
Abstract
Natural fibre composites are of interest for a wide range of semi-structural applications in the building, construction and automotive sector. For a number of these applications, the evaluation of performance degradation after impact is of some relevance. The present work focused on the influence of fibre volume fraction and fibre surface treatment on the residual load-bearing capability of hemp fibre-reinforced sheet moulding compound (H-SMC) after non-penetrating impacts. Post-impact flexural strength and stiffness of H-SMC decreased linearly with increasing impact energy. At higher impact energy levels, the residual flexural strength of H-SMC improved with increasing fibre volume fraction. However, for the same amount of absorbed energy, the residual strength or damage tolerance capability of glass fibre-reinforced sheet moulding compound was about twice that of H-SMC. Composites based on surface treated hemp fibres showed a slight improvement in residual flexural strength, particularly for systems based on hemp fibres treated with a combined alkaline and silane surface treatment. Surface treated systems showed improved levels of adhesion and increased levels of energy absorption through potential mechanisms such as debonding, pull-out or fibre fibrillation.
Introduction
Over the last few decades, numerous studies have been devoted to the use of natural fibres as alternative reinforcements to glass fibres in semi-structural composites. 1 – 6 Natural fibres like flax, hemp, jute or kenaf offer a number of advantages over glass fibres that make them attractive reinforcements for plastics. They are abundant and of low cost, have a low density and as a result high-specific mechanical properties. They are also non-abrasive to processing equipment, possess good insulating properties, are renewable, biodegradable and can be incinerated with energy recovery at the end of their lifetime. Additionally, these fibres provide social-economic advantages like job creation in the agricultural sector and can, for the right sort of application, reduce the overall environmental impact of composite parts. 7,8
In spite of these advantages, the application of natural fibre composites (NFCs) has so far been mainly limited to non-structural or semi-structural components such as panelling, decking, boarding, furniture and interior car components. One of the main reasons for this is their relatively poor performance under impact loading as compared to their glass fibre counterparts. The resistance to impact events plays an important role in the overall reliability assessment of composites for structural or even semi-structural engineering applications as most components are likely to experience such events during their service life. Even minor damage can have an adverse effect on material performance and structural integrity. Damage tolerance studies where mechanical properties are evaluated after impact are essential in structural aerospace composites but have also some relevance in NFC when used in semi-structural applications like car boot floor panels, seats and so on where engineers want to evaluate to what extend a part can maintain its structural integrity after impact damage.
Traditionally, the majority of impact studies on NFCs have been conducted using pendulum methods like Charpy or Izod tests. 9 – 13 Although of some interest, such tests do not necessarily represent the in-service impact behaviour and end-use application of composite laminates and structures and do not reproduce the failure modes likely to occur under normal impact conditions. A more appropriate method to study the in-service impact behaviour of composite panels is using falling weight impact testing. 14 More recently, an increasing number of studies on NFCs have therefore been using the falling weight impact test method 15–17 ; however, the majority of these studies focused on penetration or impact strength, while little work has been devoted to damage tolerance and residual properties after non-penetrating impact.
The effects of impact damage on the residual strength in tension, 18,19 compression, 20,21 bending 22 and fatigue 23 have been investigated at length for glass- and particularly carbon fibre composites. However, the effect of impact loading and damage on residual properties of NFCs has received little interest. Ahmed et al. 24 studied residual tensile properties after low-velocity impact loading of jute–glass-reinforced polyester hybrid composites. Laminates of four hybrid combinations of woven jute and glass mat were prepared by a simple hand lay-up technique. The specimens were impacted at energies of 5, 10, 15 and 20 J in a drop weight impactor. A sharp reduction in normalized residual tensile stress was noticed for laminates with only jute fibre (43 vol.%), whereas for hybrid composites there was a more gradual reduction in the normalized tensile stress. For all impact energy levels, the loss in normalized residual tensile stiffness was less than for tensile strength. Yuanjian and Isaac 25 characterized the post-impact tensile properties of non-woven hemp fibre mat-reinforced polyester composites with a fibre content of 44 wt%. These hemp composites were compared with glass fibre-reinforced composites and were prepared by a simple hand lay-up technique followed by compression moulding. Specimens were impacted and damage was introduced by a drop weight machine with energies up to 10 J. At the same impact energy level of 5 J, a significantly greater reduction in tensile strength was noticed for the hemp fibre composites (70%) as compared to glass fibre composites (30%). Santulli 26,27 characterized the low velocity impact damage in jute/polyester composites using a number of post-impact mechanical tests in combination with acoustic emission (AE) and found that AE was able to perform a reliable measurement of the level of damage in these NFC laminates.
Comparatively however, there has been very little research in the field of residual flexural properties after low-velocity impact of NFCs, even though NFC panels are often subjected to all kinds of out-of-plane in-service flexural loadings. The aim of the present study is therefore to investigate the effect of low-velocity impact on post-impact flexural properties of hemp fibre-reinforced sheet moulding compound (H-SMC) and compare this to glass fibre-reinforced sheet moulding compound (G-SMC). Both types of SMCs were made using an industrial relevant manufacturing process and materials. Previous studies from our group reported already on the quasi-static, fracture and impact properties of these materials, 28 –30 but to date there have been no post-impact damage tolerance studies reported for H-SMC. Parameters considered for material optimization included (i) hemp fibre volume fraction and (ii) hemp fibre surface treatment. The influence of impact energy on the residual flexural properties of these composite panels was investigated and analysed. Damage was induced at the mid-section of a simply supported specimens using a falling weight impact tester. The reduction in flexural residual strength and stiffness was subsequently evaluated through quasi-static three-point bending tests.
Experimental
Materials
Needle-punched non-woven hemp fibre mats, with an areal density of 500 g/m2 and an average fibre length of 65 mm, were acquired from Hemp Technology Ltd (UK). As a resin system, an orthophthalic unsaturated polyester (UP) was used from DSM Resins (Netherlands). As a reference material, a non-woven mat based on silane treated E-glass roving (2400 tex) was used for the glass fibre-based SMC. A calcium carbonate (CaCO3) mineral filler with a particle size of 10 µm was mixed into the UP resin system. Methyl ethyl ketone peroxide catalyst, p-benzoquinone polymerization inhibitor, zinc stearate thickener and butylated hydroxytoluene initiator were provided by Menzolit Ltd. (UK). An acetoxysilane Z-6075 supplied by Dow Corning (Midland, Michigan, USA) was used as silane coupling agent used for the hemp fibres. Laboratory reagent grade NaOH pellets were obtained from Fisher Scientific (Waltham, Massachusetts, USA).
Fibre surface treatments
Hemp fibre mats were first dried in an oven at 50°C for 24 h, followed by one of the following surface treatments. Surface treatment conditions followed previous work. 28 –30
Alkaline treatment
Pre-dried hemp fibre mats were immersed in a 2 wt% NaOH solution for 1 h and subsequently rinsed in distilled water several times. These fibre mats were then washed in distilled water containing 0.5% of HCl. These fibre mats were finally dried at 80°C for 5 h.
Silane treatment
Hemp fibre mats were first immersed in a water/acetone mixture (5:95 wt%) containing 5 wt% acetoxysilane Z-6075 coupling agent. The treated fibre mats were washed in distilled water and finally dried in an oven at 80°C for 5 h.
Alkaline–silane treatment
Here, hemp fibre mats were first treated with 2 wt% NaOH solution and subsequently 5 wt% silane coupling agent, following procedures described above.
Composite manufacturing
H-SMCs were prepared, using an SMC pilot-line. 28 This line consists of two unwinding stations for nylon film, which acts as a support for the SMC. A resin compound based on orthophthalic UP and 18 vol.% (30 wt%) CaCO3 was deposited at uniform thickness on the moving bottom film using an adjustable doctor blade. While a second top film was coated with resin compound, the hemp fibre mat was fed simultaneously between these two coated films. This sandwich structure was fed along the machine direction between compaction rollers, which compressed and impregnated the fibre mat with resin. The obtained prepreg was then left to pre-cure for 1 day at room temperature. A mineral filler content of 18 vol.% was selected because these compounds showed the best balance between fibre wetting, processing and mechanical properties. 28,29 Prepregs were subsequently compression moulded in a hot press using a steel mould of 250 × 250 mm2 to a thickness of 4 mm. Each composite plate contained two layers of net-shaped SMC prepreg. Curing was carried out at a temperature of 140°C and a pressure of 10 MPa for 5 min. Composite panels with different fibre volume fractions were produced by varying the doctor blade gap in the SMC machine, resulting in different UP resin to hemp fibre ratios. Through this H-SMC panels were obtained with hemp fibre loadings of 9, 20, 32, and 46 vol.%. For comparison, a G-SMC based on 25 vol.% fibre was also produced.
Impact testing
Rectangular specimens with dimensions of 150 × 40 × 4 mm3 were cut from the compression moulded panels. Impact tests were conducted using an instrumented DARTVIS falling weight impact tester (CEAST, Italy). Specimens were pneumatically clamped between two plates with a circular opening of 40 mm. A set impact energy between 1 J and 3.5 J was achieved by dropping a hemispherical dart with a diameter of 20 mm and a mass of 0.78 kg from different heights. The tip of the striker was equipped with a piezo-electric load transducer. The response generated by the transducer was stored in a computer for subsequent data processing. The impact machine was fitted with a pneumatic anti-rebound device, which prevented multiple impacts of the specimen. Post-processing of the impact data resulted in the complete energy history during impact, including impact velocity, peak load, total energy, absorbed energy and maximum deflection. A minimum of three samples for each impact condition was tested, which seemed sufficient given the small amount of scatter in the data. Average values were plotted with in all cases less than 10% variation.
Residual flexural property testing
Post-impact properties of impacted specimens were evaluated by quasi-static three-point bending tests according to standard ASTM D 790-86. A support span of 100 mm was used, leading to a span-to-depth ratio of 25. A flexural load was applied at a constant cross-head speed of 5 mm/min on the impacted side of the specimen, meaning that the non-impacted panel side experienced tension. Post-impact flexural tests were performed on a universal Instron 6025 machine with a load cell of 5 kN. For comparison, mechanical data were normalized by non-impacted reference data.
Results and discussion
Influence of hemp fibre volume fraction
Impact characteristics
Typical load–time curves of H-SMC composites with a fibre content of 32 vol.% impacted at six different energy levels are shown in Figure 1(a). All six curves exhibit a similar trend with an intricate series of peaks and load drops. A linear increase of force with time is observed for all impact energies at the start of the impact event. The peak force for all six incident impact energy levels occurs within a time frame of approximately 1.5–3 ms. As expected, the peak force increases with increasing impact energy. After this peak load, a gradual decrease in force is observed for all cases.

Typical (a) force–time and (b) force–deflection curves of H-SMC composite with a fibre volume fraction of 32% impacted at six different incident impact energies: (▪) 1 J, (□) 1.5 J, (•) 2 J, (ˆ) 2.5 J, (▴) 3 J and (Δ) 3.5 J. H-SMC: hemp fibre-reinforced sheet moulding compound.
Typical load–deflection curves for H-SMC with a fibre volume fraction of 32% impacted at six different impact energy levels are shown in Figure 1(b). Load–deflection curves consisted of an ascending section for loading and a descending section for unloading. For non-penetrating impact tests, the load–deflection curves form a loop. All specimens experienced residual deflection upon unloading, suggesting that some irreversible deformation or damage occurred at all impact energy levels.
Absorbed energy
The energy introduced into a composite laminate, that is, the total impact energy, is equal to the kinetic energy of the impactor just before contact. Upon non-penetrating impact, the total impact energy can generally be divided into two parts: (i) the elastically stored energy in the composite panel, which is released after maximum deflection by rebounding of the panel and which is successively transferred back to the impactor, and (ii) the energy absorbed by the composite panel, which is available for damage. 22 A small part of the impact energy will be converted into vibrational energy, heat and friction but in the current set-up this part can be considered as negligible.
The absorbed energy (i.e. impact energy minus elastic energy) is plotted in Figure 2 against impact energy for all panels. To better understand the energy absorption capacity of H-SMC upon impact, the data are compared with a G-SMC specimen containing 25 vol.% of glass fibre roving. As expected, the energy absorbed by both H-SMC and G-SMC composites increases with increasing impact energy. In all cases, a linear trend is observed. Higher impact energies lead to more damage as the amount of energy absorbed by the material increases with impact energy. At a low impact energy of, for example, 1 J, laminates with different hemp fibre contents absorb similar amounts of energy. However, with increasing impact energy levels, differences in absorbed energy for laminates with different hemp fibre volume fractions become more pronounced. For example, at an impact energy of 3.5 J, H-SMC specimens with 46 vol.% fibre content absorbed about 50% more energy than H-SMC specimens with 9 vol.% hemp fibre. Impact energy levels above 3.5 J resulted in full penetration of the H-SMC specimens, while G-SMC specimens were able to withstand impact energies of 6 J without penetration.

Total absorbed energy as a function of incident impact energy of H-SMC composites with different hemp fibre volume fractions: (▪) 9 vol.%, (ˆ) 20 vol.%, (▴) 32 vol.% and ( □ ) 46 vol.%. ( * ) represents a G-SMC composite with a glass fibre volume fraction of 25 vol.%. H-SMC: hemp fibre-reinforced sheet moulding compound.
Impact damage
H-SMC and G-SMC specimens of 150 × 40 × 4 mm3 were impacted such that the damage zone was positioned near the centre of the specimens. Post-impact visual inspection of the H-SMC composites was carried out to determine the extent of damage. Figure 3 shows visual observations made on the back (tension) face of the H-SMC panels impacted at 1–3.5 J.

Effect of impact energy (1–3.5 J) on visual damage, showing back (tensile) face cracking in H-SMC composites with a hemp fibre volume fraction of 32%: (a) 1 J, (b) 1.5 J, (c) 2 J, (d) 2.5 J, (e) 3 J and (f) 3.5 J. H-SMC: hemp fibre-reinforced sheet moulding compound.
In order to visualize the damage, tensile matrix cracks at the back face of the laminates were dyed with a red marker pen. As expected, an increase in visual damage and cracking is seen with increasing impact energy. Because of the random orientation of the non-woven hemp fibre mats, there appears to be no preferred direction of crack growth. For all impact energies, damage was dominated by matrix cracking with some fibre breakage but little or no delamination. In the case of an impact energy of 3.5 J, a back face crack ran along the whole width of the specimen. At a microscopic level, the predominant failure mechanism was matrix cracking together with fibre pull-out and debonding, while also showing some evidence of fibre breakage and fibre splitting (Figure 4).
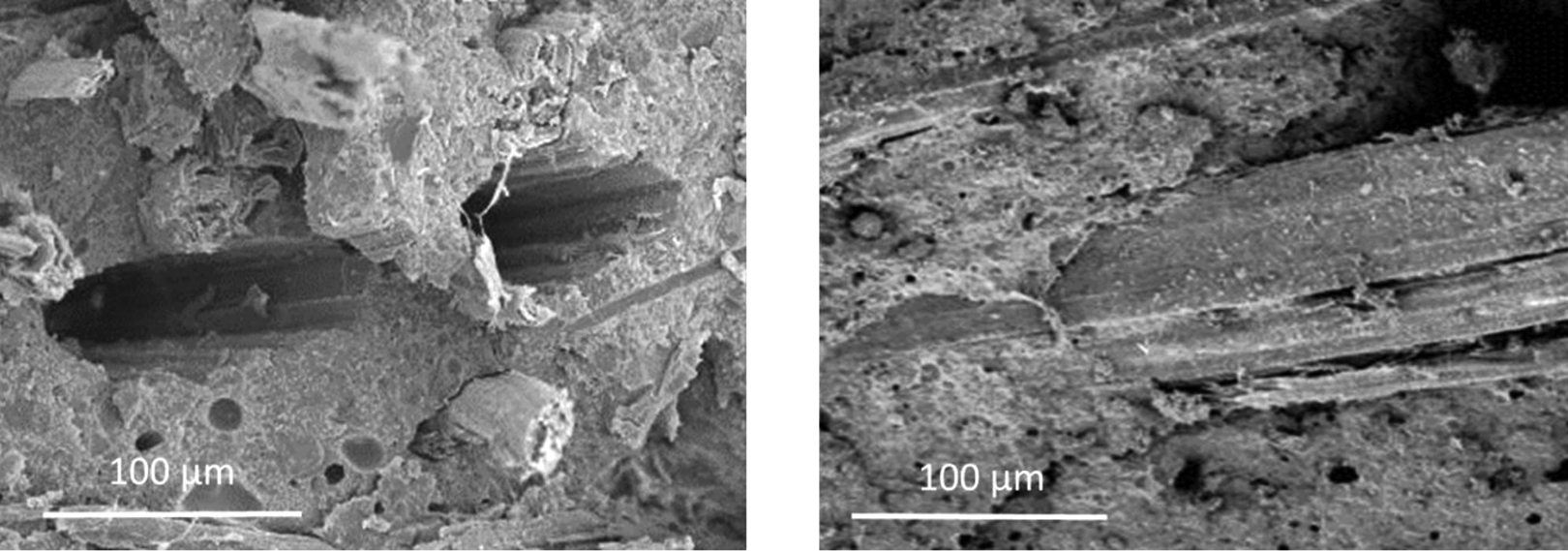
(a and b) SEM images of impact fracture surfaces of H-SMC composites with a hemp fibre volume fraction of 32%, showing matrix cracking and fibre pull-out together with some fibre breakage and splitting. SEM: scanning electron microscope; H-SMC: hemp fibre-reinforced sheet moulding compound.
Post-impact properties
Post-impact flexural tests were carried out to determine the residual flexural strength and stiffness after impact of H-SMC panels. These tests give an indication of post-impact load carrying capability and damage tolerance of H-SMC as compared to G-SMC composites. Post-impact flexural strength and stiffness of H-SMC composites with different hemp fibre volume fractions are shown in Figure 5(a) and (b) as a function of impact energy and compared with G-SMC composites with a glass fibre volume fraction of 25 vol.%.
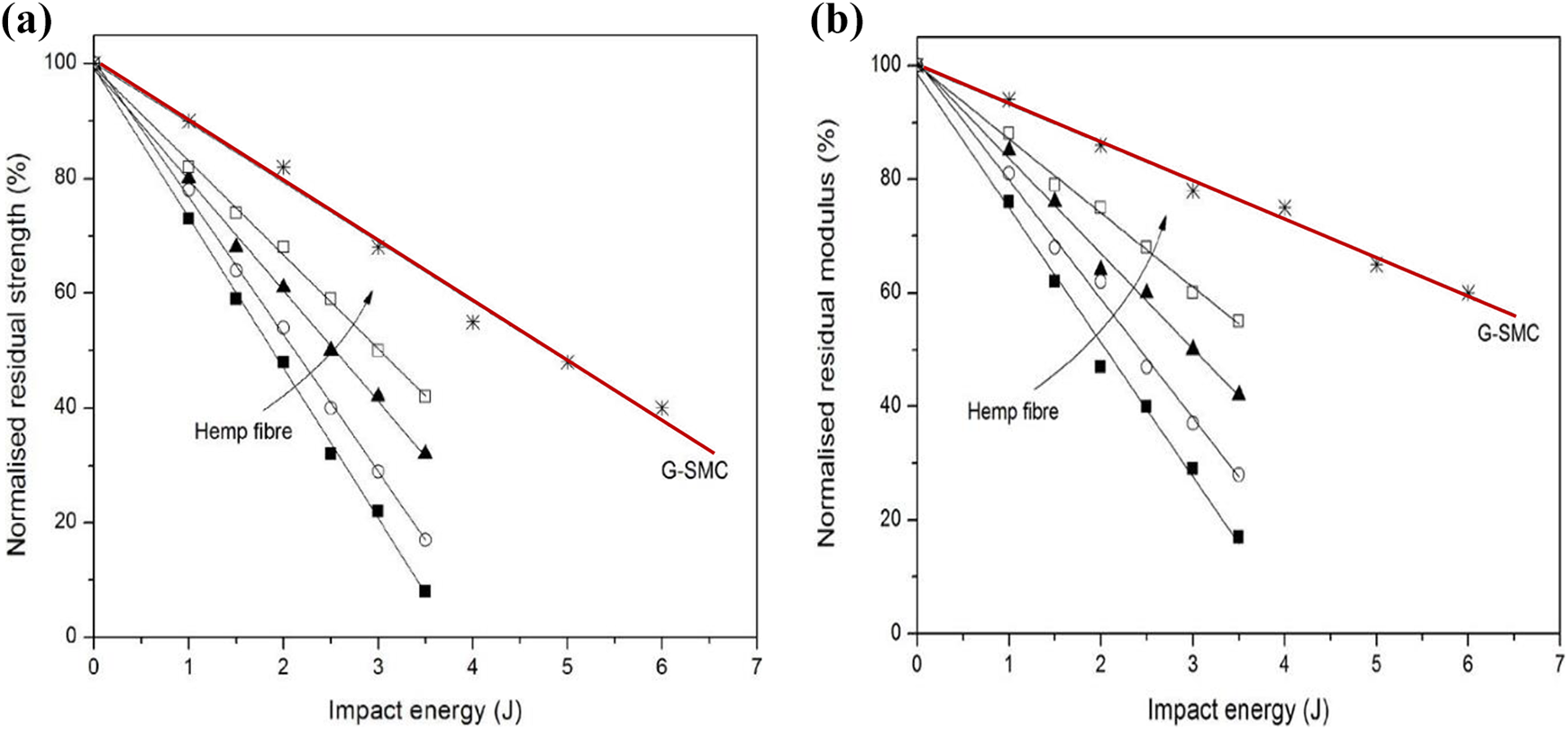
Normalized residual flexural (a) strength and (b) modulus as a function of impact energy of H-SMC composites with varying fibre volume fraction: (▪) 9 vol.%, (ˆ) 20 vol.%, (▴) 32 vol.% and ( □ ) 46 vol.%. (*) represents a G-SMC composite with a glass fibre volume fraction of 25 vol.%. H-SMC: hemp fibre-reinforced sheet moulding compound; G-SMC: glass fibre-reinforced sheet moulding compound.
Normalized flexural strength and stiffness of each specimen were calculated as the residual strength or stiffness of an impacted specimen divided by the mean value for a non-impacted reference panel (Figure 5(a)). A rather steep linear reduction in both normalized strength and stiffness was observed for H-SMC composites, indicating that these materials have a rather poor damage tolerance capability as compared to G-SMC. Damage tolerance of H-SMC composites did however improve with increasing fibre volume fraction but remained in all cases below that of G-SMC. For example, at an impact energy of 3 J, flexural strength of H-SMC containing 9, 20, 32 and 46 vol.% of fibre was found to be reduced by approximately 80, 70, 60 and 50%, respectively, while this reduction was only 30% for G-SMC with 25 vol.% glass fibre. Hence, damage tolerance of G-SMC is approximately twice as good as that of H-SMC. Interestingly, the differences in post-impact mechanical properties are not the result of differences in absorbed energy. It was already shown in Figure 2 that the absorbed energy, and hence elastic energy, for H-SMC was similar to G-SMC at an impact energy range of 1–3.5 J. Clearly, the effect of the same amount of absorbed energy, being the energy available for damage, on actual composite damage was much more severe for H-SMC than for G-SMC. This might be related to a variety of phenomena, including weaker interfacial bonding in H-SMC composites or the initiation of transverse cracking in hemp fibre bundles, all leading to the initiation of cracking and a reduced strength of H-SMC as compared to G-SMC. 28 Savage and Evans also commented on the importance of the difference in mesostructure between glass- and natural fibre-reinforced SMC with respect to impact strength and toughness. 31 Mesostructural effects such as fibre alignment as a result of flow or fibre bundling as in the case of glass fibre rovings can be greatly beneficial for toughening. G-SMC is typically made with relatively thick bundles or rovings. This mesostructure is largely responsible for the superior impact and toughness properties of this class of materials, as often a similar structural order is not found in NFC. Features such as large fibre bundles or rovings can affect the way cracks propagate. Cracks will find it far more difficult to pass through bundles than through individual fibres. They must therefore divert around them, leading to an increase in crack path length and energy absorption.
Post-impact flexural stiffness of impact damaged H-SMC and G-SMC panels also decreased with increasing impact energies. Again, a linear relationship between impact energy and normalized residual modulus was observed. However, similar to other studies on post-impact behaviour of composites, flexural stiffness was less affected by impact compared to strength. 22,24,32 For example, H-SMC composites with a fibre content of 20 vol.% impacted at 3 J showed a reduction in flexural modulus of 60% compared to 70% for strength. This suggests that stiffness is slightly less sensitive to impact damage. Similar observations were reported by Zhang and Richardson, 32 who suggested that impact damage is a localized phenomenon and therefore has less effect on global properties such as modulus, while strength is determined by defects and localized damage.
Influence of hemp fibre surface treatment
Absorbed energy
Figure 6 shows the absorbed energy as a function of incident impact energy for H-SMC based on untreated, alkaline treated, silane treated and alkaline–silane treated hemp fibres. All composite laminates had a constant hemp fibre content of 20 vol.%. The purpose of fibre surface treatments was to improve the level of adhesion between the hemp fibre and UP matrix. 28 All three fibre treatments resulted in a small increase in the amount of absorbed energy. At an impact energy of 3.5 J, the combination of an alkaline-silane treatment of the hemp fibres resulted in a slight increase (approximately 20%) in energy absorbed by the composite as compared to untreated H-SMC composites. In fact, in the case of a combined alkaline–silane treatment, energy absorption in H-SMC with 20 vol.% hemp fibre was close to that of G-SMC (indicated by the dashed red line), especially when considering that these panels had a slightly higher glass fibre volume fraction. Visual inspection revealed however no significant differences in back (tensile) face damage in H-SMC specimens incorporating surface treated or untreated hemp fibres.

Absorbed energy of H-SMC (20 vol.% fibre) as a function of incident impact energy based on (▪) untreated, (▴) alkaline treated, (ˆ) silane treated and ( □ ) alkaline–silane treated hemp fibre mats. The dashed red line represents the energy absorption trend for G-SMC (25 vol.% fibre). H-SMC: hemp fibre-reinforced sheet moulding compound; G-SMC: glass fibre-reinforced sheet moulding compound.
Post-impact properties
Post-impact flexural properties of H-SMC composites incorporating untreated, alkaline treated, silane treated and alkaline–silane treated hemp fibre mats are shown in Figure 7. Results demonstrated that H-SMC composites incorporating surface treated hemp fibres have a slightly higher residual strength at higher impact energies than composites based on untreated hemp. At an impact energy of 3 J, the reduction in flexural strength for H-SMC composites incorporating untreated, alkaline treated, silane treated and alkaline–silane treated hemp fibre was found to be approximately 70%, 60%, 65% and 50%, respectively. However, even for the alkaline–silane treated composites, the reduction in flexural strength after impact was still significantly lower than that for G-SMC at only 30%, as indicated by the dashed red line (Figure 7(a)). On the other hand, fibre surface treatments had little or no effect on the residual flexural stiffness of the H-SMC panels (Figure 7b).

Normalized residual flexural (a) strength and (b) modulus of H-SMC (20 vol.% fibre) as a function of incident impact energy for (▪) untreated, (▴) alkaline treated, (ˆ) silane treated and ( □ ) alkaline–silane treated hemp fibre mats. The dashed red line represents the residual property trend for G-SMC (25 vol.% fibre). H-SMC: hemp fibre-reinforced sheet moulding compound; G-SMC: glass fibre-reinforced sheet moulding compound.
Again, the origin of these improvements in post-impact residual strength cannot be explained by the energy absorption profiles of the surface treated H-SMC. In fact, energy absorption, that is, the energy available for damage, increased with fibre surface treatment (see Figure 6), which may suggest otherwise. Although H-SMC based on surface treated hemp absorbed more energy, there was no significant difference in visible damage and it therefore seems that improvements in post-impact properties with surface treatment are mainly the result of an increase in microscopic energy absorption phenomena such as increased debonding energy, pull-out energy or fibre fibrillation as a result of improved fibre–matrix adhesion (Figure 8). Previous studies already showed that particularly a combined alkaline–silane treatment resulted in a significant increase in work of fracture, tensile and impact strength of H-SMC. 28–30 Treatment of hemp fibres with alkaline removed impurities from the waxy fibre surface, resulting in more sites for subsequent silane molecules to form bonds with the ligno-cellulose fibre surface, which in turn lead to a considerable increase in tensile strength 28 and work of fracture. 30

SEM image of fracture surface of H-SMC composite incorporating alkaline–silane treated hemp fibres, showing improved fibre–matrix adhesion together with fibre fracture and fibrillation. SEM: scanning electron microscope; H-SMC: hemp fibre-reinforced sheet moulding compound.
It should be noted that although composite strength typically requires a strong fibre–matrix interface, composite toughness usually requires an optimized rather than maximized interface. If the interface is too strong, a composite may fail in a more brittle mode, leading to a reduction in toughness. Hence, the fibre–matrix interface needs to strike a balance between strength and toughness requirements of the composite. In the case of H-SMC composites, strength 28 as well as damage tolerance increased for all surface treatments, meaning that embrittlement as a result of a too strong interface did not yet occur.
Conclusions
This study reports the influence of impact energy, fibre volume fraction and fibre surface treatment on the post-impact flexural properties of H-SMC. For a better interpretation of the data, results were compared with G-SMC. An increase in energy absorption with increasing fibre volume fraction was found for H-SMC composites particular at higher impact energies. For the same fibre volume fraction and impact energy, G-SMC composites absorbed slightly more energy than H-SMC composites. Visual damage in the form of back surface cracking increased with increasing impact energy levels.
Post-impact flexural strength of H-SMC showed a linearly decreasing trend with increasing impact energy. Particularly at higher impact energies, damage tolerance improved with increasing hemp fibre content. However, for about the same amount of absorbed energy, the residual strength or damage tolerance capability of G-SMC was about twice that of H-SMC. Post-impact flexural property testing also showed that flexural strength of H-SMC and G-SMC composites was slightly more sensitive to impact damage than flexural modulus.
H-SMC composites based on surface treated hemp fibres showed some improvement in damage tolerance, particularly in terms of residual flexural strength for composites based on hemp fibres treated with a combined alkaline and silane treatment. Interestingly, these improvements were not related to changes in absorbed energy. In fact, energy absorption, that is, the energy available for damage, increased with fibre surface treatment, which suggests that improvements in post-impact properties with surface treatment were mainly the result of increased microscopic energy absorption mechanisms like debonding, pull-out or fibre fibrillation. No significant effect of fibre surface treatment on residual flexural stiffness of H-SMC was found.
Footnotes
Acknowledgements
The authors are grateful to Menzolit Lt. (UK) for allowing us to use their SMC equipment and providing the raw materials. The help and assistance in the preparation of the composites of Mr Steve Crowther are gratefully acknowledged.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.