
Abstract
Red mud is a solid waste in the production of alumina from bauxite. Red mud iron alloy (RMIA) is prepared from the red mud and laterite nickel ore via the high-temperature carbothermal reduction smelting and refining. Herein, by adjusting the contents of chromium (Cr) and titanium (Ti) in RMIA, low alloy cast iron with high hardness and wear resistance was obtained. Optical emission spectrometer, optical microscope, scanning electron microscopy, and hardness and two-body wear test were used for characterization. The results show that the addition of either Cr or Ti element can lead to carbide formation and refining of graphite. With an increase in the content of Cr or Ti, the hardness and the wear resistance of the alloy were enhanced, and the effect of Cr element was better than that of Ti element. The optimal microstructure and properties of the alloy were obtained at 4.8%Cr0.36%Ti, at which stage, the network eutectic carbide structure disappeared and evenly distributed in the matrix, and meanwhile, the graphite morphology was refined. The hardness of the alloy was higher than high chromium cast iron (HCCI), and the wear resistance of the modified alloy was better than HCCI under low load. The aim of this work is to provide a reference for the preparation of wear-resistant ferroalloys from the red mud directly via high-temperature carbothermal reduction.
Introduction
Red mud, a strongly alkaline solid waste in the production of alumina from bauxite, has attracted significant attention in the field of recycling and reuse owing to its potential harm to the environment. 1 The chemical composition of red mud primarily consists of Fe2O3, TiO2, Al2O3, SiO2, CaO, and NaO. Laterite nickel ore contains a certain amount of Fe, Ni, and Cr elements. Production of the low-cost and low alloy cast iron from red mud and laterite nickel ore has become possible now. A few reports in recent years have discussed the extraction of iron from red mud. 2,3 Zeng et al. 4 presented a method for the preparation of iron–nickel alloy from red mud by adding laterite nickel ore, wherein, the metal elements Fe, Cr and Fe, Ni could be extracted from the red mud and laterite nickel ore, respectively. He et al. 5,6 designed a low Ni-Cr alloy cast iron, which exhibited great hardness and corrosion resistance and could be directly prepared from red mud via high-temperature carbothermal reduction and subsequent refining.
High chromium cast iron (HCCI) is now widely used as a wear-resistant cast iron. However, with the high content of alloying elements, the production cost is larger. Normally, HCCI is produced from pig iron, scrap steel, ferrochromium, ferromolybdenum, ferronickel, and other raw materials via melting. To reduce the production cost, Ti, 7,8 V, 9,10 and so on elements have been added in low chromium cast iron or HCCI. Kopyciński and Piasny 11 found that more carbides are formed in the microstructure of cast iron by adding titanium and tungsten elements to the chromium cast iron, which improves the casting performance, especially, the wear resistance. Chung et al. 12 reported that with the addition of titanium, fine microstructure with decent wear resistance and hardness were achieved for hypereutectic HCCI. These works have shown that addition of alloy elements can lead to microstructure refinement and modification of the distribution and morphology of carbides, which all contribute toward a significant improvement to wear resistance.
Herein, the contents of chromium (Cr) and titanium (Ti) were adjusted in red mud iron alloy (RMIA) for the development of new kind of RMIAs with refined, uniformly distributed microstructure and with great wear resistance properties. The effect of Cr and Ti on the microstructure, carbide characteristics, mechanical properties, and wear resistance of RMIA have been investigated, which can provide the reference for direct preparation of wear-resistant ferroalloys from the red mud and laterite nickel ore via high-temperature carbothermal reduction.
Materials and methods
The raw material used in this study was RMIA, obtained from red mud and laterite nickel ore via high-temperature carbothermal reduction smelting and refining. The ratio of red mud to laterite nickel ore was 5:5 and 25% coke powder and 3% quicklime were added to the system. All the materials were dried at 60°C for 12 h. Modified RMIAs were made by adjusting the Cr and Ti content and using an induction furnace (GP-8). During the experiment, the voltage was kept at 35 V, the current was 1500 A, the temperature was about 1600°C, and the melting time was 35 min. Impurity removal agents were added to remove the oxide inclusion and decrease the contents of S and P elements. The resultant modified RMIAs were finally poured into a graphite mold of size 60 × 30 × 20 mm3. The main chemical compositions of alloys as determined using optical emission spectrometer (ARL ISpark 8860, Thermo Fisher Scientific, USA) are listed in Table 1.
Actual chemical composition of modified RMIAs in the experiment (wt%).

RMIAs: red mud iron alloys.
Note. The contents of Cr and Ti are emphasized in italics.
The experimental procedure is shown schematically in Figure 1. The microstructures of specimens were characterized using a 4XC-MS optical microscope [Sunyu optical technology (Group) Co., Ltd., China]. Hardness was measured in the cross-sectional samples using an HR-150A hardness tester (Jining Luke testing equipment Co., Ltd., China) with the load of 1471 N and loading time of 10 s. Final hardness was obtained as an average of five results. The two-body wear test was performed using an ML-100 in dry friction. The schematic illustration of two-body wear test is shown in Figure 2. The sample was cylindrical, with a diameter of 4 mm and a length of 10 mm, the feeding speed of the equipment was 4 mm/r, and the speed of disc was maintained at 120 r/min. Low load (5 N) and high load (10 N) were applied on the specimens and the experimental time was 23 s; 180 # SiC sandpaper was used for grinding the samples. All the samples were pre-ground with 600 # and 1000 # sandpaper to ensure smooth friction surface. The comparison sample, HCCI with 12% Cr, was purchased from Liuzhou Engineering Machinery Co. Ltd of China. HCCI is a well-known wear resistant material. The wear resistance of specimens was evaluated in terms of the mass loss. A scanning electron microscope Phenom Pure [Fenna Scientific Instruments (Shanghai) Co., Ltd, Holland] was employed to examine the morphologies of the worn surfaces after two-body wear tests. At the same time, the corresponding wear mechanism was studied.

Schematic of experimental procedure.

Schematic illustration of two-body wear test.
Results and discussion
Figure 3 shows the microstructures of RMIAs with different contents of chromium and titanium. As shown in Figure 3(a), the microstructure of the original RMIA consists of graphite, cementite (Fe3C), and pearlite. The bright white part is eutectic carbide, the gray bits and gray dots are pearlite, and the small black long strip is the graphite. Some of the point and block pearlite was distributed on the Fe3C matrix, forming low-temperature ledeburite (abnormal ledeburite). The main types of graphite were strip A-type graphite and small amount of dendrite D-type (due to high degree of supercooling). As shown in Figure 3(b), when the Cr content in RMIA increased to 4.8%, the amount of pearlite increased and the lamellar space was significantly refined, while the amount of thick lamellar A-type graphite on the matrix decreased and the size was also refined. 13 Also, the amount of continuous network carbide decreased. This is because Cr and Fe have similar atomic structures, which could replace the iron atoms in Fe and C compounds to form (Fe, Cr)3C carbides. Moreover, Cr and C have strong affinity, 14 which could form stable carbides and reduce the graphite content in the matrix. As shown in Figure 3(c), addition of 0.03% Ti to RMIA increased the supercooling tendency during solidification, decreased the number of A-type graphite, increased the number of D-type and E-type graphite in the alloy, 15 and caused segregation at the grain boundary, which can effectively improve the graphite phase and refine the pearlite structure. Ti has a strong affinity toward C and N and can form TiC 11 and TiN. 14 Ti can be used for the heterogeneous nucleation of graphite and austenite and promote the heterogeneous nucleation of grains and refine grains. 16 The microstructure obtained when Cr and Ti were added together is shown in Figure 3(d) and the XRD pattern is shown in Figure 4. Owing to strong affinity of Cr and Ti toward C, the carbide in the alloy increased sharply, and the coarser A-type graphite phase in the matrix was refined and evenly distributed. Both Cr and Ti could refine the lamellar spacing of pearlite, leading to the improvement in properties of the alloy. Figure 5 shows the EDS mapping of 4.8%Cr0.36%Ti. From the figure, we can see that the distribution of Ti is mainly around graphite, while Cr is mainly distributed in carbide.

Microstructures of modified RMIAs: (a) RMIA (0.8%Cr0.06%Ti), (b) 4.8%Cr0.06%Ti, (c) 0.8%Cr0.36%Ti, and (d) 4.8%Cr0.36%Ti. RMIAs: red mud iron alloys.

XRD pattern of 4.8%Cr0.36%Ti alloy.

EDS mapping of 4.8%Cr0.36%Ti alloy (a) corresponding distribution of Ti (b) and C (c) and Cr (d).
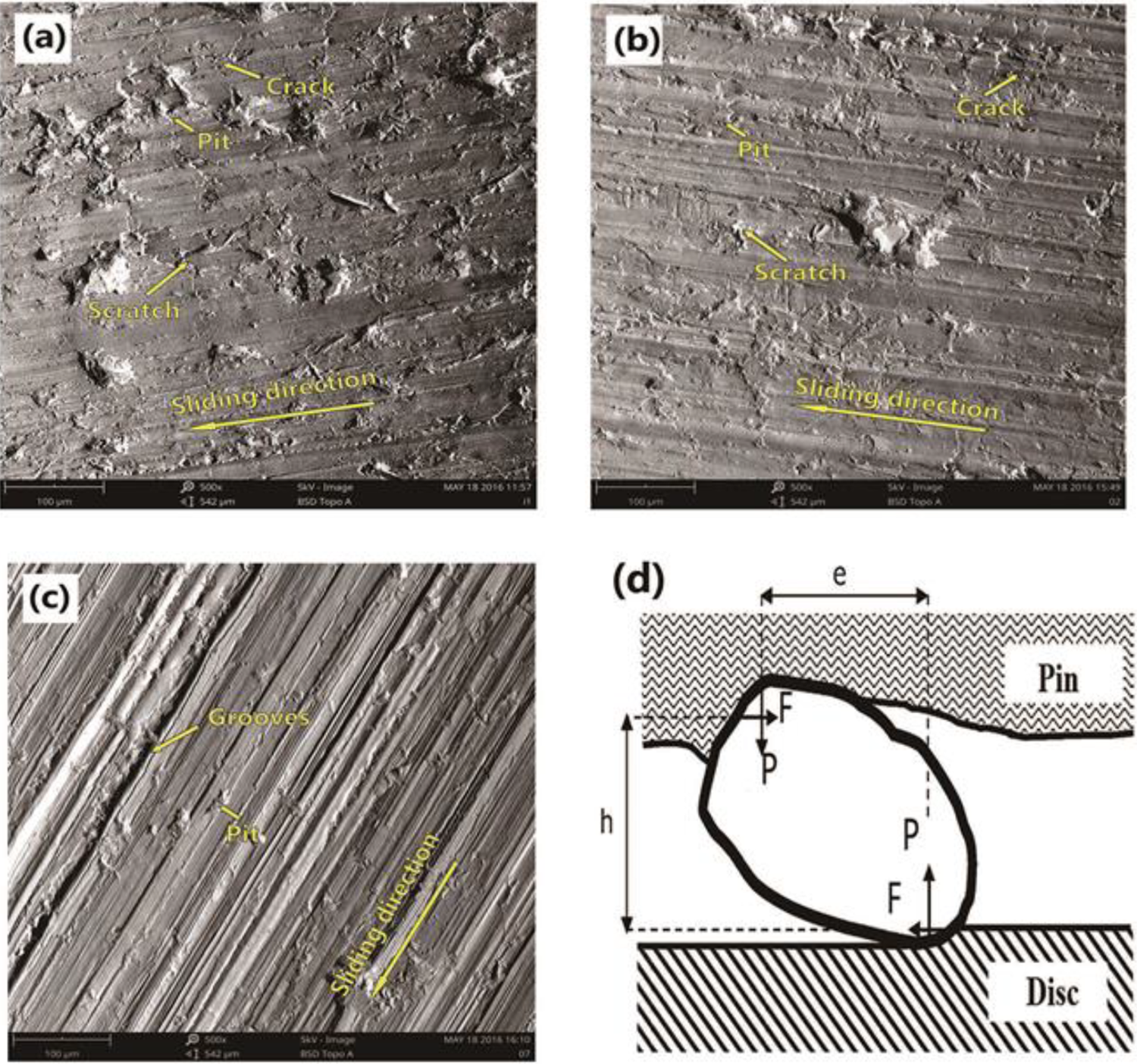
Figure 6 shows the hardness of RMIAs with different contents of chromium and titanium. Increasing the content of Cr and Ti increased the hardness of RMIAs. After the separate addition of Cr and Ti, the hardness of the alloys were 52.2 HRC and 48.2 HRC, which are 17.46% and 8.46%, respectively, higher than that of RMIA. The reason is that both Cr and Ti can form carbide. Hardness of the alloy increased with the decrease in graphite content and refinement of graphite morphology. The graphite content and graphite size of all casting were measured by software Image-Pro Plus as given in Table 2. It can be seen from Table 2 that the graphite content in the alloy decreases to a certain extent after adding Cr and Ti. The least graphite content is the alloy with 0.36%Ti and 4.8%Cr. The graphite content in the alloy is negatively correlated with the hardness of the alloy. The size of graphite decreases and the graphite is evenly distributed in the matrix. The dispersion strengthening effect increases and the hardness of the alloy increases. The hardness of RMIAs with 4.8%Cr0.36%Ti was further improved by refinement and uniform Fe3C, with hardness enhanced to 55.9 HRC, an increase of about 25.6% in contrast to RMIA. Due to relatively high hardness of Fe3C, the hardness of modified RMIAs clearly increased. Simultaneously, with increase in Ti, the Fe3C morphology became thin and uniform. Fe3C with this morphology can contribute more toward the improvement of hardness of materials; consequently, the hardness was enhanced. 17 Therefore, we can conclude that the increase of both chromium and titanium displayed a positive effect on hardness.
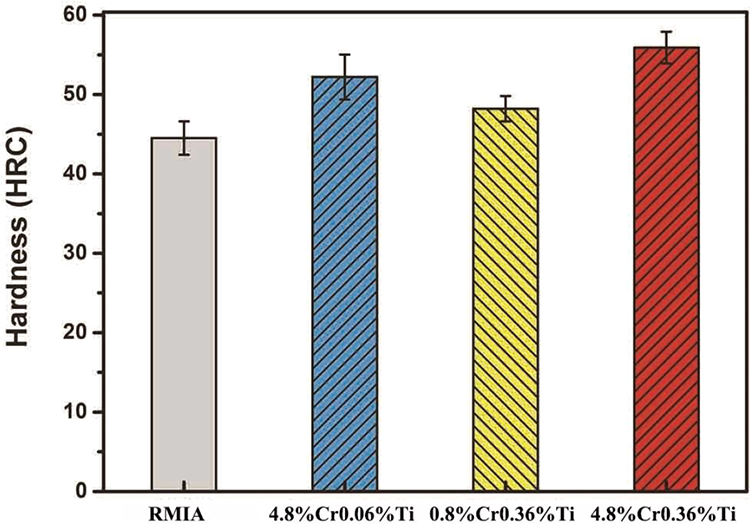
Hardness of RMIAs with different contents of chromium and titanium. RMIAs: red mud iron alloys.
Graphite content and graphite size and hardness of modified RMIAs.
RMIA: red mud iron alloy.
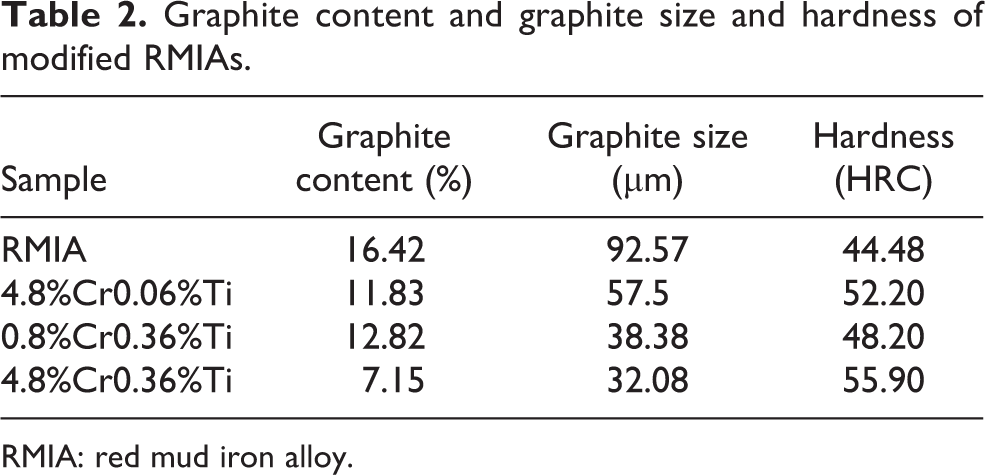
Figure 7(a) shows the mass loss of modified RMIAs and HCCI in low load conditions. The changes in wear resistance of modified RMIAs with different chromium and titanium were similar to the hardness changes presented in Figure 6. The mass loss of 4.8%Cr0.36%Ti alloy was low as compared to RMIA (about 32%), indicating improved wear resistance. In general, wear resistance depends on the matrix microstructure, carbide types and their volume fraction, fracture toughness, and the hardness of alloys.
18
Firstly, the refined and uniform hard Fe3C play an important role in the resistance of abrasive particles. They can effectively resist the invasion of abrasive particles and prevent micro cutting and improve the wear resistance of materials at macro level.
19
Thus, Fe3C with this morphology can contribute toward best wear resistance. On the other hand, abrasive wear volume is generally assumed to be inversely proportional to the hardness of material, which is reflected in typical Rabinowicz wear law Mass loss of modified RMIAs and HCCI at low load (a) and high load (b). RMIAs: red mud iron alloys; HCCI: high chromium cast iron.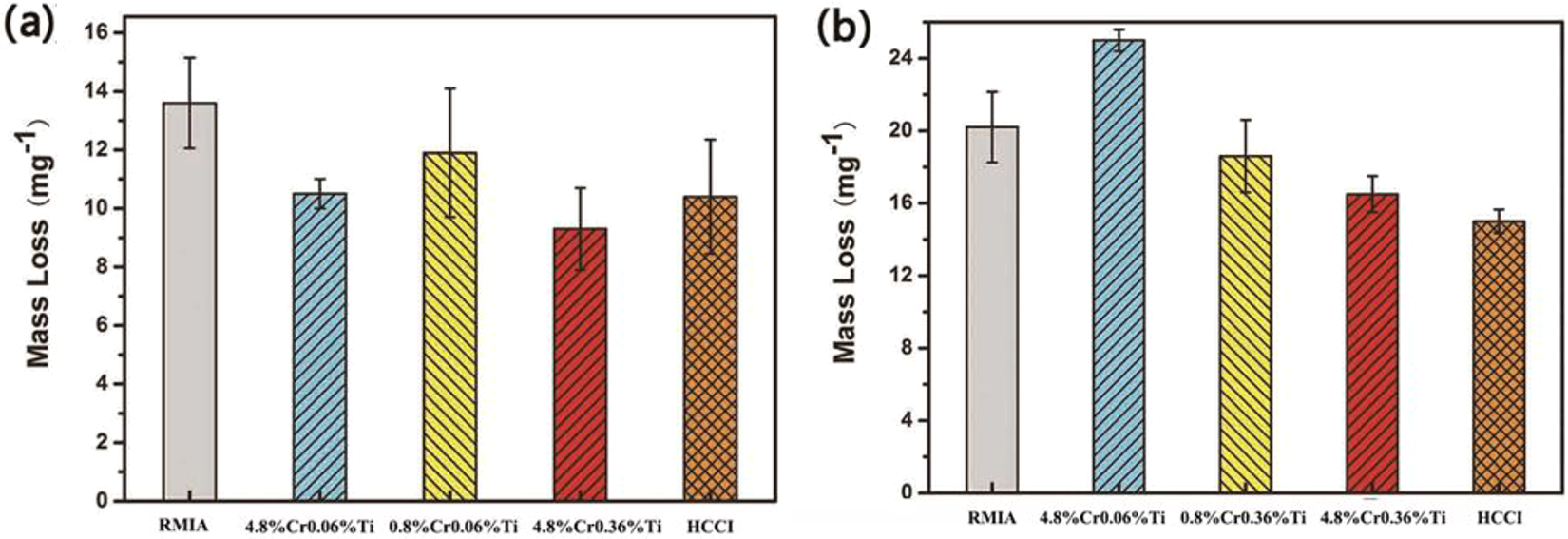

where W is the wear volume per unit sliding distance, P is the applied load, H is the hardness of alloy, and K is the wear coefficient. Increasing the hardness is known to improve the wear resistance of materials. Therefore, the results shown in Figure 7(a) are almost in agreement with the variation in hardness. Notably, the wear resistance of modified RMIA with 4.8%Cr0.36%Ti was comparable to HCCI under low load.
Figure 7(b) shows the mass loss of modified RMIAs and HCCI in high load conditions. Notably, the modified RMIA with 4.8%Cr0.06%Ti exhibits the highest mass loss, while the modified RMIA with 4.8%Cr0.36%Ti displayed best wear resistance at high load. These results indicate that typical Rabinowicz wear law (the abrasive wear resistance primarily depends on the Rockwell hardness of alloys) is not always suitable for high load conditions. Kang et al. 20 suggested that the stress concentration on the carbides with poor ductility at high loads lead to the creation of cracks, causing the carbides to finally fell away from the matrix. Fe3C is not only a hardening phase in modified RMIAs but also a brittle phase. The decrease in wear resistance of modified RMIA with 4.8%Cr0.06%Ti may be due to the weaker ductility of coarse Fe3C than that of refined and uniform morphology. Thus, causing the Fe3C to easily fell away from the matrix under high loads results in the removal of more materials. Therefore, the morphology and distribution of Fe3C in matrix with refined and uniform state can be advantageous for wear resistance under high load conditions.
Figure 8 shows the wear surface morphology evolution of modified RMIAs for different load conditions. According to the wear morphology, the wear pattern of the sample was mainly micro-cutting wear with a certain amount of plastic fatigue peeling. During the wear process, the hard SiC particles press onto the metal surface and cut the metal, forming several furrows on the metal surface, and the metal matrix is cut by hard abrasives to cause wear. According to Figure 8(a), there were large areas of pits, a small number of furrows and cracks. The relative displacement between the hard particles and friction surface brings about that the ploughed and grooves were formed on the wear surface. The formation of pits may be related to hard carbides and graphite in the matrix. The binding force between the graphite and the matrix was not strong and microcracks easily formed at the tip of graphite. During the wear process, microcracks propagate, and finally, cause the material to fall off forming pits. At the same time, after the soft matrix structure is worn, the hard carbide will be gradually exposed due to inlaying in the matrix. When the abrasive particles encounter too much exposed hard phase in the sliding process, the hard phase will be scraped off to form irregular pit shape under the action of chip force. The wear surface morphology with 4.8%Cr0.36%Ti became smoother than RMIA alloy. The pits were clearly reduced, and the depth of furrow was also decreased to a certain extent. This is because after the addition of Cr and Ti, the network structure of Fe3C in RMIA alloy was destroyed, the distribution of Fe3C in the matrix became more uniform, and the graphite in the alloy was clearly reduced and refined, the hardness was relatively high, and it was more effective to resist the pressing and cutting of hard abrasives in the wear process. Hence, the wear resistance of the material was improved. Fang et al. 21 has proposed a particle motion model for abrasive wear. When a particle contacts with the surface of specimen, normal force p and frictional force F are acted (see Figure 8(d)). At low load (stress) conditions, Fh > pe, particle motion tends to roll, which may cause alternating stress on the wear surface after repeated contacts, resulting in the surface fatigue and crack formation. The refined and well-distributed Fe3C owing to the increase in chromium and titanium helps in effectively minimizing the propagation of cracks and the larger graphite becomes smaller and reduced in amount. This phenomenon reduces the stress concentration and results in the reduction of pits and scratches. 22 Therefore, the modified RMIA with 4.8%Cr0.36%Ti displays a great wear resistance at low loads. In contrast, at high load (stress) conditions, pe > Fh, indicating that the particle motion tends to slide, and the wear mechanism is consequently transformed from surface fatigue to grooving.
SEM micrographs of wear surface for modified RMIAs: (a) RMIA at low load, (b) 4.8%Cr0.36%Ti at low load, (c) 4.8%Cr0.36%Ti at high load, and (d) a model of particle motion. SEM: scanning electron microscopy; RMIAs: red mud iron alloys.
In conclusion, alloy design that adjusts the chromium and titanium concentrations in modified RMIAs can definitely improve the abrasive wear resistance. With the content of Cr increasing, there is more amount of Fe3C formed. Moreover, Ti can refine and distribute Fe3C orderly and uniformly in the matrix. Hence, the hardness and resistance are significantly improved. Notably, the wear resistance of modified RMIA with 4.8%Cr0.36%Ti is comparable to HCCI at low loads, but not at high load conditions (see Figure 7). Therefore, the improved wear resistance and wear mechanism at high loads needs further exploration, and heat treatment 23 –25 or other alloy designs 17,26,27 can be considered in the future.
Conclusions
Herein, a novel, wear resistant, modified RMIA has been developed. When only Cr element was added in RMIA, the lamellar structure of pearlite in the alloy was refined, the coarse graphite in the lamellar structure was refined, the morphology of network carbide was improved, and the hardness and wear resistance of the alloy increased at low loads. However, when only Ti was added, the wear resistance of the alloy was improved, but the improvement was not as prominent as Cr. This is because Ti makes the supercooling degree of molten iron larger, which makes the A-type graphite change into D-type and E-type graphite under large supercooling degree. The wear resistance of these graphites was lower than that of A-type graphite. Therefore, the wear resistance was slightly lower than that with Cr addition. With the increase in chromium and titanium contents, the Fe3C of modified RMIA with 4.8%Cr0.36%Ti were significantly refined and became more uniform, resulting in a significant improvement in hardness and wear resistance at low loads, which is comparable to HCCI. This work can provide a reference for the preparation of wear-resistant ferroalloys from red mud directly by high-temperature carbothermal reduction and open novel avenues to develop high value-added products from red mud. These findings are suggestive of a new perspective to the problem of recycling and utilization of red mud.
Footnotes
Acknowledgments
The authors would like to thank Dr Shanshan Hu, the associate professor of College of Mechanical Engineering, Guangxi University and Dr Jianmin Zeng, the professor of the Center Ecological Collaborative Innovation for Aluminum Industry in Guangxi University, for providing the help for this work.
Author contributions
All authors contributed equally and significantly in writing this article. All authors read and approved the final manuscript.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Guangxi Science and Technology Major Project [Grant No. AA 17202001], the Key Research and Development Project of Guangxi [Grant No. AB18221100], the Scientific Research and Technology Development Project of Chongzuo, Guangxi [Grant No. FA2019002], and the Open Foundation of Guangxi Key Laboratory of Processing for Non-ferrous Metals and Featured Materials, Guangxi University [Grant No. GXKFJ16-16].