
Abstract
A novel composite tandem sandwich structure made of aramid fabric and aramid honeycomb, impregnated in a matrix of epoxy resin combined with poly (vinyl butyral), PVB, is proposed. The composite was additionally reinforced with a small concentration of titanium diboride nanoparticles, TiB2, to study its effect on impact resistance. Sandwich composite samples were fabricated by impregnating the aramid fabrics and honeycomb in subsequent layers with the system epoxy/PVB/TiB2. Their mechanical behavior was examined through three-point bending test, Charpy impact test, and compressive test. The chemical reaction between PVB and epoxy resin, and chemical inertness between the nanoparticles and the other constituents were confirmed by FTIR analysis. The flexural strength and stiffness increased by 27.6% and 62.5%, respectively, in the presence of TiB2 reinforcement. Impact tests showed increase of 104% in impact toughness in the case of samples with TiB2. Nano TiB2 did not increase compressive strength of the proposed sandwich structure, but it improved its stiffness and reduced the permanent deformation. The achieved improvements in mechanical resistance make this new composite structure a promising candidate for automotive, airspace, naval, civil engineering, sports equipment industry, and for use in defense technologies.
Keywords
Introduction
Traditional blast and impact protective solutions widely used by both civil and military sector were typically monolithic and based on steel, aluminum, and ceramic materials.1–4 Lately, there was an increased interest in light-weight protection, especially in aerospace industry, in design of light-weight ships and vehicles, marine equipment, body armor, and sport equipment.5–9 Most of the solutions for this purpose are focused around metallic sandwich structures, monolithic ceramic and ceramic matrix composites, fiber based composites,10–13 as well as multilayer designs, like tandem sandwiches.14–16
The composite sandwich structure is distinguished for its high stiffness-to-weight ratio and excellent energy absorption capabilities in dynamic impact events.17–19 The skins of a composite used for the light-weight impact protection and for the light vehicle armor are often made of fibers that offer excellent mechanical properties, tailorability and hybridization.20–25 The polymeric fibers are especially suited for this purpose.26,27
The composite’s response to impact is primarily influenced by the sandwich core choice.19,28 Kolopp et al. demonstrated that aramid honeycomb provides good impact performance, while decreasing weight and back indentation of the composite. 12 This behavior is attributed to high toughness, which is caused by its multi-stage failure mechanism.29,30 Several authors reported its excellent out of plane strength in both static and high strain rate loading conditions,17-19,31 including flatwise compression, three-point bending, and compression and bending after impact test. However, there is not a lot of research data of Charpy impact value of composite sandwich structures. 32
Skins and core are bonded together by a thermoset resin such as epoxy that provides continuous support for the skins keeping it in place. The brittle property of epoxy can be modified and its impact toughness improved by addition of certain amount of thermoplastic elastomer, such as poly (vinyl butyral), PVB.33–37 This is achieved through creation of chemical ties. The recommended amount of PVB for this purpose is between 4% and 6%. 38
Additional significant improvements of mechanical properties can be achieved with nanofillers. Metal borides from group IV of the periodic table, such as titanium diboride, TiB2, are the most suitable for this purpose. They are characterized by high melting point, thermodynamic stability, high hardness, high strength to density ratio and durability, and superior wear and corrosion resistance.39,40 TiB2 was initially used for specialized applications in areas like impact resistant armor, cutting tools, crucibles, and wear resistant coatings.41–44 Although the studies of its effect on the mechanical and tribological properties of polymer composites are very limited, some research suggests its properties make it suitable for improvement of fracture toughness 45 and a good candidate for reinforcing filler of various polymer composites.23,46 The study by Yuan et al. from 2017 23 showed that TiB2 filled hybrid Nomex/PTFE fabric composites acquired significant improvements in hardness and tensile strength compared to pristine samples. Recently, Bajić et al. 46 demonstrated that use of TiB2 nanostructures leads to significant increase of the tensile strength and hardness of the polymer binder. The authors suggest that this new composite binder could be used as a matrix for high-performance composite laminates.
Tandem honeycomb structure has been viewed as an excellent energy absorption device and it was used as a buffer appliance for impact energy absorption in various systems.14,15 The exceptional performance of this configuration is granted by its transit deformation zone at densification stage, all the while maintaining the same loadbearing capacity of a single layer composite. 14 While the previous research was focused around aluminum honeycombs, the performance of systems with Nomex core and composite face sheets is still not well studied.
This paper has two objectives: (i) To propose a design of a new kind of light-weight multi-layer sandwich structure of improved mechanical properties and of high impact resistance and (ii) To evaluate the benefits of TiB2 nanoparticles as of a reinforcement for impact protective systems. Proposed sandwich structure is based on aramid fabric skins and aramid honeycomb core. The adhesive binder is made of epoxy and poly (vinyl butyral), PVB, and reinforced with nanoparticles of titanium diboride, TiB2. The properties of the system were determined based on three-point bending, compression, and Charpy impact tests.
Materials and experimental methods
Materials and specimens
Materials used
Kevlar aramid fabric, weight 300 g/m2, with Dupont® Kevlar® yarn in a 2 × 2 twill weave (Easy Composites Ltd UK), and aramid paper honeycomb structure with 3.2-32 core, thickness of 2 mm and weight approximately 64 g/m2 were used (Figure 1). Kevlar twill aramid fabric (a) and aramid paper honeycomb core (b).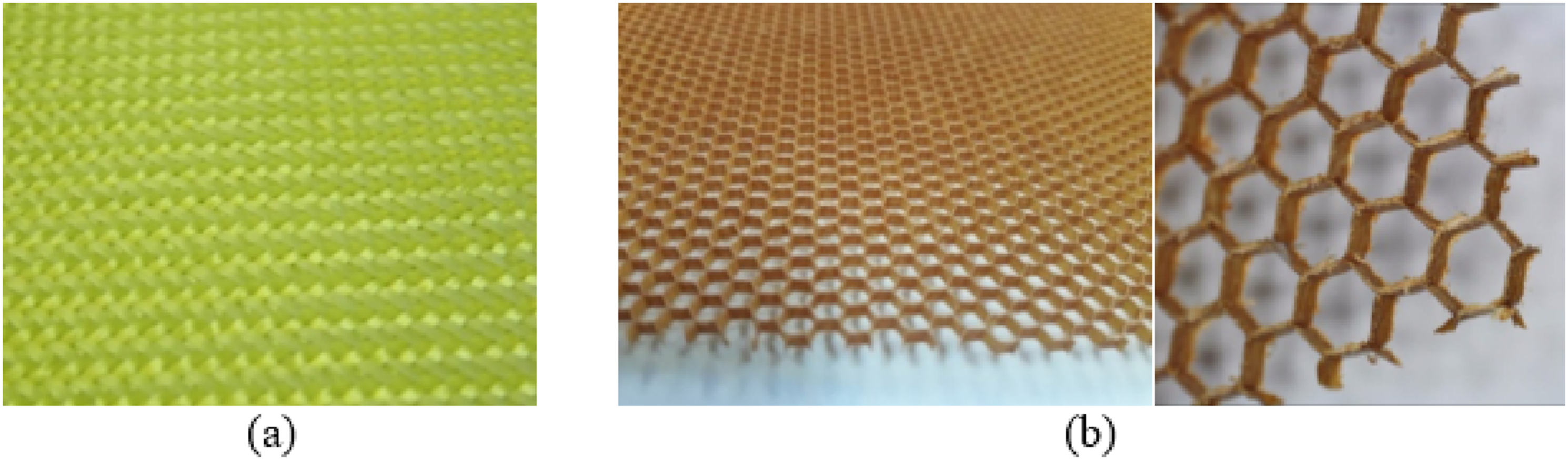
As an impregnating matrix binding Kevlar fabric pieces as skins and aramid honeycomb in between, a combination of epoxy and hardener with polyvinyl butyral (PVB) was used. PVB powder Mowital B60H was obtained from Kuraray Specialties Europe, and ethanol 96%, in which PVB and nanoparticles were dissolved was obtained from Anachem, Serbia. Epoxy resin L 385 and hardener 386, kit/1.35 kg combination was purchased from Hexion. Titanium diboride nanoparticles, TiB2, were purchased from Getnanomaterials USA. 47 Declared particle size of nanoparticles was 100–200 nm, and their purity was 99.5 %.
Fabrication of tandem sandwich panels
The composite samples were prepared according to the Figure 2. This 3-step procedure is commonly used for fabrication of prepregs.21,22 In Step 1, Epoxy (component A) and PVB were measured and dissolved in ethanol as a 50 wt% solution. In total polymer mass, PVB was taken in 5 wt% and epoxy resin 95 wt%. Step 1a is needed in the case of nano-reinforced specimens to disperse TiB2 particles in ethanol using ultrasonic probe Bandelin SonoPuls during 15 min at 45–60 W. Ultrasonication was applied in order to deagglomerate the nanoparticles and to provide their uniform dispersion in the polymer matrix since they usually tend to agglomerate. This dispersion is added to epoxy (component A) and PVB from Step 1. In the Step 2, polymer is mixed using a vertical mechanical stirrer (Witeg HS 100D, appropriate for viscous fluids), for another 10 minutes at a mixing speed of 300–350 rpm. Hardener (component B of the epoxy resin) was added to the polymer mixture and entire blend was stirred briefly. This homogenized uncured polymer matrix was used for the aramid fabric impregnation and for fixation of the honeycomb in the Step 3. After the ethanol had evaporated, the sandwich panels were transferred to a heating oven, where epoxy resin hardened and chemical reaction between PVB and epoxy resin occurred. Curing of the panels occurred for 24 hours at a constant temperature of 20°C. Fabrication process of polymeric matrices and aramid sandwich composites.
The composite consisted of 3 layers of the aramid fabric with 2 honeycomb cores between them. The PVB content was 5 wt% of the amount of epoxy resin,
38
and the concentration of TiB2 nano-reinforcement was 2 wt% of the total polymer mass. The average thickness of the produced panels was approximately 5 mm across the panel, based on the dimensions of all specimens that were cut-out for mechanical testing. The samples were labeled as follows:


The good quality of aramid fabric and aramid paper honeycomb were confirmed in preliminary tensile and compressive tests. The polymeric matrix quality was discussed in a study performed by Bajić et al., 46 which showed that small variations in tensile strength should be expected. This could explain a slight dispersion of the results of mechanical tests presented in later chapters.
Size characterization of TiB2 nanoparticles
The average particle size and particle size distribution of TiB2 nanoparticles were examined using particle size analyzer (PSA) 1090 Anton Paar GmbH. This is a laser diffraction particle size analyzer supplied with an integrated mechanical stirrer, peristaltic pump, and an internal ultrasonic bath. Measuring range for the wet samples is from 40 nm to 500 μm.
Microscopy
JEOL JSM-6390 scanning electron microscope with Oxford Max EDS device was used to observe the morphology of TiB2 nanoparticles as received, and the dispersion of TiB2 nanoparticles in the polymer matrix, where EDS mapping was performed to see the uniformity of the nanoreinforcement`s dispersion throughout the sample of the polymer matrix and in the composite specimen after the Charpy impact test. The samples were gold-coated during 100 seconds, using Bal-Tec SCD 005 Sputter Coater.
Optical microscope Delta Optical Smart PRO Microscope 5MP was used for quality inspection of the prepared sandwich structures and for the analysis of the test specimens after the mechanical testing, in order to observe their appearance and estimate localization of the break-down. The failure mechanisms after the impact test and after the three-point bending were analyzed using an optical stereo microscope type Leica M205 A.
FTIR analysis
With the aim to confirm the chemical reaction that occurs between PVB and epoxy resin, Fourier Transform Infrared Spectroscopy (FTIR) was applied. This analysis was also applied to confirm the chemical inertness of the nanofiller, TiB2, with the other two components of the polymer matrix. FTIR device Thermo Nicolet iS10 with ATR (Attenuated Total Reflection) sampling technique was used. Being a non-reactive structural elements of the composite, with limited possibility of chemical interactions, aramid fabric and aramid honeycomb were not analyzed. It is known that aramid has poor interaction with common matrices, limited mostly to weak Van der Waals, electrostatic, and π bonds. 30 Although p-aramid fibers are sometimes functionalized in order to improve their interaction with polymer matrix in structural composites, or surface modification of aramid fibers are done to improve the surface chemical activity and increase the surface roughness, for better chemical bonding and mechanical interlocking between fiber and matrix,48,49 in this research this was not done. This is why aramid fabrics and honeycomb were considered chemically inert in the chosen polymer matrix, as proven in earlier research. 50
Mechanical testing procedures
The appearance of the specimens of the composite samples for mechanical tests and individual dimensions are given in the Supplementary file, in Figures S1, S3 and S5, and in Tables S-S3.
Three-point bending test
Elastic and failure behavior of the aramid honeycomb sandwich composite specimen without and with TiB2 nanoparticles were studied. The test was carried out in accordance with ASTM D 7264/D 51 standard on the Schenck Trebel RM100 universal testing machine.
The average dimensions of the tested specimens were: 130 mm × 13 mm x 5 mm. A span was taken as 20 times the average thickness of the specimen, leading to the span of 100 mm and the total length of 130 mm. Tests were performed with the crosshead speed of 1 mm/min. The radius of punch and supports was 3 mm. The force was applied to the specimen through a fixed loading nose, securing the uniform contact between the loading nose and the specimen across the specimen’s width. The tests were conducted until the deflection limit of 30 mm was reached.
Charpy impact test
This test was carried out on Zwick Charpy impact machine with maximum impact energy of 7.5 J in accordance to ASTM 5942 standard. 52 The tested specimens were unnotched, with the dimensions of approximately 55 mm × 10 mm × 5 mm. The toughness was determined as the absorbed energy of impact per unit area of the cross-section of the sample. Five specimens were tested for each composite sample, with and without TiB2.
Compression test
Sandwich specimens were tested on Shimadzu ServoPulser testing machine in accordance with ASTM C365-00 standard. 53 The average specimen dimension was 30 mm × 30 mm 5 mm. Tests were performed with a crosshead speed of 5 mm/min. Compressive strength of the specimens, their stiffness, and load–displacement relationship were determined. The same procedure was used to perform quality control of the aramid paper honeycomb structure.
Experimental results and discussion
Composites quality control-microscopy
The appearance of the nanoparticles of TiB2, as received from the supplier, was observed with SEM and it is shown in Figure 3. As it may be observed, they are agglomerated to an extent and not very uniform in their size. TiB2 nanoparticles (as received).
Figure 4 shows the polymer matrix epoxy/PVB with the dispersed nanoreinforcement, as well as EDS maps of the detected elements. EDS map of nano-reinforced polymer matrix reveals the main constituents of organic compounds molecules of epoxy resin and PVB (besides H, which is not detectable by EDS), but Ti and B are separately extracted, to make sure that the distribution of the nanoreinforcement is uniform throughout the matrix and that the ultrasonic deagglomeration was successful. Figure 5 shows the SEM image of the composite AHEP/TiB2, with EDS map of Ti and B distribution. SEM image and EDS map of polymer matrix with incorporated TiB2 with extracted dispersion of Ti and B. SEM image and EDS map of composite sample AHEP-TiB2 with extracted Ti and B distribution over the sample.

As it may be noted on the segment recorded in Figure 5, the deagglomeration and uniform distribution of Ti and B (from TiB2) is well achieved throughout the sample, due to applied ultrasonication and mechanical stirring during the sample preparation.
Optical microscopy has provided an insight in the quality of the prepared samples on the macro-scale. A good and uniform impregnation of the aramid fabric with the composite bonding matrix was confirmed. A good quality of the sandwich samples was also observed: distribution of the bonding matrix was mostly even, placement of the aramid fabric layers was equidistant, and the honeycomb cores were properly positioned, without any obvious deformations (Figure 6). (a) Aramid fabric impregnated with system epoxy/PVB/2 wt% TiB2, (b) edge of the composite after the curing, (c) cross-section of the sandwich composite samples with and without TiB2.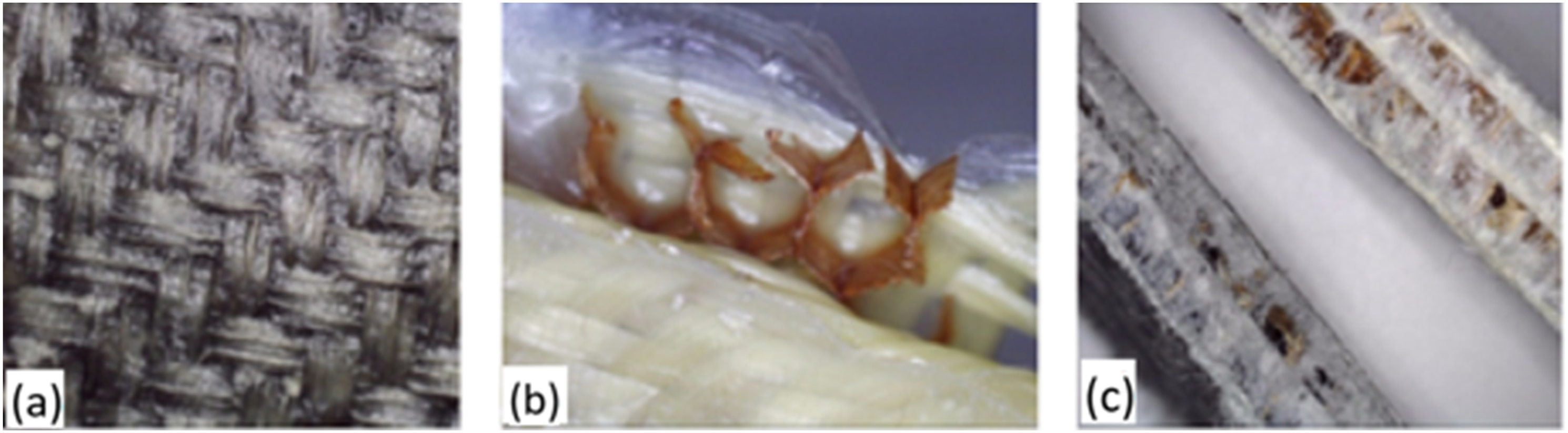
There are some small parts of the aramid surface which are not evenly covered, probably due to bubbles formation during ethanol evaporation and the manual preparation. Observing the edge of the compacted sample, it can be concluded that the honeycomb is well stuck between the skins and that the resin penetrated the cells well, keeping the layers in place. In minor areas of the composite’s cross-section the honeycomb cells are not completely filled with the polymer matrix, but that is not necessary to keep the components of the composite in place.
PSA results
Particle size distribution by volume is shown in Figure 7. The test was run in serial mode, in several repetitions, and it is clear that the obtained distribution curves are practically the same. The values of average particle diameters from three runs are given in Table 1. Particle size distribution. Average particle diameters from three runs.

Since in these three runs the mean particle size D50 is from 211.4 nm–212.6 nm, it shows that the results are in accordance with the declared particle size from the manufacturer, but closer to the higher value. On the particle size distribution curve there is a significant lower but broader peak at about 1–1.5 µm, indicating the presence of the agglomerates. This is why the ultrasonication was applied in samples manufacturing process, to enhance the particles dispersion in the epoxy/PVB system and to achieve the homogeneity of the polymer matrix.54,55
FTIR analysis results
FTIR spectra are given in Figure 8 for all compounds: the sample before curing (PVB/epoxy before curing) and two samples after curing (PVB/epoxy after curing and PVB/epoxy/2 wt%TiB2). Similar characteristic peaks for PVB and epoxy component may be observed. FTIR spectra for the examined individual components and composite binders.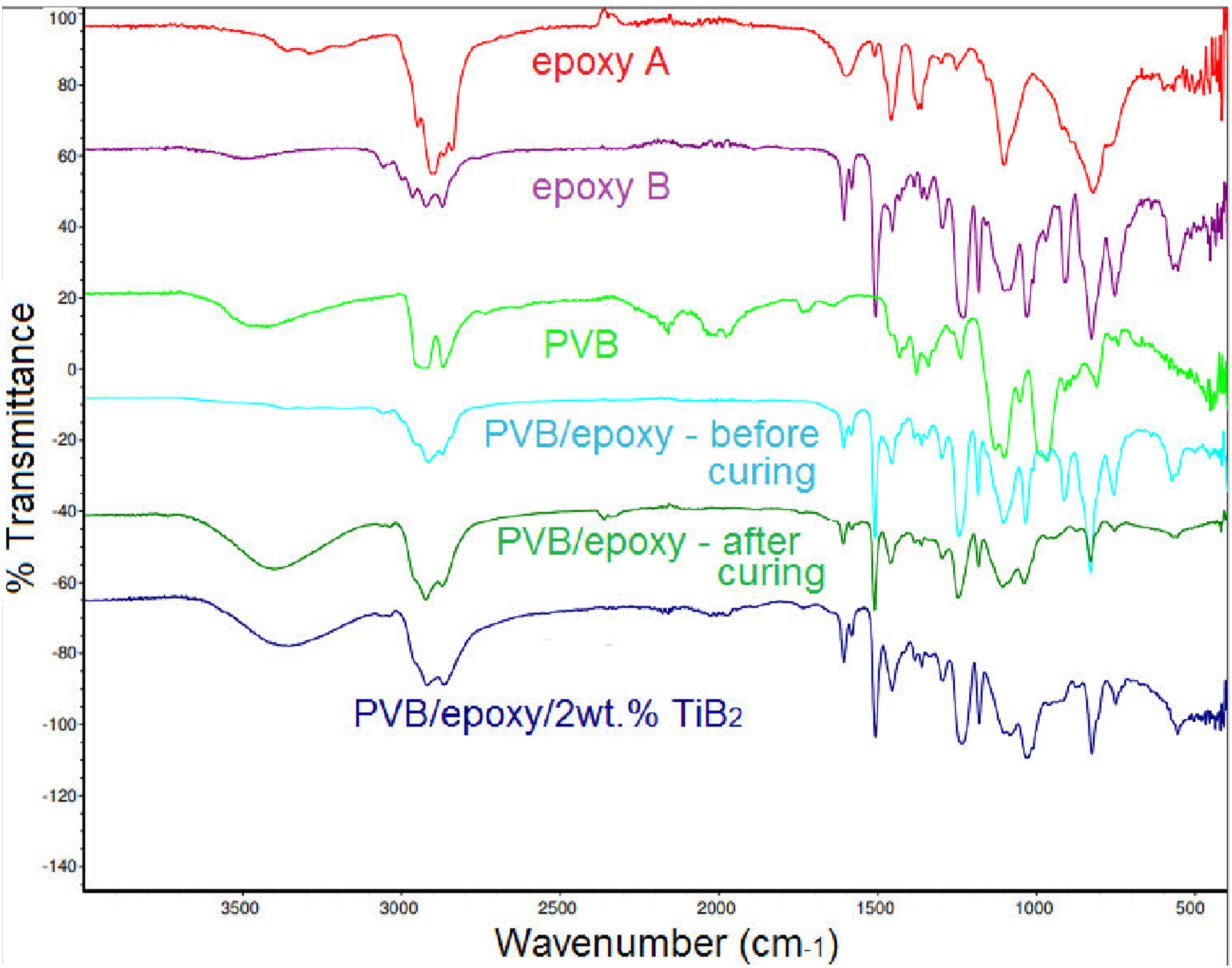
The characteristic peaks for epoxy component are: a prominent peak from secondary hydroxyl groups around 3460 cm−1; from the ester carbonyl stretching at ∼1635 cm−1; and from the presence of epoxide groups the absorption bands around ∼905 cm−1. For PVB, which consists of three different monomer units randomly ordered, there are peaks for vinyl butyral (VB), vinyl alcohol (VA), and vinyl acetate (VAc). There are OH stretching vibration bands at 3490 cm−1, absorptions from the presence of acetal functions in the region between 1050 and 1150 cm−1, band at 1740 cm−1 from the acetate group, and at 3490 cm−1 from OH (VA). There are bands at 2850 cm−1 and 3000 cm−1 from aliphatic groups (CH3, CH2, CH); 1400 cm−1 and 1280 cm−1 for alkynes, at 1740 cm−1 from C = O (VAc), 1200 cm−1 for ester, 1100 cm−1 from C–O–C (VB), and there is a band at 960 cm−1 for acetal group (VB). 56 FTIR spectrum registered for the sample after the curing reaction shows presence of three characteristic peaks: peak of OH group around 3450 cm−1, peak of acetate group at ∼1740 cm−1 from PVB and characteristic group at around 2400 cm−1, which confirmed that the chemical reaction between PVB and epoxy resin took place.
The characteristic peaks of crosslinked PVB with epoxy resin are also observed in the sample of composites containing 2 wt% of TiB2. As for the presence of TiB2, it may be concluded from the registered curve that these nanoparticles do not interact chemically with the resin system. This indicates only physical interaction between the nanoreinforcement and the polymer matrix. Also, this means that the effects of TiB2 addition are a consequence only of the inherent properties of these particles and the mentioned physical interactions. Maybe, if the concentration of the added TiB2 would have been significantly higher, it might have affected the crosslinking of epoxy, but with this small concentration it does not disturb the interaction of the polymer chains with the hardener, or the interaction of PVB with epoxy.
Compression strength of aramid honeycomb
Very good match of the compression behaviors is observed for the three specimens, with a coefficient of variation for the compressive strength of 2.81%. Mean maximum compressive strength and initial stiffness of the aramid papers is found to be 85.6 MPa and 1.36 GN/m, respectively. Mean response curve is shown together with the sandwich composite specimens in the Figure 14. The crushing of the specimens occurs gradually in a folding process described by Longquan et al.
56
Failed specimens, given in the Figure 9, show the collapsed cell walls, as a part of failure mechanism that will take place in the sandwich composite. Aramid honeycomb after compression test.
Three-point bending response of sandwich composite
A minor scatter of the measurements, observed for each group, is attributed to the manual fabrication of the sandwich panels. This could have led to a certain asymmetry of each of the specimens, to their varying thicknesses and to differences in the matrix distribution. Another reason can be attributed to measurement errors. As deflection history was recorded using the measuring system of the testing machine, it corresponds to the motion of the loading nose relative to the supports. This method cannot capture the rotation of the specimen, and it does not take into the account the compliance in the loading nose or the crosshead of the testing machine. The deflections can be more precisely measured by placing a transducer under the specimen at the center of the support span. Conditions such as testing environment, rate of straining, and conditioning were the same for all of the specimens, therefore not affecting the results.
Flexural strength and modulus of elasticity of non-reinforced and reinforced samples.


Stress–strain average curves for non-reinforced and TiB2 reinforced groups of specimens.
The elements of failure are typical of honeycomb sandwich structures, include delamination, and elements of shear deformation: elastic deformation of honeycomb cells, permanent deformation and debonding failure at the cells’ interfaces, failure of the matrix in cells, and debonding fracture at core-skin.
57
The deformed specimens are shown in Figure 11 together with the stereomicroscope image of the point where the loading nose was in contact with the sample. The main difference between the two groups of specimens is larger deflection and the presence of a more pronounced dent at the contact with the nose of the loading machine in the case of AHEP specimens. The smaller deflection in the case of nano-reinforced specimens shows that matrix has better adhesive properties than non-reinforced specimens. The presence of nano-reinforcement improves the physical interaction between the constituent materials increasing their strength and stiffness. Specimens after the three-point bending test: (a) AHEP, (b) AHEP/TiB2 and (c) stereomicroscope image of the bending deformation of the sample AHEP.
Charpy impact response of the sandwich composite
Impact resistance of the examined sandwich composite samples.

Both the samples with and without TiB2 have a similar appearance after the impact, but the nano-reinforced samples are less deformed. A complex failure of sandwich composites that involves several deformation components in the break-down mechanism may be seen in the Figures 12 and 13, which demonstrate the localized deformation of the examined honeycomb sandwich samples and prove beneficial effect of TiB2 ceramic nanoparticles on the impact response. The overall appearance of the specimens after the Charpy impact test may be observed in Supplementary document in the Figure S4, and individual results for each tested specimen in Table S2. Stereo microscope images of the localized failure – sample AHEP: (a) appearance after the Charpy impact test with delamination, (b) central failure, honeycomb deformation and delamination of the polymer matrix, magnification ×70, and (c) central failure, honeycomb deformation, magnification ×18. Stereo microscope images of the localized failure – sample AHEP/TiB2: (a) appearance after the Charpy impact test, (b) polymer matrix breakage at the honeycomb, and (c) central failure, honeycomb deformation and polymer matrix delamination from the honeycomb wall, magnification ×32.

Some specimens experience a significant delamination, and the other have a more prominent curvature after the structural failure. A skin wrinkling and a local indentation on the place of the impact are present where the core failure is total. This behavior resembles a combination of the compressive and shear deformation of the honeycomb composite, which took place very fast, during the impact, as described in literature. 28 The following failure components of compressive deformation may be observed: a plastic buckling of honeycomb cell walls and debonding fracture at honeycomb core-skin interfaces, followed by fracture of the polymer matrix layer on honeycomb cell walls. The components of shear deformation of the honeycomb are a plastic deformation and debonding fracture at the interfaces between the cells, fracture of the polymer matrix in cells, and finally debonding fracture at core-skin. Deformation is localized in the area of force induction. Similar failure mechanisms and similar deformation components were reported in the studies of the low-velocity impact response of the thermoplastic honeycomb sandwich panels and aluminum honeycomb sandwich structures.31,58 It can be observed that both groups of samples remained in one piece, unbroken. This is a result of a high modulus fibers used for the sandwich composite and this behavior is in accordance with other studies of such materials.22,23,29,30,33
In AHEP, the deformation of the honeycomb is localized in the place of contact with the impactor (place of deformation action) where the deformation of the honeycomb and delamination can be observed. The deformation of the honeycomb is therefore only of a local character and in these samples the binder is a weak point because it has failed. Also, in this sample it may be observed that the first honeycomb (closer to impactor) has suffered greater deformation. This may indicate that if more layers of the honeycomb would be included, the final deformation might be much lower, that is, that multi-layer tandem sandwiches made of these components might be extraordinary resistant to impact. As for the AHEP/TiB2, the situation is slightly different because the binder looks much stronger—there was a crack in the honeycomb but no such invasive delamination.
After three-point bending tests and Charpy impact tests, it can be said that in the case of sandwich material, deformation of the honeycomb occurs only locally, that is, at the places where load is introduced and that there is only partial transmission of deformation that reflects in delamination of the skins.
Compression behavior of sandwich composite
Thickness after compression, ratio of thicknesses before and after the compression and average compressive strength.

aStrength was properly registered only for one out of three samples.
In the contrast to thicker honeycomb structures in which case the strength is largely dictated by the folding of the honeycomb walls as described by Longquan et al,
57
in this study the core does not experience the drop in the compressive strength, rather the stress gradually increases due to the layer densification. However, two distinct types of sandwich composite collapse modes are observed: regular and progressive (Figure 14). In the case of AHEP, both types are present. The regular collapse indicates that the failure of two honeycomb cores occurs simultaneously, whereas as in the progressive collapse type, honeycomb cores are crushed successively. In the latter case, the step present on compression curves is a consequence of the physical nature of the samples, that is, of the tandem sandwich composite structure: first one of the incorporated honeycomb cores has collapsed, and then the other. This could be the result of a small defect in one of the honeycomb layers that led to earlier failure initiation compared to the other honeycomb layer. When the cores deform simultaneously, the composite behaves similarly to the single honeycomb structure, but shows a lower stiffness and higher deformation capacity. Compression response of sandwich composites and aramid paper honeycomb.
Addition of TiB2 nanoparticles did not improve the compressive strength of the sandwich composite, but it seems that it changed the failure mechanism. On the other hand, TiB2 reinforced binder improved the stiffness of the specimens significantly, being even higher than the stiffness of the single aramid paper honeycomb. This is expected since the added TiB2 reinforcement is a ceramic material, in form of rigid reinforcing particles.
24
The stiffness reduction in the case of AHEP is explained by the nature of the multi-layer composite which increases the overall ductility of the composite by allowing the gradual deformation through consecutive densification of each honeycomb layer. The average height of specimens before (
The appearance of the failed specimens is shown in the Figures 15 and 16. Some random empty cells may be observed in the honeycomb structure, as mentioned above. Specimens after compression test: (a) Nomex honeycomb, (b) AHEP and (c) AHEP/TiB2. TiB2 reinforced sandwich specimens after compression test.

Conclusions
New configuration of a sandwich composite for improved impact protection is proposed. Its fabrication process and mechanical properties are discussed together with the benefits of TiB2 nanoparticle reinforced binder. The mechanical properties of specimens with and without nanoreinforcement were studied in the series of laboratory tests. The results provide a good basis for future investigations and the main conclusions of the work are: - Reaction of thermoplastic polymer PVB with epoxy was observed in FTIR analysis; - TiB2 nanoparticles showed only physical interaction with polymers; - The proposed sandwich structure proved to be of high impact resistance; - An improvement of 104% in impact toughness is observed for specimens reinforced with 2% of TiB2; - Addition of 2% TiB2 nanoparticles lead to improvement of both flexural strength and flexural stiffness, 27.6 %, and 62.5 %, respectively; - Nanoparticles did not improve the compressive strength, but have altered the failure mechanism, significantly increased the stiffness of the composite and reduced the permanent deformation; - The sandwich specimens do not significantly transmit deformation through panel, the deformation has local character, on the honeycomb in the points of deformation input, and only delamination may occur in further areas of the material; - Multi-layer tandem sandwiches based on proposed components might be extraordinary resistant to impact due to progressive failure of core layers
Supplemental Material
Supplemental Material - Impact resistance of aramid honeycomb tandem sandwich composites reinforced with TiB2
Supplemental Material for Impact resistance of aramid honeycomb tandem sandwich composites reinforced with TiB2 by Damjan Čekerevac, Danica Bajić, Srđa Perković, Bojana Fidanovski, Jelena Marinković, Vesna Pejović, Constança Rigueiro, Eduardo Pereira, and Aldina Santiago by Composites and Advanced Materials.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Science, Technological Development and Innovations of the Republic of Serbia, Contract No. 451-03-65/2024-01/200325; and the Portuguese Ministry of Science, Technology and Higher Education (Ministério da Ciência, Tecnologia e Ensino Superior) under the individual contract [Grant SFRH/BD/146533/2019].
Supplemental Material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.