
Abstract
Conventional inorganic fillers are widely used as fillers for polymer-based composites. Though, their processing difficulties and cost have demanded the quest for credible alternatives of organic origin like coconut shell fillers. Dried shells of coconut were burnt, ground, and sifted to sizes of 63, 150, 300, and 425 µm. The ground coconut shell particles (CSP) were used as a filler to prepare polypropylene (PP) composites at filler contents of 0% to 40% via injection melt blending process to produce PP composite sheets. The effect of the filler particle size on the mechanical properties was investigated. The decrease in the size of filler (CSP) was found to improve the yield strength, tensile strength, tensile modulus, flexural strength, flexural modulus, and hardness of PP by 8.5 MPa, 15.75 MPa, 1.72 GPa, 7.5 MPa, 100 MPa, and 10.5 HR for 63 µm at 40%, respectively. However, the elongation at break and modulus of resilience of the PP composites were seen to increase with increase in the filler size. Scanning electron microscope analysis showed that fillers with 63 µm particle size had the best distribution and interaction with the PP matrix resulting in enhanced properties.
Introduction
Composites obtained from filled polyolefins have caught the attention of researchers, scientists, and manufacturers in recent times. The combination of fillers and polyolefins 1 or other thermoplastics to obtain a composite material is an attractive one. The mixture attempts to offer a broader range of applications because the thermoplastics have the inherent characteristic of heat reversibility. This typical behavior permits other materials to be mixed with such polymers to obtain composites. 2 –5 Filler addition to polymers is mainly to modify and improve the mechanical properties at a reasonable cost. 3,6 The use of these mineral fillers to modify the property performance of thermoplastics has been an agelong practice in the plastic industry. 7 They provide excellent rigidity and temperature resistance. 8,9 However, these mineral fillers are pricey and often present rough interface which wears the processing apparatus. 8,10,11 Furthermore, the composites obtained these type of fillers are not biodegradable. The nondegradable tendencies of these materials after service life have necessitated the need to seek for alternative materials as fillers in the compounding polypropylene (PP) and other polyolefins for the composite industry.
The use of organic fillers of animal or plant origin as credible replacements to the conventional ones advocated because they are available, cheap, biodegradable, and renewable but with low resistance to moisture. 12,13 Organic fillers are progressively finding applications in the manufacture of polymer composites because of properties such as low density, low cost, availability, nonabrasiveness, and renewability. 14 –17 These fillers are competing well with traditional fillers; and in some aspects, are displaying favorably property improvement of the resultant composites. 18
Unarguably, organic fillers do not have an excellent compatible interface with synthetic polymers. Natural fillers, therefore, need some form of treatments via chemical modification or the use of compatibilizers 1,19,20 to obtain excellent interfacial adhesion. For instance, Barkoula et al. 21 have studied the effect of maleated polypropylene (MAPP) compatibilizer on the PP/flax fiber composites and reported an improvement in the tensile strength of flax/PP blends when 3.0 wt% MAPP was added to the composites. Also, Joseph et al. 22 worked on PP/sisal fiber composites. They reported that the interfacial adhesion between the PP and sisal fiber increased the tensile properties of the composites due to various treatments carried out on the fiber. Furthermore, Rahman et al. 23 reported the modification of abaca and coir fiber surfaces with benzene diazonium salt and observed an increase in the interfacial adhesion between the two fibers and PP matrix with improved mechanical properties.
The literature is inundated with reports using organic fillers in PP and PP-based materials. The addition of kenaf and sago fibers as processing fillers for PP investigated. 8,10,11 Nikmatin et al. 24 had reported the use of rattan powder nanoparticle to improve the physical, mechanical, and thermal properties of PP composites. Erdogan and Huner 25 also investigated the use of lignocellulosic fillers (pine wood sawdust/walnut shell flour/rice husk powder) as reinforcements in PP composites. Other reported works in the literature include PP/abaca, PP/flax, 26 PP/jute, 26 –28 PP/silk, 29 PP/hemp/glass fibers, 30 and PP/sisal. 31 Almost, every agricultural process creates wastes. These waste materials form significant components of universal solid wastes. Hence, there is the need for the conversion of these agricultural wastes into useful goods.
The present work explored the effect of particle sizes on the mechanical properties and morphology of PP composites. Coconut shells are composed of cellulose, hemicellulose, and lignin in addition to moisture and ash. 32 Burning of the coconut shells in an inert environment helps to remove the volatile matter leaving behind porous char. 33 –35 The process was done to improve on the seeming deficiencies of poor moisture resistance and poor adhesion of organic filler—coconut shell filler, thus reducing the need for compatibilizers, without sacrificing the enhancement of properties and other attributes. This study justifies the necessity to enlarge the utilization of coconut shells beyond common use as fuel for domestic cooking. Therefore, this study will further bring to bear the conversion of coconut tree by-products or wastes to useful lightweight engineering materials.
Materials and methods
Materials
PP pellets with melt flow index (25 g/10 min at 230°C) and density (0.9 g/cm3) were used as the matrix. It is a product of Indorama Petrochemical Company Ltd, Eleme, Nigeria. Coconut shells (agro-wastes) were supplied by local farmers and traders within Owerri, Nigeria. The shells were cleaned, washed with water, and dried under the sun ready for inert burning. Figure 1 displays the kernel-free coconut shells and pulverized burnt coconut shell particles (CSP).

(a) Kernel-free coconut shells and (b) burnt coconut shell particles.
Preparation of PP/CSP composites
The as-prepared coconut shells were burnt in an electrothermal oven (Model DHG-9030A MCEEg, SearchTech Instruments, China) at 200°C inside a sealed aluminium vessel for 2 h. The resultant char was ground and sieved into particle sizes. The PP composites of PP matrix and burnt coconut shells of particle sizes 63, 150, 300, and 425 µm at filler content (0% to 40%) were prepared. Briefly, PP pellets were melted, mixed, and homogenized with the CSP by a reciprocating screw injection machine (a 130 ton injection molding machine made by Jin Shin Machinery Works Company, Ltd, China). It has an injection pressure of 100 kgf/cm2 (∼10 MPa), while the nozzle and hopper temperatures were maintained at 260°C and 195°C, respectively, and cycle time of 35 s. Finally, composite sheets of dimensions (150 ×150 × 3) mm3 were injected, cooled, and stored in polyethylene bags for further use. Figure 2 presents the preparation process of the PP composite sheets.

Preparation process of the polypropylene composite sheets.
Scanning electron micrographs
Phenom scanning electron microscope (SEM) (Phenom ProX Model by Phenom-World B.V., Dillenburgstraat 9E, 5652 AM Eindhoven, The Netherlands) was used to study the composite micrographs. Five scanned representative specimens, namely: the unfilled PP, PP filled with 63 µm particles at 10%, 20%, 30%, and 40% filler content. Each sample was coated with a gold layer onto it and then cut into 2 × 2 mm2 using a sputter cutting machine and scanned.
Mechanical tests
To determine the yield strength, tensile strength, elongation at break, tensile modulus, and modulus of resilience of the filled PP composites, tensile test experiments were carried out using Monsanto Tensometer (Model TEK/2/11140, Hounsfield Extensometer by Tensometer Ltd, Croydon, UK), according to ASTM D638. The three-point flexural analysis was carried out to obtain the flexural strength and modulus of the PP composites using the same Monsanto Tensometer by ASTM D790. The hardness test was performed using a LabTech Hardness Tester (Model RBHT, S/No. S–39 Labtech Instruments, India), which has 15 Rockwell scales and specifies scale L for plastic materials using a load of 60 kg and a steel ball indenter of ¼ inch 6.35 mm diameter. Every test was performed three times, and average value was recorded.
Results and discussion
SEM micrographs analysis
Figure 3 displays SEM micrographs of five representative samples ((a) to (e)). The micrograph of the fracture surface of the neat PP matrix has homogenous, moderately smooth, and uniform fractured surface with minimal pores indicating no sign of plastic deformation (Figure 3(a)). The addition of filler to polymer matrix at low filler contents, 5 wt% or less was found to give composites with morphological change in the microstructure and narrow gaps between fillers and the matrix indicating good interfacial adhesion. 36 Micrographs in Figure 3((b) to (e)) present the fracture images of samples with 10, 20, 30 and 40 wt% of CSP filler loadings. There is presence of filler particles agglomeration with PP matrix as shown in the figure. This is possible because at higher filler contents there is the tendency for fibers to be free of any matrix interactions thereby creating pores and voids. It was observed that increasing the filler loading causes the filler to accumulate due to weak wetting by the matrix. The observable weak wetting between PP and CSP characterized by the presence of filler agglomeration and pores as shown in the figure is due to poor interfacial adhesion compatibility between hydrophobic polyolefin and hydrophilic cellulosic filler. 37

SEM micrographs of PP composites for 63 µm: (a) Neat PP, (b) 10% CSP, (c) 20% CSP, (d) 30% CSP, and (e) 40% CSP. SEM: scanning electron microscope; PP: polypropylene; CSP: coconut shell particles.
Mechanical properties
Yield strength
The yield strength of the PP composites with particle size is graphically presented in Figure 4. The values of the strength at all filler particle sizes were higher than the virgin PP (34.5 MPa). The composites filled with 63 µm particles had the optimal yield strength, while those containing 425 µm sizes had the least values of yield strength. Thus, the yield strength decreased with an increase in the filler particle size. The reason is that finer particles offer better distribution leading to the formation of better bonding with the matrix than coarser particles. The decrease in the yield strength with an increase in the particle size of coir shells when used as filler in polymer composites had been reported. 38 –41

Filler particle size versus yield strength of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Tensile strength
Figure 5 presents the effect of filler particle size on the tensile strength of the filled PP composites. The tensile strength of the particle-filled PP is higher than that of the neat PP at 35.42 MPa. Furthermore, the figure revealed that higher tensile strength of the filled composites was obtained from smaller particle size of the filler for all the samples investigated. The improved tensile strength corroborates the enhanced filler–matrix interaction of tiny filler particles due to presence of large surface area which offers improved miscibility. Contrarily, the decreasing trend in the values of tensile strength with the increase in the filler particle size submits the difficulty of distributing and having the right mix between the matrix and the coarse particles. This phenomenon leaves the PP matrix having weak interaction with the coarse particles. Similar to our observations are the works of Agunsoye et al., 40 Islam et al., 42 Salleh et al., 43 and Sarki et al. 44

Filler particle size versus tensile strength of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Elongation at break
Figure 6 shows the effect of filler particle size on the elongation at break of the PP filled composites. From the figure, the elongation at break of the PP/CSP samples showed a gradual reduction in the addition of filler particles to the polymer, with the virgin PP having the highest value (20.3%). The 63 µm particle sizes showed the least value of elongation at break, indicating that the elongation at break of the composites increased with an increase in the particle sizes. Finer particles allow better dispersion and high matrix–filler bonding, making relaxation of the stiff structure difficult, hence a reduction in elongation on stretching. On the contrary, fillers with large particle sizes exhibit low dispersion and poor bonding resulting in a material with high flexibility upon stretching. Additionally, this result shows that the carbonized CSP imparted strength and hardness accompanied by some brittleness to the PP. This result agrees with the findings of Lai et al., 45 Agunsoye et al., 40 and Ojha et al. 34 who reported that elongation at break decreased on the incorporation of filler particles.

Filler particle size versus elongation at break of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Tensile modulus
The variation of CSP size on the tensile modulus of the PP composites is presented in Figure 7. The tensile modulus of the filled PP was higher than that of the virgin PP (1.44 GPa) for every filler content. Again, the modulus decreases with an increase in the particle size for all filler content studied. Thus, samples filled with 63 µm particles had the highest stiffness. Since modulus is a function of both stress and strain within the elastic limit, it is pertinent to note that finer particles gave rise to samples of higher strengths, lower elongations, and high stiffness as observed. From the observation, it could be reasonably justified that the incorporation of CSP into PP matrix improved the rigidity of the composites. Similarly, such characteristic performance on using coconut shell or coir fillers in synthetic polymers had been reported. 43 –47

Filler particle size versus tensile modulus of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Modulus of resilience
Figure 8 presents the plot of the modulus of resilience or toughness of the PP composites versus particle size at different filler loadings. As expected, the neat PP maintained the highest observed modulus of resilience of 0.414 MJ/m3 which is independent of filler particle size. The modulus of toughness of the filled PP samples exhibited a decreasing trend with increasing filler particle size. The lowest filler content (10 wt%) gave the highest values of resilience for all particle sizes studied. On the other hand, the smallest particle size (63 µm) produced the least values. Within the elastic region, toughness depends on the product of stress and strain (elongation, not expressed in percentage). Hence, the energy needed to extend the sample to the elastic limit reduced as particle size decreased.

Filler particle size versus modulus of resilience of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Flexural strength
The flexural strength of the PP composites reduced with an increase in particle size but higher than the unfilled PP, as shown in Figure 9. Thus, indicating that the CSP enhanced the flexural strength of PP composites with the 63 µm particles size having the highest flexural strength value. The observed trend in the flexural strength of the composites is suggestive of the large surface area exhibited by the small-sized filler particles, which resulted in the improved dispersion and better filler–matrix interfacial bonding. The works of Haque et al., 48 Haque et al., 49 Te-fu et al., 50 and Tay et al. 51 on the effects of coconut shell filler or other filler particle sizes on the flexural strength of PP composites corroborated our observations.
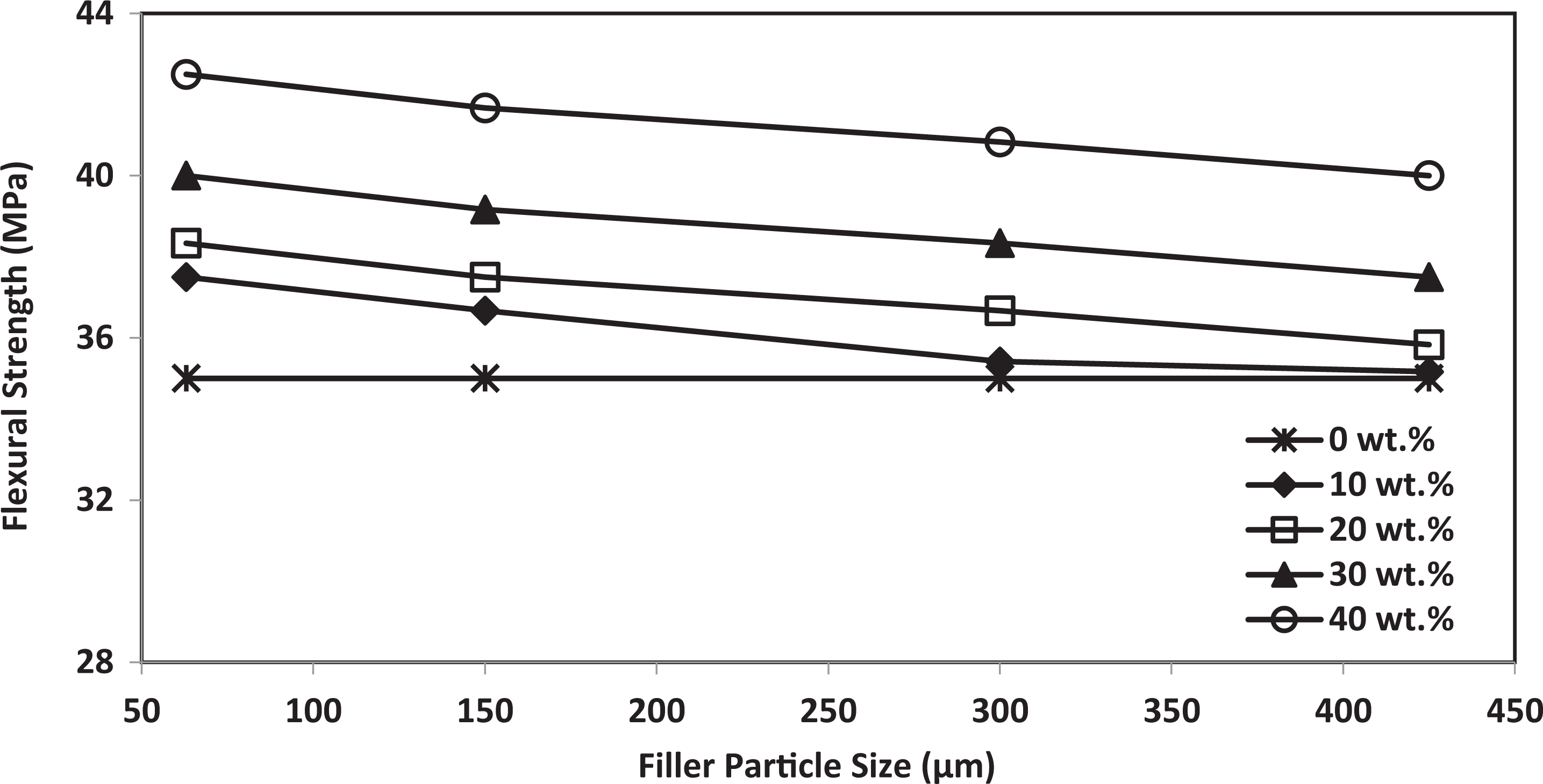
Filler particle size versus flexural strength of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Flexural modulus
Figure 10 presents the filler particle size effect on the flexural modulus of filled PP composites. The flexural moduli of the composites were found to be higher than the modulus of the virgin PP (192.9 MPa). Furthermore, the flexural modulus was seen to increase with a decrease in particle size; hence, the samples filled with 63 µm particles had the highest flexural modulus for all filler loadings studied. Flexural modulus is a function of the ratio of flexural force and deflection within the elastic limit. Therefore, high flexural modulus values are expected for samples that deflect small at high forces. Composites filled with the finest particles gave little bends resulting in high flexural modulus. The improved particle–matrix interaction clearly explains why such composites had high flexural modulus. Tay et al., 51 Bledzki et al., 52 Khan et al., 27 Zheng et al., 53 and Rahman et al. 23 also reported findings that are quite in agreement with the results of this study.

Filler particle size versus flexural modulus of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Hardness
The PP composites exhibited superior hardness values ranging from 26 to 34 Rockwell Hardness (HR) depending on the particle size, and content compared to the virgin PP with a hardness value of 24 HR (Figure 11). However, hardness decreased with an increase in particle size. Thus, the samples containing 63 µm particles had the highest hardness for all filler contents. The performance might be attributed to the improved particles distribution in the matrix, and formation of good interfacial adhesion with the PP. The increase in hardness of PP and other synthetic polymers on addition of natural fillers has been reported. 34,43,48,54,55
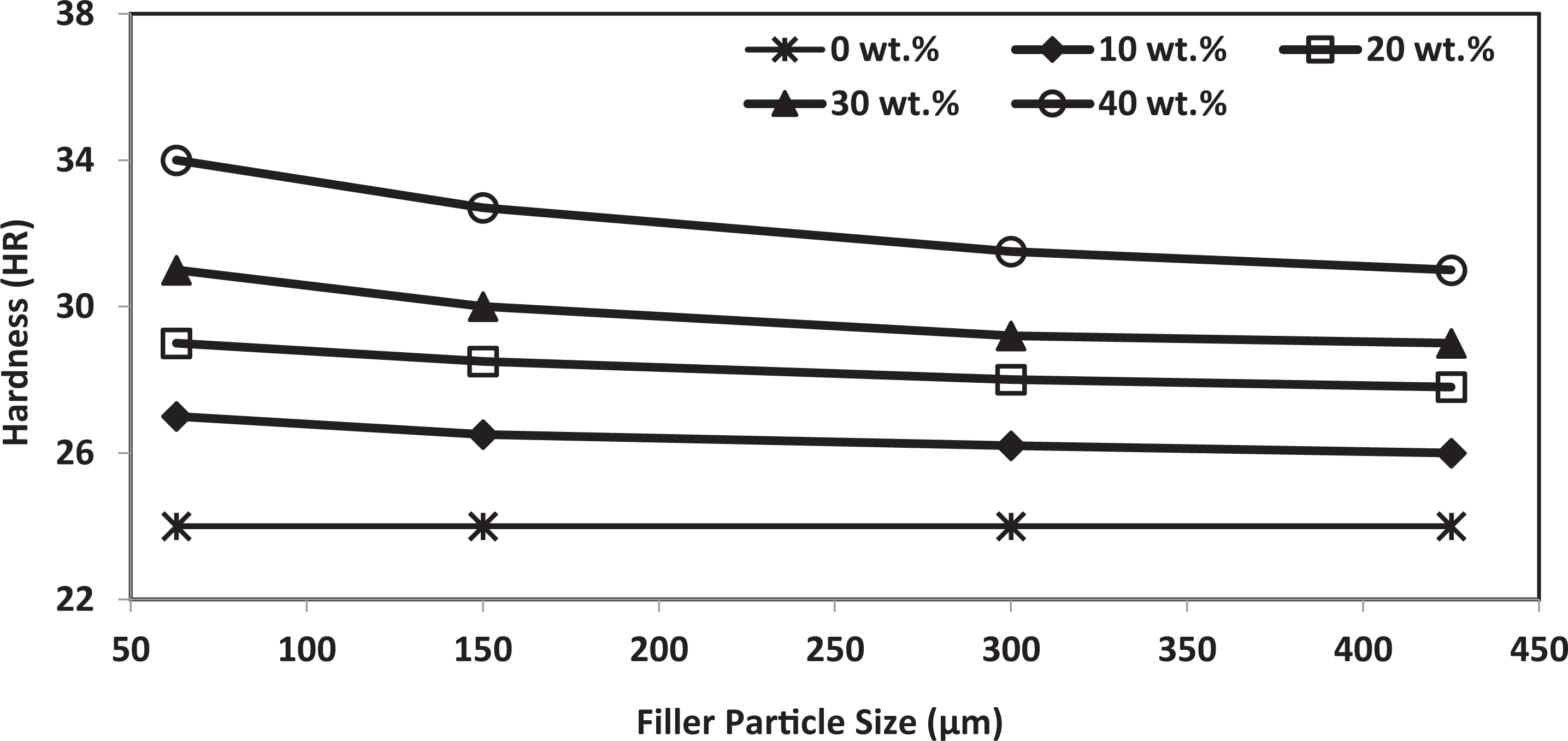
Filler particle size versus hardness of PP/CSP composites. PP: polypropylene; CSP: coconut shell particles.
Optimal particle size
The response of the PP samples with properties and filler particle sizes investigated enabled us to deduce an insight into the optimal filler particle size range to obtain composites suitable for a particular application. The strength, modulus (stiffness), and hardness were found to be at their highest on the introduction of the smallest particle sizes (less than 63 µm). On the other hand, larger particle sizes (300 to 425 µm) resulted in higher values of elongation (ductility) and resilience (elastic toughness). We suggest that for both strength and ductility (or both hardness and toughness) optimization, it would be necessary to use particle size range that would be a compromise of the two extremes. Therefore, for applications where strength and hardness are preferred to ductility and toughness, it is recommended that particles size less than 150 µm be used as filler. Where ductility and toughness are preferred to strength and hardness, a particle size of 300 µm should be used.
Conclusion
The composites of PP filled with inert burnt CSP can be produced by melt blending. The addition of the filler modified the mechanical properties of the PP such that the yield strength, tensile strength, tensile modulus, flexural strength, flexural modulus, and hardness were seen to be improved. However, elongation at break and modulus of resilience were found to follow a reverse order. Scanning electron microscopy showed that the filler particles bonded well to the matrix, though with pockets of filler agglomeration, voids and pores as filler content increase. It is reasonable to conclude that CSP are good fillers for PP for improving the strength, hardness, and modulus of the resulting PP. Hence, the PP/CSP can be used for lightweight applications where strength and hardness are essential, such as plastic seats, storage boxes, cabinets, plastic pails, wastebaskets, and so on.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.