
Abstract
In the modern era, manufacturers aim for their parts to possess a sleek finish and increased durability to ensure continued functionality. Both the automotive and aerospace industries are actively seeking new materials and methodologies to enhance the surface quality of components during the preparation process and make the most of available resources. Employing casting, advanced techniques, and new materials is crucial for achieving this goal. Industries commonly utilize alloys and composite materials in the production of their components. This study focuses on magnesium composite Mg-4Zn-1RE-0.7Zr alloy to find the influence of varying three different reinforcement particles on mechanical properties and wear rate. An attempt was made to choose a constant 5% Si3N4 as the primary reinforcement and 2.5% to 7.5% of TiC/MoS2 as the secondary reinforcement, respectively. The samples of magnesium hybrid composites are prepared using a centrifugal casting process. The ZE 41 alloy/5% (TiC-MoS2)/5%Si3N4 has a high tensile strength of 942 MPa. In addition, 5% TiC/5% MoS2 with 5% Si3N4 composite has enhanced hardness, which is beneficial for transmission in aircraft like Boeing 727 and die-casting fittings in automobile applications.
Introduction
Composite materials play a vital role in new product development and advanced manufacturing fields, replacing several traditional engineering materials due to their superior properties. In the aerospace industry, metal matrix composites have been applied in frames, reinforcements, aerials, joining elements, etc. In this study, Mg-4Zn-1RE-0.7Zr (ZE 41 alloy) is chosen as a matrix and has found a wide application in the automotive industry, such as braking systems, piston rods, disc brake calipers, brake pads, shafts, etc.
1
They have also gained military and civil aviation applications in axle tubes, reinforcements, blade and gearbox casing, turbine, fan, and compressor blades. The ZE 41 alloy is a low-cost material compared to titanium or copper-based composites. It offers better properties and is suitable for applications needed for better strength, good dimensional stability, better structural rigidity, and less weight. Delavar et al.
2
performed magnesium metal matrix composites using casting processing. The TiC and silicon nitride were used as reinforcement to improve the properties of the Mg matrix. The mechanical and electrical properties were investigated. Increasing the reinforcement particles enhances the mechanical properties of hardness and compressive strength as much as possible compared to the base alloy exhibiting the homogeneous distribution of TiC in the Mg matrix.
3
Silicon nitride (Si3N4) is the synthetic compound of nitride and silicon. A high-temperature electro-compound response initially delivered it of sand and carbon. Silicon carbide is a brilliant grating and has been delivered and made into granulating haggles of rough items for more than one hundred years.
4
Today, the material is produced into great specialized review earthenware with great mechanical properties. Due to its inherent solid properties, pure titanium carbide reinforced the less sturdy magnesium matrix material by incorporating secondary phase particles. It offers superior electrical, mechanical, and thermal characteristics to alternative alloys.
5
The inclusion of MOS2 in this research aims to harness its exceptional attributes, including high density, strength, thermal conductivity, formability, and ease of machining, making it suitable for diverse industries such as marine, aerospace, automotive, and electronic packaging.
6
In the last two decades, researchers have developed many MoS2 composites that have been used to replace engineering materials for high frictional, high temperature, and load-carrying applications such as brake pads, radiators, gears, electrical sliding contacts, etc. Wu et al.
7
examined the mechanical characteristics of magnesium alloy reinforced with SiC composites produced using centrifugal casting and powder metallurgy processes. In these procedures, casting composites have higher compressive strength and hardness than powder metallurgy. Centrifugal casting is a simple, low-cost, and effective technology for fabricating aluminum matrix composites. Kaushik et al.
8
developed magnesium hybrid composites for high-speed train brake pad applications. Different weight proportions of reinforcements, such as Al2O3, Gr, MoS2, and silica, strengthened the magnesium composites and improved their tribological and frictional properties. Kharb et al.
9
studied the mechanical properties of MoS2 and SiC reinforced with AZ 91 D alloy. Magnesium consisting of different percentages of MoS2 (0, 3, 6, and 9 wt%) with a constant 10% TiC was produced by casting method. The TiC was added to the line at 5% to improve moisture balance. The drag provides a more compact and balanced distribution of the strength-enhancing components. Maximum strength and stiffness were obtained with the addition of 6% reinforcement using the Mg matrix. Kiran Babu et al.
10
concluded that the wear samples possess improved wear rates of magnesium hybrid composites and increased maximum mechanical properties and ultimate compressive strength at 147 HV and 435 MPa at 15% TiC and 10% SiC composition containing hybrid composite. The formed mechanically mixed layer on the worn surface acts as a self-lubricant for the composite during frictional applications, and wear resistance also improved with increasing TiC/SiC weight percentage. The mechanical behavior and wear of AZ 31 alloyed with molybdenum disulfide (MoS2), and zirconium oxide, particles were generated using the stir-casting technique investigated by Tajdeen et al.
11
The overall weight of reinforced components varies depending on the amount of 10, 20, or 30 wt% applied during composite production. The dry sliding test owing to MoS2 in the hybrid was performed at varied loads of 10, 20, and 30 N over a fixed distance of 1000 m at speeds of 1, 2, and 3 m/s. Reinforcing components in Mg alloys offer increased strength and wear resistance. The input parameters, that is, percentage (3%, 5%, and 7%), applied load (9.81, 29.44, and 49.1 N), and sliding speed (1.5, 3, and 4.5 m/s), are used to generate the research and output results of worn materials studied by Contatori et al.
12
The wear test shows that increasing the sliding speed and applied force increases the wear rate. This problem is caused by high sliding speed and load, which elevates the temperature of the pin and increases wear rates. Weight gain increases when magnesium loss decreases. This effect is caused by hard particles used as reinforcement. Worn surface analysis reveals patterns, similar faults, and big gaps in the pieces. Higher sliding speeds cause adhesive wear in composites. The literature survey concluded that magnesium and its alloys are extensively used for several applications, and hybrid composites have paid more attention to manufacturing advanced materials due to their higher yield strength, compressive strength, and hardness properties, making them extraordinary performance materials. It is well suited for making aerospace, automobile, and structural components. The objectives and novelty of this research study are listed as follows: • Limited research on the strengthening mechanism and tribological behavior was done on Mg-4Zn-1RE-0.7Zr using three different reinforcement particles at various weight fractions. • Thus, a novel method was needed to synthesize and consolidate the magnesium composites to produce high strength and improved wear rate. The homogeneous distribution of secondary phase particles into the metal matrix is crucial in this research. • The advanced centrifugal casting processing method of the mechanical alloying process could be involved in producing magnesium hybrid composites. • To investigate the density, microhardness, tensile strength, and impact strength of Mg-4Zn-1RE-0.7Zr alloy. • To identify the effect of the addition of reinforcement particles on wear rate with varying wt% of TiC/MoS2 and constant wt% of Si3N4 particles.
Materials and methods
Magnesium alloy
There is a desire to produce proficient materials, because of flaws in the existing materials which leads to a reduction in longevity nowadays. Hence, to overcome the shortcomings in conventional materials, Mg composite materials have been recommended in several industrial applications. Magnesium ZE 41 alloy is an attractive and lead-free alloy containing Mg and other alloying elements of zinc, rhenium, and zirconium; magnesium is a major constituent element in the matrix. These alloys have various applications in various fields, such as manufacturing automobile components, submarine parts (small boat propellers), and structural components. A variety of zinc and rhenium are available in which Mg-4Zn-1RE-0.7Zr has high ductility, and it can be used in the making of many components like bearings, gears, valve stems, brush holders, bearing races, impellers, and rocker arms are well-suited for use in high-temperature conditions.
13
The raw material of ZE 41 alloy is obtained from Nextgen Steel and Alloys, Chennai, India, as shown in Figure 1(a). The chemical composition of the ZE 41 alloy, as provided by the company, is represented in Table 1. Raw Material and SEM images of (a) ZE 41 alloy, (b) Si3N4, (c) TiC, and (d) MoS2 particles. Chemical composition of ZE 41 alloy.

Reinforcement particles
The Silicon nitride (Si3N4) has a face-centered cubic (FCC) crystal structure, and its softness, high malleability, and ductility are well-known characteristics. Especially high electrical and thermal conductivity, easy formability, and high ductility. The silicon nitride is obtained from Sunayana Chemicals, Bangalore, India, and is shown in Figure 1(b). The symbol TiC for titanium carbide is a bluish-white metal, naturally brittle, superplastic, and fair conductor. In this study, TiC is chosen as secondary reinforcement. The titanium carbide is attained from Saveer Biotech Limited, Chennai, India, as is shown in Figure 1(c). Molybdenum disulfide is a nonmetallic chemical element in the molybdenum family and a suitable semiconductor denoted with MoS2. 14 The MoS2 material is procured from Forbes Pharmaceutical, Mumbai, India, as shown in Figure 1(d).
Fabrication of magnesium hybrid composites
Mix designation of magnesium hybrid composite materials.


Schematic representation of fabrication composite materials.
Mechanical properties
Hardness test
The Vickers method is a significant technique for evaluating the hardness of large-scale components and parts and is widely utilized. This testing procedure is performed according to ASTM E348 standards. 16 To determine the microhardness of the components, a specialized Vickers testing apparatus was employed, featuring a 10 mm ball-shaped indenter, a 100 g load, and a dwell time of 15 s. The test samples, measuring 10 mm in length, width, and height, were used to assess their strength. Each sample was evaluated at four distinct points, with the average hardness value ultimately being reported.
Tensile test
A material’s intrinsic mechanical property is its tensile strength, unaffected by its size or amount and solely dependent on its chemical composition. This experiment aims to understand better what constitutes a material’s strength and significance. Typically, the tensile properties of a specimen are evaluated by applying opposing forces to its ends. Extension and gradual breakage happen due to external forces being applied. In compliance with the standards outlined in ASTM E8M-04, 17 a tensile test was performed on all materials. The test specimens, measuring 10 mm in diameter and 30 mm in length, were subjected to a 100 kN load using a universal testing machine for tensile testing. Tensile samples were prepared to evaluate % elongation, yield stress, and tensile strength.
Impact test
A sample is fabricated per the ASTM-E23 standards 18 to assess the energy absorbed upon impact. The Charpy V notch impact test is then conducted to measure the specimen’s capacity for energy absorption. The impact testing apparatus records the energy absorbed and validates each specimen’s dimensions, which are 55 mm in length, 10 mm in width, and 10 mm in thickness. The Charpy impact test was conducted under room temperature conditions, using a testing device measuring impacts within 0 to 300 J.
Physical properties
Density
This experiment aims to understand better the importance and implications of a substance’s density. As an inherent and unchanging property of a uniform material, density is solely dependent on its composition and remains unaffected by changes in size or amount. This study employed the Archimedes principle method to examine bulk density, adhering to the standardized guidelines outlined in ASTM B962-13
19
for magnesium alloy and hybrid composites. The device used for testing density is the DBK 2 Point Calibration ATC Digital pH Meter provided by VR Ceramics laboratory, Chennai, India. The bulk density is calculated by the following eq’n (1)
Porosity test
Porosity refers to pores and voids in a fabrication process, whether visible on the surface or internally located. Designers often focus on this aspect as die castings assert excellent surface finish and precise dimensions, but porosity within the component is an important consideration. The presence of porosity can affect the strength of a structure and the performance of a part, leading to potential weaknesses. Therefore, it is essential to evaluate the porosity. The porosity levels were calculated for each composition using equation (2) as per ASTM B962-13 standards
20

Results and discussion
Initial microstructure
The optical microstructure analysis examines the composition of magnesium-based hybrid composites that incorporate three unique types of hard reinforcing particles and glycol etch is used as an etchant. The magnesium alloy has been developed for material selection across various industries, including aerospace, commercial and military aviation, automotive, and marine applications, owing to its proven mechanical properties, design flexibility, ease of production, and well-established quality control methods.
21
There is a growing demand for magnesium ZE 41 alloy across various industries for an applied solution with high mechanical, chemical, and metallurgical characteristics. This study focuses on ZE 41 alloy as the matrix material, with its initial microstructure shown in Figure 3(a). Silicon nitride (Si3N4) has been widely used as a reinforcement in magnesium-based matrices due to its less cost-effectiveness and availability in multiple forms. Silica, a predominant type of silicon nitride, has various kinds of calcium, boron, sodium, aluminum, and iron oxides. It possesses a significant thermal expansion coefficient and finds extensive applications in aircraft, transportation, maritime, the chemical industry, pressure vessels, and compressor blades. The primary microstructure of silicon nitride is shown in Figure 3(b) and is used as primary reinforcement in this study. Titanium carbide (TiC) reinforced material is commonly used in high-strength structural applications due to its superior strength-to-weight ratio. It is also known for its low density and high rigidity. Today, TiC composites are extensively used in the aerospace and automotive sectors, where increased stiffness and weight reduction are necessary. In the early 1990s, molybdenum sulfate (MoS2) was discovered as a high-strength, high-modulus material. These materials offer improved strength-to-weight ratios compared to other metals, making them valuable in various applications.
22
As a result, TiC and MoS2 were selected as the secondary and tertiary reinforcing particles in this research. The initial microstructures of TiC and MoS2 are illustrated in Figure 3(c)-(d), revealing that the reinforcing particles are evenly dispersed and nearly uniformly distributed throughout the magnesium matrix. Adding these particles to the matrix enhances the material’s tensile strength and hardness. OM initial images of (a) ZE 41 alloy, (b) Si3N4, (c) TiC, and (d) MoS2 particles.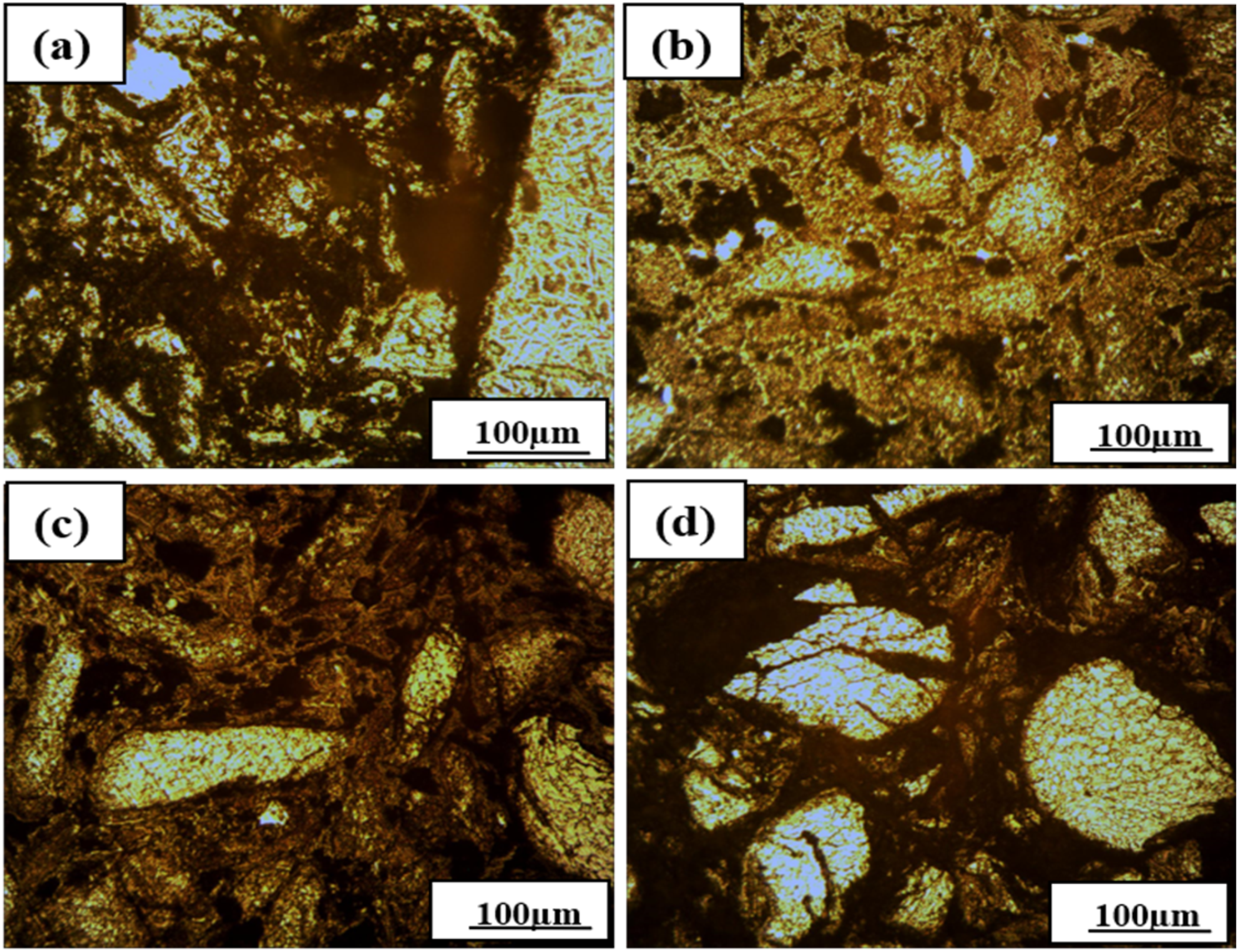
Particle size distribution
Particle size distribution (PSD) plays a crucial role in determining the load-bearing capacity of hybrid composite materials based on their unique physical and chemical properties. A histogram presented in Figures 4(a)-(d) illustrates the distribution of particle sizes for both the reinforcement and matrix alloy. In Figure 4(a), the particle size of the ZE 41 alloy is observed to be 30 µm, while silicon nitride (20 µm), titanium carbide (15 µm), and molybdenum sulfate (15 µm) sizes are depicted in Figures 4(b)-(d). Zengin et al.
23
stated that the distribution of particle sizes can impact various material characteristics. The particle size of alloy and reinforcement particles in this study is determined according to the previous literature. It is noted that good wettability is a critical factor in achieving a uniform dispersion of particles within the molten material. Particle size distribution of (a) ZE 41 alloy, (b) Si3N4, (c) TiC, and (d) MoS2 particles.
Mechanical properties
Vickers microhardness
The Vickers microhardness testing instrument was used to study the hardness of the as-cast specimen of ZE 41 alloy and magnesium hybrid composites at high precision. The matrix and hybrid composite test specimens were initially subjected to Vickers hardness measurement. The microhardness values are measured and plotted, as shown in Figure 5. The microhardness value of the as-cast alloy is 67 VHN and rises as reinforcement particles increase. The hardness value of ZE 41/5%Si3N4-2.5% (TiC/MoS2) hybrid composite increases from 67 HV to 79 HV. The improvement in the microhardness is attributed to the formation of TiC and silica nitride dispersoids. It clearly shows the effect of adding reinforcement particles with various weight fractions. The microhardness of the 5% hybrid composite (S3) was higher than that of all other composites. Moreover, increasing TiC and MoS2 content gradually increased the hardness value. The micro-hardness and interaction effect of input parameters is assessed by analysis of variance. The most influencing factor is identified as size and wt% of reinforcement affected the micro-hardness of composites. The higher microhardness value is 98 HV, and the presence of silica and titanium carbide with molybdenum could refine the grain size of the matrix, which leads to improved properties of the composite. Rajesh et al.
24
reported that silica carbide particles reinforced with magnesium alloy have significantly enhanced the properties to 26% compared to the base matrix. Carbon nanotubes have significantly exhibited their role over the past decade in potential multipurpose applications. These hardness values are better than those in the earliest report, where they were used as reinforced particles. Further, adding 15% hard particles reduces hardness values to 84 HV. Therefore, adding 5% (TiC-MoS2) with 5% Si3N4 hard reinforcement particles tends to the high hardness of the ZE 41 alloy, and better strength was found. Histogram of Microhardness of magnesium hybrid composites.
Tensile strength
Tensile strength of magnesium hybrid composites.

Impact strength
The impact strength of ZE 41 alloy and magnesium hybrid composites at various weight fractions is shown in Figure 6. Adding silica nitride with varying titanium carbide and molybdenum disulfide exhibited a considerably improved performance compared to the neat matrix. It is observed that the 2.5% of TiC and MoS2 with 5% Si3N4 exhibits an improvement in impact strength of 3.19 J compared to the matrix (2.74 J). Similarly, the 5% (TiC/MoS2) with 5% Si3N4 showed high impact strength compared to the other compositions with a value of 5.02 J, which is 36% higher than the matrix. Various key factors play a role in determining the strength of a material, such as the dimensions and configuration of the filler material, the properties of the matrix material, the consistency of particles, and the bonding between particles and the matrix.
26
It is essential in this study to ensure that the reinforcing particles are uniformly spread out in the matrix. The formation of spheroids and smooth grooves improved the impact strength due to the presence of silica nitride particles. Further, adding reinforcement particles to 7.5% (S4) reduces impact strength (4.51 J) because the large quantity of molybdenum sulfide leads to agglomeration in the matrix due to difficulty dispersing more significant filler loadings. Graphical representation of Impact Strength of magnesium hybrid composite.
Physical characteristics
Density
Physical properties of magnesium hybrid composites.

Porosity
Porosity in a material decreases its overall density, which tends to lower mechanical strength. Preventing porosity is essential while using magnesium alloys, as it can significantly alter the mechanical characteristics. The weight differences of the specimen in different conditions are used to calculate porosity. The porosity of the ZE 41 magnesium alloy and ZE 41 with a constant 5% Si3N4 and TiC/MoS2 composites of various weight percentages (0, 2.5, 5, and 7.5%) as shown in Figure 7. Associating the 5% (TiC-MoS2)/5% Si3N4 composite (1.52%) with the ZE 41 alloy (1.98%) observed the lowest porosity level leads to decrease in open pores. With the addition of ZE41/2.5%TiC-2.5%MoS2 hybrid composite, the porosity decreases by 1.83% as the concentration of molybdenum disulfide and titanium carbide increases. While the silicon nitride combination has effective heat dissipation, its high ductility and low strength limit its use in practical engineering applications. Antoniac et al.
28
prepared a magnesium-based alloy by incorporating TiC/SiC powder particles as reinforcement through high-energy ball milling and casting. The weight percentage of the reinforcement ranged from 2% to 8%, with an average particle size of 50 nm. They studied the impact of mixing TiC with SiC, which tends to reduce the porosity level of magnesium composites. The research revealed that as the TiC content increased, the porosity decreased. In this study, porosity showed that incorporating 5% (TiC/MoS2)/5% Si3N4 with ZE 41 alloy tends to have the lowest porosity (1.61%) compared to other concentrations. Further increasing 7.5% content, the porosity gradually rises (1.76%) due to agglomeration and non-uniform distribution between matrix and reinforcement. This suggests that adding 5% of these reinforcing particles reduces porosity and improves material strength. Graphical representation of Porosity of Magnesium Hybrid Composites.
Tribology analysis
Effect of varying applied loads and sliding speeds on wear loss
The wear of ZE 41 magnesium hybrid composites was analyzed under dry sliding wear conditions using a pin-on-disc wear machine. Testing follows the ASTM G-99 standard, with specimens shaped cylindrically at 10 mm diameter and 30 mm length. The sample is positioned vertically against EN32 steel hardened. Before and after the test, the wear test specimen is polished with emery paper and cleaned with acetone to ensure a clean surface free of dirt. The wear measurement is determined by comparing the starting and ending weights of the wear test sample on a precise digital scale with a precision of 0.0001 g. The results of the wear test are obtained through weight loss analysis. The friction coefficient is assessed by considering both the tangential and normal forces. The wear is performed by varying five different loads of 20, 40, 60, 80, and 100 N and sliding speeds of 1, 2, 3, 4, and 5 m/s for all composites with a sliding distance of 1000 m, respectively. The structural features of composite surfaces are analyzed using SEM. The worn surfaces of ZE 41 alloy-based hybrid composites containing varying percentages of TiC/MoS2 and a constant 5% Si3N4 particles are studied. It is observed that the amount of wear and tear on all composite surfaces increases in direct proportion to the applied load. This correlation is supported by Tikoria et al.,
29
which suggests a linear relationship between normal load and composite wear loss. The wear loss of magnesium alloy is found to increase by up to 37% when the load is increased from 20 N to 80 N at a sliding speed of 3 m/s, and rather, it was increased by 41% under different sliding speed conditions of 3 m/s to 4 m/s. Moreover, hybrid composites exhibit lower wear than unreinforced magnesium ZE 41 alloy. Increased load conditions lead to greater wear loss, resulting in delamination of composite materials. Hybrid composites with a higher proportion of 5% (TiC/MoS2) and 5% Si3N4 demonstrate a wear rate reduction of up to 62% compared to pure alloy under moderate load of 40 N and sliding speed of 3 m/s. The wear loss of AZ 41 alloy is higher (0.114 g) than that of magnesium hybrid composites. However, with the addition of 2.5% hybrid composite, wear loss is reduced to 0.013 g. The lowest wear loss is identified as 0.008 g in addition to 5% hybrid composite for a load of 40 N with a speed of 3 m/s, respectively. Additionally, the higher concentration of 7.5% TiC and 5% Si3N4 composites reduces wear loss (0.016 g) by up to 34% compared to pure alloy under load (40 N) conditions as shown in Figure 8. However, as contact surfaces heat up, wear and tear accelerate under heavy loads. Thus, adding high concentrations of reinforcements can slash wear rates by as much as 38% compared to the matrix when loads are high (100 N) and sliding velocities are high (5 m/s). Even under extreme conditions, with maximum loads and high sliding velocities, hybrid composites exhibit reduced wear loss compared to matrix. The presence of reinforcing particles helps shield the surfaces of these hybrid composites, resulting in lower wear rates. The higher amount of TiC/MoS2 and Si3N4 reinforcement particles enhances the ability to bear weight, improving resistance against wear. Wear loss of varying (a) Applied load and (b) Sliding speed.
Effect of varying applied loads and sliding speeds on COF
The Coefficient of Friction (COF) experimental outcomes when varying reinforcement weight percentages are used. The hybrid magnesium composite exhibits a lower COF, and multiple reinforcements decrease adhesion between mating surfaces, as shown in Figures 9(a)-(b). When subjected to a force of 20 N and a sliding speed of 3 m/s, composite materials containing 2.5% (TiC-MoS2) and 5% Si3N4 reinforcing particles experience a decrease in their coefficient of friction (COF) from 0.49µ to 0.37µ. In contrast, the COF of hybrid composites increases as the load applied to them rises. The COF of unreinforced alloy reaches 0.48µ at a load of 80 N and a sliding speed of 3 m/s. However, incorporating a higher concentration of 5% (TiC-MoS2) and 5%Si3N4 reinforcing particles results in a low COF of 0.19µ. TiC and MoS2 reinforcement particles reduce the friction coefficient under varying load and sliding speed conditions. For instance, at a load of 60 N and a sliding velocity of 3 m/s, the COF is lowered from 0.51µ to 0.24µ by adding 5% TiC and 5%Si3N4. Similar findings are observed by Chen et al.
30
for magnesium-reinforced hybrid composites. They concluded density of hybrid composites decreases because of the addition low density materials as reinforcements in the composites. Wear tests are conducted by pin-on-disc machine with different loads of 10, 20, 30 N and sliding velocity of 1 m/s, and sliding distance of 1500 m. The wear test exhibits the wear rate of composites which decreases linearly due to dual reinforcements added in the matrix. This phenomenon is due to the better hardness and good bonding strength between the matrix and reinforcements. In this study, the amount of reinforcement in Mg alloy increases lead to minimize the coefficient of friction (COF) for all composites. This reduction in COF is caused by the interaction between the hard reinforcing particles and the matrix in the composites. Specifically, in the case of the 5% (TiC-MoS2)/5%Si3N4 reinforcement particles, the friction coefficient decreases at all conditions. However, in hybrid composites containing a higher concentration of 7.5% TiC, COF increases to 0.31µ. The reinforcements are crucial in enhancing the matrix’s bonding, distributing the load to the particles, and sliding surfaces, thereby reducing COF values. Coefficient of friction of varying (a) Applied load and (b) Sliding speed.
Effect of reinforcements wear rate
The wear rate data for hybrid composites subjected to different loads is presented in Figure 10. The test results reveal enhanced wear resistance across all load conditions. As the concentration of TiC/MoS2 and Si3N4 reinforcements increases, the wear rate of the composites gradually decreases. The incorporation of reinforcements leads to a higher hardness in the composites, which in turn enhances their wear resistance. Moreover, the hardness value increases with the rising weight percentage of reinforcements, resulting in improved wear resistance. The hard reinforcing particles, with their high strength, effectively delay crack propagation and reduce the wear rate in the composites. The addition of 2.5% (TiC/MoS2) with 5% Si3N4 to ZE 41 alloy leads to an improvement in wear rate from 0.17x10−3 mm3/N-m to 0.12x10−3 mm3/N-m when subjected to low loads of 40 N and sliding speed of 3 m/s. In contrast, the magnesium alloy exhibits a higher wear rate due to its tendency to undergo significant plastic deformation during sliding. The wear rate for the ZE 41 alloy is highest at a load of 80 N and a low sliding velocity of 3 m/s, measuring 0.10x10−3 mm3/N-m. However, when higher reinforcement concentrations are used in the 5% (TiC/MoS2) hybrid composites, the lowest wear rate decreases to 0.06x10−3 mm3/N-m. Davoodi et al.
31
conducted wear by taking three different loads and speeds on AM 50 alloy and AM 50/TiC hybrid composites. It suggested that when the load is moderate at 40 N and the sliding velocity is medium at 3 m/s, the wear rate is reduced while increasing reinforcement particles. However, the wear rate is minimized for magnesium hybrid composites with increased weight fraction of reinforcement ratio under all conditions in this study. The uniform dispersal of reinforcements throughout the matrix enables hybrid composites to exhibit enhanced resistance to wear and tear. Alkali elements like Si and Ti within the Zn particle significantly reduce composite wear rates. The robust ceramic Si3N4 particle plays a crucial role in mitigating wear by withstanding micro-cutting forces on the pin surfaces, thereby resulting in negligible material depletion from the pin surfaces.
32
Furthermore, increasing the concentration of 12.5% (TiC-MoS2) reinforcing particles leads to a substantial decrease in material loss from the pin under dry sliding conditions. Therefore, ZE 41/5% (TiC/MoS2)/5%Si3N4 hybrid composite exhibits the lowest wear rate among other composites and tends to increase material strength. Specific Wear Rate of ZE 41 alloy and Magnesium Hybrid Composites.
Microstructural and XRD analysis
The fracture surface of tensile specimens is analyzed using a scanning electron microscope (SEM). The surface fracture analysis of ZE 41 alloy with varying concentrations of weight fraction of TiC/MoS2 and constant 5 wt% of Si3N4 particulate hybrid composites are analyzed. Fractography examination provides valuable insights into a manufactured composite fracture. The fracture surfaces of the specimens shown in Figure 11 illustrate that all failures took place within the gauge length, confirming that the measured tensile strengths accurately reflect the hybrid composite’s properties. The agglomerates within the gauge region suggest that fractures originate in this area, forming micro-cavities at the interface. These micro-cavities facilitate the initiation and spread of fractures.
33
The ZE 41 alloy sample as shown in Figure 11(a) displays cracks of different sizes, suggesting both tensile and shear failures without any signs of brittle fracture. Examining the composite samples at higher magnification Figures 11(b)-(d) reveals smaller dimples. This dimple decreases the results of grain refinement and the addition of hard-phase reinforcing particles. The study revealed a uniform distribution particle between the reinforcement and matrix. The grain refinement process indicates heterogeneous nucleation in the matrix phase and crystallographic nature between the particle and matrix phase. It also reduces the grain size due to solidification reinforcement particles restricted to the growth of grain size in the matrix phase. The density, hardness, and tensile strength are improved due to the addition of reinforcement particles in the hybrid composites and ductility of composites decreases gradually. From the test results, the aged composite has better strength while compared to the cast composites. In addition, the 5% TiC/MoS2 composite tends to minimize dimples and cracks on the surface and is attributed to the even dispersion of reinforcing particles within the matrix and the high degree of incorporation of 5% Si3N4 particles. However, upon increasing the composition to 7.5%, the fracture surfaces exhibit microcracks, with one image revealing a cleaved surface and evidence of particle-induced plowing. This comprehensive study provides valuable insights into fracture mechanisms and their impact on the reliability and performance of composite materials. (a) SEM image of ZE 41 alloy, (b) ZE 41 alloy/2.5% (TiC-MoS2)/5%Si3N4, (c) ZE 41 alloy/5% (TiC-MoS2)/5%Si3N4, and (d) ZE 41 alloy/7.5% (TiC-MoS2)/5%Si3N4 Hybrid Composites.
The X-ray diffraction patterns of the ZE 41 alloy and the ZE 41/Si3N4/(TiC-MoS2) hybrid composite are shown in Figure 12 according to the ASTM 3419-22 standards for composites. It was observed that the intensity of the Mg matrix peak decreased as mechanical alloying progressed. Additionally, the presence of hard reinforcement particles like TiC and MoS2 led to the emergence of a new peak, suggesting a reduction in crystallite size as the reinforcement increased.
34
The mechanically blended composite powders exhibit distinct diffraction patterns with strong peaks detected at 36.31°, 43.07°, and 49.84° angles. Enhanced intensity levels were observed with higher concentrations of secondary phase silicon nitride particles, leading to wider full-width half maximum values of 46.78° in the 5%Si3N4/5% (TiC-MoS2) hybrid composite. Analysis of X-ray diffraction patterns revealed no chemical interactions in the mechanically alloyed composite powders. XRD analysis of ZE 41 alloy and Magnesium Hybrid Composites.
Conclusion
Magnesium alloys are abundant and virtuous to the environment. They can also be used as suitable additives for composite materials, turning industrial waste into industrial wealth. The present study aims to utilize magnesium Mg-4Zn-1RE-0.7Zr as raw material, which solves the storage problem and reduces material cost, favoring industrial sectors. The conclusions are: • The magnesium hybrid composites via the centrifugal casting process significantly exhibit better performance in mechanical and physical properties. • The hardness value of ZE 41/5%Si3N4-2.5% (TiC/MoS2) hybrid composite increases from 67 HV to 79 HV. The improvement in the microhardness is 98 HV attributed to the formation of TiC and silica nitride dispersoids, which leads to improved properties of the composite. • Tensile strength of the ZE 41 alloy is enhanced by 36% at 5% (TiC-MoS2) with 5% Si3N4 filler loading, whereas the percentage elongation was improved by about 3.41% to 5.63%, respectively. • The highest impact strength value of 5.02 J is achieved compared to a matrix (3.19 J) due to hard silica nitride and titanium particles. • The experimental density is increased from 2.03 g/cm3 to 2.47 g/cm3 compared to the theoretical density for all compositions. Simultaneously, porosity is reduced from 1.98% to 1.61%, attributed to the uniform distribution between the matrix and reinforcement. • ZE 41 alloy with a 5% (TiC/MoS2)/5% Si3N4 concentration of reinforcements decreases the wear from 0.016 g to 0.008 g at a load of 40N and sliding speed of 2 m/s conditions. The same conditions at a maximum load of 40 N COF values decrease from 0.49µ to 0.19µ of hybrid composite. • The 5% (TiC/MoS2)/5% Si3N4 hybrid composites exhibit the lowest wear rate decreases from 0.17 × 10−3 mm3/m to 0.06 × 10−3 mm3/m at a load of 40 N and sliding speed of 3 m/s conditions compared to ZE 41 alloy. This is due to the uniform dispersal of reinforcements throughout the matrix, which enables hybrid composites to exhibit enhanced resistance to wear and tear. • Microstructure examination indicates reduced dimples and cracks (S3) lead to a uniform distribution of hybrid filler particles. However, 7.5% of hybrid composites also observed scattered clusters of material embedded in the surrounding matrix. • It is concluded that the excellent dispersion mechanism led to interfacial solid adhesion for ZE 41/5%Si3N4/5% (TiC-MoS2) hybrid composite improves the mechanical characteristics widely used in aerospace sectors.
Footnotes
Author contributions
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
The data is available within the manuscript.