
Abstract
Using wood as the core blockboard material has affected forest exploration, which causes damage to the ecosystem and the environment. The availability of large amounts of bagasse and styrofoam waste has become a potential alternative to replace wood. This study evaluates the properties of blockboards made from a composite of bagasse waste particles as the core layer, combined with thin plywood as the face layers, and styrofoam waste as the matrix for the bagasse particle composites. The blockboards were prepared through cold compression, and the effects of particles size and the ratio of particles to styrofoam on physical and mechanical properties such as density, moisture content, water resistance, bending strength, internal bond, and screw withdrawal resistance were investigated. The results demonstrated a linear improvement in both physical and mechanical properties with an increase in styrofoam content and a decrease in the particle size of bagasse. The blockboard with fine particles and 70 wt % of styrofoam exhibited the highest density of 0.59 g/cm3, moisture content of 8.54%, water absorption resistance of 33.71%, bending strength of 11.88 MPa, internal bond of 0.64 MPa, and screw withdrawal of 823.36 N. An increase in the density of the core layer was found to enhance all physical and mechanical properties of the blockboard. Consequently, the blockboard produced exhibits the potential to serve as an alternative to traditional blockboards.
Introduction
Blockboard, a popular engineered wood product, plays a significant role in the contemporary furniture industry. In 2022, Indonesia aimed to manufacture approximately 203.000 cubic meters of blockboard for use in furniture production. 1 Beyond its application in furniture, including tables, kitchen cabinets, and lightweight doors, blockboard finds suitability in interior design projects like flooring, partitions, wall panels, and dividers. Blockboard is characterized by its composition, comprising a core layer composed of solid wood strips arranged side by side, complemented by face layers that can consist of veneers sourced from plywood, medium-density fiberboard, and high-density fiberboard. 2
Several studies have investigated the physical and mechanical properties of blockboards made from date palm waste trunks,3,4 kiri and spruce wood,2,5 oriental beech and black poplar woods, 6 Pinus sp, 7 and Pinus oocarpa, Castilla ulei, and acrocarpus fraxinifolius. 8 Nazerian et al. 2018 9 reported the effect of glue type and joint on the bending strength of blockboard made from the wood species Fir, Beech, and Oak. Their work revealed that the bending strength increases when short slats are half-jointed or end-to-end mitered joints. Furthermore, Nelis et al. (2017); Pinati et al. (2019) studied the relationship between the density and mechanical properties of blockboard made from different cores of wood species. Lower density in the core material was associated with decreased bending strength, bending modulus, and screw withdrawal resistance compared to core materials with higher densities.
In blockboard production, the core material volume is larger than plywood. Therefore, many core materials use low-quality wood sources. Currently, blockboard manufacturers are facing the problems of raw material availability and prices. Therefore, they must find low-cost alternative materials which meet quality requirements. One approach to address this challenge involves diversifying the core material by incorporating natural fiber-reinforced composites. Natural fibers are easy to obtain, renewable, and available in large quantities. One of these natural fibers is sugarcane bagasse. The potential for bagasse waste is very abundant. In 2021, Indonesia had sugar cane plantations with an area of 449.008 hectares, which can produce 67.35 tons of sugar cane and around 26.94 tons of bagasse. 10 This abundant amount of bagasse has the potential to be utilized. Several previous studies have developed particle composite boards made from bagasse with various types of matrices,11–14 and automotive applications.15–17 In addition, bagasse has also been used as a cement filler in the construction industry.18,19 On the other hand, the use of plastic as a raw material for commodity products has generated large amounts of plastic waste. One of these plastic wastes is styrofoam, which is widely used for electronic packaging and food containers. Styrofoam is a trademark of extruded polystyrene foam containing >98% polystyrene. 20 Several previous studies have used styrofoam as a matrix composite. Styrofoam has been used as a matrix in composite coconut shells 21 and bagasse and eggshell powder composite for drone frames. 22
Various studies on blockboard using wood-based cores have been carried out by previous researchers. However, information on bagasse composite as blockboard core material is not available. This study aims to evaluate the properties of blockboard using particle composite bagasse waste as core layers. It uses styrofoam as a matrix to make the core layer from bagasse composite particles. The physical and mechanical properties of the core layer and blockboard were investigated.
Materials and methods
Materials
Physical and mechanical properties of blockboard forming materials.

The manufacture of blockboard
The core layer was made of bagasse particle composite. In the initial stage, bagasse was cut into chips and ground into particles using a disc mill. The particles were grouped into two levels of fineness, namely Mesh 20 (fine) and 40 (coarse). The particles were soaked in 5% NaOH for 4 h, then neutralized from the effects of NaOH by washing with water and drying. The matrix was formed by dissolving styrofoam with xylene maleic anhydride and benzoyl peroxide, respectively, 200%, 8%, and 8% of the weight of the styrofoam. The three forming elements were mixed until homogeneous. The core, a particle composite, was produced by slowly inserting the bagasse into the matrix, mixing it until evenly distributed, and pouring it into a 400 mm × 300 mm × 10 mm mold. Cores were dried at room temperature for up to 14 days before being used as the core layer of the blockboard.
The blockboard was produced by overlaying the core layer using veneer on the top and bottom surfaces using PVAc glue and cold pressing using a press machine for 3 h at a pressure of 2 MPa. Figure 1 shows the transformation of bagasse-based blockboard formation. The blockboard was conditioned at room temperature for 7 days before characterization. Six core and blockboard layer variants were produced, as shown in Table 2. The process of forming a core-based blockboard from bagasse particle composite. Variants and combinations of core layer and blockboard.

Characterization of core layer and blockboard
The testing of all specimens refers to the JIS A 5908:2003 24 based Particleboard and Decorative Particleboard, Type 8 and SNI 01-5008.2-1999 standards. 25 For the physical tests, three samples were prepared for each variant of the core layer and blockboard, with dimensions measuring 50 mm × 50 mm × 10 mm. These tests encompassed measurements of density, moisture content (MO), and water absorption (WA).
The specimens were pre-conditioned until they reached a constant mass at a temperature of 25°C before being measured for density. Furthermore, the weight and dimensions of the specimens were measured. The specimen’s density was calculated by the following equation (1)
The moisture content testing procedure is done by weighing the specimen initially and then drying it in an oven at 100°C for 24 h. Furthermore, the specimens were cooled in a desiccator and weighed again. Moisture content is calculated using the following equation (2)
To calculate the performance of the water absorption of the core and blockboard, they were weighed before immersion in water for 24 h. After that, the specimen’s weight was measured again. The water absorption percentage was calculated using the following equation (3)
For the mechanical tests, three specimens each were utilized to evaluate bending strength and bending modulus. These specimens had dimensions of 150 mm × 20 mm × 10 mm. Additionally, an internal bond test was conducted, employing specimens measuring 50 mm × 50 mm × 10 mm, and a screw withdrawal resistance test was performed using a screw with a diameter of 3 mm and a length of 25 mm. Mechanical testing was done using the UTM Tensilon Model RTF 1350 universal testing machine, employing a crosshead speed of 2 mm/minute.
Statistical analysis
Statistical tests were used to determine the normality of the data from tests. Analysis of variance was conducted using IBM SPSS version 26 package program software to evaluate the results statistically.
Results and discussion
Physical properties of core layer and blockboard.
Density and moisture content properties
Density is one of the essential characteristics of blockboards. The board’s light weight facilitates the transportation process. However, the density value affects the mechanical properties. Figure 2 shows the density of the core layer and blockboard. The core layer density ranges from 0.42 to 0.53 g/cm3 and 0.46–0.59 g/cm3 for blockboard. CA, CD, BBA, and BBD samples had the highest density. The density increases along with decreasing particle size and increasing matrix percentage. The decrease in density may be because the density of bagasse particles is light but occupies a lot of space.26–28 On the other hand, there is a slight increase in density as it increases the amount of styrofoam with reduced particle content. A small particle size produces better contact between the particles, resulting in better density. From the ANOVA results with a 5% confidence interval, particle size and styrofoam content parameters significantly influence the core and blockboard density. Density and moisture content of core layers and blockboard.
These findings have also been published in previous research conducted by Marwardi et al. (2022, 2021) on the production of biopanel from oil palm wood. The finer particle size and more styrofoam content have increased the density to 26% for the core layer and 28% for the blockboard. Furthermore, using veneer in the core layer has increased the blockboard density by around 10%–13%. The low-density value of the core layer and blockboard is influenced by the raw materials forming it, namely bagasse, veneer, and styrofoam. However, all samples met the JIS A 5908:2003, which required 0.40–0.90 g/cm3. 24
Figure 2 shows moisture content (MC) behaviors of the core layers and blockboard with differences in particle size and styrofoam percentage. MC is one of the physical properties affecting particle board and blockboard quality. In general, the MC of the blockboard shows the same trend as the MC of the core layer. However, the blockboard has a lower MC than the core layer. Core layer MC ranges from 10.26% to 12.34%, and blockboard MC ranges from 8.54% to 11.43%. All sample variants produced comply with JIS A 5908-2003 standards, which require MC 5%–13%. 24 The MC value increases with the increasing percentage of bagasse particle content. CC samples with high bagasse (50%) and coarse particle size produced the highest MC values. Based on the ANOVA statistics shown in Figure 2, the MC of the core layer and blockboard was influenced by the particle size, the percentage of styrofoam, and the interaction of the two factors. The core layer from natural sugarcane bagasse fiber has hydrophilic and hygroscopic properties and tends to make a higher MC. However, the presence of veneer, which has a better density than bagasse, has influenced the reduction of blockboard MC. This finding is supported by the research of Prabuningrum et al. (2020); Komariah et al. (2015) which shows that the forming constituents influence the MC of the core and blockboard layers. The moisture content of the blockboard produced in this work is better than that of laminated boards made from palm oil stem waste.30,31
Water absorption properties
Water absorption (WA) is one of the critical variables in the quality of the blockboard. Several factors affected water absorption percentages of natural fiber polymer composite material, such as fiber type, matrix, void, and fiber/matrix interfacial bonding. Figure 3 exhibited the water absorption performances of blockboard and core layers based on bagasse waste. It is clear from Figure 3 that water absorption increased with increased percentage and particle size of bagasse. The CC sample (coarse particle and 50 wt % bagasse) had a high water absorption of 78.17% after 24 h immersion. A reduced percentage of the styrofoam matrix in the composite causes a worsening interfacial bond between fiber and matrix, allowing considerable water molecules to diffuse to the bagasse composite. Whereas, the more matrix composition used, the tighter the contact between particles is, making it difficult for water to enter between them. Relationship between density and water absorption of core players and blockboard.
The blockboard (BBA, BBB, BBC, BBD, BBE, BBF) exhibited better water absorption resistance than all core layer samples. BBD sample (fine particle, 70 wt % matrix) showed the lowest water absorption at 33.71%. This trend might be due to fewer composite pores, which the SEM image proved (Figure 9). Reducing the particle size and using veneer positively affects water absorption resistance. Fine particles can fill empty cavities better, thereby minimizing water penetration into the board, resulting in good water absorption capabilities. 29 Apart from that, the effect of the glue covering the surface of the core layer in forming the blockboard also helps protect the pores of the core layer. The still-high WA produced cannot be separated from the hydrophilic properties of natural sugarcane bagasse fiber and veneer as constituents that form core and blockboard layers. The high cellulose content will make it easier for the particles to absorb water.32–34
Figure 3 also shows the relationship between water absorption capacity and the density of the blockboard. The water absorption capacity is inversely proportional to density; the lower the density, the higher the water absorb capacity. The relationship between the density and water absorption exhibited a significant correlation. Density significantly affected water absorption of the core and blockboard.
Mechanical properties of core layer and blockboard
Bending properties
Bending strength indicates the maximum load a material can withstand per unit area until it breaks. Figure 4 shows the bending strength and modulus of blockboard and core layers based on bagasse waste. Blockboards have higher bending strength than core layer composites. The bending strength values for the core layer spanned from 1.24 to 5.31 MPa, with the CD sample exhibiting the highest bending strength within this range. As for the blockboard, bending strength values ranged from 3.55 to 11.88 MPa, with the BBD sample registering the highest bending strength among all variants. It is clear from Figure 4 that the bending strength of all samples has improved with the increase of matrix, decreased particle size, and addition of the veneer. From the analysis of variance results with a 5% confidence interval, particle loading, size, and veneer had a significant effect on the bending strength of core layers and blockboard. Bending strength and modulus of core layer and blockboard.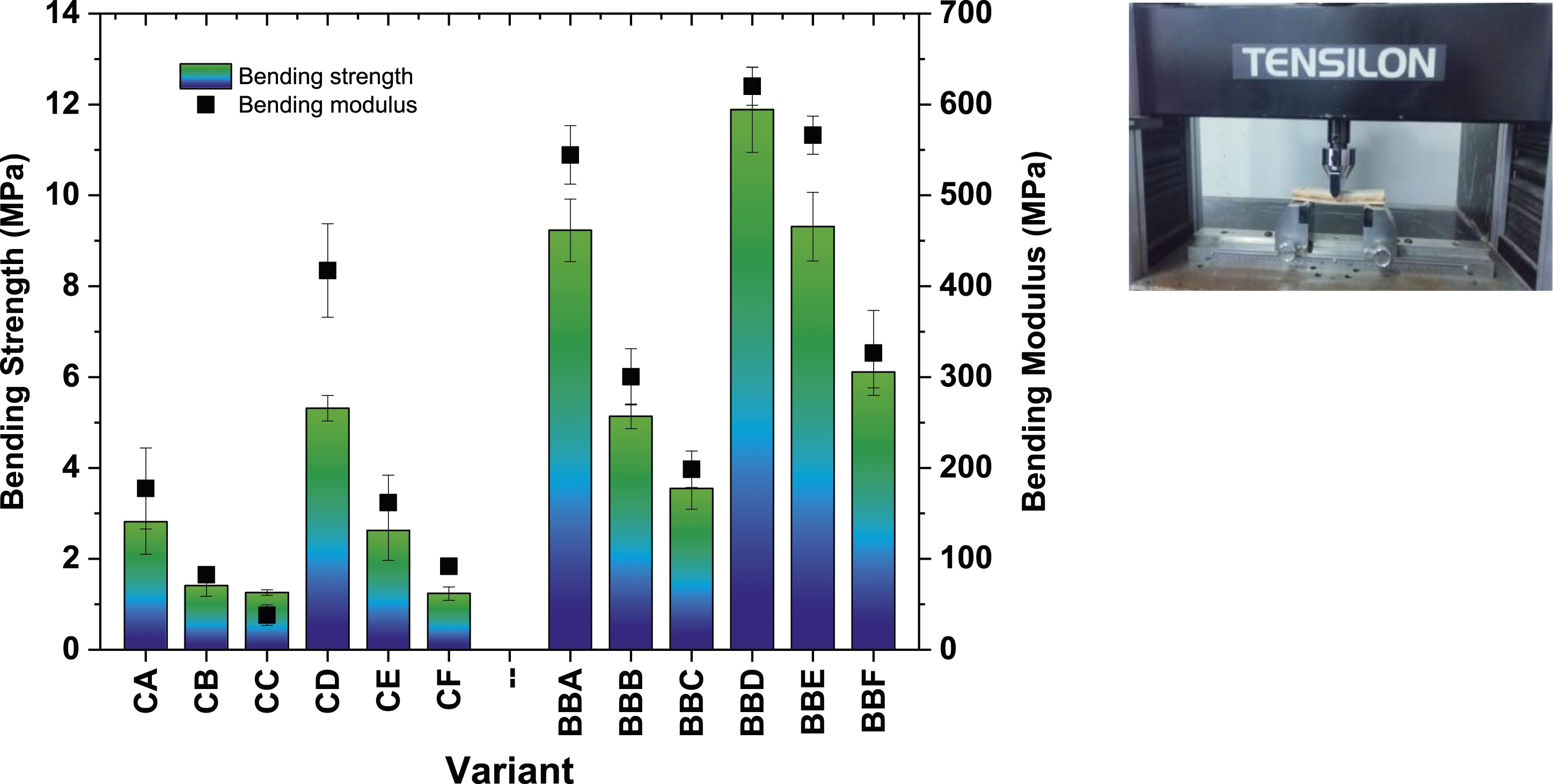
The bending strength increased with veneer addition in core layers, ranging from 123% to 394%. The small particle size and the increase in the percentage of matrix contribute to a more uniform distribution of the matrix within the material. Consequently, this improved matrix dispersion enhances the interface between the particles and the matrix, ultimately leading to an increase in bending strength. This phenomenon aligns with the findings of Prabuningrum et al. (2020) and Subramonian et al. (2016), who reported that the bending strength of composite boards is influenced by factors such as particle size, density, and filler content. Based on the test results, BBA (9.23 MPa), BBD (11.88 MPa), and BBE (9.31 MPa) samples met the JIS A 5908:2003 standard, which stipulates a minimum bending strength requirement of 8 MPa. 24
Bending modulus measures resistance to load before breaking. The higher the value of the modulus of elasticity, the more elastic it will be. The bending modulus of various blockboard and core layers based on bagasse waste are shown in Figure 4. The bending modulus of all sample variants produced has the same trend as the bending strength. In addition, the trend observed that the blockboard’s bending modulus is higher than the core material’s. Several aspects, such as particle size, fiber stiffness, and fiber distribution with matrix, may influence the core composites’ modulus. 12 The bending modulus of blockboard BBC, BBB, BBA, BBF, BBE, and BBD increases from 38 MPa to 198 MPa, 82 MPa to 300 MPa, 177 MPa to 544 MPa, 92 MPa to 326 MPa, 162 MPa to 566, and 417 MPa to 620 MPa, respectively, when the core layers are covered with veneer. All bending modulus core layer and blockboard values do not meet the JIS A 5908:2003, which requires a minimum value of 2000 MPa. 24
Furthermore, core layers and blockboards with high density have higher bending modulus values than those with low density. High-density blockboards have thicker cell walls compared to low-density blockboards. Blockboards with a high density have the potential to have a higher capacity to handle bending forces. The addition of veneer significantly affects the bending modulus value of the blockboard. When loaded, the top of the blockboard receives maximum compressive force, while the bottom gets maximum tensile strength. The middle layer (i.e., the core layer) does not experience these compressive and tensile forces; however, it receives a maximum shear force. 30
Internal bond and screw withdrawal properties
Internal bond is one of the mechanical properties of particle board, which shows the adhesive strength to bind the particle making. The internal bond properties of the blockboard and core layers based on bagasse waste were evaluated. In this case, the internal bond value of the core layer is similar to that of the blockboard. Internal bond of blockboard ranges from 0.18 to 0.28 MPa for the core layer with a coarse particle size and 0.31–0.64 MPa for the core layer with a fine particle size. As illustrated in Figure 5, the BBD blockboard showed maximum internal bond (0.64 MPa) followed by BBE and BBF blockboard, 0.47 and 0.31 MPa, respectively. Internal bond and screw withdrawal of core layers and blockboard.
Combining fine particle size bagasse and increasing matrix loading improves the blockboard’s internal bond when both particles indicate better distribution with the matrix. The relationship between the particle size, matrix loading and internal bond strength showed a significant correlation; the adding matrix ratio and fine particle greatly affected the internal bond strength. In addition, the internal bond strength of the manufactured blockboard has a relationship with the density of the blockboard. This result also has the same tendency as Hwang and Oh, (2020); Pradhan et al. (2022). They reported that the internal bond strength of the board manufactured from natural particles increased with the increase in density. The findings show that all blockboard variants meet the standard requirements of JIS A 5908:2003, namely 0.30 MPa. 24
Figure 5 exhibited the screw withdrawal strength of the blockboard and core layer based on bagasse waste. The screw withdrawal resistance is one of the mechanical properties of particle board, indicating the board’s ability to withstand external tensile forces and securely hold screws in place. The screw withdrawal strength of the core layer is between 232.31 and 440.70 N, with the lowest value for the CC sample and the highest for the CD sample. Furthermore, the screw withdrawal strength of blockboard ranges from 560.27 N to 823.36 N, with the highest value resulting from the BBD sample.
It is evident in Figure 5 that increasing matrix loading and reducing the particle size of bagasse affected increases the screw withdrawal strength of the core layer. It might be due to improved interaction particle contact with matrix eventually increases adhesion between particle and matrix. Furthermore, the addition of veneer on the surface of the core layer increased the screw withdrawal resistance by up to 161%. Similar to other studies, laying the veneer with a denser material increased blockboard screw withdrawal resistance. 4 The findings show that all blockboard variants and CD samples meet the JIS A 5908:2003, 24 a minimum of 300 MPa.
In general, the results showed that the fine particle size of bagasse and 70 wt % matrix composition had increased the density of the core layer. The addition of a veneer layer to the surface of the core layer can result in a substantial increase in density. This increase in density for both the core layer and the blockboard has had a positive impact on their physical and mechanical properties, with the exception of water absorption capacity. The interplay between density and the physical and mechanical properties of both the core layer and the blockboard is shown in Figure 6. Relationship between density, physical and mechanical properties of blockboard.
Failure modes and morphological evaluation of blockboard
The failure type of blockboard after bearing load in the bending test is shown in Figure 7. Macro crack initiation occurs at the bottom surface veneer, which extends to the core layer and spreads in the longitudinal direction. Failure begins with tension in the bottom and shear in the core layer, where the stress concentration is high in this area, resulting in cracking over the entire cross-section. Crack development primarily occurs in the veneer and afterwards in the core layer. Blockboard damage due to the internal bond test has almost the same pattern as damage from the bending test. However, damage due to tensile loads is concentrated in the core layer. Core layer crack initiation occurs in the center region and then propagates horizontally along this section. Figure 8 shows the blockboard damage pattern due to tensile loads. In this case, the veneer layer does not experience delamination, but the bagasse particles as filler are separated from the particle and matrix interface. The increasing article and matrix interfaces will produce high bonding strength. Failure type of blockboard after bending test. Failure type of blockboard tension load.

Figure 9 exhibited the scanning electron microscopy (SEM) images of the fractured internal bond sample of the blockboard. The SEM micrographs (Model: EVO MA10, ZEISS, Jerman) taken at 50×, 100×, and 250× magnification were used to investigate the morphology and the interface between the matrix and the particles in the blockboard core. Figures 9(a) and (b) showed a good distribution of bagasse particles within the styrofoam matrix for all the core samples with few matrix agglomerations. However, increasing the percentage of bagasse particles on the core material induces poor interfacial bonding between matrix and particle, leaving more voids and gaps (Figure 9(c)). This phenomenon affected the density and water absorption performance of core materials where the higher void content performs low density and high absorption capacity. In addition, a weak structure affects the decline in the mechanical properties of the core and blockboard materials. On the other hand, SEM images in Figure 9(d) show that increasing the matrix content resulted in better interface adhesion between the matrix and particles. The better interfacial relates to the increased compact structure of core materials, increasing the physical and mechanical properties. A previous study also reported similar results where increases in polymer matrix resulted in better interfacial adhesion between the matrix and the natural fibers.11,27 (a-b): SEM images core layers of blockboard based on bagasse waste particles within the styrofoam matrix; (c-d): Interface adhesion between the matrix and particles.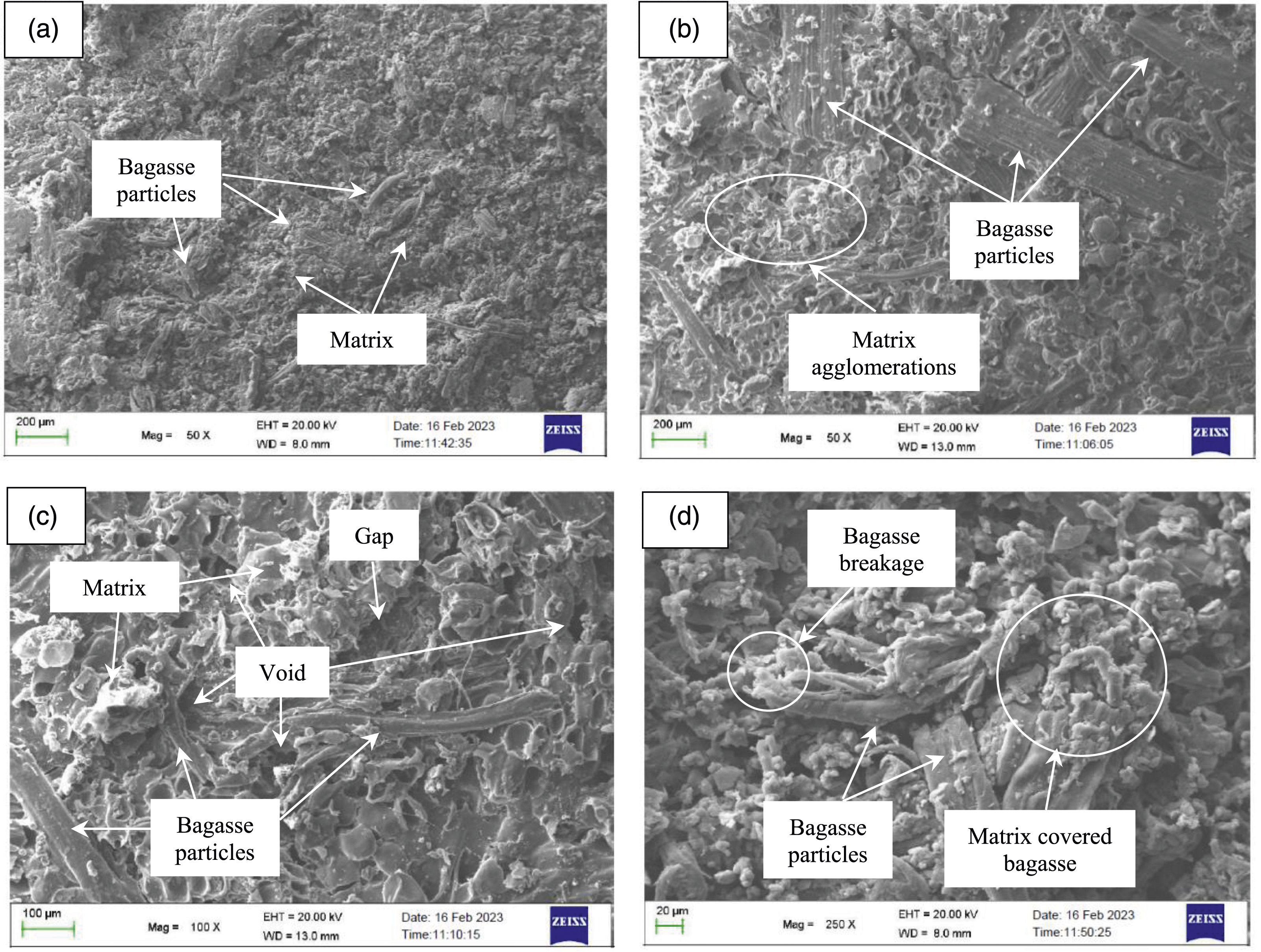
Conclusion
Blockboard based on a bagasse particle composite core layer has been manufactured and characterized. The density of the core layer significantly affects the blockboards’ physical and mechanical properties. The addition of veneer materials positively influences the strengths of all variant core layers. The properties of the blockboard are higher than the core layer for a density of up to 28%, bending strength of 394%, the internal bond of 9%, and screw withdrawal resistance of 160%. The blockboard performance was better than that of core layer properties. Blockboards with layers of core fine particles and styrofoam 70% have shown the best properties of density of 0.59 g/cm3, moisture content of 8.54%, water absorption of 33.71%, bending strength of 11.88% MPa, internal bond of 0.64 MPa, and 823.36 N screw withdrawal compared to the coarse particle size. In terms of physical and mechanical properties, the best-performing blockboards are the sample BBD. Utilizing bagasse and styrofoam waste as alternative raw materials for blockboard production brings forth several environmental benefits. This approach aids in the conservation of forests by decreasing the reliance on wood as the primary source material. Moreover, it represents an efficient method for recycling waste plastics, including styrofoam, thereby addressing concerns related to plastic waste management. In essence, this sustainable approach contributes to the preservation of natural resources and advocates responsible waste management practices.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The research was supported by Lhokseumawe State Polytechnic with a research grant through contract number 428/PL.20.7.1/PT00.02/2023 and Universiti Malaysia Pahang Al-Sultan Abdullah (PGRS2303117).