
Abstract
Sheet molding compounds (SMCs) as an alternative material for low-cost and lightweight automotive structural components require special attention to their failure behavior and collision safety. This study aims to analyze the energy-absorbing response and variability of unsaturated polyester matrix SMCs under the range of strain rates from 10−3/s to 500/s through quasi-static and dynamic tensile tests. Additionally, the tensile process and fracture morphology were characterized using Digital Image Correlation and Scanning Electron Microscopy to reveal the underlying rate-dependent failure mechanism. The results demonstrate a pronounced positive correlation between the tensile strength and absorbed energy of SMCs with strain rates. Specially, the absorbed energy exhibits substantial variability, primarily attributable to the plastic damage behavior during the nonlinear phase. A transition in the failure mode from debonding to pseudo-delamination, accompanied by a more extensive failure area at high strain rates, serves as the main mechanism for enhancing the material energy absorption capacity.
Introduction
Sheet molding compounds (SMCs) are a type of discontinuous composites composed of randomly oriented and distributed chips embedded within polymeric matrix.1–5 The inherent discontinuity of fiber bundles leads them suitable to the formation of complex geometries through automated and expedited manufacturing technologies. 6 In addition, the chip-based architecture of SMCs allows for a high fiber volume fraction, resulting in enhanced strength and damage tolerance. 7 Furthermore, combining the processability and formability of short fiber composites with the high mechanical performance of continuous fiber composites, the exceptional balance provided by SMCs makes them extremely appealing for large-scale production of structural components, especially in automotive field, including suspensions, body shells, bumpers, and so on.8,9
The issue of impact resistance is a crucial consideration in the structural reliability design due to the threats from unsafe factors such as collisions and flying debris. This requires exploring the strain-rate-dependent energy absorption capacity and potential failure mechanisms of component materials. Previous research has demonstrated that the mechanical response of SMCs is highly sensitive to strain rates. Jendli10,11 and Shirinbayan12–15 have conducted a series of productive studies on thermosetting ethylene-based SMCs by interrupted tests. The results show that with the increase of strain rate, the material strength exhibits a more evident enhancement than the elongation, while the modulus remains essentially unchanged. Microscopic observations indicate that two principal mechanisms are in competition: fiber-matrix interface debonding and pseudo-delamination, with the relative participation degree of each mechanism strongly depending on the chip orientation and strain rate. Due to higher energy absorption capacity, pseudo-delamination exhibits higher damage tolerance than interfacial debonding under high strain rates. The high-speed tensile tests on ethylene-propylene copolymer (EPC) matrix composite conducted by Fodil et al 16 indicate that there is an improvement with differing degrees in strain-rate-dependent modulus, failure/threshold stress, and elongation. In this scenario, the viscoelastic-viscoplastic behavior of the thermoplastic matrix plays an important role in governing the deformation response, which leads to the formation of a localized dissipative zone around the fibers, consequently enhancing the energy absorption of EPC matrix composites. The aforementioned research has revealed the mechanical performance variations and intrinsic damage mechanisms of SMCs within the strain rate range from quasi-static to a maximum of 200/s. However, it is significantly important to investigate the mechanical performance and energy-absorbing capacity at higher strain rates, considering the heightened safety risks for structural components and occupants in high-speed collisions, which requires the integration of advanced experimental methods and characterization techniques to thoroughly analyze the rate-dependent impact resistance and underlying failure mechanisms.
Normally, the microscopic architecture of SMCs exhibits a high heterogeneity due to the random orientation and large dimensions of chips. 17 It results in the presence of inherent weakness, for example, clusters of tow-ends, resin pockets, or voids that are randomly distributed during fabrication.18,19 Consequently, the composites present dispersed local hotspots and insensitivity to notches, 20 leading to a noticeable randomness in the mechanical response and energy absorption sensitive to microstructural features. Under quasi-static conditions, the coefficient of variation of strength in randomly oriented SMCs can reach up to 19%, 20 which is even more pronounced in highly oriented materials. Furthermore, the viscoelastic response of matrix demonstrates a hardening behavior with the ascension of strain rate, leading to a shift in the failure mode of the composite. Therefore, it is crucial to pay particular attention to the variability of energy absorption at various strain rates to ensure reliability in the design of SMCs.
For the purpose of investigating the strain-rate-dependent mechanical and energy-absorbing response and variability of SMCs, this study conducted a series of tensile tests ranging from quasi-static to a maximum strain rate of 500/s. The influence of strain rates on strength, fracture strain, and absorbed energy were calculated and evaluated statistically. Moreover, the digital image correlation (DIC) technique and scanning electron microscopy (SEM) were employed to reveal the rate-dependent failure processes and mechanisms. The work can provide a theoretical foundation for the design, application, and reliability assessment of SMCs in the field of impact resistance for structural components.
Experiments
Material description
The SMCs used in this study are made of glass fiber and thermosetting unsaturated polyester with the mass fraction of 30% (volume fraction of 23.8%). The average width, thickness, and length of chips are 4.0 mm, 0.125 mm, and 25 mm, respectively. The production process is depicted in Figure 1. Initially, a composition of unsaturated resin was prepared by adding various constitutes such as thickening agents, fillers, mold release agents, and colorants. This mixture was thoroughly blended to form a resin paste, which was subsequently rolled out into upper and lower films via roller equipment. Concurrently, continuous strands were rapidly cut into chips of specified lengths using a cutting machine and then randomly deposited onto the lower film. The volume fraction of chips was controlled by the speed of cutting blade and the movement of the lower film. In this phase, the resin pastes and chips formed a sandwich-like structure, resulting in the compression of the laminate into a uniform thickness using a series of compaction rollers. Finally, the laminate was conveyed to a thickening chamber at 40°C for 24°h to complete the curing process. And the average width and thickness are 4.0 mm and 0.125 mm, respectively. The prepreg was first cut into chips of 25 mm length using a rotary cutting machine and subsequently randomly dispersed onto the resin plate. Illustration of production process of SMCs
Experimental tests
A series of dynamic and static tensile tests were conducted on SMCs under quasi-static, 1/s, 10/s, 100/s, 200/s, and 500/s strain rate conditions. Five specimens were performed for each condition originating from the identical production batch to evaluate the dispersion of material mechanical properties.
The quasi-static tests were conducted by using a 100 kN MTS® universal hydraulic testing machine which followed the ASTM D3039 standard. 21 The specimen gauge dimension was 150 mm × 25 mm × 1.25 mm, with the tensile speed of 9 mm/min, corresponding to a strain rate of 1.0 × 10−3/s. Currently, there is no unified test standard for high-speed testing for resin matrix composites. Considering the sensitivity of damage behavior to microstructural features of SMCs, a flat plate shape with the gauge dimension of 40 mm × 10 mm × 1.25 mm was adopted to reduce damage to the chips at the edges. The dynamic tensile testing was conducted using a 50 kN hydraulic servo high-speed tensile machine, with a maximum velocity of up to 20 m/s, corresponding to a strain rate of 500/s. It should be pointed out that obtaining a constant strain rate is difficult at intermediate strain rate (1∼500/s) due to the influence of inertia effects of apparatus. 4 In reality, there would be fluctuations in the local strain rate at the area of fracture surface. Shirinbayan12–15 has utilized finite element simulations to redesign the dimension of specimens. However, the approach ignores the internal geometric characteristics and does not provide a fundamental solution. As a result, the common practice in assessing the high-speed mechanical behavior of materials is to characterize it by using an average strain rate instead of a local strain rate. Under this unified characterization approach, it has no impact on the trends of rate-dependent mechanical response variation.
The non-contact DIC technology 22 was applied to capture the full-field displacement and strain responses. A high contrast speckle with the random black pattern was sprayed on white flat paint before testing. The quasi-static test employed an optical DIC system (LINCONST® LVE-PRO) with a captured image resolution of 1968 ×432 pixels, resulting in an approximate magnification of 10 pixels/mm. The dynamic tensile test utilized a high-speed camera to record the entire stretching process, and images with an image resolution of 512 × 128 pixels were extracted at regular intervals, which corresponded to a resolution of 8 pixels/mm. Both the strain distributions were calculated using the commercial DSE® software.
The fracture morphology of the specimens was observed by using the SEM (GeminiSEM 300, Zeiss). Furthermore, the micro-computed tomography equipment (μ-CT) (Y. Cheetah, maximum operation voltage: 160 KV; maximum target power: 10 W; 3D resolution: 1.5 μm) 23 was employed to perform the 3D reconstruction of chips, and the VoxTex software 24 was subsequently utilized to analyze the distribution characteristics of chip orientations. The specimen was prepared with a dimension of 1.0 mm × 1.0 mm × 2.0 mm. It was grinded sequentially using sandpaper ranging from 200 to 2000 grit, followed by polishing process with a 3 μm silk cloth and 3 μm non-woven polyester. Finally, the specimen was successfully fabricated through a 10-hour chemical polishing using a non-woven polyester cloth and a 1% alumina solution.
Results and discussion
Microstructure and chip orientation distribution
The three-dimensional reconstructed microstructure of SMCs based on μ-CT is depicted in Figure 2(a). Visually, the chip distribution on each surface appears to be relatively homogeneous. Specifically, the statistical results of chip orientation distribution obtained through the coordinate system are shown in Figure 2(a). It can be observed that the chips exhibit a randomized spatial distribution without the discernible preferential orientation, which implies the mechanical properties of SMCs are expected to approximate isotropy. Considering that under high fluidity, the chips tend to redistribute along the flow direction, it suggests that the randomly deposited chips exhibit little variation.18,25,26 Furthermore, distinct features including fiber bundle clusters and resin pockets formed during the molding process can be clearly observed in Figure 2(c) and (d). The unique microstructure of SMCs leads to highly heterogeneous strain patterns, which may serve as the initiation sites for material damage.
19
Microstructure and chip direction of SMCs: (a) reconstructed 3D morphology; (b) statistical distribution; (c and d) CT-scan sections.
Strain-rate-dependent tensile properties of SMCs
Tensile stress–strain curve
The tensile stress–strain curves of SMCs at different strain rates are presented in Figure 3. It is evident that following the initial linear elastic regime, the material transitions into a nonlinear regime, corresponding to the plastic damage phase at the knee point.10,21 Notably, the proportion of the nonlinear segment is markedly higher than that of the elastic regime. As the fibers are typically considered brittle and insensitive to strain rate, it indicates that matrix damage dominates the failure behavior of SMCs. Generally, the material elastic modulus displays a negligible correlation with the applied strain rate, while a positive rate sensitivity arises for its strength property. The observation is consistent with the experimental results in References 11,15 and attributed to the intrinsic characteristics of thermosetting matrix resin. Note that the tensile curves manifest certain fluctuations when the strain rate exceeds 100/s due to the inertial effects of the testing equipment. It would affect the accuracy of absorbed energy calculations to some extent; nevertheless, the trend of rate-dependent mechanical behavior is not altered fundamentally. Tensile stress–strain curves under different strain rates: (a) 1.0 × 10−3/s; (b) 1/s; (c) 10/s; (d) 100/s; (e)200/s; (f)500/s.
The trend of strain-rate-dependent mechanical properties
The tensile strength, elongation, and absorbed energy of SMCs under various strain rates are presented in Figure 4, among which the tensile strength exhibits the most pronounced rate sensitivity. Particularly a linearly increasing trend is observed between the strength and the Mechanical properties of SMCs with various strain rates: (a) tensile strength; (b) elongation; (c) absorbed energy.

By integrating the stress–strain curve of SMCs, the strain-rate-dependent energy absorption is shown in Figure 4(c). Overall, the energy absorption demonstrates an increasing trend with higher strain rates, which can be attributed to the enhancement of material strength as previously mentioned. Particularly, the composites achieve energy storage by sacrificing their viscoelastic behavior when the strain rate surpasses 100/s, resulting in an improved energy absorption capacity.
The impact of strain rate on material variability

Actually, on one hand, the variability of strain value of SMCs is governed by the average number of chips in the through-the-thickness direction. 1 Thinner specimens are expected to have higher variation in strain distribution, whereas the specimens prepared in this study have a thickness of merely 1.25 mm. On the other hand, the size effect of the specimens cannot be neglected when considering the dispersion of mechanical performance obtained from experiments. 29 Due to the random orientation and large size of chips (4 mm wide and 25 mm long in this study), the architecture of SMC specimens is highly heterogeneous at a large scale, not only resulting in the variability of the strain hotspots and fracture location but also becoming more pronounced on the maximum strain under dynamic conditions as the strong correlation of stress waves. These factors can all contribute to the significant variability in the failure process of SMCs. Additionally, the accuracy of testing techniques under high strain rate serves as another important factor influencing the variability.
Discussion
The macroscopic failure morphology and microscopic damage characteristics of SMCs are analyzed in the section to provide a comprehensive understanding of the physical mechanism underlying the rate sensitivity of material failure behavior.
The strain-rate-dependent fracture morphologies of SMCs are shown in Figure 5. A notable feature is that the damage area of specimens significantly increases with increasing strain rate. Under quasi-static conditions, the fracture surface appears relatively flat, with fiber fracture and interface debonding as the main failure modes.
30
However, extensive interlaminar delamination of chips, called as pseudo-delamination, and fiber pull-out along the layering direction are observed on the damage surface at a high strain rate. According to the study of Shirinbayan et al,12,14 the elevated strain rates facilitated a transition in the failure mechanism of SMCs from interface debonding to pseudo-delamination, and the latter can possess the higher absorbed energy during elastic and damage stages. In this study, the occurrence of pseudo-delamination also results in a larger area of material deformation and damage, thereby promoting the enhanced absorption of impact energy. Fracture morphology of SMCs under different strain rates: (a) 1.0 × 10−3/s; (b) 10/s; (c) 500/s.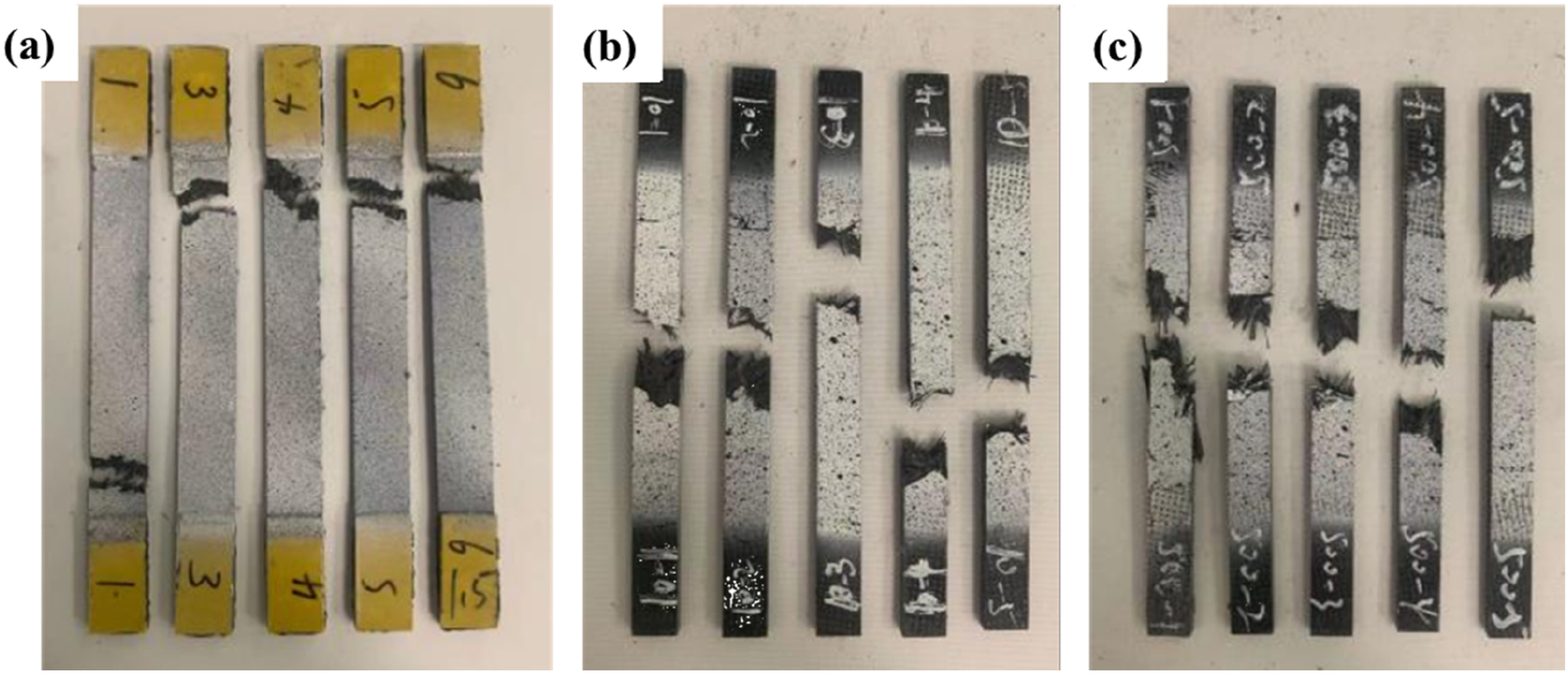
At the identical strain rate, notable differences in the fracture location and morphology of specimens are also observed. As previously mentioned in Table 1, it stems from the presence of size effects and geometric characteristics of thin specimens.
The strain distributions for the specimens corresponding to the curve in Figure 3 under quasi-static and 500/s conditions provide further insights into the fracture behavior of SMCs (Figure 6). Although several local strain hotspots appear at elastic stage due to the heterogeneous microstructure,31,32 a distinct strain concentration band is formed on the specimens upon entering the plastic deformation phase, which gradually expands throughout the entire plastic damage stage until final fracture. Compared to the quasi-static condition, the concentration band under high strain rate becomes more extensive, resulting in a more pronounced damage morphology, and ultimately elevating the energy absorption capacity of SMCs. Evolution of surface strain distribution for the specimens under different strain rates: (a–d) 1.0 × 10−3/s −2; (e–h) 500/s−2.
Interestingly, despite the visual damage initiates at the free edges, the initial strain concentration band occurs at the center of the specimen, mainly attributed to the presence of inherent weakness with the SMCs, such as void and resin pockets (Figure 2(d)). It is also the primary reason for the notch insensitivity observed in the previous research.18,29 Besides, it should be mentioned that the strain levels shown in Figure 6(c) and (d) are relatively high under quasi-static condition, which is related to the presence of internal damage and crack initiation within the specimens.
The SEM images of the fracture surfaces for the specimens at quasi-static and strain rate of 500/s further confirm the transition in failure modes of SMCs (Figure 7). Under the quasi-static condition, the material primarily exhibits fiber/matrix debonding and intra-bundle splitting, with numerous fractured filaments and fragmented resin matrix. The exposed fiber surfaces present a smooth appearance (Figure 7(b)), suggesting the adhesive failure for interfacial resins.
3
At high strain rates, the proportion of the pseudo-delamination of chips, with the observation of bundle-like splits, increases while the fiber filament fracture is notably diminished. This phenomenon demonstrates the dominated failure mode shifts from debonding to pseudo-delamination. The trend is expected to become even more pronounced at higher strain rates. In Figure 7(d), the fiber surfaces surrounding by partial resin indicate a certain degree of reinforcement at the fiber/matrix interface, where the occurrence of adhesive failure is not particularly severe but is accompanied by cohesive failure.
19
Micro-scale morphology of fracture surface for the specimens under different strain rates: (a) 1.0 × 10−3/s −2; (b) 500/s −2.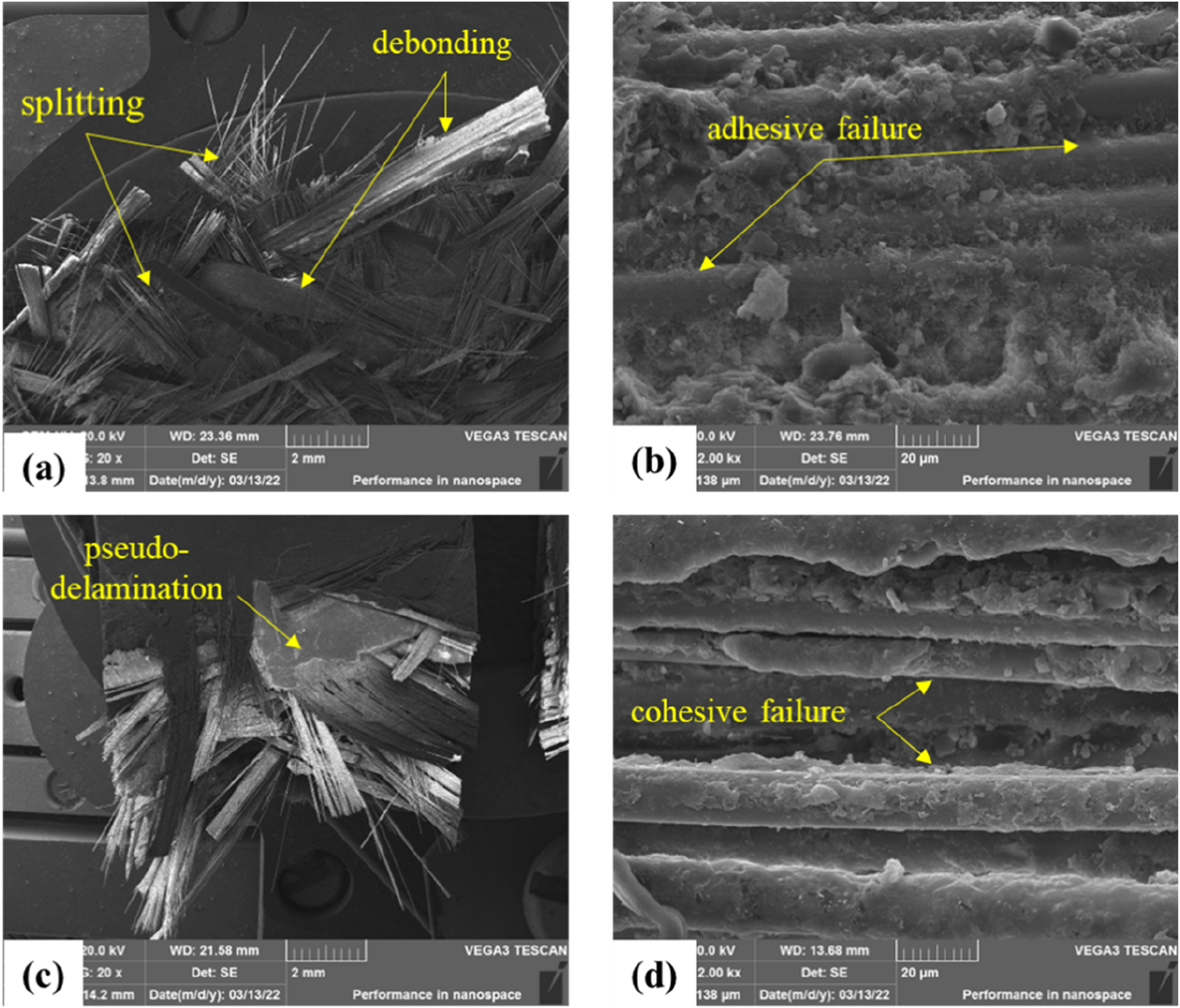
Conclusion
The study aimed to investigate the energy-absorbing response and dispersion of UP-resin matrix SMCs under different strain rates. The quasi-static and dynamic tensile behaviors were examined within the strain rate range of 1.0 × 10−3/s to 500/s. By combining DIC analysis with macro/microscopic observation of fracture surfaces, the strain-rate-dependent tensile failure behavior and energy-absorbing enhancement mechanisms were studied. The main findings of the study are as follows: (1) The tensile strength and absorbed energy of SMCs are highly sensitive to strain rate, while the elastic modulus and elongation exhibit rate-independent behavior. Meanwhile, the absorbed energy significantly influenced by the plastic damage behavior in the nonlinear stage demonstrates the highest variability. (2) The broader extent of damage regions and the transition of the failure mode from debonding to pseudo-delamination are the main enhancement mechanisms in energy absorption of the material under high strain rates.
Footnotes
Acknowledgments
This research did not receive any specific grant from funding agencies in the public, commercial, or not-for-profit sectors. Data supporting this study are included within the article.
Author contributions
Yanbo Li: conceptualization, methodology, investigation, data curation, and writing—original draft. Guangmeng Yang: conceptualization, investigation, data curation, writing—review and editing, and supervision. Zishan Chen: investigation and data curation. Zhenyu Han: investigation and data curation. Qingliang Shen: investigation and writing—review and editing.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.