
Abstract
Wood–plastic composites (WPCs) present a class of materials originally developed to decrease the dependency on the mineral oil-based plastics. However, additives and coupling agents incorporated in these composites are usually derived via synthetic routes. The effect of hardwood distillate (HWD) on the properties of WPC was determined by adding various amounts (1–8 wt%) of distillate to a commercial WPC consisting of thermally treated saw dust (Scots pine) in a polypropylene matrix. The distillate was derived by converting hardwood (birch) into several liquid fractions in a two-part slow pyrolysis retort. The certain addition of particular HWD enhanced the tensile and flexural properties of the WPC studied. Furthermore, the water absorption of the samples decreased substantially, up to over 25%. Proton-transfer-reaction time-of-flight mass spectrometric analyses indicated that the addition of the distillate increased the emission rates of studied volatile organic compounds (VOCs) but had no considerable effects on the emission rates of VOCs that are harmful for humans. The conversion of the emission rates into real room concentration revealed that guaiacol and monoterpenes exceed their odor thresholds and therefore can be smelled from the WPCs studied. The findings of this study show that this particulate HWD displayed good potential as an ecological additive in WPCs.
Keywords
Introduction
Need for lightweight, environment-friendly, carbon-sequestering, and sustainable solutions in materials science has led to the development of materials from renewable resources. Even though wood products and solid-sawn timber remain important from an economical and practical point of view, the combination of wood with polymers, adhesives, and other substances may provide properties that cannot be achieved with either wood or plastic products on their own. 1,2 The addition of wood fibers into polymer results in a composite structure that has polymer as a matrix and wood fibers as a filler or reinforcement. Wood–plastic composites (WPCs) are ecological and durable materials with a wide variety of performance levels and they have been used in several applications, including automotive industry, furniture, fences, construction, and decking. 3
Due to the low thermal stability of wood and its components, plastics with processing temperatures below 200°C are typically used in WPCs. There are several polymers that meet this requirement, but the three most common polymers used in WPCs are polyethylene (PE), polypropylene (PP), and polyvinyl chloride (PVC). Differences in chemical properties lead into hindered coupling between the hydrophobic polymers and hydrophilic wood fibers, which can be improved by using compatibilizers, such as maleated polypropylene (MAPP) or silane coupling agents. 3,4 However, even though the effects of coupling agents on the properties of WPCs have been widely studied, the mechanical durability of WPCs is not sufficient in applications requiring high mechanical strength and impact resistance. 5 –9
To modify the properties of WPCs, the wood component can be thermally modified to improve its dimensional stability and durability against biodegradation and to decrease the water absorption. However, thermal modification of wood fibers typically reduces the mechanical durability of the wood because of the formation of acidic compounds that accelerate the depolymerization of the cellulose chains. These acids, such as formic or acetic acid, originate from the thermal decomposition of hemicelluloses. 10 The temperature of thermal treatment varies typically between 180°C and 280°C, and the process lasts from 15 min to 24 h depending on the process, wood species, size of the object, and relative humidity. In addition to thermal treatment of wood and the use of coupling agents, the characteristics of WPCs can be altered, for example, by grafting lubricants and mineral fillers. 11 –13
The utilization of biomass to produce bio-oil and other liquid products has recently become of considerable interest due to the possibility to use these products in a variety of applications. 14 –17 Moreover, more efficient exploitation of secondary products from industrial processes can further enhance the use of raw materials and improve the energy efficiency of these processes. Thermal conversion of biomass into biochar, condensable vapors, and noncondensable gases is based on pyrolysis process that can be roughly divided into fast and slow pyrolysis depending on the heating rate. In slow pyrolysis, woody biomass is typically heated up to over 400°C in the absence of oxygen at a heating rate of 5–10°C min−1. 18,19 The process yields approximately 30–45 wt% of condensable vapors, 25–35 wt% of noncondensable gases, and 35–40 wt% of charcoal. 20,21 In contrast, significantly higher temperatures (500–700°C) are typical for fast pyrolysis with much higher heating rate of 10–200°C s−1 resulting in an efficient production of bio-oils for fuels (60–75 wt% of the feedstock). 22
To further develop composites made entirely of bio-based materials, a partial or total substitution of lubricants, coupling agents, or fillers with slow pyrolysis-derived wood distillates would be an additional step forward on this effort. It has been shown that it is possible to produce simple polymers like ethene and propene monomers from the tall oil fractions obtained from Norway spruce pulp. 23 Some components of slow pyrolysis-derived distillates have also shown to be applicable in medicine and material coating. 24 –26 Additionally, birch pyrolysis tar is an environmentally friendly, non-costly, and easy-to-use pesticide that has definite repellent effects on some insects. 27,28 The shelf life of birch pyrolysis oil is approximately 2 years if the oil is stored properly in a cool and dry environment, which allows relatively long storage times. Considering these aspects, it is highly possible that thermal conversion of hardwood provides substances that could further enhance WPC properties. The utilization of pyrolysis biochar has already been shown to improve the water resistance and mechanical properties of WPCs. 29,30
In our preliminary study, we investigated the effects of hardwood distillate (HWD) on the properties of various WPCs. 31 In this study, the goal is to gain information on the various effects of different HWD contents on the properties of a WPC.
Materials and methods
Commercially available WPC granules (LunaGrain (LG), LunaComp Ltd, Iisalmi, Finland) were used in the tests. The granules composed of thermally modified saw dust (Scots pine, 50 wt%), PP, and additives. Two sets of granules were used for injection molding: the first set was injection molded after drying (105°C, approximately 4 h) and the second set was first dried, then treated with HWD, and finally injection molded.
Hardwood (birch) was converted into biochar, liquids, and noncondensable gases using a two-part slow pyrolysis retort with an approximate capacity of 10 m3. First, 5–15 cm thick blocks of birch were put inside the inner part of the retort. Then the temperature of the retort was slowly (1°C min−1) heated to approximately 350°C in the absence of oxygen. The formation of condensable vapors began at below 100°C when moisture inside the raw material started to evaporate. The vapors were transported to condenser pipes cooled with cold water. Consequently, the vapors condensed into collectable liquids. The first liquid fraction was obtained below 100°C, consisting mainly of water. At 100–300°C, the condensed liquid fraction was a mixture of water, acetic acid, formic acid, methanol, acetone, ethanol, and other organic compounds. The tar component of the distillates, which was formed between 300°C and 350°C, was collected and used for the treatments. The main components (over 70%) of this distillate fraction were acetic acid, methanol, and phenols, and the rest was a mixture of polycyclic aromatic hydrocarbons, long-chain fatty acids and their esters, squalene, and cyclic hydrocarbons with varying amounts. The distillate was stored in cool and dry conditions before the further use.
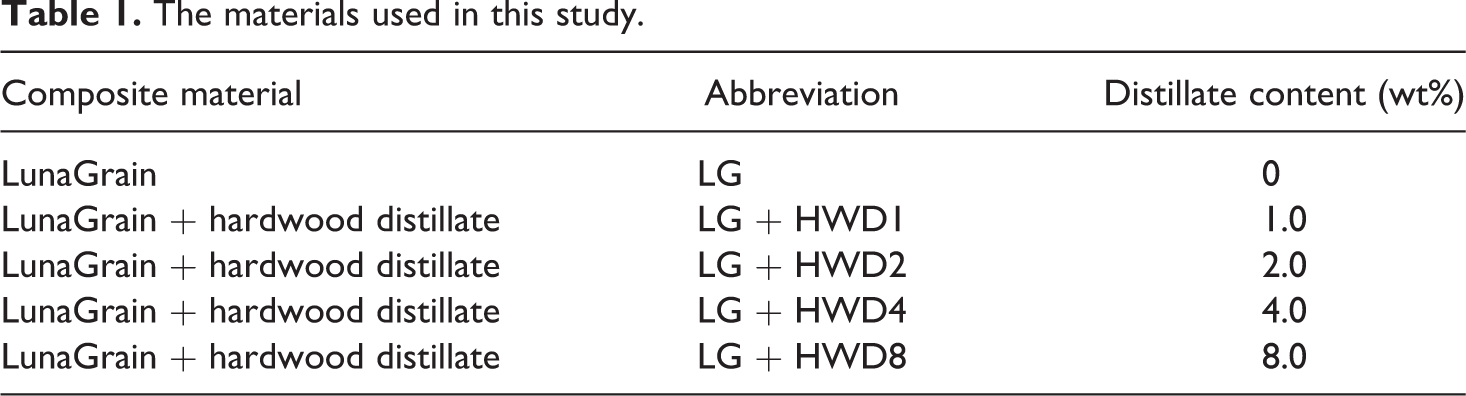
The utilized fraction was further processed in the laboratory. First, the water-soluble impurities were removed. The distillate was then heated to approximately 105°C to evaporate compounds with relatively low boiling points that could potentially cause problems during the injection molding process. WPC granules were impregnated with the processed distillate (density 1.10 g cm−3) at room temperature. The excess distillate was then removed from the granules by holding the mixture in a metal sieve, which allowed the distillate to drip from the granules. The impregnated granules were then placed into a force-convection oven at about 120–130°C and the temperature was elevated to 170°C for 30 min to polymerize the distillate. Finally, the granules were cooled to the room temperature. The ultimate distillate content in the granules, which was approximately 50 wt%, was determined by comparing the masses of the dried granules before and after the impregnation. The final mixtures of granules with different distillate contents were prepared by mixing the impregnated granules with untreated granules. All the materials prepared for injection molding are presented in Table 1.
The materials used in this study.
Sample rods with dimensions of 4.1 × 10.1 × 170 mm3 (± 1 mm) were injection molded using a Haitian Mars MA 1600/600 apparatus (Ningbo Haitian Huayuan machinery Co., Ltd, Ningbo, China). The proper homogenization of the raw materials for each batch was ensured by customizing the process parameters during injection molding. The fracture surfaces of the samples were later analyzed on a light microscope to confirm the even distribution of the main constituents. The tensile and flexural properties (adapted from ISO-178 and ISO-527-1) of the samples were characterized using an Instron 8874 dynamic mechanical tester (Instron Industrial Products, Grove City, Pennsylvania, USA). The test speed was 5.0 mm min−1 and 2.0 mm min−1 for the tensile and flexural testing, accordingly. The span used in flexural testing was 64.0 mm. Charpy’s impact strengths (adapted from ISO-179-1) of the samples were measured using a Ray-Ran Advanced Universal Pendulum System (JD Instruments Inc., Houston, Texas, USA). The speed of the hammer was 2.9 m s−1. The water absorptions (adapted from ISO-62) were determined from three separate samples of each material type. The samples were dried in a force convection oven at 50 ± 2°C for 24 h and weighed using Mettler Toledo AX205 scale (Greifensee, Switzerland). Immediately after the weighing, the samples were immersed in distillated water (21.0°C) for 24 and 48 h and weighed after the immersions. Results were reported as averages of three separate weighings. Proton-transfer-reaction time-of-flight mass spectrometry (PTR-TOF-MS) measurements were made using an Ionicon analytik PTR-TOF-MS 8000 apparatus (Ionicon Analytik Ges.m.b.H., Innsbruck, Austria) and the results were analyzed using PTR-MS Viewer 3.1.0.27 software (Ionicon Analytik, Innsbruck, Austria). The samples were analyzed as previously reported. 32 Five samples of each material type with dimensions of 4.1 × 10.1 × 80 mm3 (± 1 mm) were used to study volatile organic compound (VOCs). The emission rates of cyclohexene, furfural, guaiacol, pinene, methanol, and benzene were determined. The conversion of VOC emission rates into real room concentrations was conducted as previously reported, 32 except that, this time, sample area was used instead of mass. The effects of the modification were evaluated using Mann–Whitney test.
Results and discussion
Mechanical properties
The densities and mechanical properties of untreated and treated materials are presented in Table 2. Interestingly, a 1 wt% addition of HWD leads to a significant increase in tensile modulus. In addition, enhancements in other mechanical properties were also observed. These findings show that the composites become stiffer after distillate additions; namely, more strength is required to strain the composite. The higher rigidity of WPCs, which was also indicated by decreased strain and bending on higher (over 4 wt%) distillate contents, was because HWD fills the gaps and pores in WPCs. As a consequence, the density of the composite increases, and the movement of polymer chains is restricted within the material. On the other hand, the distillate enhances the interfacial bonding between the polymer matrix and wood fibers, which was also observed as higher values of tensile strength, flexural strength, and modulus of elasticity.
Densities and mechanical properties of the materials studied.
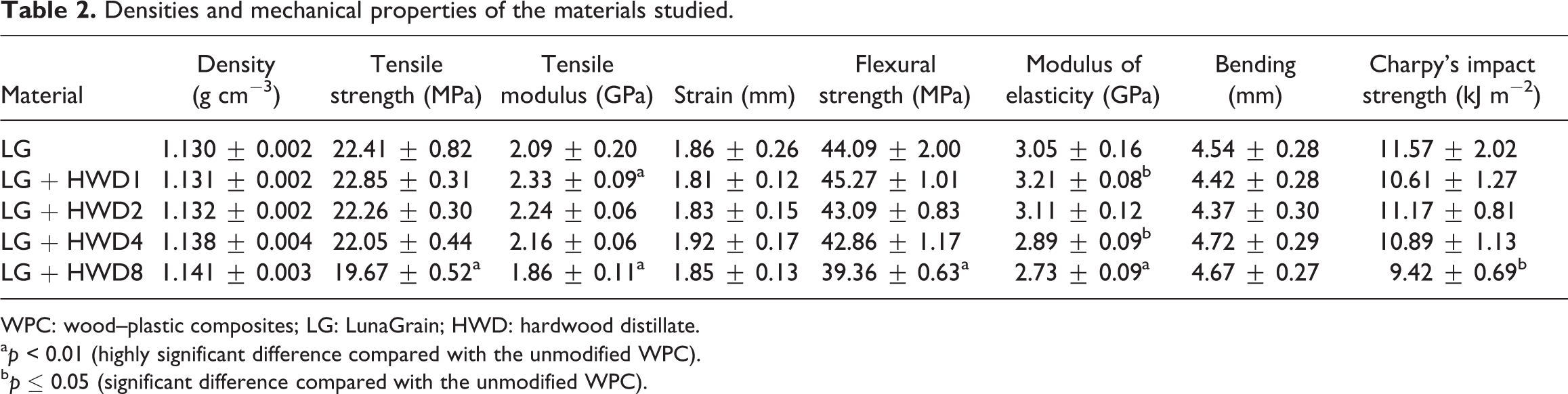
WPC: wood–plastic composites; LG: LunaGrain; HWD: hardwood distillate.
ap < 0.01 (highly significant difference compared with the unmodified WPC).
bp ≤ 0.05 (significant difference compared with the unmodified WPC).
As the movement of polymer chains is restricted, the Charpy’s impact strength of the composites is compromised. In other words, the polymer–filler interaction does not improve in a way that increases the crack initiation and propagation energy. Similar behavior has been observed for some coupling agents, too; although they improve the flexural and tensile properties, no effect on the impact strength is observed. 33 When distillate content reaches 8 wt%, the distillate starts to agglomerate and therefore the mechanical properties of the composites deteriorate. Based on the present results, mechanically strongest WPC is obtained when distillate content is approximately 1 wt%.
The processability of WPCs was improved after distillate additions. Consequently, the different injection molding parameters were used for the materials. Therefore, the effects of unequal parameters on the obtained results cannot be completely ruled out. In general, the characteristics of this particular wood distillate resemble those of coupling agents that improve binding between chemically different polymer matrix and wood filler and thus enhance the properties of WPCs. It has been previously shown that the optimal amount of coupling agent in WPCs is around 2 wt%, 34 which mirrors the results from the present study. Similar to the typical coupling agents used in WPCs, such as MAPP, it is possible that HWD contains substances that can bind to both wood fibers and polymer matrix. Lignin, which is a natural binder in wood, forms these substances during the thermal decomposition.
Water absorption
The addition of HWD consistently decreased the water absorption of WPCs (Figure 1). The major differences in the water absorption values appear during the first 24 h. These results match those observed in the earlier study, where over 4 wt% of slow pyrolysis-derived HWD was added to various WPCs. 31 The difference in water absorption between LG and LG + HWD1 is nearly 9%, whereas difference between LG and LG + HWD8 is over 25%.
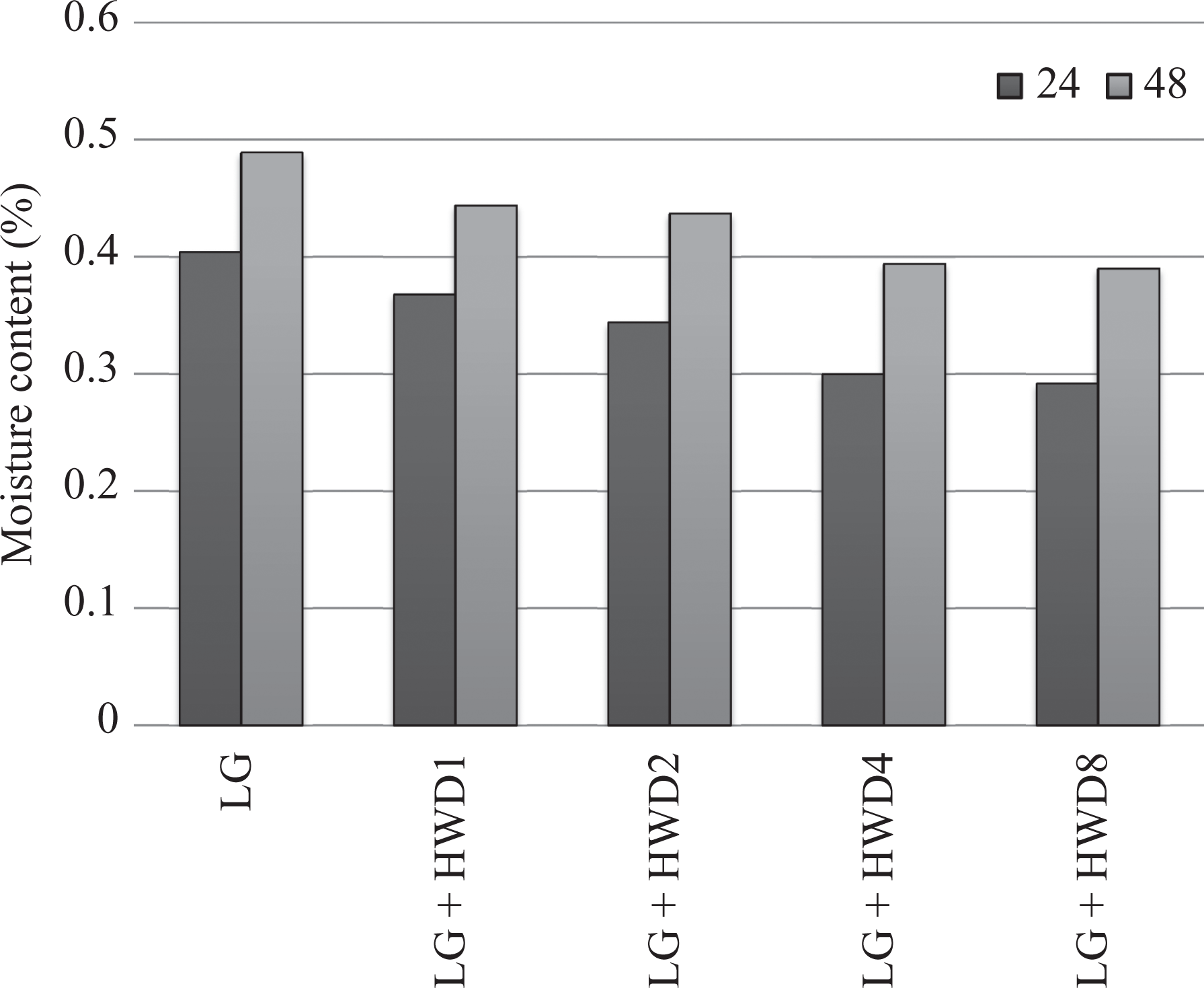
Results from water absorption tests after 24 and 48 hours of water immersion (N=3).
The decrease observed in the water absorption could be attributed to the capability of HWD to fill the gaps between the thermally modified wood fibers and the PP matrix. Consequently, water molecules are not able to penetrate WPCs as easily as without distillate treatments and thus the water absorption is decreased. Another possible explanation for the lower water absorption is that HWD contains high number of long hydrocarbon chains that are chemically hydrophobic, as the particular distillate is derived from the water-insoluble fraction. Incorporation of these chains into the wood fiber-filled polymer matrix results in the decreased water absorption. The water absorption of WPCs can be attributed to the chemical nature of wood-based components and thus it is also possible that the distillate occupies the sites in the wood fibers where water molecules would normally adhere.
The results of water absorption tests are significant in at least two major respects. WPCs have potential to take up water under humid conditions due to the presence of hydroxyl groups in wood-based materials. 10 This leads to increased susceptibility to microbial attacks and fungal growth. Furthermore, the consequent thickness swelling as a limiting parameter has to be taken into account in the design of WPCs for final applications. 35,36 This improvement is thus relevant since normally there is a threshold amount of moisture, above which degradation initiates in the surface layer and its rate increases.
Proton-transfer-reaction time-of-flight mass spectrometry
The VOC emission rates were found to increase after the HWD additions (Figures 2(a) and (b)). This result was expected and mirrors the results of previous study that examined VOCs from the liquid components derived from thermal conversion of wood. 37 Monoterpenes were found to have the highest emission rate when 8 wt% of HWD was added to the WPC. This finding has important implications for developing the resistance of WPCs against fungal and microbial attacks as some monoterpenes such as α-pinene have presented high repellency against insects. 38,39 Additionally, α-pinene has a pleasant odor, which further increases the importance of this finding because WPCs are commonly used in various indoor applications.
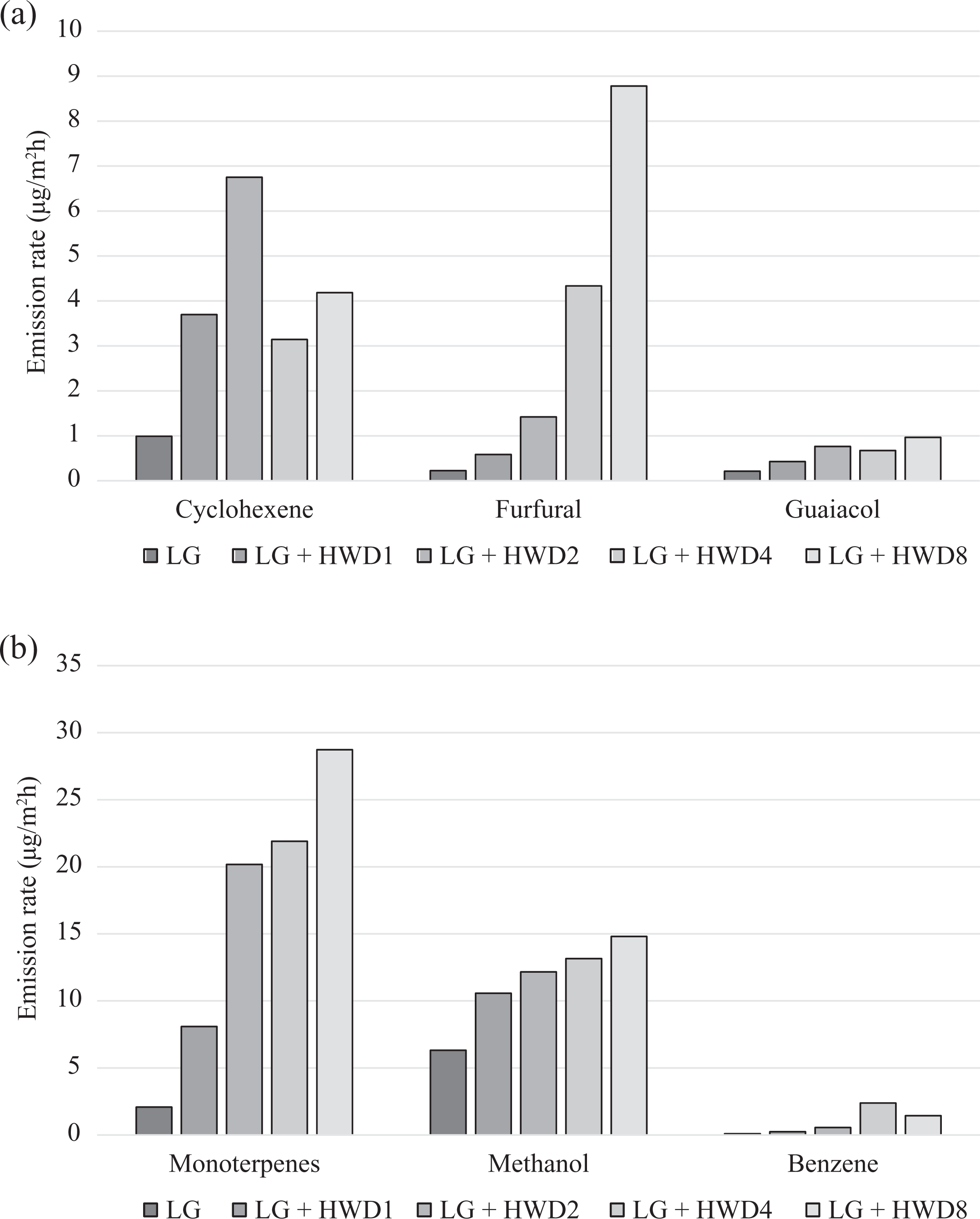
Emission rates of cyclohexene, furfural and guaiacol (a) and monoterpenes, methanol and benzene (b) for the materials studied.
Aldehydes and cyclohexene are suggested to be partly responsible for the unpleasant odor of WPCs and other wood-based composites. These compounds form during thermal degradation of wood, including pyrolytic processes. 21 The results of this study showed a considerable increase in furfural emission rates as a function of HWD content. Contrary to expectations, cyclohexene emissions did not systemically increase along with the HWD content.
Methanol, a non-terpenoid and toxic hydrocarbon, is abundantly emitted from various plant species and ecosystems. 40 It is formed during thermal combustion of wood and thus it is found in pyrolysis liquids. 21 This is also confirmed in the present results, which show that higher HWD content increases methanol emission rates. Similar phenomenon is observed with benzene and guaiacol but not on the same extent. Low benzene emissions are preferred as it is a carcinogenic compound and has direct health effects. Only trace amounts of benzene were emitted regardless of higher HWD contents. Guaiacol has phenolic, spicy, or smoky sensory notes and it is a key flavor compound of coffee. It is also a precursor to various flavorants. 41
The conversion of the VOC emission rates into real room concentrations (Table 3) revealed that the odor threshold of guaiacol was exceeded indicating that guaiacol is possibly smelled from the materials studied. Interestingly, when HWD content was 8 wt%, the odor threshold of monoterpenes was also exceeded. The latter finding is attributed to the chemical composition of HWD, whose addition clearly increases monoterpene emission rates (Figure 2(b)). Guaiacol emission rates, conversely, do not change substantially after the distillate additions (Figure 2(a)). In addition, further modification of the HWD fraction before the addition in granules can decrease the emission rates considerably. To decrease the emission rates of harmful VOCs, WPCs can be stored for an extended period of time. 32
Real room concentrations (μg m−3) of VOCs studied from WPC samples.a
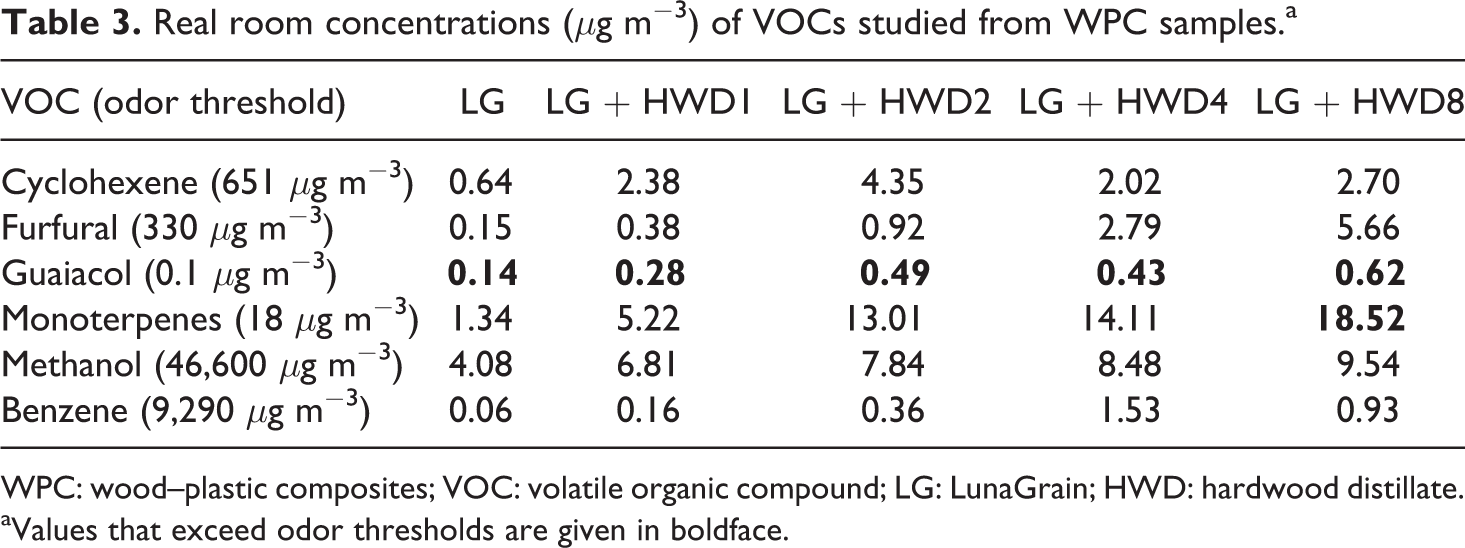
WPC: wood–plastic composites; VOC: volatile organic compound; LG: LunaGrain; HWD: hardwood distillate.
aValues that exceed odor thresholds are given in boldface.
Conclusions
This study set out to determine the effects of HWD content on the various properties of WPCs. The results from the mechanical tests suggest that a 1 wt% addition of HWD has advantageous effects on the flexural and tensile properties of WPCs, whereas similar enhancement is not achieved on impact strength. Another important finding to emerge from this study is that the addition of HWD significantly decreases the water absorption of WPCs without compromising the measured mechanical properties up to 4 wt% distillate content. Therefore, WPCs modified with HWDs could be used especially in outdoor applications where they are exposed to high humidity and alternating weather conditions.
The results from the mechanical tests and water absorption experiments support the idea that HWD can be considered as a bio-based and low-cost additive to boost the positive effects of synthetic coupling agents that are currently widely used in the industry. Furthermore, the results from PTR-TOF-MS analyses show that incorporation of HWD into WPCs does not considerably increase the amount of hazardous VOCs, which is an advantage for a material that is widely used indoors, too. The conversion of VOC emission rates into real room concentrations showed that guaiacol exceeded its odor threshold for all the studied materials whereas monoterpene odor threshold was exceeded only for LG + HWD8.
This study has evolved many questions in need of further research. To investigate whether wood distillates can replace synthetic additives, studies using WPCs with no coupling agents are needed. In addition, further studies using different kinds of wood distillate fractions in WPCs are also encouraged. More detailed chemical characteristics of wood distillates with respect to VOCs should also be determined.
Footnotes
Acknowledgements
The authors thank Antti Pietarinen for the help in the sample preparation and Pasi Yli-Pirilä for the advice in the PTR-TOF-MS measurements.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was financially supported by ERDF (granted by the Finnish Funding Agency for Technology and Innovation) and companies (project 70049/2011, “Novel characterization methods and applications for wood-plastic composites, WPC”).