
Abstract
Recently, Ti–Al intermetallic compound-reinforced Al matrix composites have attracted increasing attention because of their high specific modulus, strength, and thermal stability. In this study, blended powders of Ti and Al were ball milled and fabricated to in situ Ti–Al intermetallic compound-reinforced Al matrix composites by cold-pressing and hot-pressing sintering. The microstructures and component of core–shell-like structure in reinforcement were observed and analyzed. Material properties including hardness, density, and compression performance were tested and analyzed according to experimental processes. The results indicate that the time point of compression in hot-pressing sintering is crucial to obtain the closed core–shell-like structures. Based on the orthogonal experimental data, entropy methods and technique for order preference by similarity to ideal solution were combined to select the process parameters (ratio of Ti and Al, milling time, sintering temperature, holding time, and compaction pressure) for the best comprehensive performance of Vickers hardness and compressive yield strength.
Keywords
Introduction
Metal matrix composites (MMCs) are an important class of structural materials. These materials combine metallic properties with characteristics of reinforcement and possess several advantages over monolithic materials. 1 –3 Al matrix composites (AMCs), which are widely used MMCs, have been extensively used in the aircraft, aerospace, and automotive industries because of their high specific modulus, strength, and thermal stability. 4 –6 Traditional ceramic particulates, including SiC, SiO2, B4C, TiB2, and Al2O3, are often used with pure aluminum or alloys to prepare AMCs. 7 –11 For these conventional AMCs, reinforced phases are prepared separately prior to composite fabrication and are limited by initial powder sizes and poor wettability between reinforcements and matrix. In order to overcome these key problems, in situ AMCs, in which reinforcements are synthesized in a metallic matrix by chemical reactions between elements or elements and compounds during composite fabrication, have attracted increasing attention from researchers. 2 In recent times, intermetallic compounds formed in situ, such as TiAl3 and NiAl3, have gained popularity in AMCs because of their low density, high melting points, and high strength. 12 –15
Recently, many researchers have studied the effect of reinforcement size and volume fraction on AMC performance. Raj et al. fabricated 6061 Al–B4C MMCs with different volume fractions (5, 10, 15, and 20 vol. %) via a low-cost modified stir-casting technique and strengthening mechanisms were quantitatively analyzed as a function of particle size and volume fraction. 16 Al-Mosawi et al. prepared an Al-based composite containing 2, 4, 7, and 10 vol. % volume fractions of α-Al2O3 via hot pressing, and microstructure–mechanical property correlations were obtained as functions of α-Al2O3 volume fraction. 17 Some researchers have studied the effect of the amount of additives on the reinforcement shape. Choi et al. fabricated an aluminum alloy matrix composite reinforced with an intermetallic compound via the reaction between porous nickel and molten aluminum alloy. The results indicated that the number of intermetallic compounds AlNi3 increased and size decreased with increasing specific surface area of porous nickel. The shape of the intermetallic compound changed from needle to granular when specific surface area of porous nickel increased from 120 m2/m3 to >5800 m2/m3. 18 Yang et al. fabricated in situ Al3Ni particle-reinforced A356 alloy matrix composites from an Al–Ni2O3 system via the melt reaction method. The results indicated that the Al3Ni particles formed in dot-like, block, strip, and ball shapes, according to the different weight percentages of Al3Ni in the composites. 14
The quantity and morphology of reinforcements, which have a direct influence on the mechanical properties of composites, are affected by technological parameters. Many researchers employ an orthogonal test to investigate the effect of these parameters and realize optimized technology. Ravichandran and Anandakrishnan used a Taguchi L9 orthogonal array experimental design to evaluate the significance of compaction pressure, sintering temperature, and sintering time on the strength coefficient in 10 wt% MoO3 reinforced AMC synthesized via powder metallurgy. They then determined the optimum blend for the maximum strength coefficient using the main effect plot. 19 Hussain et al. adopted Taguchi’s L18 orthogonal array experimental design to study the effect of four controllable powder processing parameters: milling time, compaction pressure, sintering temperature, and holding time on mass density and hardness of an Al2O3/Cu composite. 20 Li et al. optimized process parameters using an orthogonal test with carbon nanotubes (CNTs)/Cu composites prepared via microwave sintering. 21
Based on an orthogonal test, the technique for order preference by similarity to ideal solution (TOPSIS) can be used as an effective synthetic evaluation method to solve multiple-attribute decision-making problems. Khorshidi et al. selected an optimal refinement condition to achieve maximum tensile properties of an Al–15% Mg2Si composite based on TOPSIS. 22 They also carried out TOPSIS to determine a desirable combination of strength and workability in Al–SiC powder metallurgy composites. 23 Akbari developed a hybrid multi-objective optimization of microstructural and mechanical properties of B4C/A356 composites fabricated via friction stir processing using TOPSIS and modified non-dominated sorting genetic algorithm-II (NSGA-II). 24 The objective of this study is to ascertain an appropriate process for the fabrication of Ti–Al intermetallic compound-reinforced AMCs and obtain the optimum combination of technological parameters in considering the comprehensive properties.
Experimental procedures
Pure Ti powder (99.4% chemical purity and ∼74 µm in size) and Al powder (99.0% chemical purity and ∼11 µm in size) were used in the experiment. To determine a proper process routine, the molar ratio of Ti and Al in the powder blend was fixed at 1:10. The blended powders were mechanically milled using a lightweight horizontal planetary ball mill (WXQM-4A, Changsha Tencan Powder Technology Co., Ltd, Changsha, China). The selected mass ratio of milling ball to material was 10:1, rotation speed was 150 r/min, and milling time was 8 h.
In the cold-pressing sintering process, the cylindrical billet was sintered after the as-milled powders were consolidated. In the hot-pressing sintering process, a graphite mold filled with the as-milled powders was placed in a vacuum hot-pressing sintering furnace (YZY-40-10T, Shanghai Yuzhi Mechanical and Electronic Equipment Co., Ltd, Shanghai, China). Subsequently, sintering was carried out at the same time as hot-pressing. Sample numbers and corresponding preparation processes are illustrated in Table 1.
Sample numbers and corresponding preparation processes.

Test samples were wire-cut from the prepared composites. After grinding and polishing, the samples were corroded using Keller’s reagent and observed under optical microscopy (OLYMPUS/PMG3, Olympus Corporation, Tokyo, Japan). In order to further understand constitution and structure of in situ reacted intermetallic compounds, the electropolished samples were investigated via energy dispersive spectroscopy (Inca X-sight, Oxford Instruments, Oxford, UK) and electron backscatter diffraction (EBSD, FEI Quanta 600F, Hillsboro, Oregon, USA). Vickers hardness was then measured using an automatic hardness tester (HV-50Z, Shanghai Yanrun Light-Mach Tech Co. Ltd, Shanghai, China), and the density was calculated. Finally, compression stress/strain curves were obtained via an Instron 3382 electronic universal material testing machine (Instron Corporation, Boston, USA) for the test samples.
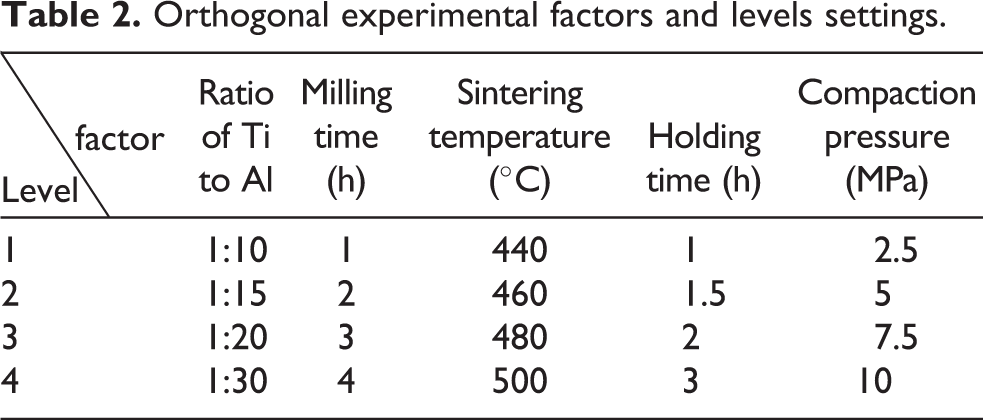
To obtain the optimum combination of process parameters, five factors and four levels of orthogonal (L16(45)) experiments were designed to study the effect of the following five factors: ratio of Ti and Al, milling time, sintering temperature, holding time, and compaction pressure, on the mechanical properties of the composites (Table 2). Based on experimental data, TOPSIS was used to determine the optimum parameter combination to achieve a desirable balance of hardness and yield strength.
Orthogonal experimental factors and levels settings.
Experiment results and analysis
Formation processes and structures of reinforcements
Structure and distribution of reinforcements have an important effect on composite properties. The reinforcement morphology of in situ Ti–Al intermetallic compound-reinforced AMCs fabricated by metal metallurgy is determined by the proportion of Ti and Al, sintering temperature, holding time, pressure, and so on. According to the Ti–Al binary phase diagram shown in Figure 1, 25 the stable Ti–Al intermetallic compounds are Ti3Al, TiAl, and TiAl3.

Binary Ti–Al phase diagram.
The relationship between free energy of Ti–Al intermetallic compounds and temperature is determined by Kattner et al., 26 as shown in Figure 2. From the point of reaction kinetics and thermodynamics, the formation of TiAl precedes that of TiAl2. The free energy of TiAl3 is the smallest in Ti3Al, TiAl, and TiAl3, and therefore TiAl3 is the first product of in situ reaction. According to the binary Ti–Al phase diagram, the solubility of Al in Ti is 12 at% and the solubility of Ti in Al is 0.12 at%. The concentration difference provides the drive force for diffusion. With the temperature increase in sintering, the diffusion of Ti and Al becomes active. When the concentrations of Ti and Al reach their solid solubility, TiAl3 precipitates at their interface first. With the reaction proceeding, the TiAl3 particles increase and connect with the adjacent TiAl3 to form a continuous TiAl3 shell. Ti and Al can diffuse through TiAl3 shell to react and therefore the thickness of TiAl3 shell increases. At the same time, Ti reacts with TiAl3 to form the intermetallic compounds TiAl and TiAl2. The final morphology (solid or core–shell-like structure) and component (Ti3Al, TiAl, TiAl2, and TiAl3) of reinforcement depend on many factors, such as the ratio of Ti to Al, milling time, sintering temperature, holding time, and compression.

Free energy of Ti–Al intermetallic compounds.
Effect of different preparation processes on morphology of reinforcement
Particle size of the original Al powder is approximately 11 µm, as shown in Figure 3. 26 After 8 h of mechanical ball milling, particle size of prefabricated Ti–Al powder is mainly concentrated in the range of 10–40 µm. This illustrates that the initial Ti particles are broken at the impact of the milling ball. The blended powders of Ti and Al deform plastically during ball milling. These powders are interlocked mechanically or cold-welded, according to the absorbed energy. Large-sized Al powders or Ti–Al combined particles with low bonding strength form during ball milling because the plasticity of Al is higher than Ti and plastic deformation takes place more readily in Al. These combined particles contain high distortion energy and react easily with each other to form an in situ intermetallic compound during sintering.

Scan images of powders: (a) initial Al powder and (b) prefabricated Ti–Al powder after 8 h ball milling. 27
The metallographic images of four samples are shown in Figure 4. It is obvious that the reinforcements in samples are different in structure and size. The reinforcement of sample no. 1 is solid and small, as shown in Figure 4(a). From the EBSD images in Figure 5(a), it can be discerned that the light-colored grains are an intermetallic compound rich in Ti and the dark gray grains are rich in Al. According to color differences, the scanning electron microscope (SEM) image can be divided into two areas, as shown in Figure 5(b). The primary products in gray area A are TiAl3, along with some TiAl2 and TiAl. The primary products in light-colored area B are TiAl2 and TiAl. The size of these solid Ti–Al intermetallic compounds is mainly in the range of 2–5 µm. Al powder will melt at 600°C, which results in serious deformation or collapse of samples. In order to reduce sintering deformation effectively, a two-step sintering process was adopted in this article. At the first step, sample no. 1 was sintering at 500°C for 1 h. A certain amount of Ti–Al intermetallic compounds formed in this stage. These intermetallic compounds increased the melting point of AMCs and reduced the melting phenomenon of Al at the sintering temperature 600°C. The diffusion of Al and Ti at 600°C was more active and extensive than that at 500°C. Thus, the uneven thin shell formed during the initial stage may be divided into several small pieces via active diffusion and reaction, which increased the interface with Ti and Al. New small particles of Ti–Al intermetallic compounds formed at the interface. This may be the reason for small size of reinforced particles. The in situ reaction of specimen no. 1 was thoroughgoing because the sintering temperature was high and the holding time was long. With the diffusion displacement of Ti and Al increasing, the reinforced particles became solid when Ti core was exhausted to form TiAl, TiAl2, and TiAl3.

Metallographic images of AMC samples: (a) no. 1, (b) no. 2, (c) no. 3, and (d) no. 4. AMC: Al matrix composite.

(a) EBSD image and (b) SEM image of sample no. 1. EBSD: electron backscatter diffraction.
A typical core–shell-like structure can be observed in sample no. 2 in Figure 4(b). It is evident from the linear scanning image in Figure 6 27 that the core of reinforcement in sample no. 2 remains composed of Ti. Meanwhile, the dark-colored layer around the core is composed of TiAl and TiAl2 and the light-colored layer on the outside is TiAl3. Compared with specimen no. 2, radial cracks formed throughout the shell and divided it into several parts in sample no. 3, as shown in Figure 4(c). Simultaneously, the dark–light layer between the Ti core and TiAl3 layer in sample no. 2 disappears in sample no. 3. Sample no. 2 was fabricated by cold-pressing sintering. The shell did not suffer pressure and kept closed core–shell-like structure in matrix. In hot-pressing sintering process, a pressure of 5 MPa was applied on the hard and brittle shell, which caused the cracks in radial directions. These cracks facilitated the diffusion of Al into the Ti core. The transition layer gradually disappears because a sufficient amount of Al reacted with TiAl2 and TiAl to form TiAl3. Although TiAl3 was the intermetallic compound with the highest compatibility with an Al matrix, the cracks appearing in sample no. 2 and the large cavities forming in sample no. 3 reduced the bonding strength of the reinforcements and matrix. This defect, which affected the overall performance of the composites, formed at the side of Al, as shown in Figure 4(b) and (c). This was mainly caused by the Kirkendall effect. The diffusion coefficient of Al was higher than that of Ti in sintering. The place initially occupied by Al was vacant when lots of Al diffused into Ti. In addition, the volume difference between Ti–Al intermetallic compounds and Al also made the composites porous. The closed shell, which hindered the diffusion of Al, was broken in sample no. 3. The cracks provided passage for Al to react with Ti directly. This caused the Kirkendall effect in sample no. 3 more serious.

Linear scanning images of specimen no. 2. 26
Compared with specimen no. 3, the cavities are conspicuously reduced in specimen no. 4 because the closed shell of reinforcement reduces the Kirkendall effect. The experimental results indicated pressure should be applied below the sintering temperature. It was the key point to obtain the closed shell. In contrast to specimen no. 2 with the same closed core–shell-like structural reinforcement, gaps between the matrix and reinforcement in specimen no. 4 disappeared. In addition, the obvious granular structure observed in the Al matrix of specimen no. 2 disappeared and the matrix in specimen no. 4 showed increased metallic luster. These phenomena indicated the simultaneous action of heat and compression is prior to the individual action. The plasticity of Ti and Al improved with the temperature increasing. As a result, the plastic deformation of blended particles took place easily under the pressure. With the dislocation density and stress concentration increasing during the plastic deformation, the diffusion became more convenient and the Ti–Al intermetallic compounds formed more quickly. Moreover, the 3D pressure in samples was beneficial to the elimination of the defects. Therefore, hot-pressing sintering compressed below sintering temperature is the optimum process to fabricate in situ Ti–Al intermetallic compound-reinforced aluminum matrix composites among the four processes discussed above.
Effect of different preparation processes on properties of composites
Vickers hardness
Parallelism between the upper and lower surfaces of the specimens was ensured during the Vickers hardness test after careful polishing. The hardness values were measured five times along the diameter of every specimen, following which the mean values were determined. The indenter used in the test had a diamond head with a rectangular pyramid. It applied a 10 kg load for 15 s. Table 3 lists the measured values and mean Vickers hardness values.
Measured and mean Vickers hardness values.

It can be seen from Table 3 that the hardness of specimen no. 1 is the highest. Specimen no. 1 was sintered at 600°C for 3 h, and large quantities of solid intermetallic compounds were formed. These hard reinforcements are distributed evenly within the matrix and increase the hardness to approximately 103. The hardness of specimens no. 2 and no. 4 is slightly different because their reinforcements present the same core–shell-like structure. The broken reinforcement shells in specimen no. 3 promote the in situ reaction and more intermetallic compounds form during this process. As a result, the hardness of specimen no. 3 with broken shells is higher than that of specimens no. 2 and no. 4 with closed shells.
Relative density of the fabricated composite
Relative density represents one aspect of porosity in materials and is equal to the ratio of the actual density ρ a to the theoretical density ρ t of the specimen.

Theoretical density ρ t of composites can be calculated by the rule of mixture.

where ωA and ωB represent mass fractions of elements A and B, respectively, and ρA and ρB represent theoretical densities of elements A and B, respectively.
Actual density of the composites was measured based on Archimedes’ principle, and relative density was calculated, as shown in Table 4.
Density and relative density of specimens.

It can be inferred from Table 4 that the difference in relative density between specimens no. 1 and no. 2 is small because pressure applied by the hydraulic press ahead of sintering is equal. As a result, they exhibit similar densities and compaction rates. The decrease in compaction rate for specimen no. 3 is ascribed to the formation of many cavities caused by the Kirkendall effect during hot-pressing sintering. The closed shells within the reinforcements in specimen no. 4 delay and impede the diffusion of Al into Ti. The reduction in cavities and shortened bonding between the reinforcements and matrix result in an apparent increase in the compaction rate.
Compression properties of fabricated composites
Specimens with 8 mm in diameter and 12 mm in height were wire-cut from corresponding specimens to undergo a compression test using an electronic universal testing machine (Instron 3382). Compression velocity was set to 1 mm/min. Specimen no. 1 was broken because the intermetallic compound content was too high, and the composite became brittle and almost incompressible. There are large and small cracks in specimen no. 3 because the cavities in the composite are too large. Except for the two samples that were difficult to compress, true stress–true strain curves were obtained for specimens no. 2 and no. 4, as shown in Figure 7.

True stress–true strain curves of (a) sample no. 2 and (b) sample no. 4.
As illustrated in Figure 7(a), the stress of the specimen cut from sample no. 2 increases sharply during the elastic stage. The increase in stress with strain slows after the yield point. This change trend is related to the compaction rate. The relative density of sample no. 2 is relatively low because the bonding of the matrix is insufficient. This leads to the emergence of narrow slits at the interface of the reinforcements and matrix. The slits vanish gradually and the compaction rate increases with the increase in plastic strain. Following this, stress decreases gradually after its maximum until the sample is fractured at the true strain of 0.3. Compared with specimen no. 2, the compressive stress of specimen no. 4, shown in Figure 7(b), enters into a steady state quickly after the yield point and fracture does not occur until the true strain reaches 0.65. High compressive strength also indicates high bonding strength of the Al matrix in sample no. 4. It can be concluded from the compression test that the mechanical properties of the sample fabricated via hot-pressing sintering are better than those of the sample fabricated via cold-pressing sintering.
Yield strain and yield strength of samples no. 2 and no. 4 are listed in Table 5 and are compared with the Al sample fabricated via powder metallurgy (PM) and commercially pure Al. Both samples no. 2 and no. 4 possessed reinforcements of the core–shell-like structure, but yield strain and yield strength of the two samples exhibit large differences. This indicates that reinforcements with core–shell-like structures can strengthen the Al matrix effectively only when strong bonding is formed between the reinforcements and matrix. Low bonding strength or microcracks between the reinforcements and matrix, which occur during cold-pressing sintering, will cause the yield strain and yield strength of the composites to be lower than those of pure Al samples. Therefore, hot-pressing sintering compressed below the sintering temperature is suitable for fabricating in situ Ti–Al intermetallic compound-reinforced aluminum matrix composites.
Yield indicators of samples.

Orthogonal experiments and TOPSIS
Orthogonal experiments
Although hot-pressing sintering compressed in advance is proven to be suitable for fabric in situ Ti–Al intermetallic compound-reinforced aluminum matrix composites, it is necessary to study the effect of the five factors (including the ratio of Ti and Al, milling time, sintering temperature, holding time, and compaction pressure) on the mechanical properties of the composites. For this purpose, orthogonal experiments were conducted according to Table 2.
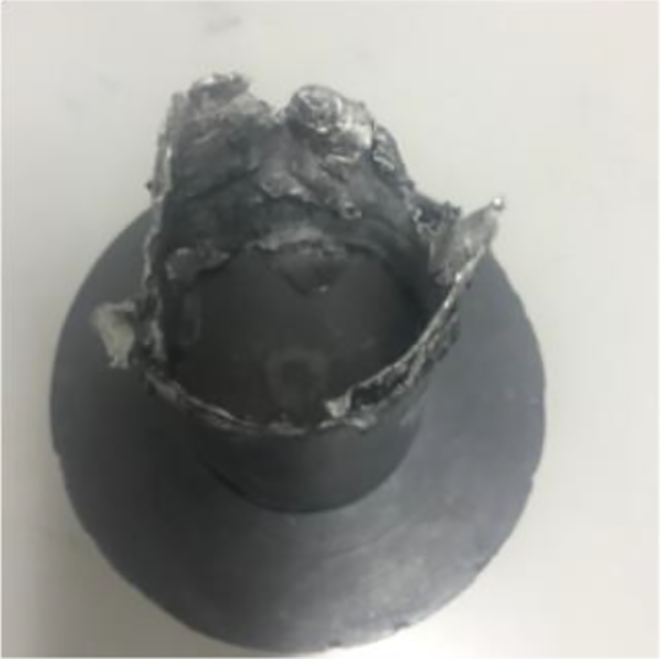
It was found through orthogonal experiments that Al powder melted at a temperature of 500°C during sintering. When compaction pressure increased from 2.5 MPa to 5 MPa, pressure was increasingly difficult to maintain, although the load applied to the die was adjusted to satisfy the desired pressure. The fluid mixture flew out through the clearance between dies, as shown in Figure 8, resulting in the gradual reduction of pressure. It can be inferred from the sample in Figure 9 that a substantial proportion of material formed a thin wall between the die and punch. Some material flew out of the die and formed molten drops in metallurgy. This material loss caused the height of the sample to be too low to process a tensile specimen. Therefore, the yield strengths of the samples in experiments 7 and 10 in Table 6 were not measured. The higher the applied pressure, the more serious the flow phenomenon. For the purpose of die protection, experiments 4 and 13 in Table 6 were not conducted.
Flow phenomenon in experiment 10.

Sample in experiment 7.
Compression properties and Vickers hardness were measured for the samples fabricated in the orthogonal experiments. The true stress–true strain curves are shown in Figure 10, and the orthogonal experimental results are shown in Table 6.

True stress–true strain curves of samples in orthogonal experiments.
Orthogonal experimental results.

Determination of entropy weight
In this section, the entropy weight and TOPSIS methods were combined to rank the evaluation object. The entropy weight method is an objective fixed weight method. 28,29 The weight of an index is determined by its entropy. The larger the entropy, the smaller the weight. 30
The basic steps of the entropy method to calculate the weight of each indicator are as follows: 1. Normalization of indexes
Considering m alternatives and n indexes in the system, xij is the jth index’s value in the ith alternative. In order to transform various criterion dimensions into nondimensional criterion, the data are normalized by equations (3) and (4).


2. Calculation of the index’s entropy
The entropy of the jth index is determined by equation (5).

3. Calculation of the index’s entropy weight
The objective weight for each criterion is given by equations (6) and (7).


After calculation, the entropy weight of the Vickers hardness was w 1 = 0.312 and the entropy weight of the yield strength was w 1 = 0.688.
TOPSIS
Since the process of selecting an appropriate combination of technological methods depends on multiple factors, process selection involves multi-criteria decision-making problem. TOPSIS is effective for rapidly identifying the best alternative. Its primary objective is to find the best alternative, which is nearest to the positive ideal solution and farthest to the negative ideal solution.
31,32
This method consists of the following steps: 1. Establish the decision matrix for ranking. The structure of the decision matrix is X = [xij
]
m
× n
M = (M
1, M
2,…, Mm
), the index set is C = (C
1, C
2,…, Cn
), and the jth index value in the ith experiment is xij
. 2. Normalizing the decision matrix
The normalized decision matrix is R = [rij ] m × n , which is calculated by equation (8).

3. Calculating the weighted decision matrix
The weighted decision matrix is determined by multiplying the normalized decision matrix with corresponding weights. The weighted normalized value vij is calculated using equation (9).

4. Determination of the ideal solution
The ideal and negative ideal values are determined by equations (10) and (11), respectively.


5. Calculating the distance
The distance of every solution to the ideal solution and the negative ideal solution is calculated using equations (12) and (13), respectively.


6. Calculating the relative degree of approximation to the ideal solution
The relative degree of approximation is determined by equation (14).

The evaluation object is ranked according to the value of the relative degree of approximation. The larger the value, the better the evaluation object.
The results of TOPSIS are shown in Table 7, and a rank is given to the experiments according to the relative degree of approximation. The molar ratio of Ti to Al is selected at 1:30, 1:20, and 1:10. In this range, more Ti–Al intermetallic compounds will form with the increase of Ti content. Milling time affects the quality of blended powders. High mechanical interlocking between Ti and Al is desired in ball milling. Therefore more plastic deformation takes place in 4 h milling time and more energy is absorbed by the blended powder. At this condition, in situ reaction can happen more quickly. The rising of sintering temperature and the prolonging of holding time, which are beneficial to diffusion, will contribute to form more Ti–Al intermetallic compounds. The hardness of composites increases undoubtedly with the amount of reinforced particles increasing, but the hard and brittle reinforcement will bring trouble in material processing. Both the broken of reinforced particles and the separation of reinforcement from matrix make the material properties inferior. The time point and magnitude of applied pressure in sintering may affect the diffusion process. Large pressure in high temperature can produce large plastic deformation. On one hand, lots of dislocations accelerate the diffusion. On the other hand, large deformation promotes the reduction, even closure, of the cracks and cavities. In the fabricating processes, these five factors affect the morphology of reinforcement together and result in different performances in the following tests. The technological parameter combination of experiment 12 is considered as the best to obtain the highest comprehensive performance of hardness and yield strength according to TOPSIS. The optimum combination is molar ratio of Ti to Al 1:20, milling time of 4 h, sintering temperature of 460°C, holding time of 1 h, and compaction pressure of 7.5 MPa.
Analysis of orthogonal test results.

Conclusions
In the present study, AMCs reinforced with Ti–Al intermetallic compounds with a dispersive distribution of core–shell-like structures were fabricated via ball milling and pressing sintering processes. The microstructure and mechanical properties were analyzed and compared to determine the most suitable fabrication process. Entropy weight and TOPSIS methods were combined to select the best process parameters based on the data of orthogonal (L16(45)) experiments. The following conclusions were drawn: Ti–Al intermetallic compound-reinforced aluminum matrix composites can be fabricated via in situ reactions. The reinforcement structure (core–shell-like structure or solid structure) and components of the core–shell-like structure (Ti core, layers of TiAl, TiAl2, and TiAl3) were determined via pressing sintering. During hot-pressing sintering, the integrity of the shells within the reinforcement is determined by the time point at which the pressure is applied. The pressure applied at a sintering temperature of 460°C will cause the intermetallic compound shells to crack along the radial direction. The cracks aggravate the Kirkendall effect and cause a reduction in density and formation ability. The experimental results indicate that hot-pressing sintering compressed below the sintering temperature is an appropriate process to fabricate in situ Ti–Al intermetallic compound-reinforced aluminum matrix composites. The composites fabricated via this process not only have good plasticity and a high compaction rate but also a high bonding strength in the Al matrix and desirable compatibility between the reinforcements and matrix. Entropy and TOPSIS methods were used to determine the best process parameter combination. The molar ratio of Ti to Al 1:20, milling time of 4 h, sintering temperature of 460°C, holding time of 1 h, and compaction pressure of 7.5 MPa were found to be ideal.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The authors would like to express their sincere thanks for the research grants supported by the National Natural Science Foundation of China (Grant No. 51275414, No. 51605387); Project supported by the Research Fund of the State Key Laboratory of Solidification Processing (NWPU), China (Grant No. 130-QP-2015); Province Natural Science Foundation of Shaanxi (2015JM5204); and the fund from the Seed Foundation of Innovation and Creation for Graduate Students at Northwestern Polytechnical University (ZZ2018076).