
Abstract
The research was conducted to develop and assess the performance of composite grinding wheels enhanced with a graphite additive. These composite wheels were composed of aluminum oxide as abrasive and reinforcement material, E-glass as a reinforcement material, and phenolic resin as the matrix material. Various concentrations of graphite (4%, 8%, 12%, and 16% by weight) were incorporated into the composite formulations. Aluminum oxide, phenolic resin, and graphite were hand-stirred and combined. The mixture was then compressed at 94.4 MPa at room temperature, followed by heat treatment at 204°C for 50 min. The incorporation of graphite into Al2O3/E-glass/phenol formaldehyde composite grinding wheels significantly enhanced their mechanical properties and grinding performance. Increasing the graphite content up to 12 wt% in grinding wheels (GW3) resulted in a steady increase in density (from 1.9 g/cm³ to 2.1 g/cm³) and a corresponding decrease in porosity (from 16.5% to 3.6%) compared to the 4 wt% graphite-filled grinding wheels (GW1). Moreover, GW3 showed improvements in push-out strength by 60.6% (from 4.1 MPa to 6.57 MPa) and compressive strength by 15.7% (from 21.8 MPa to 25.17 MPa) compared to GW1. Wheels containing 16 wt% graphite (GW4) exhibited the lowest wear rate, reducing it by 89% (from 0.105 g/cm2 to 0.019 g/cm2) compared to GW1. These findings suggest that graphite incorporation is a promising approach for developing more durable and efficient grinding wheels, with the optimal graphite content for balancing strength and wear being 12 wt%.
Introduction
Grinding is a technique used to remove material from a workpiece using a spinning grinding wheel. These wheels are made up of abrasive particles bonded together in a special “bond” that holds them in shape. As the wheel rotates at high speeds, the abrasive particles act like tiny cutting points, grinding away at the material. This process can be used to achieve a desired shape, a smooth surface finish, or precise dimensions. There are two main components to a grinding wheel: the abrasive grains that do the cutting, and the bonding material that holds them together. The size, spacing, and type of abrasive particles, along with the chosen bond material, all influence the overall structure and performance of the grinding wheel. Selecting the right combination of abrasive and bond material is crucial for the grinding task at hand. 1 Oliveira et al. 2 found that PCBN tools outperformed aluminum oxide tools in interrupted cutting. Aluminum oxide experienced greater flank wear, leading to rougher surfaces compared to PCBN. This is because interrupted cutting puts a higher stress on tools, similar to grinding. 3 Researchers explored how grinding wheel features, grain size, and grinding settings affect surface roughness of ceramic materials.4,5 Another study used a thermal camera to measure grinding temperatures, improving models for heat distribution. 6 Szajna1 and Bazan 7 reported a link between feed rate, grain size, and grinding wheel wear, surface quality, and temperature. When choosing a grinding wheel, wheel speed is another crucial factor to consider. Different wheel types have varying optimal operating speeds that affect performance and safety. For example, organic-bond wheels can be safely used at speeds between 6500 and 9500 SFPM, offering faster material removal. However, vitrified wheels are limited to a maximum speed of 6500 SFPM, prioritizing control and wheel life over speed. 1 Ribeiro et al. 8 found that increasing feed rates in interrupted grinding of hardened steel (AISI 4340) with a vitrified aluminum oxide wheel improved surface finish and roundness but accelerated grinding wheel wear compared to uninterrupted grinding.
Resin-based grinding wheels are among the widely used for grinding of hard and brittle materials.9,10 The bonding material’s state of matter significantly influences the homogeneity of the abrasive mixture with the bonding material. Furthermore, the physical and mechanical characteristics of the grinding wheel, in addition to the surface finish, are significantly impacted by the abrasive’s grain size. 10
Fillers are among the effective hybrid materials to enhance the properties of fiber-reinforced composites and reduce the cost of their final product.11–13 Tesfay et al. 12 found that carbon fillers increased the tensile strength of sisal/polyester composites by a maximum of 24.2% and the impact strength by a maximum of 78.5%. Lohiya et al. 14 investigated the use of Linz-Donawintz (LD) slag as a reinforcement material in epoxy composites. They found that while adding LD slag improves physical properties, it slightly compromises tensile and flexural strength. However, compressive strength, hardness, and wear resistance increase significantly. Purohit et al. 14 conducted a comprehensive study on the mechanical and dry sliding wear properties of LD sludge (LDSE), BF slag (BFS), and LD slag (LDS)-filled epoxy composites. The results revealed that EP-LDSE composites exhibited significantly superior wear and mechanical properties compared to EP-BFS and EP-LDS composites. Furthermore, Purohit et al. 15 studied epoxy composites with wood apple dust (WAD) filler. Results show WAD improves wear resistance and mechanical properties. Tensile, compressive, and flexural strength increase with WAD content. WAD content, sliding velocity, sliding distance, and normal load affect wear rate.
The addition of graphite nanoparticles is observed to improve the tensile strength, flexural strength, impact properties, and wear resistance of composites.16–19 Bhanuprakash et al. 17 studied aluminum matrix composites (AMCs) reinforced with synthetic graphite and granite. Results show AMCs have improved mechanical properties compared to pure aluminum. Reinforcement distribution and particle size affect composite properties. Devendrapash et al. 20 studied sisal and glass fiber-reinforced epoxy composites with graphite filler. The research revealed that hybrid composites demonstrate superior mechanical properties compared to composites with individual fibers. Graphite filler significantly enhanced the wear resistance of the composites. Moreover, Demir 21 investigated the effects of graphite filler on the tribological properties of glass fiber-reinforced epoxy composites. The study found that the addition of graphite significantly improved wear resistance and reduced the friction coefficient. Microstructural analysis revealed that filled composites exhibited less abrasion and shallower surface porosity compared to unfilled composites. Güler et al. 22 found that ZA27 hybrid composites reinforced with nano-graphite and nano-alumina exhibited enhanced wear resistance compared to pure ZA27. Graphite content significantly influenced wear behavior, with the highest wear resistance observed at 4% volume fraction of graphite and 4% volume fraction of alumina. These findings suggest that graphite filler is a promising material for enhancing the wear performance of fiber-reinforced epoxy composites.
Despite extensive research on grinding wheels, there remains a limited understanding of how incorporating graphite into an aluminum oxide grinding wheel bonded with glass and phenol resin would affect performance. This research gap presents an opportunity to investigate the effects of graphite on wear rate and wheel strength. By comparing graphite-filled wheels to traditional wheels, this research aims to explore potential improvements in strength and wear resistance. Additionally, the use of graphite as an internal lubricant could potentially eliminate the need for external lubricants. Ultimately, this research seeks to develop cost-effective alternative grinding tools with comparable performance.
Materials and methods
Materials
Aluminum oxide (Al2O3)
An abrasive aluminum oxide (Al2O3) with a grain size of 0.5 mm, “36” based on ANSI purchased from brake pad manufacturers in Addis Ababa. Abrasive aluminum oxide grit sizes were identified based on grinding wheel hardness, good surface finish, acceptable lifetime and temperature resistance. So, based on the above specification grit sizes from (30) to (46) were used for sample preparation. The aluminum oxide used is illustrated in Figure 1(a). Materials: (a) Aluminum oxide abrasive, (b) Phenolic resin, and (c) Graphite.
Phenolic resin
This study employed a grinding wheel composition consisting of 24% by weight phenol formaldehyde resin and a delayed-action hardener, which were used to bond abrasive particles, E-glass reinforcement, and graphite filler, as described by Manoharan1 et al. 23 The delayed-action hardener to achieve controlled curing of phenol-aldehyde resins was performed as described by Orpin. 24 The phenolic resin used is illustrated in Figure 1(b).
Graphite
The graphite particles had a grit size of 90 (ANSI standard), corresponding to a size of 125 μm according to Ahmed et al. 25 These filler materials were added in varying weight percentages: 4%, 8%, 12%, and 16%. This composition of graphite was selected based on previous studies, which identified an optimal value within the chosen composition range.26,27 The graphite used is illustrated in Figure 1(c).
E-glass
E-glass fiber, a type of alumina-borosilicate glass with less than 1% alkali oxide content by weight, has been widely used as reinforcement in composite materials. In this study, woven E-glass fiber, as illustrated in Figure 2(b), was employed as the reinforcing material. The E-glass fiber was obtained from local composite suppliers. Fiber glass: (a) E-type fiber glass and (b) woven form fiber glass.
Mold preparation
The grinding wheel mold was composed of four parts: an upper plate, a bottom plate, a pin, and a cylindrical shell, all constructed of seamless carbon steel. The cylinder walls were designed to withstand the high internal pressure that could be generated during sample preparation. The dimension for the cylindrical mold is given in Table 1. The ASTM A106 standard specification for seamless carbon steel pipe is provided below. Yield strength Ultimate strength Ultimate shear strength Cylinder mold dimensions.

Mass fractions
Composition of grinding wheels by weight.

Sample preparation
Sample grinding wheels were manufactured using the cold-press method, involving the mixing and pressing of components into a centrally depressed disc shape at room temperature. Aluminum oxide (Al2O3) abrasive, phenolic resin binder, and graphite additive were meticulously blended through manual stirring. The homogeneously mixed raw materials were poured onto an E-glass woven mat placed in a steel mold. Another E-glass woven mat was then placed on top, and the assembly was compressed at a pressure of 94.4 MPa. Subsequently, the compacted wheels were subjected to heat treatment at 204°C for 50 min. The fabrication technique closely followed the process described by Linke.
28
The fabrication process and the produced samples are illustrated in Figures 3 and 4, respectively. Grinding wheel sample preparation process flow. Samples: (a) samples for compression test and (b) samples for push-out test.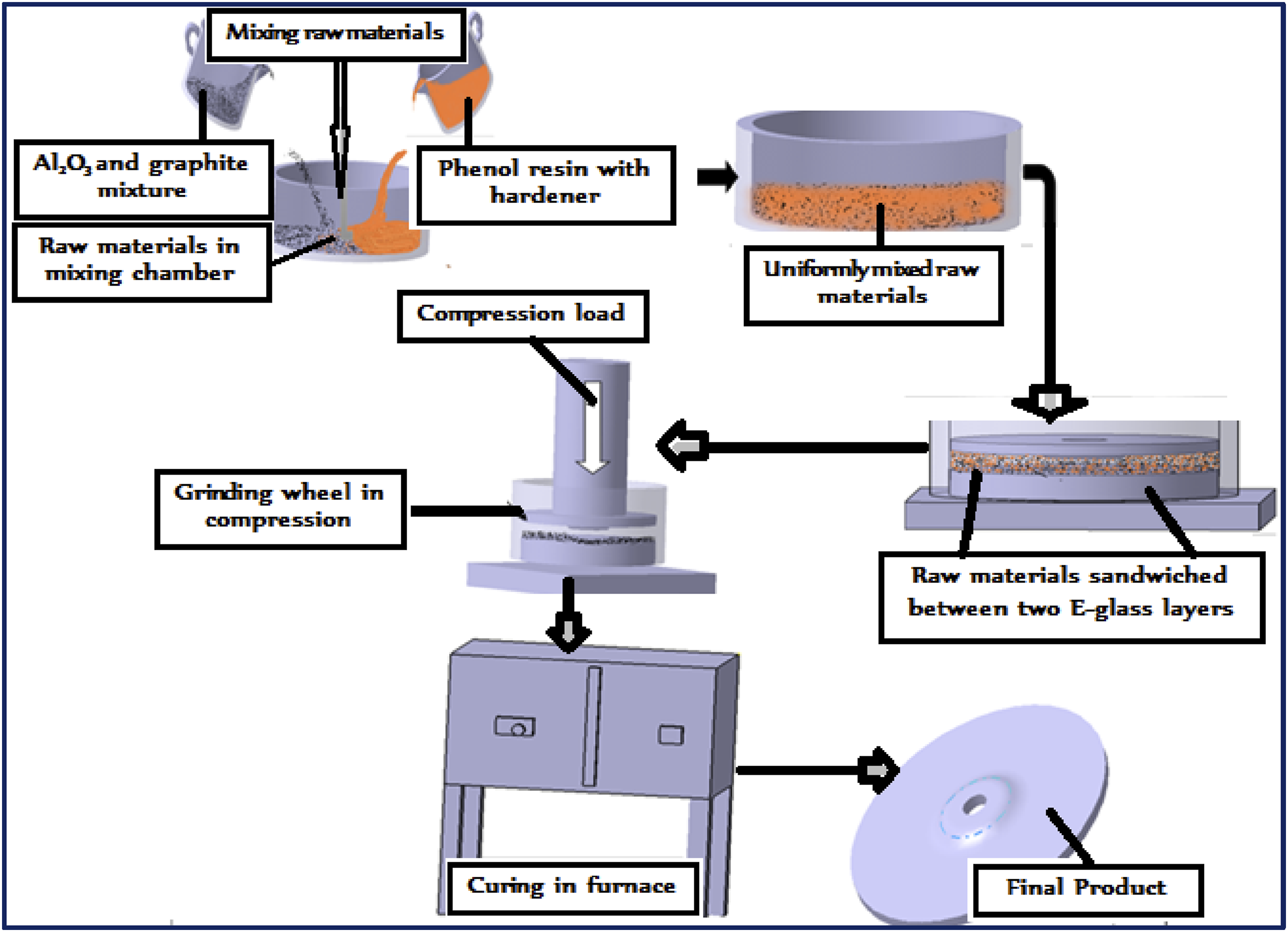

Testing methods
Speed test
The spin burst test is a crucial preliminary test for grinding wheels. It involves gradually increasing the wheel’s rotational speed until it fractures, allowing us to determine its maximum speed capability. To conduct the test, the wheel is mounted on a centrifugal testing machine and its speed is gradually increased while monitoring for signs of stress or deformation. Once the wheel fractures, the rotational speed at that point is recorded. This data is then analyzed to determine the wheel’s maximum speed capability and to identify any factors that may have influenced its performance.
Density and porosity
Density and porosity of samples were evaluated using the Archimedes’ principle, following the ASTM standard C373-88. To ensure complete pore filling, the samples were submerged in boiling water for 3 hours. After cooling to room temperature, the suspended mass of each sample in water was measured. The samples were then carefully patted dry with a paper towel to remove surface water. This mass represents the water-saturated weight. Five measurements for both wet and dry masses were taken and averaged. Finally, the samples were dried in a furnace at 105°C for 2 hours to remove any remaining moisture.29,30 Their dry mass was then determined.
Push-out strength
The push-out test for wheels involved clamping a small ring around the inner rim. A pin through the ring prevented it from spinning. Then, a force was applied to the ring, pushing it outwards. The deformation of the ring under increasing load was measured to create a load versus deformation curve. For each test, five samples were examined.
Compression strength
Compressive strength of the samples was determined according to ASTM D6641-16. 31 Rectangular specimens measuring 155 × 25 × 6.5 mm were prepared following the standard’s specifications. A universal testing machine (Microcomputer Controlled Electro-hydraulic Servo Universal Testing Machine, Model: SI-1000 KN) performed the compression test under ambient conditions. The average value of five samples was used to represent the compressive strength.
Wear rate
Wear rate is a measure of how quickly material is lost from a surface due to wear, which can occur through friction, abrasion, or other processes. In the context of a grinding wheel, wear rate specifically refers to the rate at which material is lost from the wheel during operation. The wear rate of samples was determined using the pin-on-disc method in accordance with ASTM G99-05. No coolant was employed during the test. Prior to testing, each sample’s weight was accurately recorded. The samples were then placed within the pin-on-disc apparatus for wear rate measurement. Each test stayed for 18 min, with weight measurements taken every 6 min under a constant applied load of 20 N and a disc speed of 11,500 r/min followed previous researches.32–36 For each test, at least five samples were examined. The wear rate was then expressed in terms of mass loss per unit area per minute (g/cm2·min), a common unit for circular parts.37–40
Results and discussion
Speed test
Typically, center-depressed wheels are expected to withstand a speed of 14,000 r/min. 41 However, incorporating E-glass fiber reinforcement and graphite particles was observed to significantly enhance their maximum speed, increasing it by more than 20%. This means that with E-glass reinforcement, the grinding wheels can withstand speeds closer to 150 m/s.
Density and porosity
Figure 5 investigates the influence of the weight percentage of graphite on the density and porosity of Al2O3/E-glass/phenol formaldehyde hybrid composite grinding wheels. Graphite content significantly influenced both the density and porosity of the grinding wheels. As graphite content increases, the grinding wheel’s density steadily rises, reaching a maximum of 2.1 g/cm³ at 12% graphite (GW3). This increase is attributed to graphite filling the pores within the composite, thereby enhancing its mass without appreciably altering its volume. Conversely, porosity decreased significantly, dropping from 16.5% at 4% graphite to just 3.6% at 16% graphite. This trend reinforces the idea that graphite fills the empty spaces within the grinding wheel. Interestingly, adding further graphite (beyond 12%) caused the density to decline. It decreased from the maximum of 2.1 g/cm³ at 12% to 2.01 g/cm³ at 16% graphite (GW4). The decrease in density beyond 12% graphite addition could be attributed to graphite agglomeration. At higher graphite concentrations, the graphite particles may start to agglomerate or clump together; increasing the viscosity of the resin and making the mixing process more challenging. This agglomeration can create voids or pores within the composite structure, leading to a decrease in density.
42
Similar investigation is reported by Pulikkalparambil et al.
16
There is an inverse relationship between porosity and wear rate. Grinding wheels with higher porosity wear out faster because they have less material to resist abrasion. Conversely, wheels with lower porosity last longer due to their denser structure. Thus, the addition of graphite is enhancing the density and porosity of the grinding wheel for improved performance. Effect of graphite percentage: (a) Density and (b) porosity.
Push-out strength
Figure 6 depicts the average push-out strength of the grinding wheels. The enhancement in push-out strength with increasing graphite content can be attributed to a combination of factors. Primarily, the fine graphite particles effectively fill the voids within the A36 aluminum oxide grinding wheel, resulting in a denser material with increased resistance to bending forces. Additionally, graphite may enhance the interfacial adhesion between the abrasive grains and the binder matrix, potentially due to its lubricating or filling properties.
43
Grinding wheels containing 4%, 8%, 12%, and 16% graphite exhibit average push-out strengths of 4.09 MPa, 6.13 MPa, 6.57 MPa, and 6.53 MPa, respectively. Sample GW3, containing 12% graphite, exhibited the highest push-out strength. This increase in push-out strength represents a 60.6% improvement compared to the 4% graphite grinding wheel (GW1). The value is significantly higher than a conventional composite’s value of 5 MPa.
44
However, further increases in graphite content (to 16%) resulted in a slight decrease in push-out strength, potentially due to agglomeration of graphite powder within the resin.
16
Effect of graphite additive on push-out strength.
Compression strength
Figure 7 illustrates a direct correlation between compressive strength and graphite content. The enhancement in compressive strength is primarily attributed to the lubricating properties of graphite particles. These particles effectively reduce friction between the abrasive particles (Al2O3) and glass fibers, promoting a more even distribution of stress throughout the wheel. This mitigation of stress concentration points minimizes the likelihood of cracks and fractures under pressure. Additionally, graphite fills voids, potentially acting as bridges to hinder crack initiation and propagation, thereby significantly enhancing the compressive strength of the grinding wheel.
45
Among the tested grinding wheels, GW3 exhibited the highest compressive strength of 25.17 MPa, representing a notable 15.7% increase compared to GW1. However, further additions of graphite resulted in a decline in compressive strength. Grinding wheel GW4 exhibited a compressive strength of 24.8 MPa, slightly lower than that of GW3 grinding wheels. This reduction can be attributed to the agglomeration of graphite particles within the matrix.
16
Effect of graphite additive on compressive strength.
Wear rate
Figure 8 illustrates the wear rate variation of the grinding wheels as a function of graphite content. The majority of grinding wheels exhibited a decreasing wear rate over time; for example, GW4’s wear rate decreased from 0.0175 g/cm2·min after 3 min of grinding to 0.0105 g/cm2·min after 18 min. Moreover, a direct correlation was observed between increased graphite content (from 4% to 16% by weight) and a corresponding reduction in wear rate. This is attributed to graphite’s remarkable thermal conductivity, which efficiently dissipates heat from the wheel, and its lubricating properties, akin to those found in friction linings.
46
Notably, GW4, containing 16% graphite, demonstrated the lowest wear rate at 0.19 g/cm2 after 18 min of grinding, representing an impressive 89% reduction compared to GW1 with only 4% graphite. The results demonstrated exceptional wear rate values, comparable to those reported for high-performance grinding wheels in previous studies.
40
However, while higher graphite content enhances grinding efficiency by strengthening the bond between abrasive grains, it’s important to note that excessive amounts can lead to glazing. Although glazing is beneficial for achieving a finer finish, it significantly hinders material removal rates.
47
Wear rate variation (g/cm2) of grinding wheels with various compositions recorded at different times (minutes).
Conclusion
This study presents a comprehensive evaluation of the Al2O3/E-glass/phenol formaldehyde composite grinding wheel, highlighting its potential as a promising alternative in the grinding wheel market. The incorporation of graphite into the composite, in conjunction with E-glass, significantly enhanced its performance. The drawn conclusions include the following: • The grinding wheels demonstrated a 20% increase in maximum speed tolerance compared to the standard 14,000 rpm for center-depressed wheels, enabling higher grinding speeds. • The incorporation of graphite into the Al2O3/E-glass/phenol formaldehyde composite grinding wheels significantly influenced their density and porosity. A maximum density of 2.1 g/cm³ was achieved with 12% graphite, while porosity was reduced from 16.5% to 3.6% over the same graphite content range. However, excessive graphite addition (beyond 12%) led to a decline in density due to agglomeration. • Graphite addition significantly enhanced the push-out strength of the Al2O3/E-glass/phenol formaldehyde composite grinding wheels. The highest strength (6.57 MPa) was achieved with 12% graphite (GW3), representing a 60.6% improvement over the control sample (GW1). • The incorporation of graphite into Al2O3/E-glass/phenol formaldehyde composite grinding wheels significantly enhanced compressive strength. Among the tested grinding wheels, GW3 demonstrated the highest compressive strength, reaching 25.17 MPa, which represents a notable 15.7% increase compared to GW1. • The incorporation of graphite into Al2O3/E-glass/phenol formaldehyde composite grinding wheels significantly decreased wear rates. GW4, containing 16% graphite by weight, exhibited the lowest wear rate of 0.19 g/cm2 after 18 min of grinding, representing an 89% reduction compared to GW1 (4% graphite by weight), which had a wear rate of 0.105 g/cm2 after the same grinding time.
Overall, the experimental results demonstrate that the developed grinding wheels possess properties that are highly competitive with conventional wheels. This makes them particularly suitable for application in small and medium-sized manufacturing industries.
Footnotes
Acknowledgments
The authors would like to appreciate the School of Mechanical and Industrial Engineering and School of Civil Engineering at Ethiopian Institute of Technology Mekelle (EIT-M), Mekelle University for providing us with materials, laboratory service, and research funding.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Mekelle University.