
Abstract
This study investigated the effect of carbon black (CB) filler loading on mechanical and rheological properties of natural rubber (NR)/styrene-butadiene rubber (SBR)/nitrile butadiene rubber (NBR) ternary rubber nanocomposites. The nanocomposites were prepared using a melt mixing method. Four different samples with different filler loadings namely S2 (15 phr), S3 (30 phr), S4 (45 phr), and S5 (60 phr) were prepared in this work. The mechanical properties of these samples were investigated such as tensile strength, stress at 100, 200, and 300% elongations, elongation at break %, tear strength, compression set, compression stress, and crosslink density. Results indicate that minimum torque, maximum torque, tensile strength, stress at 100, 200, and 300% elongations, elongation at break %, tear strength, compression set, compression stress, and crosslink density were increased while the scorch time, cure time, cure rate index, elongation at break %, swelling coefficient, and filler–rubber interaction decrease with increasing CB loading. The higher value of tensile strength for these samples was S4 (loading with 45-phr CB). Therefore, had higher stiffness compared to the other content ratio. Additionally, S4 showed 233.58% increment in tensile strength. These results showed that the optimum filler loading can increase the compatibility between CB and NR/SBR/NBR. These results were confirmed by scanning electron microscope micrography.
Introduction
Nanocomposites are one of the well-known advanced engineering materials. Nanocomposites materials consist of the addition of a filler such as silica (SiO2), carbon black (CB), and montmorillonite and matrix together. 1 Nowadays, considerable research interest is focused on new polymeric materials obtained by blending two or more polymers. Polymer blending has attracted much attention as an easy and cost-effective method of developing polymeric materials that have versatility for commercial applications. 2
To improve the performance of rubber products by the incorporation of fillers such as CBs, SiO2, clays, and talc, it has long been an important industrial activity.3,4 The degree of enhancement of these fillers related to many factors such as kind of filler, shape, and particle size, the proportion of filler, and the interaction between the rubber matrix and filler. 5 The addition of filler to rubbers always changes the physical properties and decreases production costs. For this reason, particulate-filled rubbers have been, and continue to be, the subject of rising interest in both the industry and research. 6 The primary mechanism in reinforcement is filler–filler interaction, especially at high filler loading. There are different factors have effects on these interactions such as chemical interactions between the filler particle surfaces, the structure of the filler network, physical interactions, and filler volume fraction. 4
Most commonly used filler is CB, because it is easily processed and reinforcing effect on the material is produced.2,7,8 However, the addition of CB into a rubber matrix does always give huge enhancements to the mechanical properties. This is due to the good dispersion of CB in the rubber matrix. It is also caused by the sufficiency of affinity between the CB and the organic polymers. Hence, to reach the optimum effect of filler in nanocomposites, two important factors are needed; the sufficient uniform dispersion of the filler in the rubber matrix and strong interfacial adhesion between CB and rubber to form high-performance rubber-CB nanocomposites. 1
Several studies have already dealt with the blends of natural rubber (NR) and different rubber combinations.9–11 El-Sabbagh and Yehia 11 have compared crosslink densities for NR/styrene-butadiene rubber (SBR) and NR/nitrile butadiene rubber (NBR), and the value of crosslinking density for NR/NBR blend was greater than the value of crosslinking density for NR/SBR. The effect of fillers on these properties has been done by several investigators.12–15 For instance, Pornprasit et al. 13 have studied the cure characteristics, hardness, and tensile properties of NR and NBR reinforced by CB (50 phr). The blending ratio of NR with NBR was 80/20. The results revealed that the addition of CB increased the viscosity of rubber. Cure time and scorch time are also shorter when CB loading is employed. In addition, the mechanical strengths of polyblend samples show higher than those of unfilled vulcanized rubbers. Pal et al. 14 have investigated the effect of different types of CB on the cure characteristics, morphological, and mechanical properties of butadiene rubber (BR), urethane rubber, and NR blends. The results show that faster scorch time, cure time has been observed for the compounds containing of CB. In addition, they show increase in the overall mechanical properties of blends with increase in the content of CB. Jovanović et al. 15 have studied the rheological and mechanical properties of ternary rubber blends based on NR, BR, and SBR (NR/BR/SBR = 25/25/50) reinforced with different loading SiO2 nanoparticles (0–100 part per hundred parts of rubber (phr)). The results show that there was a remarkable decrease in the optimum cure time (tc90) and the scorch time (ts2) in an NR/BR/SBR ternary rubber blend decrease with increase in SiO2 content, which was associated with a decrease in the cure rate index (CRI) of (NR/BR/SBR = 25/25/50) ternary rubber blend with 60 phr of filler loading. Additionally, the tensile strength values of nanocomposites based on NR/BR/SBR/SiO2 ternary rubber blend increase with increase in the content of filler, and the maximum value is obtained for the sample containing 60 phr of filler and then decreases.
There are few studies related to study the effect of filler on physicomechanical properties of ternary rubber blends, which have a significant effect in the industry, and for this reason, the aim of this research is to obtain a recipe with the incorporation of CB as a filler in ternary NR/SBR/NBR rubber. The effects of CB content (15, 30, 45, and 60 parts per hundred of rubber, phr) on the physicomechanical properties of ternary rubber, such as tensile strength, stress at 100% (M100), 200% (M200), and 300% (M300) elongations, elongation at break %, tear strength, compression set, compression stress, and swelling were investigated.
Experimental
Materials
All rubber gums and curing chemicals employed in the current study were kindly provided by Nasr Company for Rubber Products (Tanta Factory), Cairo, Egypt. All materials were used as received. Characteristics and properties of each material are described as follows. NR was Standard Malaysian Rubber (SMR20). The SMR features Wallace rapid plasticity of 35, plasticity retention index 30%, and Mooney viscosity, ML (1 + 4) of 78 at 100°C. SBR-1502 contains styrene of (22.5–24.5) %, with a specific gravity of 0.94 and Moony viscosity, ML (1 + 4) of (46–58) at 100°C. NBR with an acrylonitrile content of 33 ± 1.0%, the specific gravity of 0.97, and Moony viscosity, ML (1 + 4) of 45 ± 5 at 100°C. 2-2′-Dithiobis (benzothiazole) (MBTS) was used as an accelerator. Diphenyl guanidine (DPG) was a secondary vulcanization accelerator. Ultra-blend 4000 (UB4000) was used as the homogenizing agent (compatibilizer). CB (N330) with an average particle size (28–36 nm) and 70–99 m2 g−1 surface area. Other standard rubber compounding ingredients such as zinc oxide (ZnO), stearic acid, process oil, and sulfur were used at commercial grades.
Preparation of NR/SBR/NBR blends
The overall ternary rubber composites fabrication process is presented in Figure 1. Ingredients of each ternary rubber compound presented in Table 1 are denoted by S1, S2, S3, S4, and S5. They were prepared on a two-roll mill of 200 mm diameter, 360 mm length at a speed of 12 r min−1, and friction ratio of 1:1.17. The ingredients were added according to ASTM D 3184-89. 16 NR was first introduced into the two-roll mill and masticated for 5 min. Then, SBR and NBR were then incorporated and mixed for 10 min. ZnO, stearic acid, UB4000, and process oil were subsequently added and mixed for 10 min. MBTS, DPG, and sulfur were added at the final stage to the compounds.
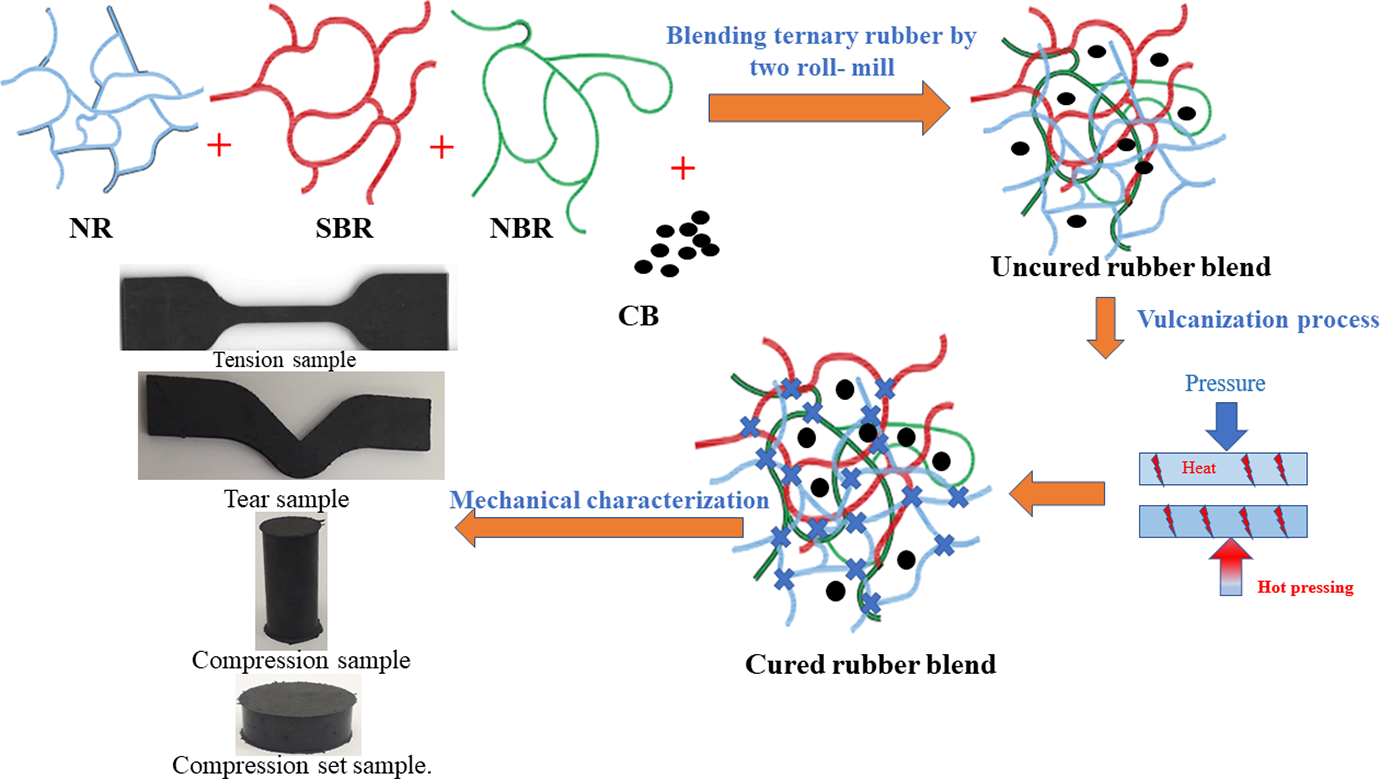
Schematic illustration of the fabrication procedure of CB/ternary rubber composites via two-roll mill method.
Compounding formulations for NR/SBR/NBR blends.a
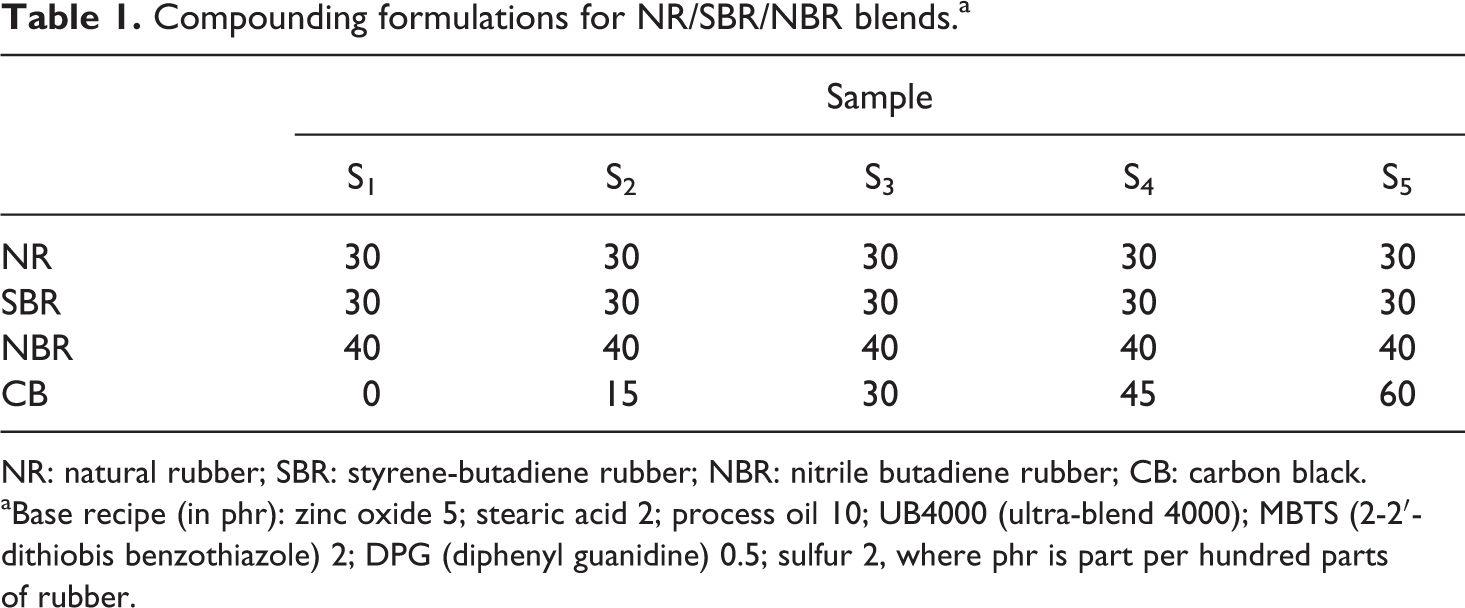
NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile butadiene rubber; CB: carbon black.
aBase recipe (in phr): zinc oxide 5; stearic acid 2; process oil 10; UB4000 (ultra-blend 4000); MBTS (2-2′-dithiobis benzothiazole) 2; DPG (diphenyl guanidine) 0.5; sulfur 2, where phr is part per hundred parts of rubber.
Rheological characteristics of each blend, S1, S2, S3, S4, and S5, were studied using a Monsanto Moving Die Rheometer (MDR 100) according to ASTM D 2084 17 at 150°C. The uncured compounds were subsequently compressed-molded using a stainless steel mold at 150°C according to a particular cure time (tc90) under pressure of 125 bar.
Characterizations
The X-ray diffraction analysis of the composite materials was studied using an X-ray diffractometer (XRD; Shimadzu X lab 6100, Japan) with copper Kα radiation (λ = 1.5406 Å) operating at 40 kV and 30 mA. The diffractograms were recorded in the range of 2θ =5°–45° at a speed rate of 12 min−1.
The mechanical performance of the cured samples S1, S2, S3, S4, and S5 in Table 1 including tensile, tear, and compression tests was conducted on a universal tensile testing machine (Shimadzu Autograph, AG-100 KN—X plus, Japan). Dumb-bell samples cut from a compression-molding vulcanized lap sheet were used for tensile testing according to ASTM D 412. 18 Tensile strength, Young’s modulus, stress at 100% (M100), 200% (M200), and 300% (M300) elongations, and elongation at break were determined from the tensile test. Young’s modulus determined from the initial slope of the stress–strain curve. Tear strength was determined using non-nicked samples following ASTM D 624. 19 Both tension and tear tests were run at a cross-head speed of 500 mm min−1 at room temperature. Compression test was carried out on cylindrical samples of 12 mm diameter and 25 mm height according to ASTM D 695. 20 The sample was compressed to a maximum strain of 25% of the original height at a cross-head speed of 12 mm min−1. In all tests, the presented data are the average of five replicates.
Compression set of an elastomer is a measure of the residual decrease in its thickness of after 30 min of testing. It indicates the capability of rubber compounds to keep elastic properties after prolonged action of compressive loads. The compression set is determined as a percentage of the original thickness as follows

where CA is the compression set and to and ti are the original and final thicknesses, respectively. From ASTM D 395, 21 the specimen of 29 mm diameter and 12.5 mm thickness is placed between two plates of a compression device with spacers on each side. The compression action goes up to 25% of the original thickness.
Swelling tests were carried out in toluene following ASTM D471—12a. 22 Cured pieces of dimension 20 × 20 × 2 mm3 were weighed using an electronic digital balance at the accuracy of 0.0001 g and soaked into toluene for 72 h at room temperature. After 72 h, the pieces were removed from toluene, wiped and left to reach equilibrium weight, then weighed. The swelling ratio is determined as follows

where

where Vs is the molar volume of the solvent (toluene), and χ is the Flory/Huggins interaction parameter between toluene and rubber. The rubber volume fraction Vr was calculated according to the following

where η is the density ratio of rubber to toluene.
It is noteworthy to mention that we used the simple mixing formula to calculate the aforementioned parameters in equations (3) and (4) using the following constants of each rubber 24 : ρ (NR) 1.1 g cm−3, ρ (SBR) 0.94 g cm−3, ρ (NBR) 0.97 g cm−3, χ (NR) 0.393, χ (SBR) 0.446, χ (NBR) 0.390, and Vs (toluene) 106.35 cm3 mol−1.
To study the rubber–filler interaction, the Lorenz and Park’s equations were applied 25

where Qblack is the swelling value of the black and Qgum is the swelling value of the gum. The lower value of swelling ratio (Qblack/Qgum) indicates a better interaction between the filler and the rubber matrix.
Scanning electron microscopy (SEM) was used to further investigate the internal surfaces of the compounds. The fractured surface of tear testing examined using (JEOL JSM-6010LV, Akishima, Tokyo, Japan). to obtain information regarding the rubber interfaces and detect the possible presence of micro defects. The fractured surfaces were first coated with a layer of platinum to have a conductive surface and eliminate electrostatic charges built-up on the surface.
Results and discussions
Curing characteristics
Rheological parameters mainly focus on minimum torque (ML), maximum torque (MH), curing time (tc90), and scorch time (ts2). ML is a measure of rigidity and viscosity of an unvulcanized elastomer and an indicator for its processability; it is determined at the lowest value on the torque–time plot. MH is the maximum torque reached in the curing test; it is directly related to the modulus of the compound; thus, it measures the stiffness of the compound. ΔM is the difference between MH and ML and generally used to estimate the crosslink density of the blends.11,13 Curing time (tc90) is the time elapsed to reach 90% of the maximum torque (MH). Scorch time (ts2) is the time taken for the minimum torque to increase by two units and it indicates how fast the material starts to be vulcanized. Also, CRI is determined as follows

CRI defines the rate of vulcanization process. The cure characteristics as a function of the CB loading of the NR/SBR/NBR (30/30/40) ternary rubber blends are shown in Table 2.
Rheometric characteristics and filler dispersion parameters of NR/SBR/NBR/CB composites at 150°C.
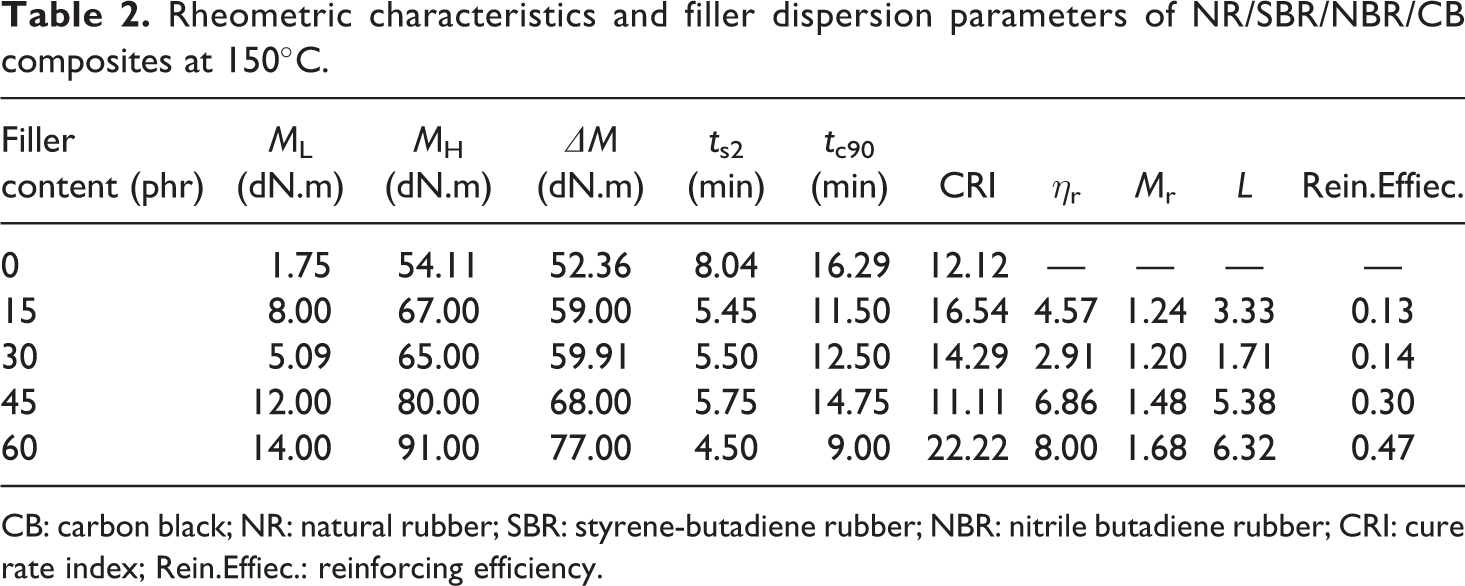
CB: carbon black; NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile butadiene rubber; CRI: cure rate index; Rein.Effiec.: reinforcing efficiency.
Overall, it can be clearly seen that ML and MH and ΔM increase with increasing CB content as shown in Table 2 which was in agreement with the work reported by Jovanović et al. 26 and Jovanović et al. 2 This increase indicated that the incorporation of CB enhanced the viscosity of NR/SBR/NBR ternary matrix. The ML of S1 (without filler) is the lowest compared to other samples loading with different loadings of CB, which indicates that S1 is easier to process compared to others. The higher MH (Table 2) for filled rubber blend is indicated that stronger interactions between nanofiller and polymer matrix are obtained. The smaller particle size gives the larger surface area. This would lead to greater rubber–filler interactions and extra resistance to flow as a higher restriction to the molecular motion of the macromolecules, which are consequently increased in the torque value.27,26 ΔM is generally related to the degree of crosslinking, and hence, its increase can be attributed to the increase of the crosslink density.4,13
In addition, the scorch time (ts5) and the optimum cure time (tc90) of the samples are decreased as the filler loading increased as given in Table 2. The lower scorch time of the sample represented better processing ability. The processing ability is associated with the total amount of heat history which can be sustained before the rubber is converted to a rubber crosslink state. This would consequently increase the CRI. Thus, the CB is not only a reinforcing agent but also behaves as an effective accelerant or co-curing agent for the vulcanization process of NR/SBR/NBR ternary rubber. 27 Therefore, the introduction of an amount of CB to NR/SBR/NBR ternary rubber, conventionally used in the tire industry, would reduce the vulcanization process duration. The decrease in the scorch time (ts2) is due to the presence of more crosslink in the rubber composites, whereas the decrease in curing time (tc90) is attributed to the higher energy input and greater heat buildup during mixing due to the higher viscosity.4,28 Additionally, Table 2 gives that the curing rate index increased with the addition of filler, the increase of the CRI results from the basicity of CB, which accelerates the vulcanization reaction. 13
Reinforcing efficiency of CB as a filler for NR/SBR/NBR rubber blends
The degree of reinforcement of pigmented NR/SBR/NBR rubber blends in the presence of compatibilizer UB4000 was calculated. Lee 29 calculated the reinforcing efficiency (Rein.Effic.) in the simplest form is given by the following equation

where T denotes the torque and the subscripts “f” and “g” are related to the loaded and unloaded rubbers. Table 2 represents the Rein.Effic. of NR/SBR/NBR/CB. It is observed that the Rein.Effic. increased with the increase in the loading of CB. The increase in Rein.Effic. value meant a high interaction between NR/SBR/NBR rubber blends and CB. It is also evident that the presence of compatibilizer UB4000 caused a higher Rein.Effic. of CB. This was due to better dispersion of filler and a stronger interaction of NR/SBR/NBR/CB in the presence of a compatibilizer. This explanation is in agreement with the results in Table 2.
Also, Lee 29 studied the filler dispersion and formation of filler agglomerates in rubber matrices, by the following

where
where ηr is the relative viscosity and Mr is the relative modulus. Table 2 presents the calculated ηr, Mr, and L values, where it can be clearly seen that in the case of adding compatibilizer to NR/SBR/NBR/CB, the filler particles are well dispersed in the NR/SBR/NBR matrix expect at higher loadings. Both ηr and Mr values increased with increasing CB loading, indicating an increase in relative viscosity and relative modulus of the elastomer except at 30 phr of CB loading, where the values of ηr or Mr were decreased. In addition, the values of L decrease, where the lower the value of L the better is the filler dispersion in the NR/SBR/NBR matrix phase. Moreover, at higher CB loading in NR/SBR/NBR composites, there is the higher difference between ηr and Mr values. The index L increases with filler loading pointing to the agglomeration of the CB in the NR/SBR/NBR rubber matrix. 30 This explanation was in agreement with the data in Table 2.
X-ray diffraction
XRD patterns for ternary blend and nanocomposite depicted in Figure 2. The existence of a broad diffraction peak in the ternary blend can be referred to as an amorphous structure. Nanocomposites containing different amounts of CB (15, 30, 45, and 60% w/w) were evaluated by XRD to determine the degree of CB delamination. Figure 2 shows XRD patterns of pure elastomers and dry CB for comparison. The XRD pattern of pure CB shows a peak centered at 2θ = 25.24° (d = 3.526 Å), while pure ternary rubber shows a peak centered at 2θ = 29.927° (d = 2.983 Å) corresponding to their basal spacing.
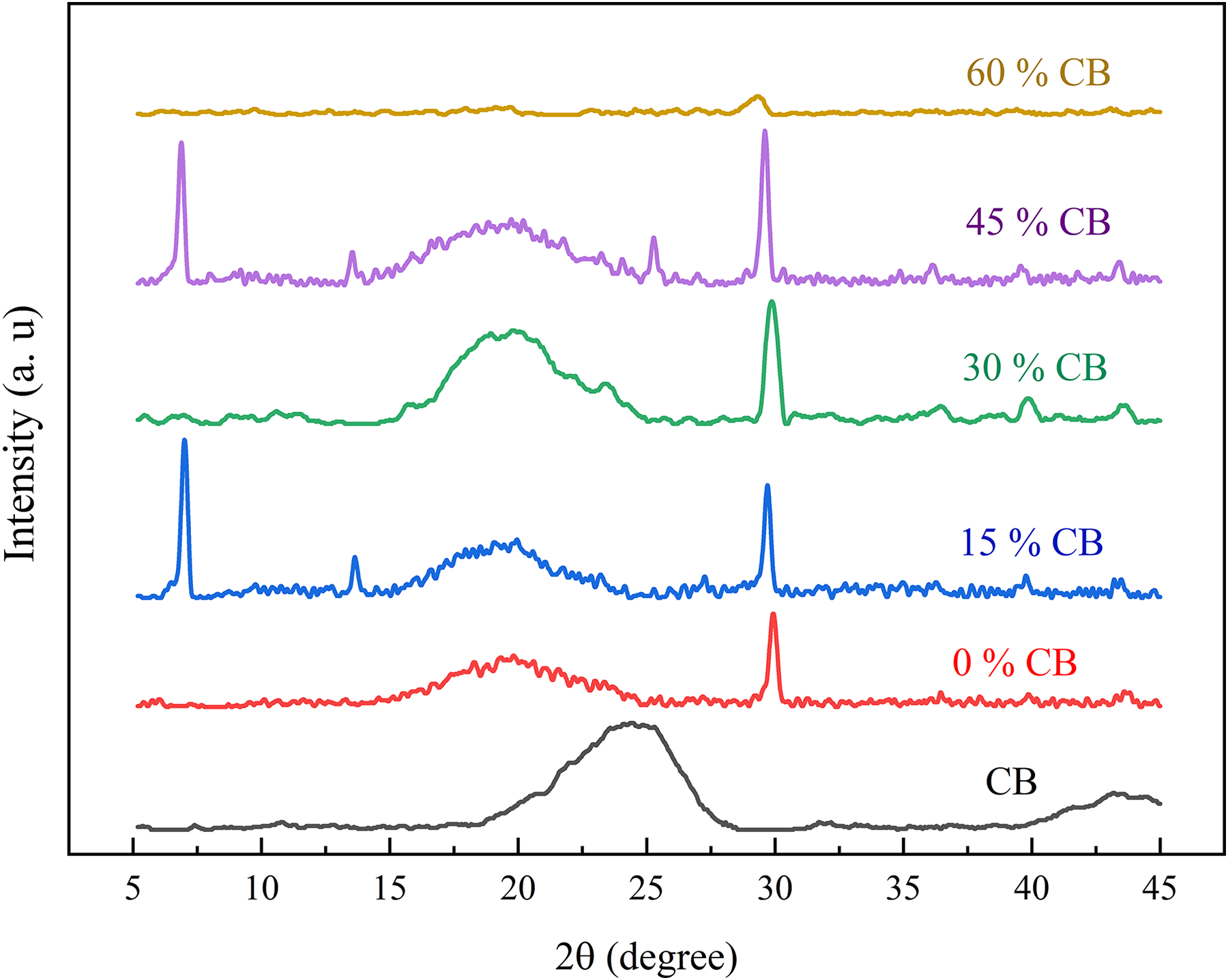
XRD patterns of a pure ternary rubber-CB nanocomposites containing 15, 30, 45, and 60% of CB.
Figure 2 shows the X-ray diffractogram recorded for the pristine CB; the spectrum reveals a peak at about 2θ = 24.42, which is the d(002) 3.64216 Å lattice spacing of the graphite layers.31,32 The broad peak of CB between 17° and 27° has been disappeared in the case of 15-, 30-, 45-, and 60-phr CB filled nanocomposites, which confirms the penetration of rubber chains in between the CB. 33
The tensile properties
The values of the mechanical properties of crosslinked materials obtained from an NR/SBR/NBR: 30/30/40 ternary rubber reinforced with CB nanoparticles are given in presented in a stress–strain curve in Figure 3. It can be clearly seen that from Figures 3 and 4 the stress increased with the addition of CB content and was higher than that of the unfilled NR/SBR/NBR: 30/30/40 ternary rubber. On the other hand, from 15 to 60 phr amounts of CB filling, an increase in stress was observed. At 45 phr of CB, the composite showed the highest tensile strength, 9.04 MPa, which was about 233.58% higher than that of unfilled NR/SBR/NBR: 30/30/40 ternary rubber.
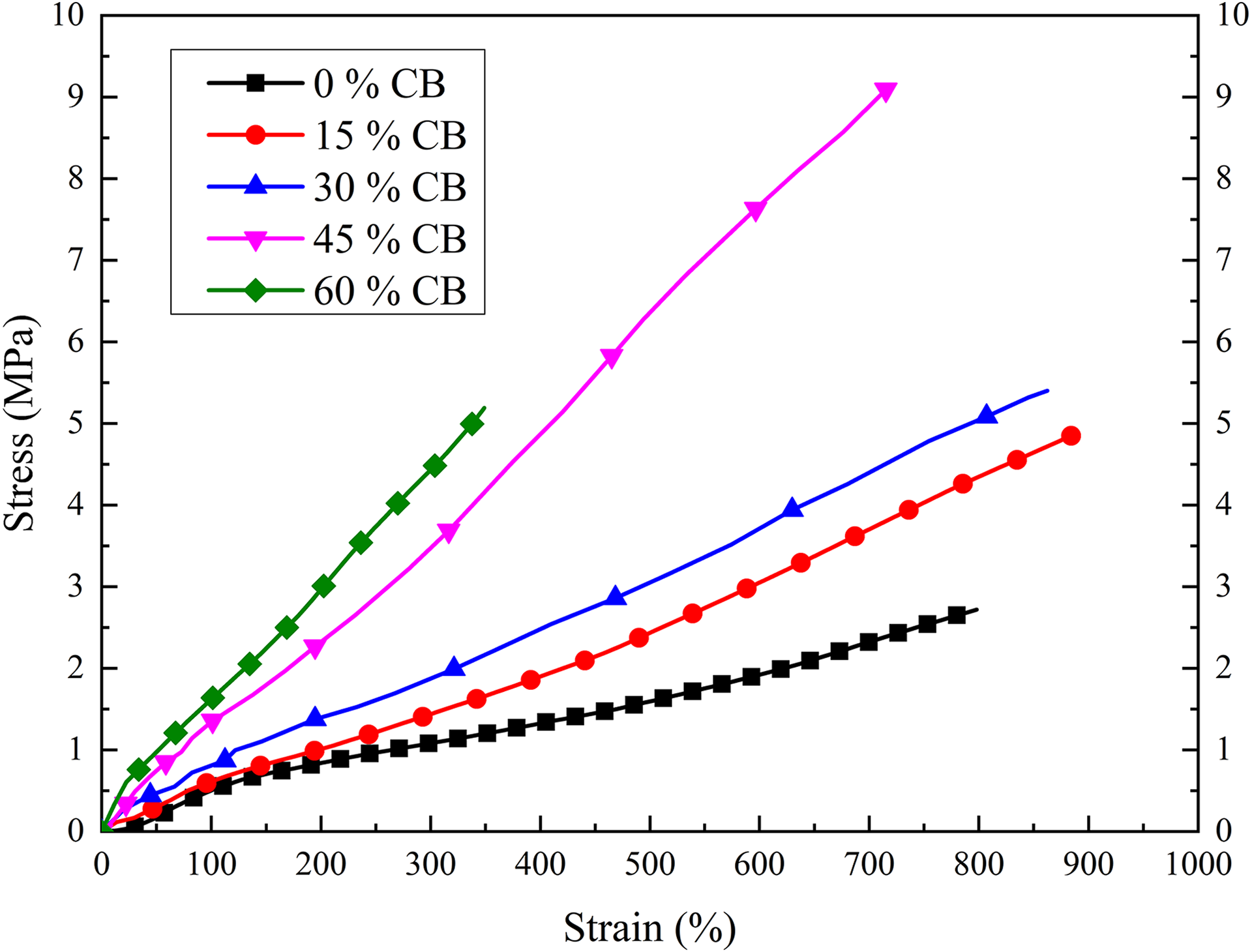
The tensile stress–strain curves for ternary rubber of NR/SBR/NBR blend at different CB loading.
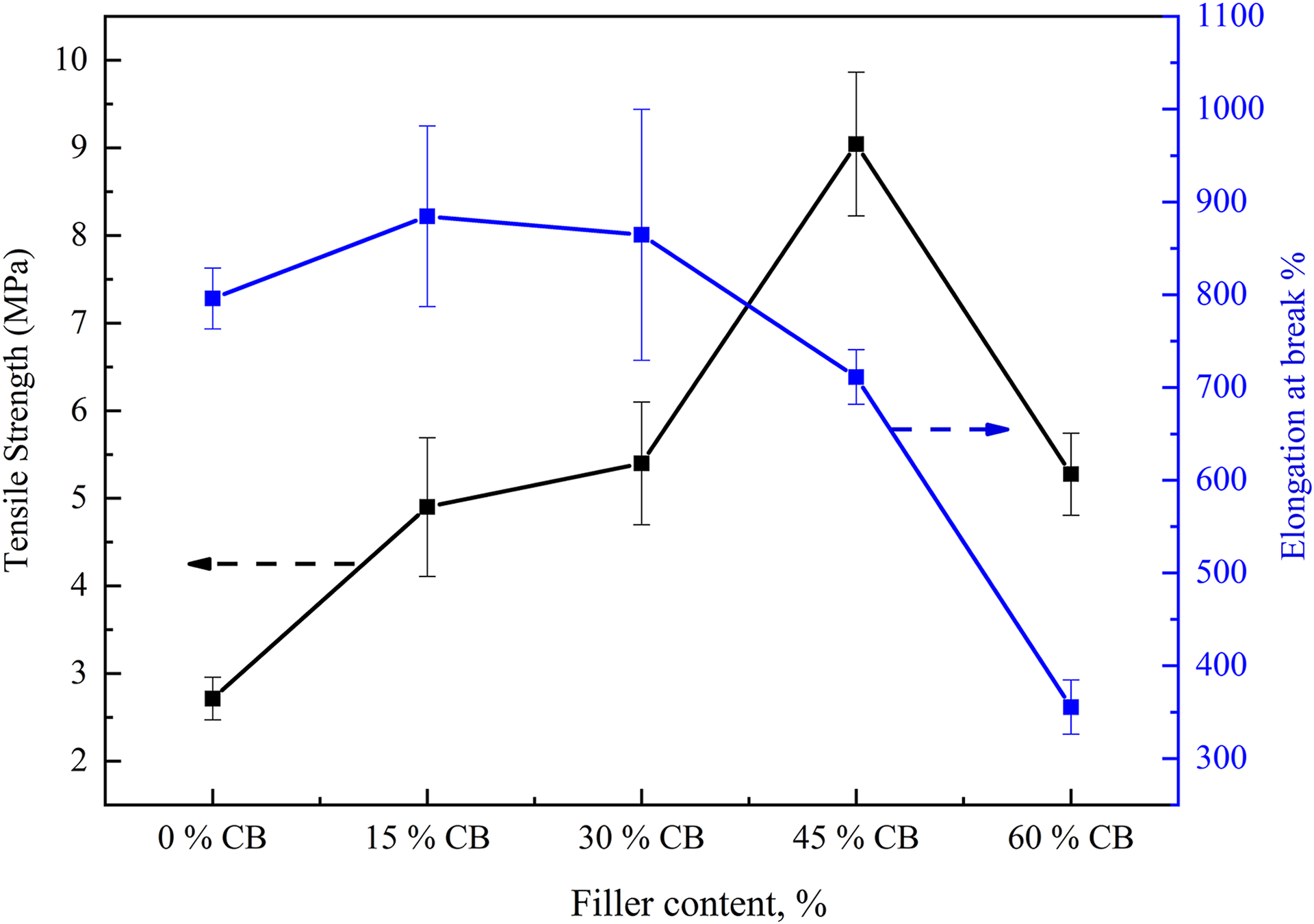
The effect of CB loading on tensile strength and elongation at break % of NR/SBR/NBR ternary rubber blends.
The improvement of the tensile property was due to the better dispersion of the CB in the ternary rubber as confirmed from SEM results and due to better rubber filler interactions between CB and rubber chains associated with the contact of surface of filler resulted in more effective constraint of the motion of rubber chains with improved interfacial bonding between CB and the rubber matrix. 13 This interaction between the filler and rubber matrix plays an important role in increased tensile strength but further addition of CB beyond 45 phr results in a decrease in the mechanical properties of NR/SBR/NBR ternary rubber composites. Above 45 phr content, agglomeration occurs and thus particle–particle interaction of the CB accounts for the observed decrease in tensile strength. The formation of CB aggregates led to producing weak points in the ternary rubber phase and decreased the tensile property (5.28 MPa). The mechanical strength of the nanocomposites depends on different factors encompassing matrix–filler interactions, compounding conditions, microstructure, and filler content. 27
Figure 5 shows the relationship between CB loading and stress at 100% (M100), 200% (M200), and 300% (M300) elongation. At 60 phr, the value of the stress increased by 107.81% as compared to the unfilled ternary rubber which was 0.602 MPa for M100, while at M200 the value observed is 1.496 MPa at maximum CB content and at M300 the value is 1.425 MPa. The remarkable enhancement of the stress was due to the strong interaction, which effectively constrained the motion of polymer chains.4,34 According to Poh et al., 35 the improvement in modulus is affected by several factors such as surface reactivity which determines the polymer–filler interaction, aggregates, size and shape of fillers, and structural and filler particle dispersion in rubber. Stress at 100, 200, and 300% elongation of CB particle filled ternary rubber composites increases with increasing CB loading. This is an indication that particles have better interaction with the rubber.
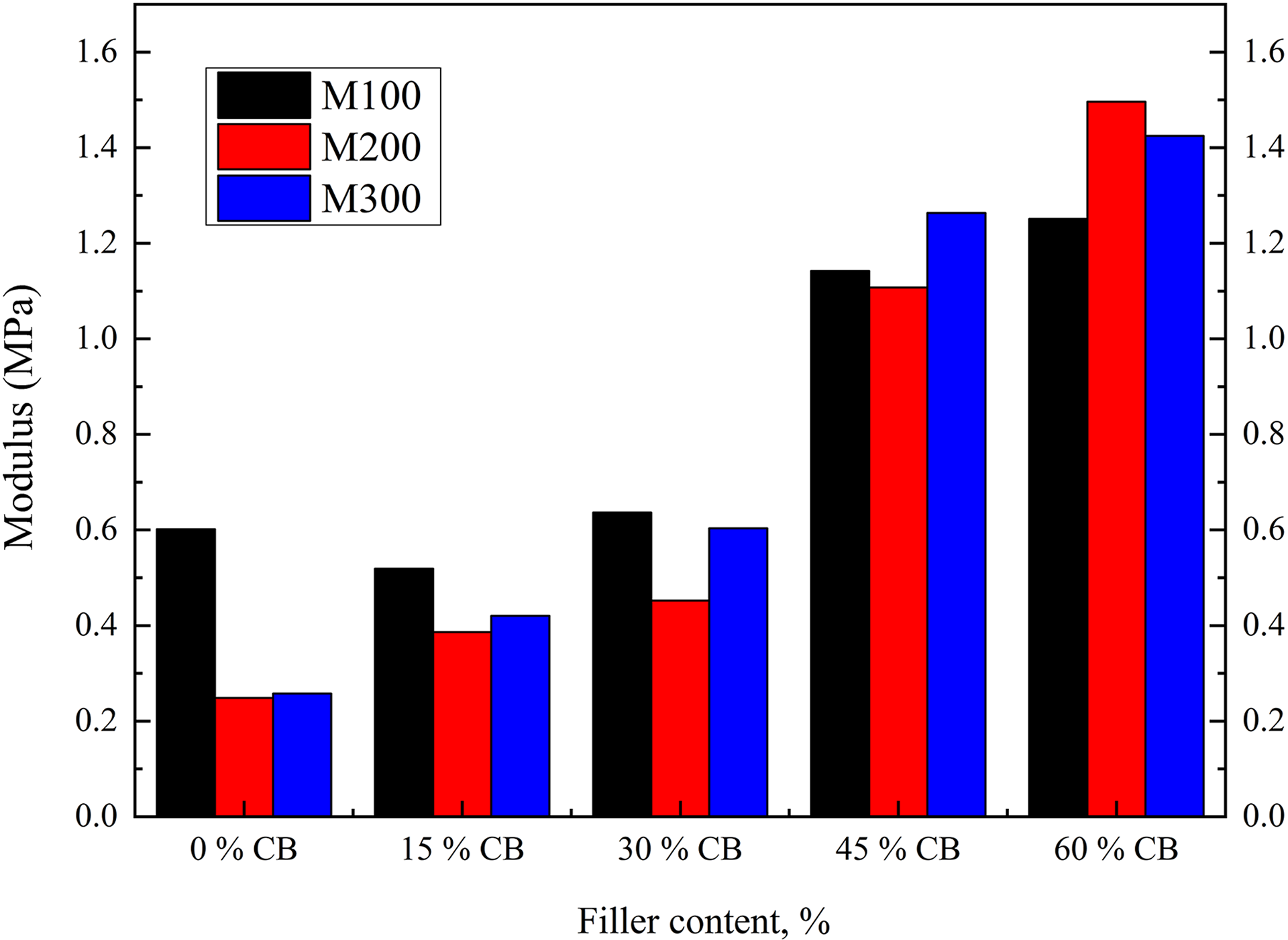
The effect of CB loading on tensile stress at 100% (M100), 200% (M200), and 300% (M300) elongation of NR/SBR/NBR ternary rubber blends.
Elongation at break % of unfilled and filled CB-ternary rubber composites at different loading is shown in Figure 4. It is observed that the value increases with the incorporation of CB into ternary rubber composites. Many researchers35,36 reported a decrease in elongation at break with the addition of more filler to the polymer matrix. With increasing CB loading, the elongation at break of the ternary rubber composite decreased gradually. Values of modulus and elongation at break are explained by the nature of filler, but a very important factor is the bond strength between matrix and filler, which reduces the mobility of the polymer phase, the dispersion of fillers and share of agglomerates of filler particles. The values of elongation at break increase up to 30 phr of CB loading and then decrease. Some researchers 26 recorded an increase in elongation at break with the addition of filler content to the rubber matrix, after that with more addition of filler the elongation at break decreases again.
Tear strength
Tear strength is a strong indication of endurance and toughness of elastomers. Elastomers of high tear strength lead to longer service life since it measures the resistance to crack propagation. 37 The effect of CB loading on the tear strength of ternary rubber composites is shown in Figure 6. It can be seen that the dependency of tear strength on CB loading is also very similar to that of tensile strength, as reported by several researchers.35,37 Both tensile and tear strength typically indicate the resistance of the polymer chain network to fracture. 34 Figure 6 shows that the NR/SBR/NBR ternary rubber tear strength enhances straightforward by adding CB at all weight fractions. At 60 wt% of CB, the tear strength increased by 360% compared to neat NR/SBR/NBR ternary rubber. The good dispersion of CB in the NR/SBR/NBR ternary rubber can be responsible for forming a physical barrier against crack growth which leads to an increase in resistance to tearing.
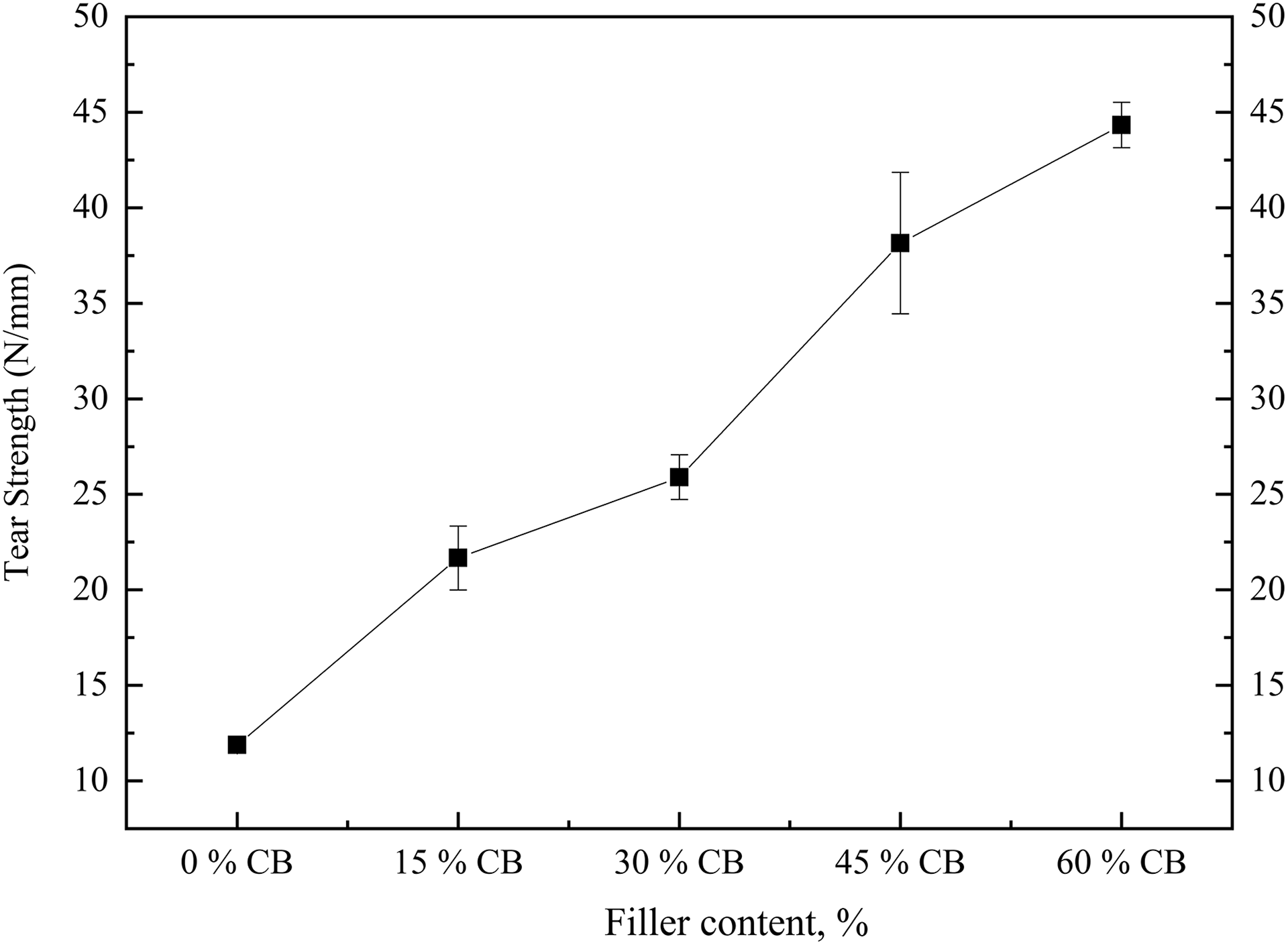
The effect of CB loading on tear strength of NR/SBR/NBR ternary rubber blends.
The compression properties
There are many rubber parts such as dampers and seals where they subject to compressive loads and hence the relationship between compressive loads and deflection can be vital in such applications. In this occasion, compression test and compression set are two tests that are usually performed. The compression test is used to determine the behavior of the elastomer blend under a compressive load giving information about the integrity and safety of the rubber products. This would help manufacturers to decide whether their finished products are fit-for-purpose and safe to use or not. From Figure 7, it can be clearly seen that the compression stress increased with increasing filler content.
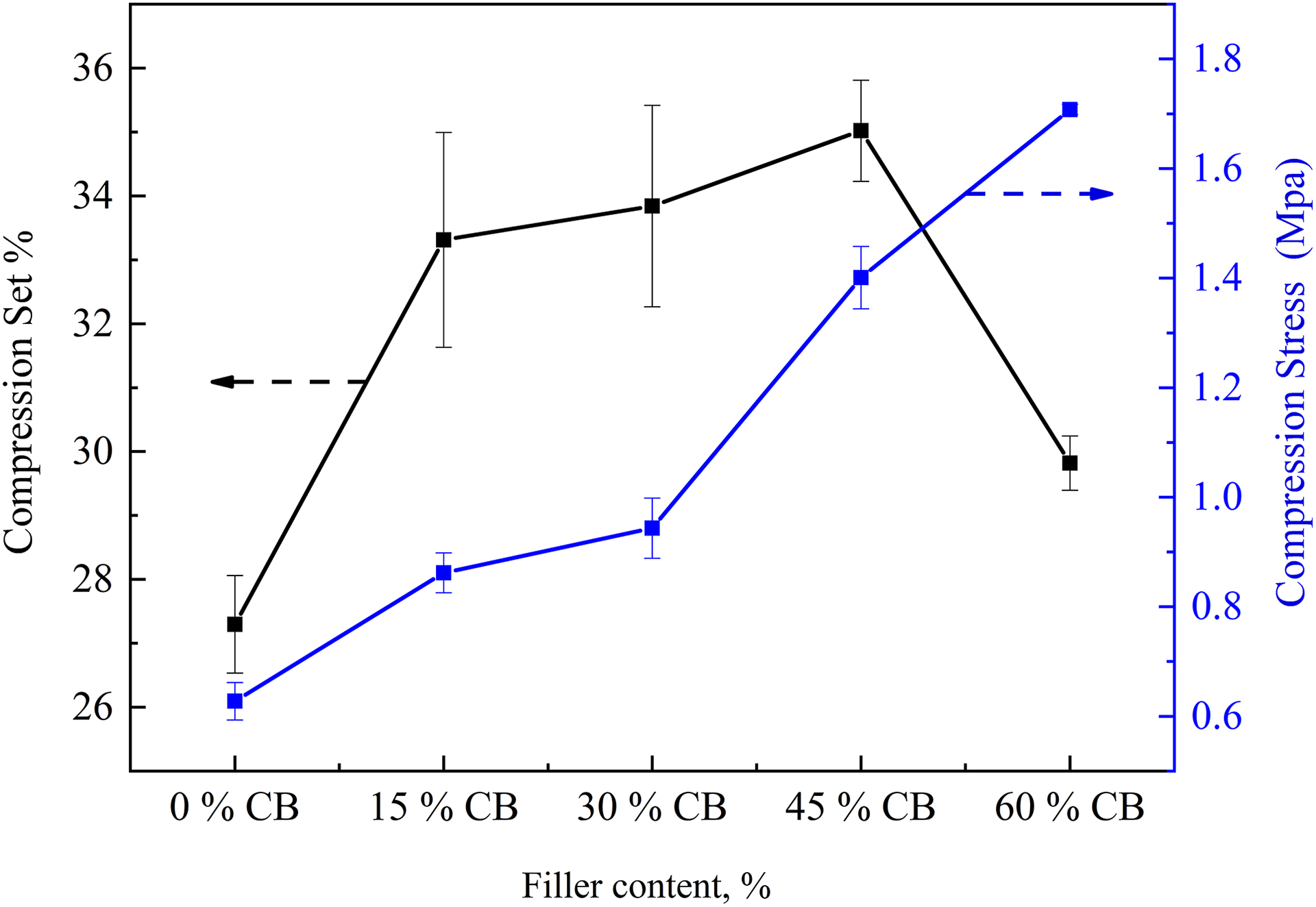
The effect of CB loading on compressive stress and compression set% of NR/SBR/NBR ternary rubber blends.
The compression set test is to determine the ability of a rubber sample to retain its elastic properties after prolonged compressive loads at elevated temperatures. Its results are fruitful to know when the rubber material is under a compressed state and exposed to elevated temperatures for a long time. Small compression set value refers to the ability of the specimen to maintain original thickness and low damping properties while large compression set indicates lower stiffness but higher damping properties.38,39
It is widely known that compression set is another property that can be used to indicate the degree of elasticity. Figure 7 shows the relationship between CB loading and compression set of ternary rubber composites. It can be seen that compression set increased with increasing CB loading until to reach the maximum value (35.02%), then decreased to 29.82%. Thus, compression set that is proportional to elasticity and it is reduced with CB loading. The lower values for compression set represent the best material blend for the compression state.
Swelling tests
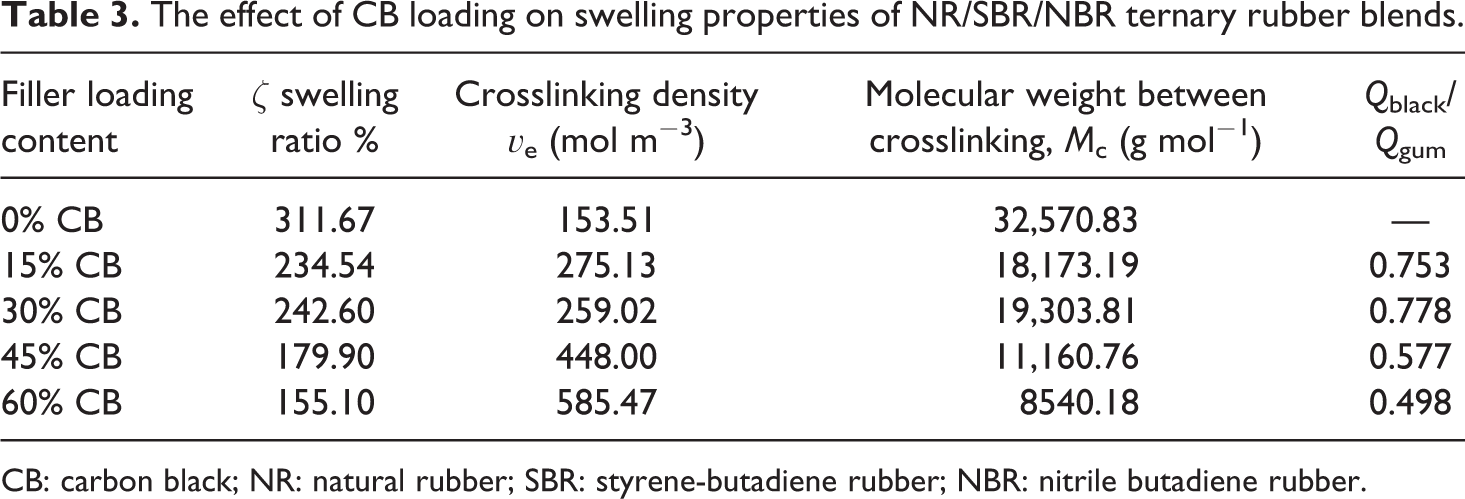
The interaction between elastomers and oil poses crucial problems in some application such as fuel hoses. NBR features high oil and chemical resistance. On the other hand, NR and SBR are nonpolar rubbers and have low oil resistance that are easily dissolved in an oil or nonpolar solvents. The swelling ratio and crosslink density of NR/SBR/NBR ternary rubber were measured by soaking into toluene following the procedures described in the “Experiment” section. In general, the swelling test was performed to observe the swelling coefficient filler–rubber matrix interaction. 40 The effects of filler on swelling coefficient are presented in Table 3 on the NR/SBR/NBR ternary rubber. It can be seen that the values of the swelling ratio (ζ) decrease while crosslinking density (ʋe) for all samples increases with increase filler loading. It indicated that the penetration of toluene into CB filled ternary rubber composites was reduced by increasing the filler. This means that a higher amount of CB loading restricted the penetration of toluene in filled ternary rubber composites. A clear linear increase of the crosslink density with the CB content in the ternary rubber compound is observed. This indicates the major contribution and strong interaction between the ternary rubber and the filler leading to strong physical crosslinks.
The effect of CB loading on swelling properties of NR/SBR/NBR ternary rubber blends.
CB: carbon black; NR: natural rubber; SBR: styrene-butadiene rubber; NBR: nitrile butadiene rubber.
It can be seen from Table 3 that there is a dramatic decrease in the value of swelling ratio (Qblack/Qgum) with increasing the content of filler. As well-know, the lower value of swelling ratio (Qblack/Qgum) indicates a better interaction between the filler and the rubber matrix. 4
Scanning electron microscopic
There are several factors influence on the phase structure of the blend such as the surface characteristics, viscosity, the blend ratio of each component, and compounding process. SEM images of the tear fractured surface of the rubber compounds are depicted in Figure 8. SEM technique is used for observing the surface morphology of crack initiation and failure process in materials. SEM micrographs of the cryogenically fractured surface of unfilled and CB filled ternary rubber blend composite are presented in Figure 8. Good distribution of CB particles in the rubber matrix exists was achieved. Observed that, when loaded ternary blend with 45-phr CB, the surface became homogeneous as shown in Figure 7(a) and the phase separation disappeared in the presence of UB4000.
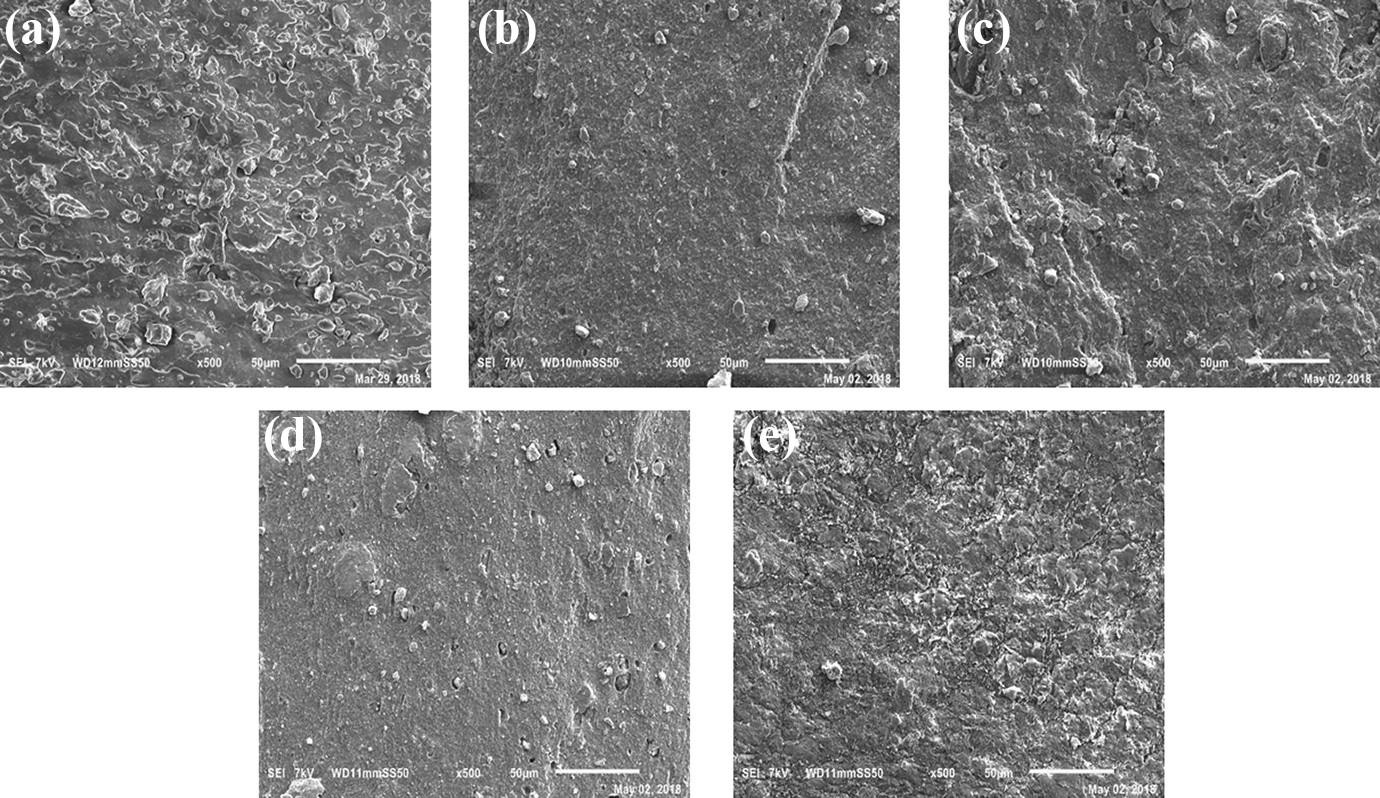
The effect of CB loading on the microstructure of NR/SBR/NBR ternary rubber blends. (a) 0% CB, (b), 15% CB, (c) 30% CB, (d) 45% CB, and (e) 60% CB.
Conclusion
The main aim of this study was to investigate the effect of CB filler of the cure characteristics and mechanical and swelling behavior of unfilled and CB filled ternary rubber composites. An experimental study of unfilled and CB filled ternary rubber composites at different content revealed the following.
The torques, which represent the processability of the composites, increase, while the scorch time and cure time decrease with increasing CB content in ternary rubber composites. Tensile strength and tear strength of composites increased with increasing filler contents. Elastic modulus, compression set, and compression stress increased with increasing CB loading; however, the incorporation of CB content reduced the % elongation of break of the composites. The crosslink density and filler–rubber interaction increased with increasing CB content, whereas the swelling ratio decreased with increasing CB content.
Overall, the results indicate that the incorporation of CB in ternary elastomeric materials offers a good property set of tensile strength, elastic modulus, and swelling.
Footnotes
Acknowledgements
The authors would like to thank the Nasr Company for Rubber Products, Cairo, Egypt. Also, the authors would like to thank the Ministry of Higher Education (MOHE) in Egypt for their financial support for achieving the current research. Also, they would like to thank the Japan International Cooperation Agency (JICA) for their continuous support to the Egypt-Japan University of Science and Technology (E-JUST).
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Ministry of Higher Education (MOHE) in Egypt.