently and preventing fiber pull-out or matrix cracking, leading to the optimal mechanical and thermal insulation performance of the hybrid epoxy composites at 9 and 12 wt%. The NaOH treatment of the chicken feather fibers plays a significant role in enhancing the fiber–matrix adhesion, improving the chemical compatibility between the fibers and the matrix. This treatment removes lignin and hemicellulose from the fiber surface, leaving behind cellulose, which has a better chemical affinity with the epoxy resin. 11 As a result, interfacial bonding is strengthened, reducing the likelihood of fiber pull-out and interfacial debonding. Future studies can explore the quantitative metrics, such as interfacial shear strength and crack propagation energy, to better understand these failure mechanisms and provide a mechanistic explanation for the observed trends in mechanical performance.
Discussion on optimal reinforcement Range (9–12 wt%)
The results indicate that the hybrid CFF/GF epoxy composites exhibit the best mechanical properties at a reinforcement level of 9–12 wt%, with a significant increase in tensile strength and modulus, flexural strength and modulus, impact strength, and thermal conductivity with relatively good hardness and wear property. This optimal range can be explained by several interrelated factors, primarily involving the fiber–matrix interaction, failure mechanisms, and the composite structure. (1) • At lower fiber contents (e.g., 3–6 wt%), the fibers are not uniformly distributed, leading to suboptimal interaction between the matrix and the fibers. This results in poor load transfer and limited reinforcement. However, at 9–12 wt%, the fiber content is high enough to provide substantial reinforcement, but not excessive enough to cause issues with fiber alignment or dispersion. At this level, the fiber–matrix interface is well-formed, allowing for efficient stress transfer and enhanced mechanical performance. This is especially crucial for composite materials, as the strength and durability are heavily reliant on the effective bonding between the fibers and the matrix. • The interfacial bonding between the epoxy matrix and the hybrid fibers (glass and chicken feather) at 9–12 wt% also leads to better distribution of external loads, which significantly improves the overall mechanical properties. The chemical treatment of the chicken feather fibers likely contributes to better adhesion and interaction with the epoxy matrix, enhancing the load transfer capabilities. (2) • The failure mechanisms of fiber-reinforced composites are often governed by how well the fibers are able to transfer stress within the matrix. At low reinforcement levels, such as 3–6 wt%, the composite’s matrix is more prone to failure since the limited fiber content cannot sufficiently share the applied stress. This results in early matrix cracking and poor load distribution. In contrast, at higher fiber contents (15–18 wt%), fiber agglomeration and poor alignment may occur, leading to the formation of localized stress concentration points, which can cause premature failure through fiber pull-out or matrix cracking. • In the 9–12 wt% range, the fibers are optimally distributed and oriented within the matrix, reducing the risk of agglomeration and ensuring that the composite behaves more homogeneously under stress. At this optimal reinforcement level, the composite material exhibits enhanced toughness and fracture resistance, as fibers are more likely to bridge cracks and prevent the propagation of damage. This results in a more gradual failure mechanism, where the composite can absorb more energy before complete failure. (3) • The structure of the composite at 9–12 wt% reinforcement is crucial in understanding why these materials exhibit the best properties. At these concentrations, the hybrid fibers are well-dispersed and aligned, which optimizes the mechanical performance as seen in Figures 12 and 13. The glass fibers contribute high strength and stiffness, while the chicken feather fibers enhance the flexibility and lightweight characteristics of the composite. This synergy between the two types of fibers results in a balanced composite structure, which maximizes performance by taking advantage of both fibers’ strengths. • Furthermore, the distribution of fibers within the matrix plays a key role in the composite’s mechanical properties. At the 9–12 wt% reinforcement range, there is sufficient fiber content to form a robust reinforcement network, which leads to enhanced modulus, strength, and resistance to deformation under applied loads. This results in improved dimensional stability and better resistance to mechanical stresses, contributing to superior tensile and flexural properties.
In general, the optimal range of 9–12 wt% fiber reinforcement provides the best balance between fiber content, fiber–matrix interaction, and composite structure. This balance minimizes the negative effects of low reinforcement (such as poor fiber–matrix interaction) and high reinforcement (such as fiber misalignment and agglomeration). As a result, the hybrid CFF/GF epoxy composites in this range exhibit enhanced mechanical properties, including tensile strength, flexural strength, impact resistance, and hardness, making them ideal for applications requiring high performance and durability.
Plan for commercialization and integration into automotive production
(1) Scaling Up Production • • • (2) Economic Viability and Market Integration: • • (3) Commercial Applications and Integration into Automotive Design: • • • (4) Sustainability and Environmental Impact: • •
The commercialization of hybrid CFF/GF epoxy composites in the automotive industry will require a phased approach, starting with pilot-scale production, followed by testing, cost analysis, and collaboration with OEMs to integrate the composites into existing manufacturing processes. The sustainability of using chicken feather fibers, along with the economic benefits of using recycled waste material, will be key selling points for the material. Ultimately, these composites could play a major role in reducing the carbon footprint of vehicles and aligning with the automotive industry’s growing emphasis on lightweight and sustainable materials.
Conclusion
This study considered the suitability of hybrid fibers from synthetic and animal fibers for lightweight and environmentally friendly materials for automotive applications. From the evaluations, the following findings were discovered. (i) The production processes have yielded samples with promising results, demonstrating the significant potential of chemically treated chicken feather fibers combined with glass fiber reinforcement in an epoxy matrix. The chemical treatment of CFF notably improved surface area, improved hydrophilic nature, and enhanced fiber–matrix interfacial bonding, while the addition of glass fibers provided the necessary mechanical reinforcement. This hybrid composite system shows considerable promise for automotive applications, where the combination of lightweight natural fibers with high-strength synthetic reinforcement can offer both performance benefits and cost-effectiveness. The successful integration of these reinforcement materials suggests that varying the proportions of chemically treated CFF and glass fibers could further optimize the composite properties, making this bio-hybrid approach a viable solution for sustainable automotive component manufacturing. (ii) It was discovered from the work that most of the properties were highly enhanced within the range of 9–12 wt% addition of the reinforcements, thereby showcasing these weight fractions as the optimum for this system using the same proportion ratio of CFF and glass fiber. (iii) The work confirms the suitability of partial replacement of synthetic glass fiber in epoxy matrix with treated chicken feather fiber for adequate properties achievement without compromise. iv. The study contributes to the ongoing research on sustainable and high-performance, green-based composites needed in the automotive industry, paving the way for future advancements in composite material design and fabrication, as well as promoting material sustainability in the automotive industry.
Future Scope
While this study has provided valuable insights into the mechanical properties and potential applications of hybrid CFF/GF epoxy composites, there are several areas that require further investigation to fully understand their capabilities for real-world use, particularly in automotive applications. Future research will focus on addressing the limitations identified in the current study and expanding the evaluation of these materials through advanced testing and exploration of their commercial potential. • • • • • •
Footnotes
Acknowledgment
Special thanks to the Department of Metallurgical and Materials Engineering at the Federal University of Technology Akure for providing access to their laboratories, which facilitated the execution of several methodologies in this study.
ORCID iDs
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.