
Abstract
The effects of carbon black on the properties of rubber composites were studied in order to explore their value in producing low rolling resistance truck tires. Carbon black with different grades, N330 (coarser grade of 26–30 nm) and N220 (finer grade of 20–25 nm), was used as a reinforcing agent of natural rubber. The effects of different ratios of carbon black N330 at 40, 45, 50 and 55 parts per hundred rubber (phr) and N220 at 30, 35, 40 and 50 phr were investigated. Rubber composites with N220 had greater rubber/carbon black interaction than those with N330. The Mooney viscosity of rubber composite increased when the carbon black ratio increased. After vulcanisation of rubber, the samples were characterised by dynamic mechanical analysis, tensile strength and heat build-up. The results showed that the strength of rubber composites increased with increasing carbon black ratios. Interestingly, at the same bound rubber level, rubber composites with N220 presented lower dissipation energy, heat build-up and better mechanical properties than those with N330. This study indicated that reinforcement with an optimum amount of carbon black N220 would improve several desirable characteristics of rubber composites when used in low rolling resistance truck tires.
Introduction
Natural rubber with added non-rubber components, especially lipids and proteins, is widely used in various applications due to the ability of these components to improve desirable properties such as high green strength, high tensile and tear strengths, good crack growth resistance, minimal heat build-up and good processability. 1,2 Natural rubber is used in many applications such as adhesives, automotive tires and parts, medical products, shoes, rubber bands, tubes and many other items, and is especially important in the truck tire industry. The big truck tire generally requires good mechanical performance, and natural rubber is preferred as a matrix material. Recently, a trend towards using low rolling resistance truck tires is becoming prominent. These should have certain desirable characteristics, including low heat build-up, high torque, high load aspect ratios, low rolling resistance, high wear resistance and good braking performance. Silica has been proposed as a filler in natural rubber composites, but natural rubber is incompatible with silica 3,4 and it is difficult to develop a low rolling resistance truck tire with silica filler/natural rubber. So, it is important to investigate the possibility of developing low rolling resistance truck tires composed of carbon black/natural rubber. Generally, low rolling resistance truck tire is developed by the rubber composite with both lower heat build-up and lower dissipation energy. 4,5
A previous study 6 reported the effect of chemical agents and a vulcanisation system on the properties of a rubber composite in order to explore their application in producing low rolling resistance truck tires. The study found that rubber composite prepared with a semi-efficient vulcanisation (semi-EV) system gave a higher storage modulus and lower heat build-up than those prepared with conventional and efficient vulcanisation systems (CV and EV systems). In practice, during tire production reinforcing, fillers are incorporated into natural rubber prior to optimising their properties. Several studies of the mechanical properties of natural rubber with different particle sizes or filler contents have been reported. 7 –10 Carbon black is generally used as reinforcing filler in truck tires, especially N330. It has been found that as the particle size of carbon black decreases, the mechanical properties of the rubber product are proportionally improved in the same ratio. Most studies focus on increasing the surface area or decreasing the particle size of carbon black. Compared at the same ratio, they presented higher tensile strength but undesirable higher heat build-up. 11 –15 Increasing the surface area and including surface treatment gave higher abrasion resistance, chemical adsorption or reaction, modulus (at elongation over 300%) and also heat build-up.
The objective of the work reported in this article was to study the effects of particle size (big size N330 vs. small size N220) and amount of carbon black on important characteristics of rubber composites. The state of the art in this work, for the first time, is to investigate the effect of filler size on mechanical properties and hysteresis at the same bound rubber level (carbon black/rubber interaction). We discuss how to develop a carbon black/rubber formulation which represents better mechanical properties but lower heat build-up (dissipation energy) for low rolling resistance truck tires.
Experiment
Preparation of rubber composites
Block rubber type STR20 was used as a raw material for preparation of rubber composite following the formulation as shown in Table 1. In this study, the semi-EV system was selected as the previously used 6 that this vulcanisation system was better in strengthening rubber composite and saving energy compared to the others (CV and EV systems). Rubber was mixed and compounded with all chemical substances in kneader and two-roll mill machines, respectively.
Compound formulation of rubber composites.

TBBS: N-tert-butyl-2-benzothiazyl sulfenamide; phr: parts per hundred rubber.
Characterisation of rubber composites
Unvulcanised rubber composites
Mooney viscosity (ML1+4) of unvulcanised rubber compound was determined by using a Mooney viscometer (viscTECH+, TPD 1297, Columbia City, IN, USA). The temperature of testing was 100 ± 1°C and the small rotor size was used to measure viscosity at the strain rate of 2 round/s.
Bound rubber was analysed by a previously reported method. 13,16
The vulcanisation characteristics of the rubber compound were evaluated by using a Moving Die Rheometer (TechPro, RheoTech MD+, Cuyahoga Falls, OH, USA) at 150°C. Optimum cure time (t90) was obtained at the time at which the rheometer torque increases to 90% of the total torque change following curing of rubber.
Vulcanised rubber composites
Tensile properties of cured rubber compound were measured by Autograph (AGS5kN, Shimadzu, Japan): ASTM 638, speed test at 500 mm/s.
Dynamic mechanical analysis of samples was evaluated by dynamic mechanical analyser (NETZSCH-Gerätebau GmbH, GABO, EPLEXOR QC 25, Ahlden, Germany): tension mode, temperature at 25°C, frequency 30 Hz, static strain 70% and dynamic strain 0.5–50%
Heat build-up was measured by Flexometer (BF Goodrich Flexometer [Model II], Akron, OH, USA) following ASTM D623 method of measurement.
The chemical structure of vulcanised compound was determined by Fourier-transform infrared spectroscopy (FTIR) (Thermo Fisher Scientific, Nicolet 380, Woodland, CA, USA) using Attenuated Total Reflection (ATR) mode at wavelength 4000–400 cm−1.
Results and discussion
Characterisation of unvulcanised rubber composites
Mooney viscosity indicates the viscosity of unvulcanised rubber, which in general depends on the macrostructure and flow properties of the rubber composite. Table 2 shows Mooney viscosity of rubber composites with reinforcement using N330 and N220 at various concentration of parts per hundred rubber (phr) contents. It was found that the increase in carbon black content in unvulcanised rubber composite causes the increase in Mooney viscosity, certainly due to the hydrodynamic effect of carbon black in rubber. 17 In the case of a particle size effect at the same 40 and 50 phr, rubber composite with reinforcement of N220 had higher viscosity than the composite with reinforcement of N330. As the particle size of the filler decreased (from N330 to N220), the viscosity increased due to increasing the surface area of carbon black per unit volume of rubber. Thus, rubber composite with N220 had a lower flow property than the composite with N330 at the same filler content. However, the particle size of carbon black (N330 vs. N220) does not have an effect on the optimum curing time (t90) at the same content (Table 2).
Properties of rubber composites before and after vulcanisation.

To better understand the interaction of rubber and carbon black, bound rubber was measured by dissolving free chain of rubber in toluene, which does not dissolve the carbon black. Insoluble rubber is called bound rubber. Fine filler (N220) binds high percentages of rubber, while coarse filler (N330) binds practically less. Unvulcanised rubber composites with reinforcement of carbon black type N330 and type N220 at the same content were compared as shown in Table 2. Better interaction of rubber molecules on the surface of carbon black particles, known as occluded rubber, was found in rubber composites with N220 than those with N330. Interestingly, bound rubber values of rubber composite with N220 at 30 phr and that with N330 at 45 phr were not significantly different. This may be a good reason to reduce carbon black content of N220 compared to N330 in the formulation at the same level of bound rubber. From the processability point of view, rubber composite with N220 represents lower Mooney viscosity than that of N330 at the same bound rubber level. This means that rubber with N220 has higher productivity than that of N330 at the same bound rubber level due to easy to mix rubber compound with low Mooney viscosity.
Characterisation of vulcanised rubber composite
All of the rubber samples were vulcanised at 150°C in order to establish 3D cross-linked networks of rubber.
Figure 1 shows stress–strain curves of rubber composites with reinforcement of N330 (Figure 1(a)) and N220 (Figure 1(b)), respectively. During the initial portion of the tensile testing, the rubber composite exhibited a linear relationship between stress and strain. 18 Within this linear region, the rubber composite can be returned to its original condition after the load was removed. This is called elastic behaviour which is found in all rubber composite samples with carbon black reinforcement, except for the control sample which exhibits elongation of 200% with stress less than 0.1 MPa. The increase in carbon black yields an increasing slope gradient of the stress–strain curve (Figure 1(a) and (b)). It was found that the rubber composite exhibited more stress with increasing carbon black content. Interestingly, at the same bound rubber level (Figure 1(b)), rubber composites with N220 at 30 phr have better mechanical properties (higher slope) than those with N330 at 45 phr, certainly due to the interaction of N220/rubber being better than that of N330/rubber in this test. 4

Stress–strain curves of rubber compounds reinforced with carbon black of (a) type N330 at 40–55 phr and (b) type N220 at 30–50 phr. phr: parts per hundred rubber.
The FTIR spectra of rubber composites and the control sample exhibit two dominant peaks for natural rubber at 3015–2970 cm−1 (Figure 2(a)) corresponding to stretching vibration of –CH (CH3 and CH2 groups) and at 1488–1398 cm−1 (Figure 2(b)) corresponding to chain scission of –CH group. 19,20 Moreover, a peak at 1539 cm−1 corresponding to the Zn stearate was found only in the rubber composite which resulted from the chemical reaction of ZnO and stearic acid. 21 That is why this peak was not found in the control sample (Figure 2(b)). All peaks of rubber composites were not significantly different.

FTIR spectra of rubber compounds at wave numbers at (a) 3100–2700 cm−1 and (b) 1600–1200 cm−1. FTIR: Fourier-transform infrared spectroscopy.
The relationships of storage modulus (E′) and strain dynamic against the particle size and amount of fillers are shown in Figure 3. The addition of carbon black increased storage modulus at low strain dynamic (Figure 3(a) and (b)), which indicated the effect of filler network, higher carbon black contents and higher storage modulus. The extent of the reinforcing effect is also increased when a larger amount of carbon black is incorporated,
15,16
because the binding force between the carbon black and rubber molecules prohibited the movement of the polymer chain.
22
We found that a graph of

Relationship between storage modulus (MPa) and strain dynamic (%) of all rubber compounds reinforced with carbon black of (a) type N330 and (b) N220 at different contents.
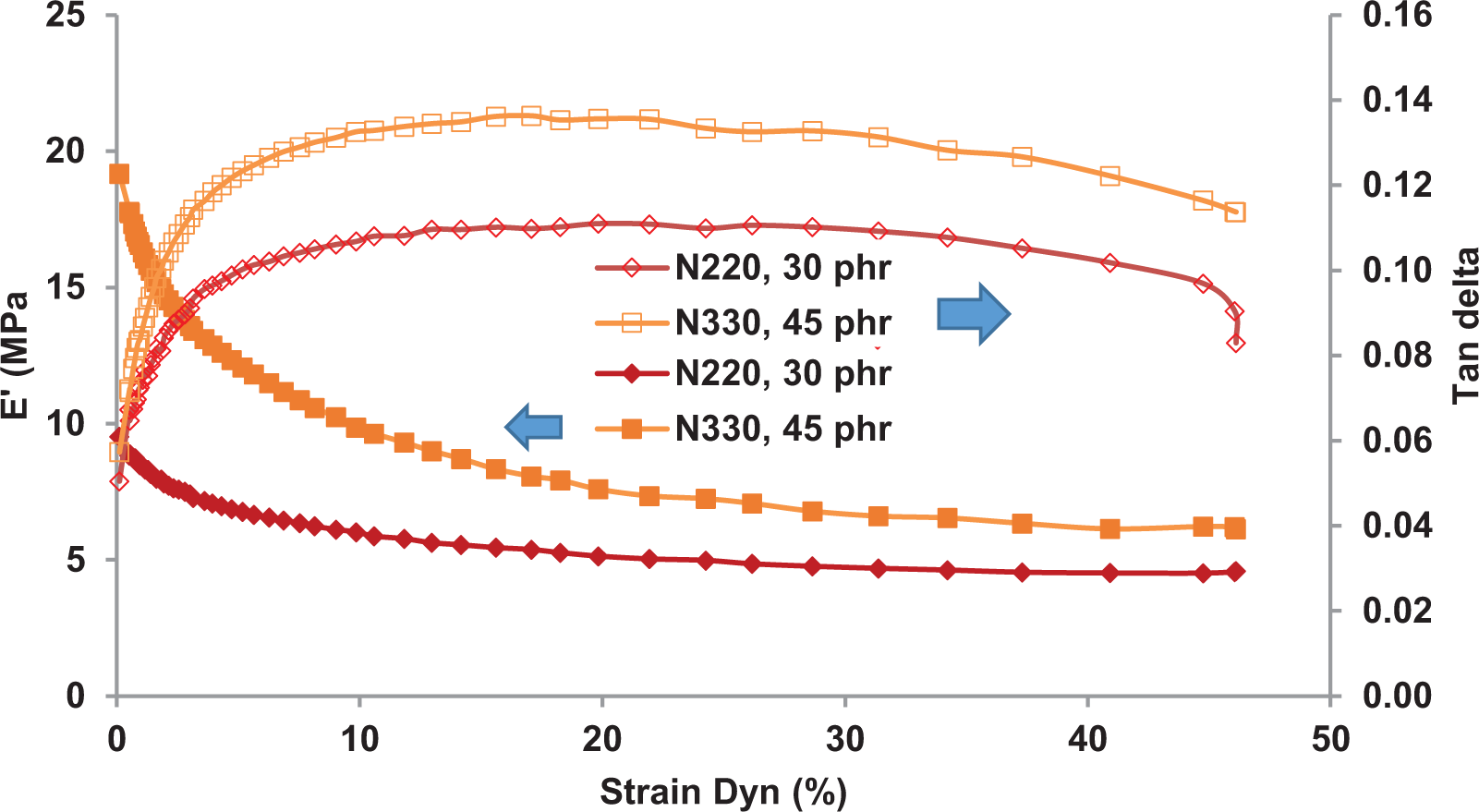
Relationship between storage modulus (MPa) and strain dynamic (%) of rubber compounds with the same bound rubber.
The tan δ is the ratio of the loss modulus and storage modulus, high tan δ means that the rubber composites lose more energy or experience high dissipation energy. The relationships between tan δ and strain dynamic (%) are shown in Figure 5. The results had the same effect as storage modulus (MPa). With respect to the amount of carbon black, the tan δ increased (Figure 5). When compared between N330 and N220 at the same amount of carbon black (40 and 50 phr), the rubber compound with N220 had higher tan δ than that with N330 (Figure 6).

Relationship between tan δ and strain dynamic (%) of all rubber compounds reinforced with carbon black of (a) N330 and (b) N220 at different contents.
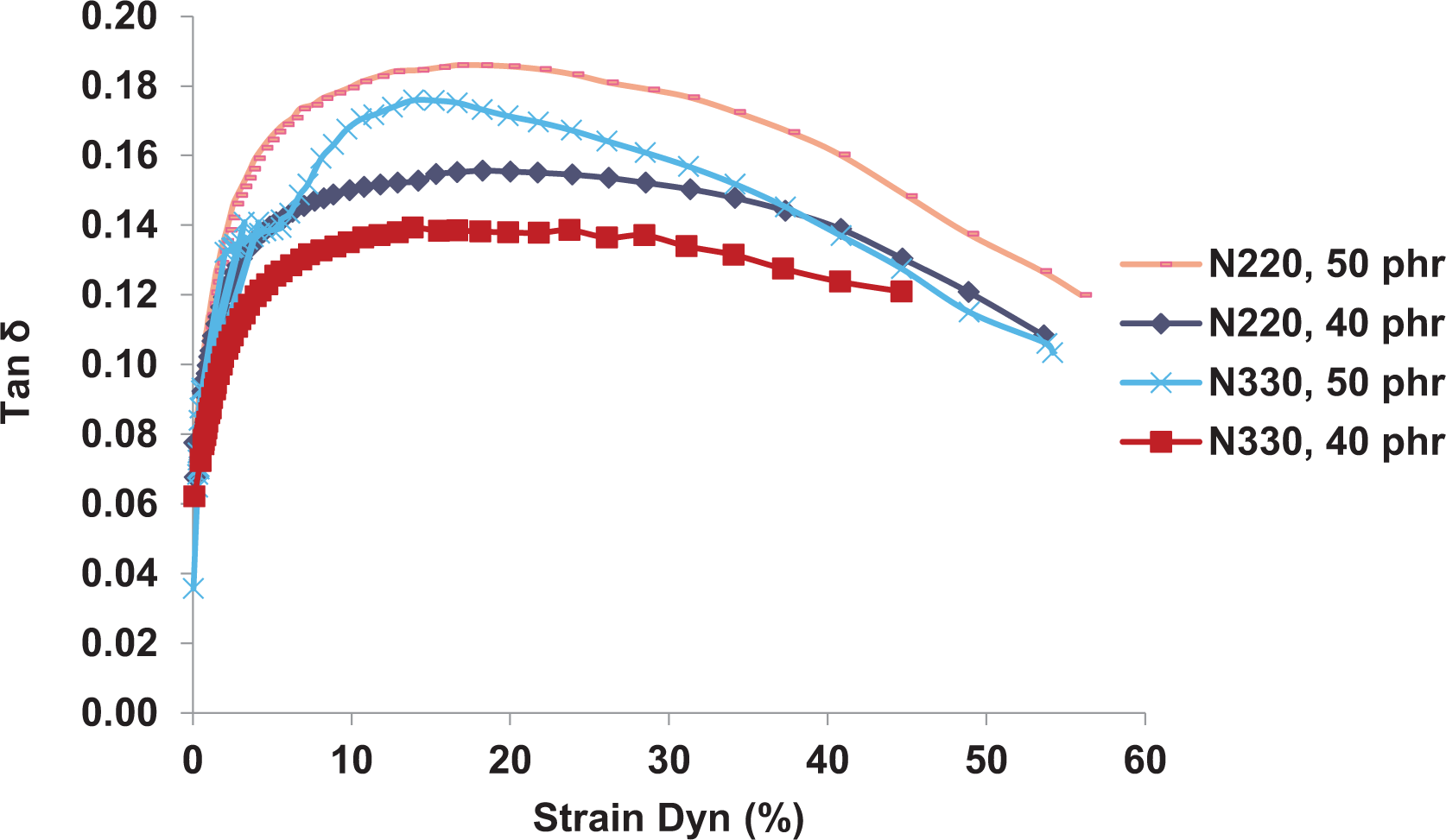
Relationship between tan δ and strain dynamic (%) of all rubber compounds reinforced with carbon black of N220 and N330 at the same content of 40 and 50 phr.
Heat build-up of rubber composites increased with increasing carbon black content (Table 2). A knowledge of heat build-up is important when seeking a desirable rubber formulation whose heat build-up is low, thereby providing improved energy-saving performance. The rubber composite reinforced with carbon black type N220 has lower heat build-up than that with N330 at the same bound rubber level (Table 2). This result is in good agreement with the tan δ from dynamic mechanical analysis (Figure 5). Moreover, at almost equal to the volume fraction of filler, the rubber composites in this work present higher tensile strength and lower heat build-up compared to those of tread compound in truck tire with carbon black and silica. 23
Conclusions
We studied rubber composites to determine the effect of particle size and content of carbon black on rubber composite characterisation. It was found that the strength of rubber composites increased with increasing carbon black ratio. After curing, the static and dynamic mechanical properties of the rubber composite with N220 were higher than that of N330. Carbon black N220 provided better interactions with rubber than N330. Moreover, by comparing the rubber composites reinforced with N330 and N220 at the same bound rubber level, we found that the tan δ value of the rubber composite with N220 was lower than that with N330. Heat build-up of the rubber composite of N220 was also lower than that of N330 at the same bound rubber level.
Manufacturers of truck tires would be seeking a rubber/carbon formulation which provided optimum rolling resistance, combined with other desirable properties such as low heat build-up, high torque, high load aspect ratios, high wear resistance and good braking performance.
In summary, our study indicated that rubber composites with N220 carbon black presented lower dissipation energy, lower heat build-up and better mechanical properties than those with N330 carbon black at the same bound rubber level. This study indicated that reinforcement with an optimum amount of carbon black N220 would improve several characteristics of rubber composites when used in low rolling resistance truck tires.
Footnotes
Acknowledgements
The authors wish to thank the Specialized Center of Rubber and Polymer Materials in Agriculture and Industry (RPM), Faculty of Science, Kasetsart University for publication support.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Kasetsart University Research and Development Institute (KURDI).