
Abstract
Natural bamboo fibers (BFs), which were treated by silane coupling agents, reinforced epoxy resin (EP)–based composite were synthesized. Effects of the coupling agents on the chemical structures of the BFs were characterized by Fourier Transform Infrared Spectroscopy. The mechanical properties, such as tensile strength, flexural strength, impact strength, and hardness of the BFs/EP-based composites were improved significantly, which could be attributed to the excellent strengthening effect of the BFs. Simultaneously, experimental investigations on the thermal behaviors of the BFs/epoxy composites were also presented, indicating that the thermal decomposition temperature of the polymer materials was lowered but the flame retardancy was improved. The bamboo fiber breakage and fiber split were also observed on the impact fracture surface of the composites, which indicate energy dissipation during fiber debonding and pullout process. Moreover, the erosive wear tests have also been carried out to analyze the erosive wear properties of the natural bamboo fibers which modified the epoxy matrix composites. The results indicate that the erosive wear resistance of the EP-based composite was improved greatly when the natural bamboo fibers content was 15 wt.%.
Introduction
With the fast demands for the new generation of polymeric materials, the unprecedented utility of polymeric blends has developed rapidly. Thermosetting resin composites have gained widely attention of scientific and research academia in many scientific and engineering fields due to their striking performances including good mechanical, chemical, dielectric, and thermal properties.1,2 Epoxy resins are important thermosetting matrix resins for advanced polymer composites. They have been extensively used in aviation, spaceflight, military, automotive engineering and other related fields due to its outstanding mechanical behaviors, remarkable electric insulating properties, good chemical resistance, low fabrication cost, high modulus, and designability.3,4 Nevertheless, the highly cross-linked three-dimensional networks of the cured pure epoxy resins result in high brittleness, poor crack resistance, and low fracture toughness, which severely limits the service performance of epoxy resins and their composite materials, especially in high-end fields calling for better toughness and impact resistance.5,6 Consequently, many researchers modified epoxy resin through the addition of elastomers, thermoplastics, fibers, and micro/nano inorganic particles to improve their toughness and impact resistance. 7 It has been reported that the fiber-reinforced polymer composites (FRPC) have a number of outstanding mechanical properties and some even surpass those of commonly used structural materials, such as steel.8,9 Commonly used fibers include glass fiber, aramid fiber, carbon fiber, asbestos fiber, boron fiber, and other petroleum-based products, which are difficult to be decomposed through natural processes which will affect the environment and human health.10,11
While striving to improve the brittleness of the epoxy resin, the production of ecological materials with unique characteristics. It is indeed a good strategy to use natural fibers to strengthen epoxy resin to manufacture composites, which can meet the growing demand of the public, especially for more environmentally friendly products, low-cost products. 12 Nowadays, the natural fibers (NFs), such as bamboo, hemp, jute, sisal, and flax fibers, have become a sustainable and economical alternative to synthetic fibers (SFs) as reinforcements in composites. The advantages of NFs over SFs are enormous and include their low density, low cost, high resistance to breakage during processing, high strength-to-weight ratio, low energy content, and recyclability. 13 Bamboo fibers (BFs) are the most available natural plant fibers which are also known as natural glass fiber due to the alignment of fibers in the longitudinal directions. 14 Furthermore, bamboo fiber also consists of the inferior micro fibrillar angle of the fiber axis with a longitudinal configuration axis, low density (1.4 g·cm−3) properties, and present excellent mechanical properties. Its specific bending stiffness is much better than synthetic glass fibers.15–17
However, the mechanical performances of natural fibers reinforced polymer composites were limited by the interface adhesion quality between the hydrophilic fibers and the hydrophobic polymer matrix. 18 It has been established that the interface compatibility was poor when they were combined with non-polar epoxy resins due to a large amount of the hydroxyl polar groups on the surface of the natural bamboo fibers. 19 Consequently, the stress transfer between bamboo fibers and polymer matrix was affected during loading, which negatively affects the ultimate properties of resulting composites. 20 Therefore, an emphasis on those issues may improve the composite quality and open new applications for such attractive materials. Nowadays, the methods to improve the interfacial compatibility of plant fibers reinforced polymer composites including plant fiber surface modification, polymer modification, and adding interface modifier. The existing research results have shown that the dispersion and interfacial performance of the fibers can be enhanced to a large extent by interfacial coupling surface modification.21–23 By treating natural bamboo fibers with a coupling agent, the functional groups that can form chemical bonds bridge between the bamboo fibers and the polymer matrix. Not only the concentration of hydroxyl groups on the fiber surface was reduced, the hydrophilicity of the interface was improved, but also the chemical bonds between the polymer matrix and plant cell wall were formed, and the fiber adhesion to the matrix resin was promoted. Thus, the stability and interface strength of the polymer composites could be improved dramatically. 20
Polymeric materials have been widely used in many tribological applications. According to the literature, solid particle erosion wear, a typical wear mode, is the loss of material or degradation that results from repeated impact of small, solid particles.24–26 Wear directly affects the service life of the industrial parts and seriously affected the production. Although natural fibers reinforced composites have so many advantages, there are still many technical applications in which abrasive and erosive wear, are key problems. Consequently, it is important to study the wear behavior, especially the solid particle erosion, and respective mechanisms of natural fibers reinforced composites.27,28
In our current work, the natural bamboo fibers were initially treated by the silane coupling agent, and then incorporated into the epoxy resin matrix with different components. The effects of the modified BFs on the chemical structure and morphological behavior were, respectively, studied by Fourier Transform Infrared Spectroscopy (FTIR) analysis and scanning electron microscope (SEM). Noting that this study also focused on the influence of the modified bamboo fiber loadings on the mechanical properties, thermal behaviors and erosive wear resistance of the prepared composites. The results of our work are expected to make the natural bamboo fibers reinforced epoxy matrix composites widely used in the industrial field as soon as possible.
Experiment details
Raw materials
Chemical constituents and aspect ratios of natural bamboo fibers.

Surface modification
The natural bamboo fibers were firstly cleaned repeatedly with deionized water and anhydrous ethanol with the volume ratio of 2: 3 and then dried at 80°C for 20 h to remove the moisture and volatiles. The PH of the anhydrous ethanol was first adjusted to 4.5–5.5 by adding acetic acid. Then, 2 wt.% silane coupling agent KH550 and the dried bamboo fibers were added into the ethanol mixture and mechanically mixed for 30 min at room temperature. Finally, the surface-modified BFs were dried at 80°C for 24 h. The untreated and coupling agent treated BFs were denoted as U-BFs and BFs-KH550 specimens, respectively. The schematic diagram of the modification process and proposed reaction mechanism is illustrated in Figure 1. Schematic diagram of the silane coupling agent modification process.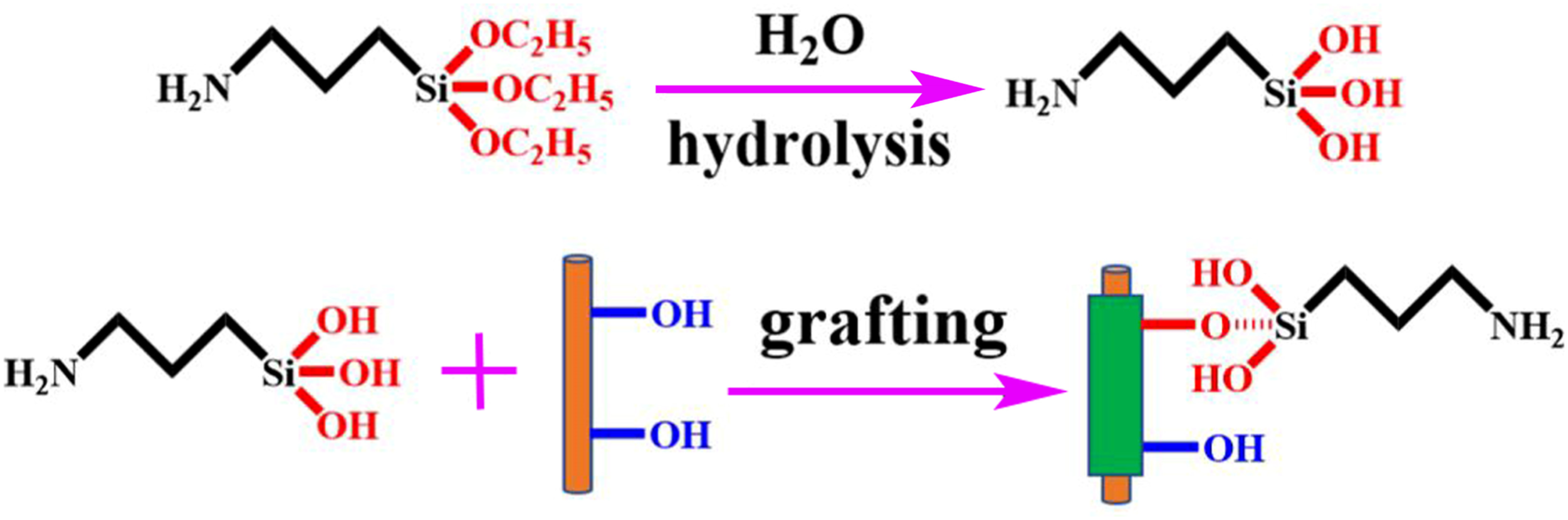
Fabrication of the composites
A certain amount of modified bamboo fibers was added into the ethanol solution and mechanically mixed for 30 min at room temperature. The above solution was added into the epoxy resin and stirred immediately for another 30 min. Then, the organic solvent was placed in a water bath at 80°C to perform ultrasonic operation for another for 2 h to remove ethanol and solvent. The mixture was then poured into a beaker to cool down, the curing agent PEA D230 was added (epoxy: PEA D230 = 100: 31), stirred mechanically for 20 min, and then degassed. Finally, the above mixture resins were poured into the preheated PTFE mold. Subsequently, they were cured at 80°C for 2 h, 130°C for 3 h, and cooled down to room temperature in the furnace. The added amount of modified BFs was 0, 5, 10, 15, and 20 wt.%, respectively. The corresponding cured epoxy samples were named as BF0, BF5, BF10, BF15, and BF20 specimens, respectively.
Characterization
Chemical changes
The changes of surface functional groups in bamboo fibers were investigated using Fourier Transform Infrared Spectroscopy (NICOLET is50, Thermo Fisher Co., Ltd., Agawam, MA, USA) in the spectral range of 4000–500 cm−1 with a resolution of 4 cm−1.
Mechanical properties
The tensile and flexural properties of the BFs/epoxy-based composites were measured using a CTM® electronic universal testing machine (UTM, Xieqiang Instrument Manufacturing Co., LTD. Shanghai). Tensile experiments were carried out in accordance with ASTM D 638 standard. The size of dumbbell-shaped specimens for tensile tests was 200 mm × 20 mm × 4 mm, and the loading speed was adjusted to 2 mm·min−1. The flexural properties of the composites were analyzed in the three-point bending mode according to ASTM D 790 standard at a speed of 2 mm·min−1 and the span distance was 52 mm. The flexural specimens possess a standard rectangle with dimensions of 80 mm × 10 mm × 4 mm.
Izod pendulum impact strength tests were conducted on a ST-22D pendulum impact testing machine (Mechanical Instrument Co., Ltd., Guangdong, China). The dimension of the un-notched impact specimen was 80 mm × 10 mm × 4 mm. The pendulum rate and pendulum energy was 3.4 m·s−1 and 11 J, respectively. Five samples were tested for each specimen and the average values were used as the representative values. The mechanical properties were tested at the ambient temperature ∼23°C and relative humidity 50 ± 10%.
Moreover, the hardness of the epoxy-based composites was evaluated by a shore hardness tester (LX-D, SHSIWI Instrument Manufacturing Co., LTD. Shanghai). All the values provided in this study represent the average values of at least six measurements.
Erosive wear tests
Erosive wear properties of the natural bamboo fibers modified the epoxy matrix composites at room temperature and were carried on a self-assembled pre-mixed abrasive water jet device. Figure 2 shows the schematic diagram of the erosive wear apparatus. It comprises of water tank, sands box, mixing chamber, nozzle, protective cover, fixture, numerical control platform, and collector. The compressed tap water was passed into a mixing chamber, mixed with the garnet sands, and then swirled to pass through a nozzle with an internal diameter of 3 mm. The garnet sands, used for the erosion wear tests, exhibit irregular sharp edges and corners on the outer contour, as illustrated in Figure 3. The test specimens were targeted at the impact velocity of 80 m·s−1 and the impingement angle of 90°. Erosive time was set at 60 s and the shooting distance from the nozzle tip to the sample surface was 10 mm. The dimension of the block specimen was 20 mm × 20 mm × 4 mm. All the samples were thoroughly cleaned with acetone and dried in a vacuum oven before use. Before and after testing, the composite samples were weighted using an electronic balance with an accuracy of 0.0001 g to determine weight loss. An average value of the erosive wear tests taken thrice was taken as the weight loss for each specimen. Schematic illustrations of the erosion wear apparatus. Scanning electron microscope image of the garnet sands used for erosive wear.

Microscopy observation
After the impact tests, the morphologies of the broken specimens were coated with a thin layer of gold, and then observed with a KYKY-EM3200 SEM at an accelerating voltage of 1.00 kV to understand the deformation and damage mechanisms. Moreover, a FlexSEM1000 SEM (Hitachi, Tokyo, Japan) was used to investigate the erosive wear tracks of the BFs/epoxy resin–based composites.
Thermal stability properties
Thermogravimetric analysis (TGA) of the NBFs/epoxy-based composites was performed on a Mettler-Toledo TGA/SDTA 851e thermal analyzer (Switzerland) under a nitrogen atmosphere using a flow rate of 70 mL·min−1. All samples were heated from 25°C to 800°C at a dynamic heating rate of 10 K·min−1.
Results and discussion
Chemical characterization
In order to elucidate the influence of silane coupling agent on the chemical structures of the BFs, FT-IR analysis was conducted on the untreated natural BFs and silane coupling agent treated BFs, as shown in Figure 4. In the infrared spectrum of untreated BFs, the broad peak around 3346 cm−1 could be assigned to the stretching vibrations of the hydroxy (-OH) group of cellulose and lignin. The absorption peaks located at 2975 cm−1 and 2887 cm−1 corresponded to -CH3 and –CH2 stretching vibrations, respectively.
30
Moreover, the change in CH2 absorption peak is mainly caused by the alkyl chains of the coupling agent.
31
For the surface-modified BFs, the weak absorption peaks located near 1106 cm−1 and 1140 cm−1 were observed, assigned to the Si-O-Si and Si-O-cellulose bond stretching vibrations, indicating chemical bonding between silanol groups and BFs.
32
The signals at 1049 cm−1 correspond to C-OH stretching vibrations. The weakening of C-OH peak, corresponding to cellulose, also confirms the presence of coupling agent on the BFs surface. After modification with KH550, a dramatic decrease of the -OH peak intensity was observed due to the condensation reaction between -Si(OH)3 of hydrolyzed coupling agents and -OH of BFs surface, resulting in Si-O-Si and Si-O-cellulose peaks.
31
The possible modification process and respective reactions were presented in Figure 1. It can be seen that the coupling agent was coupled with the surface of the bamboo fiber. All these results suggested that the hydrolyzed amino silanol was successfully introduced. Fourier transform infrared spectroscopy spectra of untreated BFs and coupling agents treated BFs. BF: Bamboo fibers.
Mechanical behaviors of BFs/EP composites
Tensile properties
The typical load-displacement curves, tensile strength, and modulus of the BFs/epoxy resin composites were presented in Figure 5. The major properties are listed in Table 2. All the load-displacement curves exhibit a non-linear response and the obvious yield phenomenon in the tensile process, indicating the excellent plasticity. Moreover, the force-displacement curve of the BF15 specimen was slightly higher than that of the other four samples, as can be seen in Figure 5(a). As shown in Figure 5(b) and (c), both the tensile strength and modulus of the BFs/epoxy-based composites increased slightly at first, reached the maximum value when the content of BFs was 15 wt.%, and then rapidly decreased with further increase of the natural bamboo fibers content. As evident from this work, higher tensile strength, tensile modulus, and lower elongation at break of the natural BFs modified epoxy-based composites could be obtained when the filler percentage was less than 15 wt.%. Meanwhile, as the BFs content was 15 wt.%, the tensile strength was the highest, which was increased by 6.335% with respect to that of the pristine epoxy resin, as shown in Table 2. As the continuous increase of the BFs content, the dispersion of fibers in resin matrix decreased and the adhesion of the interfaces become worse, leading to the degradation of the mechanical properties. In our tests, the elongation at break of unmodified epoxy resin is the largest, while that of the BF20 specimen is the smallest. Generally speaking, the more polymer molecules and fibers subjected to tensile force, the greater the composites strength and the smaller the elongation at break. Therefore, the elongation at break of the polymer material decreased when the natural bamboo fiber content increased. The rigidity of the BFs/epoxy-based composites was increased with the incorporation of these natural bamboo fibers, which will limit the fluidity of the polymer molecule chains.
33
(a) Typical load-displacement curves, (b) tensile strength, and (c) tensile modulus of the BFs/epoxy-based composites as a function of BFs content. BF: Bamboo fibers. Tensile performances of the bamboo fibers (BFs)/epoxy resin–based composites with different BF contents.

Flexural properties
The load-deflection curves, variations of bending strength, and modulus of the BFs/epoxy-based composites are given in Figure 6. Their characteristic data were illustrated in Table 3. The maximum loads of the BFs/epoxy-based composites were much higher than that of unmodified epoxy with the addition of BFs, as illustrated in Figure 6(a). When the BFs content increases up to 15 wt.%, the bending strength of the BFs/epoxy resin–based composites shows 71% improvement than that of the unmodified epoxy sample, as shown in Table 3. The flexural strength decreased obviously while the flexural modulus maintained a little stability when the content of BFs was 20 wt.% (Figure 6(b)). This could be ascribed to the inadequate interface adhesion between the natural bamboo fibers and EP matrix, which lead to a reduction of the load transfer capability when the bamboo fibers content was high.
34
(a) Typical load-deflection curves and (b) flexural strength and modulus of the bamboo fibers/epoxy resin–based composites. Flexural performances of the bamboo fibers/epoxy-based composites.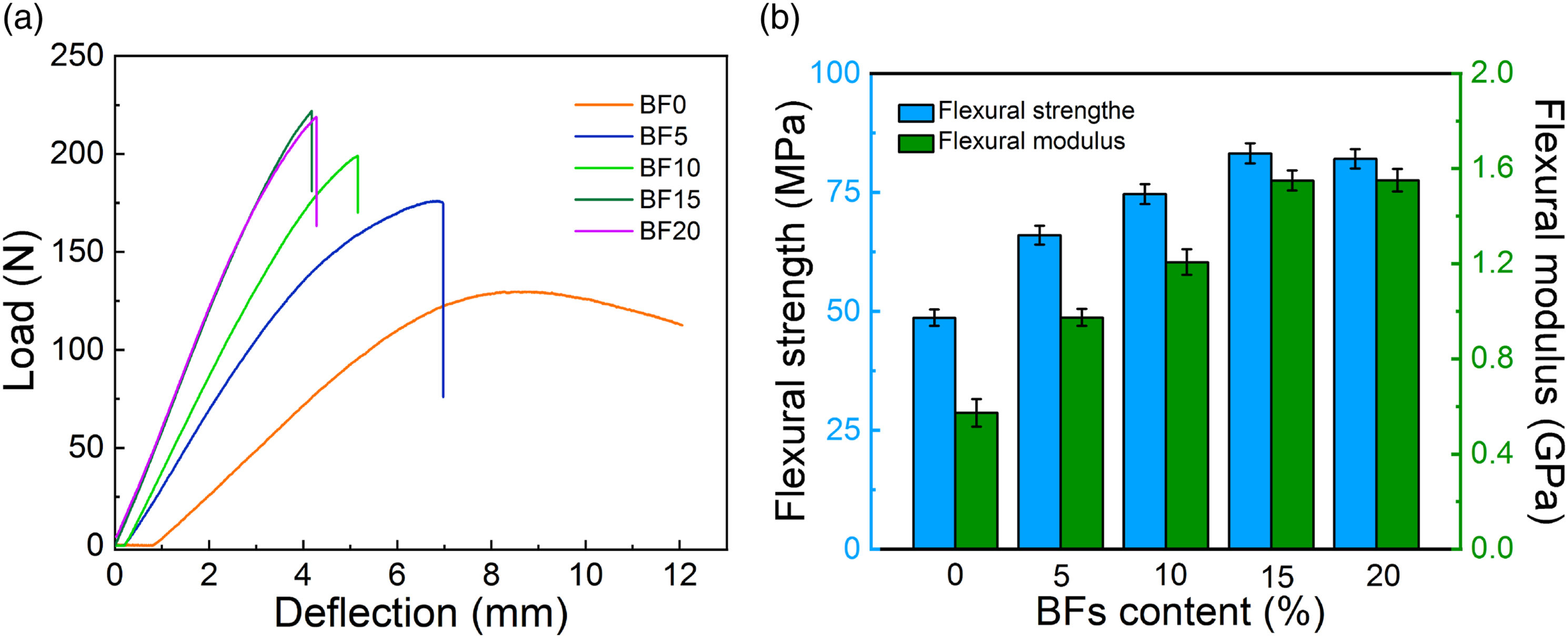

Impact strength and hardness
In order to analyse the toughening effect of BFs on epoxy resin, the impact testing and Shaw hardness were carried out and the results are displayed in Figure 7. As illustrated in Figure 7(a), the impact strength of the BFs/EP-based composites showed a remarkable increase, especially when the addition content of BFs was 15 wt.%, the impact strength reaches the maximum value, shows an improvement of 91% over the unmodified epoxy resin specimens. While expanding the natural BFs content to 20 wt.%, the impact strength reduced greatly, but it was still higher than that of the unmodified epoxy resin materials. This may be due to the fact that the existence of bamboo fillers reduced the elasticity of the polymer material; thus, the deformation capacity of the epoxy matrix was reduced.
33
Meanwhile, the hardness was also improved with the addition of the natural bamboo fibers, as shown in Figure 7(b). The hardness initially increased with the BFs content and then slightly decreased after reaching a maximum value. Also, the maximum hardness was observed in BF15 samples, which showed an improvement of 5.3%. These results implied that the addition of appropriate natural bamboo fibers can considerably increase the impact strength and the hardness of the epoxy resin–based composite. (a) Impact strength and (b) shore hardness of the bamboo fibers/epoxy-based composites.
Morphologies of the BFs/EP composites
Figure 8 illustrated the fracture surfaces of the BFs/EP-based composites after the impact tests. It could be noted that the fracture morphology of the pure EP sample was relatively smooth, exhibited river-like lines in the same direction (green arrowhead), indicating that the rapid crack growth, as suggested in Figure 8(a). It is evident that the pristine EP sample was a typical brittle fracture. As shown in Figure 8(b)–(e), ductile deformation and local yielding were observed on the fracture surface of the BFs/epoxy resin–based composites, in which more impact energy was dissipated by these new positions of NBFs in the compound and probably helps to improve the toughness.35,36 Morphologies of the impact fracture surfaces of the BFs/epoxy resin–based composites (a) BF0, (b) BF5, (c) BF10, (d) BF15, and (e) BF20. BF: Bamboo fibers.
Figure 8(b) displayed the fracture morphology of BF5 sample, both the bamboo fibers pullout voids (yellow dotted lines) and fiber breakages (pink dotted lines) appeared. Moreover, some crack propagations (purple arrowhead) were observed on the fracture surface of pure EP and BF5 samples. This further showed that pure EP was a typical brittle thermosetting. Some researchers believed that the natural bamboo fibers will be pullout due to the poor interfacial adhesion between bamboo fibers and epoxy resin matrix. However, the fiber breakage would have occurred and the existence of crack pinning effect would be demonstrated owing to the strong interface bonding. 37 As illustrated in Figure 8(c) and (d), the fracture morphologies of BF10 and BF15 specimens displayed a coarse surface with the shear distortion, corresponding to higher energy absorption and tougher matrix materials.38,39 Note that when the BFs content was up to 15 wt.%, the natural bamboo fibers were encircled by epoxy resin materials at the fracture sights. Furthermore, less fiber pullout but more fiber breakage (pink dotted lines) was observed on the fractured surface of the composites, as depicted in Figure 8(c). However, after adding 20 wt.% natural BFs into epoxy resin matrix, more fiber pullout voids and holes were observed on the fracture surface, indicating that the fracture toughness was reduced.
In addition, it also can be observed from Figure 8 that some nearly intact bamboo fibers were arranged parallel to the surface (blue arrowheads), which hardly played an important role in preventing crack growth in the matrix. Based on the above analysis, it can be concluded that the interface interactive behaviors between BFs and epoxy resin matrix occurred owing to the mechanical interlocking of the polymer structure which contributed to the improvement of the mechanical properties. These results are consistent with the previous results of the mechanical performance tests.
With the increase of the natural BFs content, the mechanical properties of the BFs/epoxy-based compounds were firstly increased and then decreased; there was an optimal content value. As the fibers content was 15 wt.%, the tensile, flexural, impact strength, and modulus of the composite material were improved to the maximum values, while the elongation at break was decreased in comparison with the pure EP. When the BFs content was relatively low, the fibers distribution was sparse, and plenty of resin-rich regions appeared, therefore, the improvement in its mechanical performance was limited. Furthermore, fiber breakage and fiber split were also observed, which indicate energy dissipation during fiber debonding, along fiber direction and before the fiber pull out. When the filler content increases further, more voids, which caused by the fibers pull-out, were observed (Figure 8(e)). These voids will form a stress concentration point, which would become a defect in the composite material and reduce the mechanical behaviors. The fracture toughness deteriorated owing to the excessive interaction between natural bamboo fibers, voids, and holes connections. 40 Therefore, the main fracture mechanism was the crack-tip passivation due to the crack front pinning which is more difficult at high fiber content. This agrees with the previous results.
Thermal stability
Figure 9 shows the TGA and derivative thermogravimetry (DTG) curves of the BFs/epoxy resin–based composites under nitrogen atmosphere as a function of the natural BFs content, and the detailed data are summarized in Table 4. The pristine EP sample begins to decompose at 368.33°C and the thermal degradation behavior presents only one stage, as reveals in Figure 9(b) and Table 4, the maximum thermal decomposition rate appears at 390.67°C due to the decomposition and carbonization of epoxy resin thermosetting. With the addition of bamboo fibers, the initial decomposition temperatures (T5) and the temperature of maximum rate of decomposition (Tmax) of composites move toward low temperature, as can be seen in Figure 9(a). As shown in Table 4, it can be found that the heat resistance index (THRI) decreased gradually with the increase of natural BFs mass fractions. Specifically, THRI) for pure EP, BF5, BF10, BF15, and BF20 composites were 188.52°C, 387°C, 385.33°C, 380.67°C, and 383°C, respectively. This indicates that the initial decomposition temperature of the BFs/epoxy-based composites decreased with the addition of BFs into epoxy matrix. As the BFs content reached up to 20 wt. %, the char yield (Yc) at 800°C reached up to 12.31%, which was higher than that of unmodified EP sample (9.36 wt.%). Higher char yield is beneficial to improve the flame retardancy of the polymer materials.
41
The obtained results of this study reveal this fact that the incorporation of the natural BFs reduces the thermal decomposition temperature of the material, but increases the final thermal decomposition residue of the material. (a) Thermogravimetric analysis and (b) DTG curves of the BFs/epoxy resin–based composites as a function of the BFs content. BF: Bamboo fibers. Thermal stability parameters of the bamboo fibers/epoxy-based composites. aTHRI = 0.49 × [T5 + 0.6 × (T30−T5)]. T5 and T30 are the decomposition temperature of 5% and 30% weight loss, respectively. bChar yield at 800°C.

Erosive wear behaviors
Erosive mass loss
The weight losses of the pure EP and the BFs/EP-based composites at an erosive duration of 60 s are given in Figure 10. It can be observed that a higher weight loss was observed for unmodified epoxy resin with respect to the other samples. It can be inferred that the erosive wear resistance of EP was improved greatly with the incorporation of BFs, particularly when the BFs content was up to 15 wt.%, the weight loss significantly decreased to the minimum value, exhibited 34.6% reduction of the pristine epoxy resin specimen. Based on this, it can be concluded that the addition of appropriate concentration of the coupling agent treated natural bamboo fibers improved the erosive wear resistance of the epoxy resin composites. Variation of the weight loss of the BFs/epoxy resin–based composites as a function of the BFs content. BF: Bamboo fibers.
Worn surface morphologies
The surface morphologies of the pure EP and BFs reinforced EP-based composites after erosive wear tests are illustrated in Figure 11. For the pure EP sample, numerous caters and micro debonding were formed due to repeated attack on the polymer surface by the garnet sands resulting in mass loss of material, as shown in Figure 11(a). Figure 11(b) displays the formation of the brittle fracture, micro-cutting, and the subsequent removal of particulates from the eroded surface which leads to higher wear. As exhibited in Figure 11(c), micro scooping and material-removal were also observed on the eroded surface of the BF10 sample. When the BFs content was 15 wt.%, although the crater formation occurred in some places, a small amount of material was removed from the erosion surface, and the materials debonding was reduced (Figure 11(d)). Meanwhile, the plastic distortions also appeared on the eroded surfaces. However, as the BFs content increased up to 20 wt.%, micro scooping, delamination, and material-removal were also observed on the eroded polymer surface (Figure 11(e)). It has been observed that the material removal occurred in the composite due to the micro-ploughing, micro-cutting, and plastic distortion. This is consistent with the basic erosive wear mechanisms of thermosetting composites.42,43 Eroded surface micrographics of the BFs/epoxy resin–based composites (a) BF0, (b) BF5, (c) BF10, (d) BF15, and (e) BF20. BF: Bamboo fibers.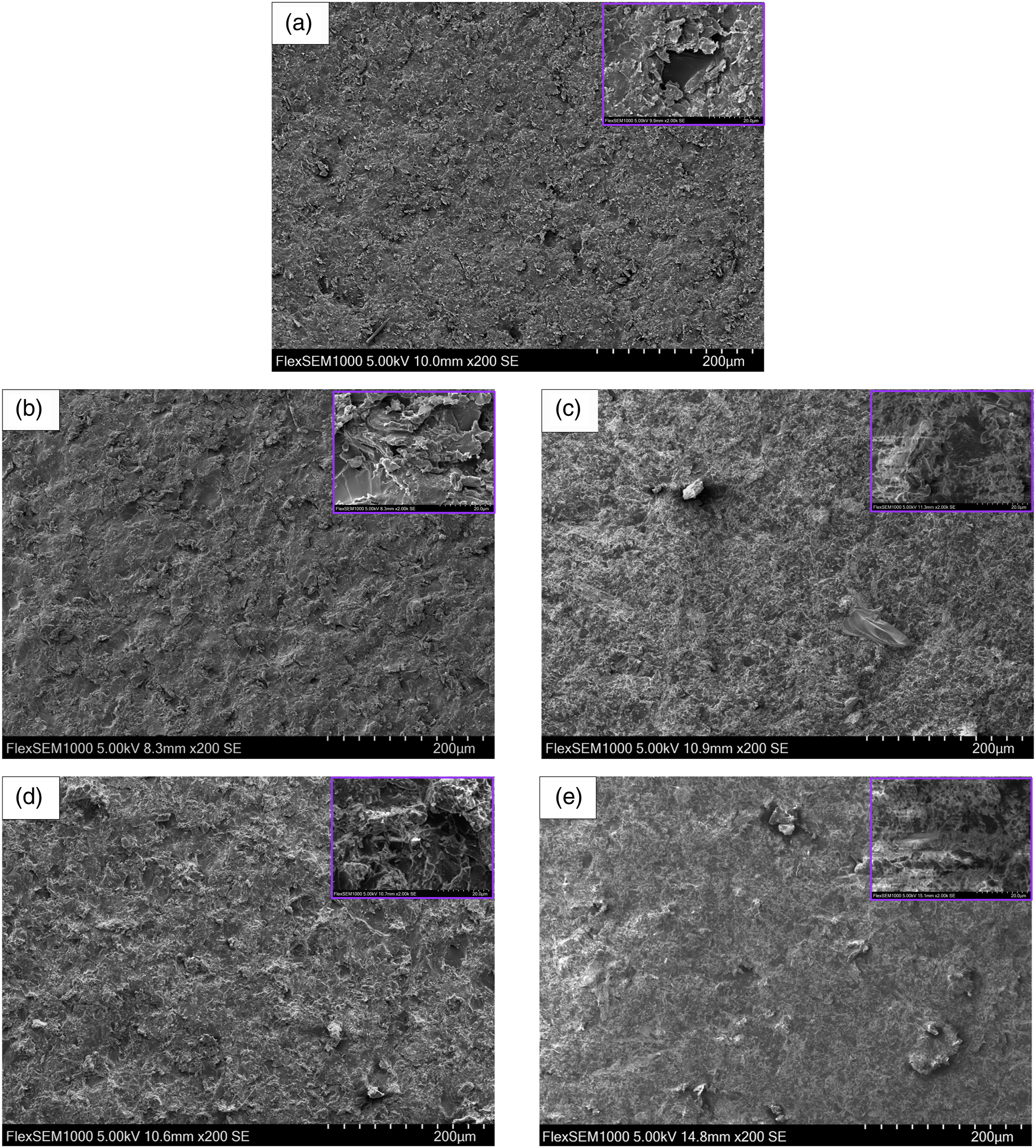
Conclusions
In the current work, the mechanical behaviors, thermal properties, and erosive wear resistance of the modified natural BFs reinforced the epoxy resin matrix composites were discussed. The results suggested that the mechanical characteristics of the EP matrix composites were greatly enhanced which was attributed to the excellent strengthening effect of the BFs. Meanwhile, the decomposition temperatures of the BFs/epoxy resin matrix composites moved toward low temperature, but the final thermal decomposition residue of the material increased. The erosive wear resistance of the BFs/epoxy-based composites first increase then decrease with the addition of bamboo fibers, and the inflection point located at 15 wt.% BFs content. All of the above results indicated that the epoxy-based composites, which were modified by the natural BFs possessed good comprehensive properties.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Key Program for the Education Department of Anhui Province (KJ2020A0282, KJ2020A0284) and the Natural Science Foundation of Anhui Province Education Department (No. KJ2019A0127).