
Abstract
The aim of this research was to determine the influence of pulsed CO2 laser treatment on crust leather surface morphology and wettability. The obtained results revealed that pulsed CO2 laser engraving can be used as an effective tool for crust leather surface treatment. Pulsed CO2 laser treatment only negligible affects the macrostructure of leather, while the morphology and wetting of the leather surface after treatment were changed. It was found that an increase of laser pulses number increases the initial water contact angle value and intensifies the water droplet relaxation process. After laser treatment, the water droplet contact angle relaxation rate increases twofold compare to those for untreated leather. SEM micrographs showed increased defectiveness with rough surface patterns, thermally affected areas, and change of microstructure. The EDX analysis revealed that the engraved leather surface contains a significantly higher amount of carbon but smaller quantities of oxygen compared to those of untreated samples. It was found that only after laser treatment chromium and sulfur in the EDX spectra appear while for untreated samples these elements on the surface were not observed. The results indicate that for investigated samples laser engraving does not affect the concentration of hexavalent chromium and are in accordance with EU requirements.
Introduction
Due to the unique properties and variety leather appears to be an important material for many garments production (footwear, clothing, bags, or other industries) and constant development of leather treatment techniques, tools, methods takes place. As a rule, industrial leather processing serves the purpose of bulk production of leather items in order to satisfy the demand for essential products. The demand from producers is for technology to be economically efficient, fast, adaptive, and to provide maximum possible results with minimum possible investments. One of the possible solutions is the application of laser technologies, which allows bulk production with lower process duration and higher quality compared to traditional mechanical ones [1]. Besides, due to the ability to apply CAD/CAM and CIM systems in design, it is possible to manufacture absolutely identical designs [2,3]. Laser technology allows the creation of a unique appearance of materials without the application of chemical methods and is environmentally friendly in comparison to other conventional methods used for the creation of the same effect [4–6]. The results demonstrate that this treatment is a feasible method for fashion design and it can be used to engrave different patterns to change the appearance and the properties of the garment [3,7–9].
Infrared lasers like CO2 appear to be advantageous over excimer lasers due to large beam size, high laser efficiency, easy operation, use of non-toxic gases, and lower cost. However, they have been rarely utilized for the surface treatment of polymers likely due to the thermal damage effects caused by the infrared lasers [10–16]. This disadvantage can be overcome by using pulsed lasers and optimizing the factors, which influence the energy deposited onto the polymeric material surface [11,17–19]. It is known that during laser treatment the surface may be burned and as a result, some surface particles may be ablated from a surface [6]. It also was found that the behaviour of leather as the natural polymer was very sensitive to CO2 laser parameters: the degree of etching, colour and microstructural changes, porosity, weight, thickness, water vapour permeability, and absorption, wettability on the material surface, etc. could be changed by varying laser treatment regimes [2,3,20–22]. It was also found that the thermal effect of the laser beam was dependent on the leather color. The dark and especially brown leather can be considered as the most suitable for laser cutting whereas light-colored leathers have darker and easily noticeable laser cut edge [1]. It follows, that the evaluation of all these factors and their correct combination is very important for the final result of treatment [23].
On the other hand, structural heterogeneity of leather and variety of surface finishing claims that selection of CO2 laser processing parameters for leather surfaces in each case needs to be carefully selected and controlled. Considering this the aim of this research was to determine the influence of pulsed CO2 laser treatment on crust leather surface morphology and wettability, i.e. to find out the relation between laser pulses number and leather thickness, its surface morphology, and contact angle.
Materials and methods
Materials
Crust leather used in the study was purchased from the JSC Natūrali oda & Ko, Lithuania. The hides were tanned according to conventional chrome tanning technology [24]. After that, the leather was colored with a penetrating aniline dye and full-grain crust leather of h = 1.15 ± 0.05 mm in thickness and density of ρ = 0.46 mg/mm3 was obtained [24]. Further crust leather top surface was finished using laser engraving processing. Laser treatment of the surface was carried out using a pulsed CO2 Speedy 100 laser (Trotec Laser, GmbH), with a maximum marking area of 610 mm × 305 mm. The test specimens were processed by different laser pulses number n (n = 1, n = 2, n = 3) at laser beam wavelength λ = 10.6 µm, laser power P = 5 W, pulse energy 0.5 J/mm, speed 10 mm/s, a diameter of the beam spot was equal to d = 23 µm. The leather surface was engraved creating a plain pattern all over the surfaces of the cut sample in dimensions of 100 × 100 mm. For processing at different laser pulses numbers, three samples for each case were prepared and analyzed.
Weight, thickness, and apparent density of the test pieces
The specimens of untreated and laser treated leather were prepared according to the standard ISO 2419:2004. For each test, three square shaped samples in dimensions of 100 × 100 mm were cut. The selection of test pieces was performed under the strict control of sample thickness and weight. The weight of leather samples was determined using an AB 104-S balance (Mettler Toledo, Switzerland), in grams to the nearest 0.1 mg.
The thickness of leather test pieces was measured according to ISO 2589:2016 standard using thickness gauge UI-FT43 with the head load pressure 49 ± 5 kPa. As a total result, the average value from all three individual measurements was obtained for three different samples, prepared under exactly the same conditions. For each tested group, the confidence level and coefficient of variation have been calculated. In all cases, the coefficient of variation did not exceed 4%.
The apparent density of untreated and engraved leather test pieces was determined according to ISO 2420:2002. The apparent density was calculated by dividing the weight by the volume. The volume was calculated from the thickness and area of a square test piece. As a result, the average value of three measurements for each of the tested samples was obtained. The coefficient of variation for each test group did not exceed 5%.
Contact angle measurement
The leather surface wettability was characterized by the contact angle α. The contact angle was measured according to ISO 19403-1:2017 standard. Contact angle measurements were carried out with a modified contact angle goniometer at standard conditions (temperature was T = 20 ± 1°C and relative humidity was φ = 50 ± 5%) at the three-phase contact point according to the sessile drop method. A drop of deionized water (volume about 5 µl) was dropped onto the leather surface, using a micro syringe Eppendorf Research (Eppendorf®, Germany). The relaxation of water drop was recorded at regular time lapses (every five seconds) with a PC-connected digital camera Logitech (Quick Cam 10.0A) starting from the droplet deposition moment to full absorption of the drop into the leather. Estimation of the contact angles of each drop was made using a method based on B-spline snakes [25], which is made freely available as Drop Snake plugin for Image J 2.0.0-r.c. Before and after laser engraving the contact angle was measured for the test groups containing three leather samples selected under strict thickness control. Three water droplets on each sample were formed and the average value for each group has been calculated. The calculated coefficient of variation did not exceed 3%.
Optical microscopy, SEM and EDX
The top surfaces of untreated and treated leather were observed using an optical microscope MN8000, equipped with a 5MPx digital camera for image transfer to PC.
The scanning electron microscope SEM Quanta 200 FEG (FEI, Netherlands) was used for a more detailed study of the surface morphology of the leather samples. The samples were examined in low vacuum mode (80 Pa) operating an electron beam heating voltage of 20.0 kV, beam spot – 2.5 using an LFD detector. Microscopic images were shot on the magnifications ×100 and ×500. All samples were checked and typical micrographs were carried out.
The influence of laser treatment on the chemical composition of the leather samples was evaluated using an energy-dispersive spectroscopy SEM/EDX technique with an XFlash® Spectrometer (Bruker AXS, Germany), element spectra obtained with a 127 eV detector (accelerating voltage 20 kV) with active areas from 5 to 10 mm2. The chemical composition quantitative analysis was done from element spectra peak areas.
Determination of chromium(VI) content in leather
The amount of hexavalent chromium in leather was determined according to ISO 17075:2007 standard. The method is based on the extraction of chromium(VI) from leather by phosphate buffer at pH 7.5–8 and substances which influence the detection are removed by solid phase extraction if necessary. The chromium(VI) in solution oxidises 1,5-diphenylcarbazide to give a red/violet complex with chromium which can be quantified photometrically at 540 nm.
The dipotassium hydrogen phosphate (K2HPO4·3H2O) and phosphoric acid used for buffer preparation, and 1,5-diphenylcarbazide were purchased from Sigma Aldrich. All chemicals used were of ACS reagents grade and employed without additional purification. Sorbent Chromabond C18 with a particle size of 45 µm and pore size of 6 nm (Macherey-Nagel GmbH & Co, Germany) was used for solid phase extraction. The measurement of absorbance was carried out in a 4 cm length glass cell with a spectrophotometer GENESYS-8 (Spectronic Instruments, UK).
Results and discussion
The influence of laser engraving to leather surface topography and wettability
Laser engraving processing causes slight oxidation of the leather surface and changes the leather surface properties, topography, and color due to thermal influence [1,7,20]. The effect of engraving is more visible in the case of higher laser pulses numbers (Table 1).
Characteristics of leather before and after laser treatment.

It is evident that with the increase of the number of laser pulses the leather surface becomes darker as some top fibers are burned. Besides some changes were found in the thickness and apparent density of the tested samples (Table 1). It was determined, that the thickness (h) of treated leather tended to decrease with the increase of the laser pulses number (n).
The average value of leather thickness decreases about 3% at n = 1, about 5%, at n = 2 and 7% at n = 3 in comparison to those of untreated leather. It can be stated that there is no essential thickness difference between treated and untreated samples. The apparent density of leather after laser engraving also differs just negligibly (up to 3%). The obtained results in combination with leather surface colour changes lead to the presumption that morphological changes after laser treatment can appear.
A water droplet contact angle was selected as a parameter to evaluate the effect of laser treatment on leather surface wettability [11,18]. The contact angle (at the moment of applying the droplet) of treated leather increased after laser engraving with the increase of the number of laser pulses (Figure 1).

The contact angle relaxation on the surface of untreated (1) leather and treated with CO2 laser: one pulse (2), two pulses (3) and three pulses (4).
After one pulse (n = 1) of leather engraving, the initial contact angle has increased from 106° to 117°. This indicates that the surface wettability decreased about 11%. The increase of the number of laser pulses results in a further increase of initial contact angle value, but this increase is not very obvious. As it can be seen (Figure 1), with an increase of the number of pulses up to two and three the contact angle was found respectively to 122° and 123° and this difference is about 16% in comparison to the untreated samples.
The contact angle of a water droplet on untreated and laser engraved surfaces develops in time. The characteristic view of water droplets' evolution onto the leather surface (n = 0 and n = 3) during one minute is presented in Table 2.
The water droplets’ evolution onto the leather surface (n = 0 and n = 3) during 1 min.

The full surface wetting process of untreated and laser engraved leathers takes place respectively after 60 s and 35 s when the water droplet is absorbed into the material. All curves consist of two kinetic stages characterized by different relaxation rates. Therefore, two stages of the wetting kinetics of the contact angle relaxation curves were identified: I – slow stage and II – fast stage. As it can be seen, the first kinetic stage takes place during the first 15 s (Figure 1). In this stage, the surface contact angle independently on surface treatment decreases very slowly (Table 3).
Contact angle relaxation rate (v) before and after laser treatment.

After 15 s a change in the slopes of the curves takes place, as the contact angle relaxation rate starts to increase. It was determined that the contact angle relaxation rate for all investigated leather samples in the second stage was higher than in the first stage. The laser-engraved leather surface absorbs the water droplet in this stage about 2–2.5 times faster than in the case of untreated leather (Table 3). Although the laser engraved leather surface contact angle (at the moment of droplet deposition) increases and the initial surface hydrophobicity increases with the increase of the number of laser pulses, the treated surface absorbs the water droplet in the II stage faster. It is possible, that the increase of contact angle relaxation rate in the II stage takes place due to the surface morphology i.e. the increase of its defectiveness as well as changes in the chemical composition after leather surface engraving (Figure 4).
Leather surface morphology
The morphological changes of the leather surface after laser engraving were analyzed using SEM. In Figures 2 and 3, the SEM images of untreated and laser engraved leather surfaces at two different magnifications are presented.

SEM images of untreated (a, b) and engraved leather (c, d) surface at n = 1 laser pulse number (AB – length and CD – width of carbonized structure) on the magnifications ×100 and ×500.

SEM images of engraved leather surface at n = 2 (a, b) and n = 3 (c, d) laser pulses number (AB – length and CD – width of carbonized structure) on the magnifications ×100 and ×500.
The untreated surface of full-grain crust leather is smooth enough, and some parts are higher than others. The leather surface is covered by a great number of empty skin hair follicle holes, creating a rather unique grain pattern (Figure 2(a)).
The changes in leather surface morphology were observed in the laser engraved surfaces, depending on the laser pulses number. The SEM images of the engraved leather surface (Figures 2 and 3) exhibited a rough thermally affected pattern surface in comparison with the untreated leather grain pattern (Figure 2(a) and (b)).
The laser engraving affects leather surface morphology and results on the increase of surface unevenness [26]. The laser treatment results on the removing material from the top surface and the fibrous structure of the leather is opened up (Figure 2(c) and (d)).
The engraving process causes significant laser-induced oxidation in the leather top surfaces. Engraving the leather surface with different CO2 laser pulses numbers created different rough leather surface patterns with thermally affected areas and a change of structure due to carbonation [1]. All engraved surfaces are composed of the carbonized leather surface protrusions and non-carbonized grooves which form a rough leather surface texture (Figures 2 and 3). A similar surface pattern is observed in all the laser-treated leather surfaces, however, the pattern protrusions and grooves size increases with increase number of laser pulses.
All the engraved surfaces are anisotropic, with different rough leather surface texture parameters. The surface morphology and topography depends on the number of laser pulses. Engraving the leather surface with laser pulses numbers n = 1 is forming compact little carbonized structures composed of protrusions by length AB up to 150 µm, width CD up to 50 µm, and curve-shaped grooves width of which reaches up to 25 µm (Figure 2(d)).
As the number of laser pulses increases, a similar surface is observed, but chains of carbonized protrusions and grooves with larger parameters are formed: at two laser pulses the length of protrusions is 200–500 µm, the width 150–200 µm; the length of curve-shaped grooves is 800–1000 µm and width up to 300 µm. (Figure 3(b)).
The further increase of laser pulses number causes even greater topographic changes in the affected area. During engraving at three laser pulses (n = 3) the interconnected protrusion chains with carbonized fibrous structures: length 400–700 µm and width 150–200 µm, appear (Figure 3(d)). Between interconnected protrusion chains, the shorter (400–700 µm) grooves are formed.
The influence of laser engraving on leather surface chemical composition
The influence of laser treatment on the chemical composition of the leather samples before and after laser engraving was evaluated using a scanning electron microscope, equipped with the energy dispersive x-ray spectrometer (EDX) detector XFlash.
In Figure 4 the energy dispersive spectras, as well as chemical composition characterization of the untreated and laser engraved leathers exposed to a different number of laser pulses (n), are presented. In the registered energy dispersive spectra, the x-axis represents the X-ray energy in Channels from 0 to 10 keV, and the y-axis represents the number of counts per channel up to 3.5 cps/eV.
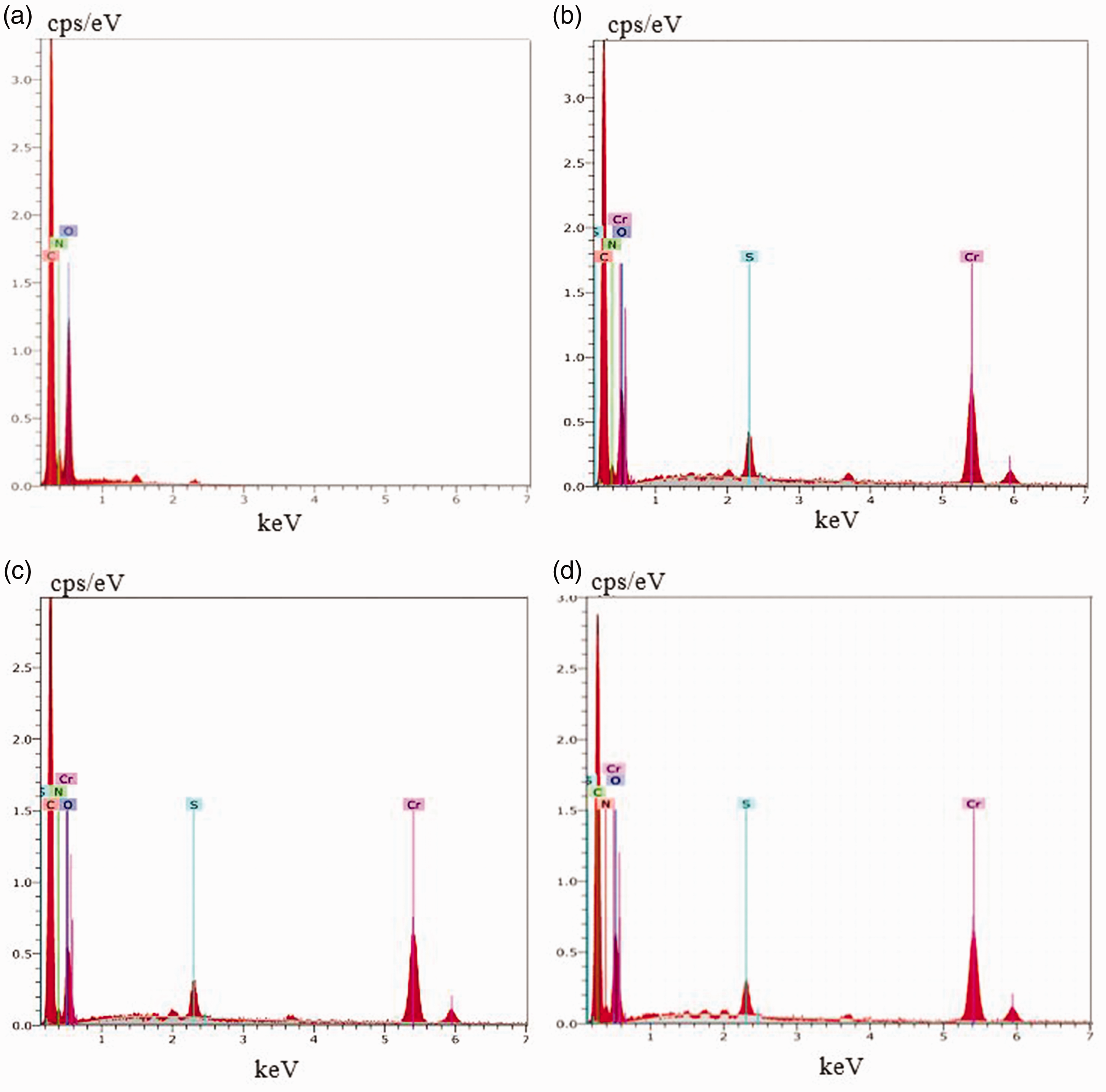
Energy-dispersive spectras of untreated (n = 0) leather surface (a) and the treated leather surfaces at n = 1 (b), n = 2 (c), and n = 3 (d) number of laser pulses.
There were three main elements defined in all investigated leather samples: carbon (C), oxygen (O), and nitrogen (N) (Figure 4). The energy resolution peak of the element C was specified at about 0.28 keV, of the element N – at about 0.4 keV, and of the element O – the peak was specified at about 0.52 keV.
In addition to the above elements (C, O, N), two additional elements, sulfur (S) and chromium (Cr) were recorded in the EDX spectrum of the engraved leather samples (Figure 4(b) to (d)). The peak of the energy resolution of sulfur S was specified at 2.3 keV, and the peak of chromium Cr was found at 5.4 keV.
Quantitative comparative results of the main components of the untreated and laser engraved leathers of energy dispersive X-ray analysis are presented in Table 4.
The concentration of the main components of the untreated and laser treated leather surfaces at different number of laser pulses (n) determined by EDX analysis.
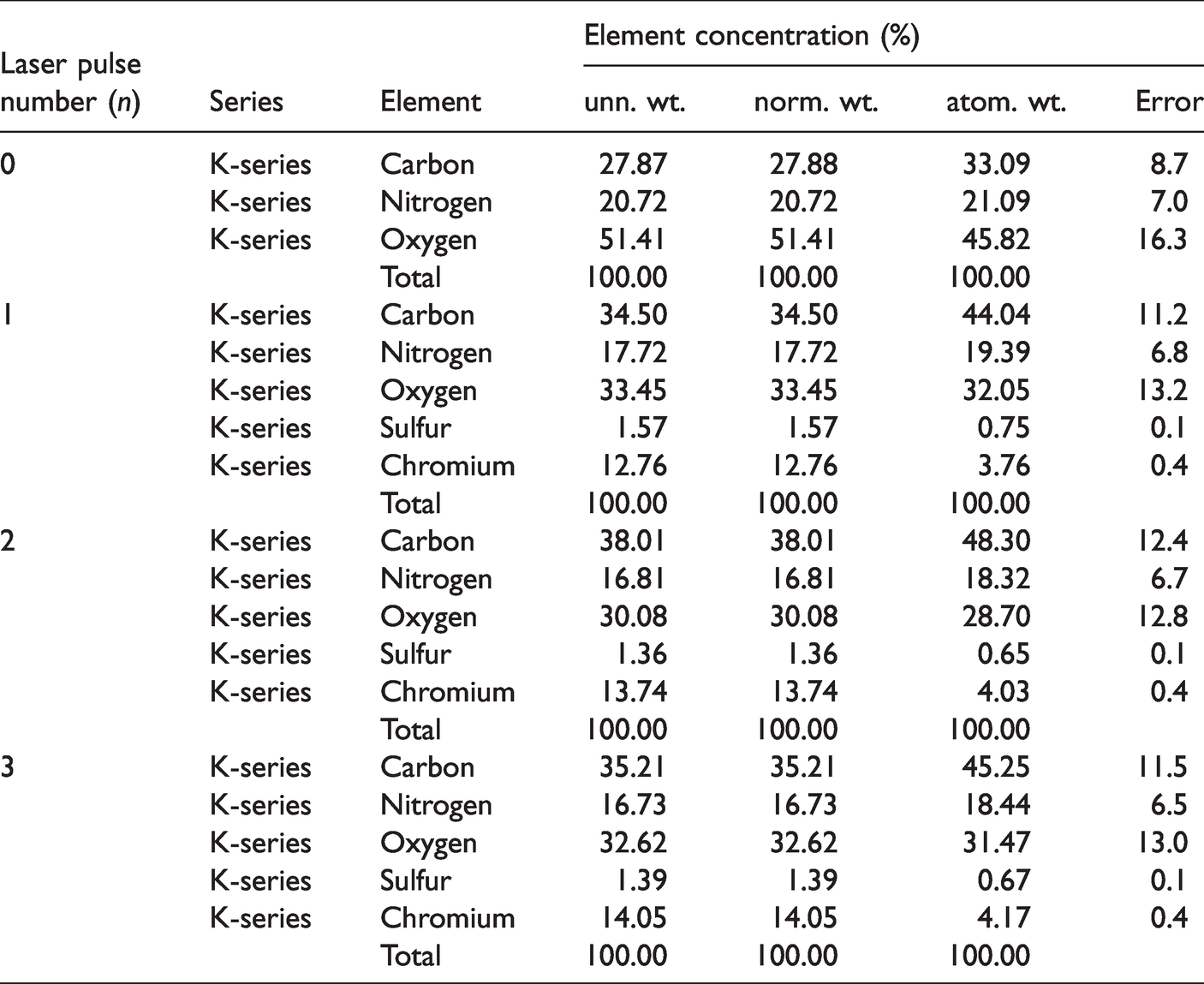
The engraved leather surface contains significantly higher quantities of carbon but smaller quantities of oxygen and nitrogen (Table 4). The surface morphology analysis showed that the surface modification occurred due to the carbonization under the thermal effect appearing during laser treatment. With the increase of the number of laser pulses, the carbon quantity increases about 46% (from 33.09 at.% up to 48.30 at.%), but the concentration of oxygen and nitrogen molecules decreases respectively 37% and 13%.
The carbonization forms the rough carbonized fibrous leather surface structures and this results on increase the amount of carbon with the increase of the number of laser pulses.
In all engraved leather surfaces, both chromium (Cr) and sulfur (S) are registered in the EDX spectrum as well. Engraved leathers contain negligible quantities of sulfur, its concentration was found low (0.65–0.75 at.%).
As it can be seen (Table 4), after an engraving of the surface with laser pulses number of n = 1, the 3.76 at.% chromium was registered and increasing laser pulses number to three pulses (n = 3) the chromium content increased up to 4.17 at.%. The obtained results confirmed the suggestion that during laser treatment structural elements are removed from the top surface via carbonization [1]. and evaporation and that opens the deeper layers of the leather and results in surface wettability.
It was very important to determine whether the laser treatment did not increase the degree of oxidation of the chromium(III) or CO2 laser treatment method will not increase the chromium valence state to chromium(VI), as results of other researchers indicate that the state of chromium in leather can be changed from Cr(III) to Cr(VI) under the action of different factors such as long exposure at high temperature [27], UV radiation [28], or the oxidizing materials present in the chemicals used during leather manufacturing process [29]. Leather articles, or leather parts of articles, coming into contact with the human's skin, should be safe. Therefore, one of the strict requirements (ISO 17075:2007 standard) of the leather processing industry is that there must be no hexavalent chromium in the leather, i.e., the leather shall not be placed to the market where they contain chromium(VI) in concentrations equal to or greater than 3 mg/kg (0.0003% by weight) of the total dry weight of the leather [30]. As a rule, the finished leather contains 3–6% (dependently on the appliance) of chromium compounds calculated as Cr2O3, and the other chemicals used for leather processing like fat liquors, neutralizing agents, fillers, etc. must constitute the reducing medium which prevents possible oxidation of chromium(III) to chromium(VI).
In order to evaluate the effect of laser treatment on the variation of hexavalent chromium concentration the samples with the highest chromium concentration detected in the EDX spectrum (laser pulses number n = 3) were selected for the study and compared with untreated ones. In both types of samples only small amounts, i.e. 0.6 mg/kg of chromium(VI) were detected. The obtained results reveal that the applied CO2 laser engraving did not change the amount of hexavalent chromium, and the tested engraved leather completely meets the requirement of EU regulations [30].
Conclusions
The obtained results revealed that CO2 laser engraving can be used as an effective tool for crust leather surface treatment but with more precise directions for use. It was found that pulsed CO2 laser treatment only negligibly affected the macrostructure of leather, while the morphology and wetting of the leather surface after treatment were changed. The effect of obtained changes tends to increase with the increase of laser pulse number. It was found that an increase in laser pulses number increased the initial water contact angle value and intensified the water droplet relaxation process. After leather surface laser treatment the contact angle relaxation rate increases twofold in comparison to those for untreated leather. The laser treatment increased the leather surface heterogeneity and microroughness. SEM micrographs show rough surface patterns, thermally affected areas, and a change of structure. The EDX analysis revealed that there are three main elements in all investigated leather samples: carbon, oxygen, and nitrogen. The engraved leather surface contains significantly higher amounts of carbon, but smaller amounts of oxygen. Sulfur and chromium were registered in the EDX spectrum of the engraved leather samples while for untreated samples these elements on the surface were not observed. It was also determined that CO2 laser engraving did not affect concentration of hexavalent chromium and tested samples were in accordance with EU requirements.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.