
Abstract
A teak leaf waste/polyurethane composite has been made for particleboard application. Some fraction variations are performed on the use of polyurethane as a matrix with a range of 0.04–0.20 (w/w). Mechanical and physical properties have been tested on the composites produced. The test results showed that the highest compressive strength of the sample reaches 38.5 MPa for polyurethane fraction of 0.14 (w/w). The composite has a density of 1261 kg m−3 which is in accordance with the result of density on teak. The physical properties have been also investigated and it was found that the lowest value of water absorption is 1.38%. This result indicated that the composites produced are potentially to replace wood raw material in eco-friendly industrial scale.
Introduction
In the last few decades, total global wood demand for 2020 is projected to reach 515 million m3. 1 Composite technique is one of the possible ways to fulfill the demand. Composite engineering promises organic and inorganic waste utilization as a synthesized material having excellent properties relating the woods, such as mechanical strength, water absorption, density, and so on. 2–6 Furthermore, the composite engineering is also a solution for the raising of environment awareness caused by the high deforestation in several countries. 2,3 In addition, the utilization of natural waste and fibers for some composites has been widely studied and developed from various countries including Indonesia, Malaysia, Thailand, India, Brazil, and Japan. 2–4
In recent years, the use of composites is very widespread in the electronics, automotive and aviation industries, construction field, multipurpose applications such as particleboards, energy storage, heat and electricity insulators, ship bodies and aircraft, organic field-effect transistors (FETs), antennas, and so on due to their high mechanical strength, good thermal stability, anticorrosion, high dielectric constant, lightweight, and easy to produce large scale. 7 – 13 Several studies about the polymers and plastics are focused on developing fibers, plastics, adhesives, composite textiles, and paper from renewable resources derived mostly from agricultural wastes containing lignocellulosic. 4 Considering that agricultural waste is only used for compost production in most developing countries such as Indonesia, researcher also focused on utilization of some natural fibers such as sisal, hemp, bamboo, and agricultural wastes, for example, leaves, coconut fibers, rice husk, peanut shells, and straw as filler in polymer composite. 5,6 Composites of these natural fibers have several advantages such as being easy to process, environmentally, good acoustic properties, low energy processes, good mechanical and thermal properties, water resistance, noncorrosive, nontoxic, and naturally degradable. 7
Further, several studies related to the leaves waste composites have been done, such as Masturi et al. developed composite from leaves waste and paper waste using polyvinyl acetate as matrix and the compressive strength reaches to 45.60 MPa. 2 Campanella et al. successfully made a composite of Northern Red Oak leaves with plant oil-based resins, 6 while Thakur et al. have also developed biopolymer composite using lignocellulosic of Hibiscus Sabdariffa. 14 A different method has been performed by Nongman et al. having created a composite by lamination method of banana leaf fiber and adhesive. 5 Senthilkumar et al. have fabricated pineapple leaf fiber/polyester composites which have a tensile strength reached to 33.13 MPa. Good mechanical properties related to the high content of cellulose in pineapple leaf fibers can transfer a sizable load from the matrix to the fiber effectively. 15 In addition, Melkamu et al. have investigated the mechanical properties and water absorption in sisal/polyester fiber composites with treated fibers and without alkaline sodium hydroxide treatment. Compressive strength in sisal fibers treated better than untreated fibers with low water absorption advantages. 16
In this work, we developed a composite of teak leaves waste with polyurethane matrix. The teak leaves have been chosen since its utilization only as compost having a low added value as well as its availability is very abundant in Indonesia. Polyurethane as a thermosetting polymer was selected because it does not melt when heated, is more resistant to acids and bases, has a high adhesive power due to the presence of highly reactive isocyanate functional groups, has good erosion resistance which can be used in anti-erosion film and coating technology, 17 has an isotropic and controllable electromagnetic response, and has a negative permittivity value which is potentially applied to the electronics field. 18,19 Furthermore, the addition of nanoparticles in polyurethane can improve thermal stability and mechanical properties of composites. Polyurethane is also used as a textile coating on inkjet-printed flexible and washable FETs on textile technology. 20 The aim of this study is to produce a teak leaves waste composite having a high compressive strength and low water absorption making a chance to be used on an eco-friendly industrial scale.
Materials and methods
The teak leaves waste of Semarang Indonesia was used, while isocyanates and polyol as polyurethane polymerization materials were purchased in Multi Kimia Inc., Semarang, Indonesia.
First, the leaves waste was dried and crushed using a blender machine to form a powder. Then, the powder was sieved using 700 mesh. On the other hand, the isocyanates and polyol were mixed using a magnetic stirrer for 5 min with a ratio of 1:1 to form polyurethane and mixed with the teak leaves waste powder with varied composition while the leaves teak powder was kept at 12 g weight. The polyurethane/teak leave waste mixture was stirred using mixer machine to homogenize the mixture, then pressed into a cylindrical mold at a pressure of 5 MPa for 15 min. Having been pressed, the composite was removed from the mold and dried for 24 h at room temperature.
The investigation to the content of the teak leaves powder cellulose bonding to polyurethane and detecting spectral changes in teak leaves waste composite was performed using Fourier transform infrared (FTIR) Spectrometer Frontier type (Perkin Elmer, Massachusetts, USA) in a spectral range of 400–4000 cm−1. Meanwhile, the identification of the mechanical properties was measured by a compressive strength test using Sociedad Espanola Anonima Ibertest Instrument with a maximum force of 250 kN and speed of movements was 0.05 kN s−1. In this test, the sample is cut into cubic shape and was measured using testing machine. In addition, to ensure the water resistance of the composite, the identification of the physical properties was performed by density measurement; further, water absorption test was done by soaking this sample in the water for 24 h to obtain the weight of water absorbed into the composite compared to the initial weight. Surface morphology has also been investigated using Phenom pro X desktop scanning electron microscopy (SEM) with energy-dispersive X-ray (EDX) with a current of 20 mA for 90 s. Samples were coated with gold (Au Pd) using the Quorum Sc7620 Sputter Coater tool produced by Quantum Design AG, Switzerland.
Results and discussion
Compressive strength test
Teak leaves waste/polyurethane composite have been fabricated successfully as shown in Figure 1(a). Figure 1(b) shows the effect of polyurethane addition on composite compressive strength. Composites 0.04 and 0.08 (w/w) have relatively low compressive strength because many teak leaves particles do not bind to the polymer matrix. The highest compressive strength achieved 38.5 MPa for the polyurethane fraction 0.14 (w/w). The resulting strength is 86% higher than polyurethane fraction 0.04 (w/w) which is closely related to the interaction between the surface of the particles and the polymer as shown in Figure 2. In polyurethane fraction 0.14 (w/w), all polymer matrix exactly interacts with all teak leaves particles, and composite is more compact and can sustain a higher load.
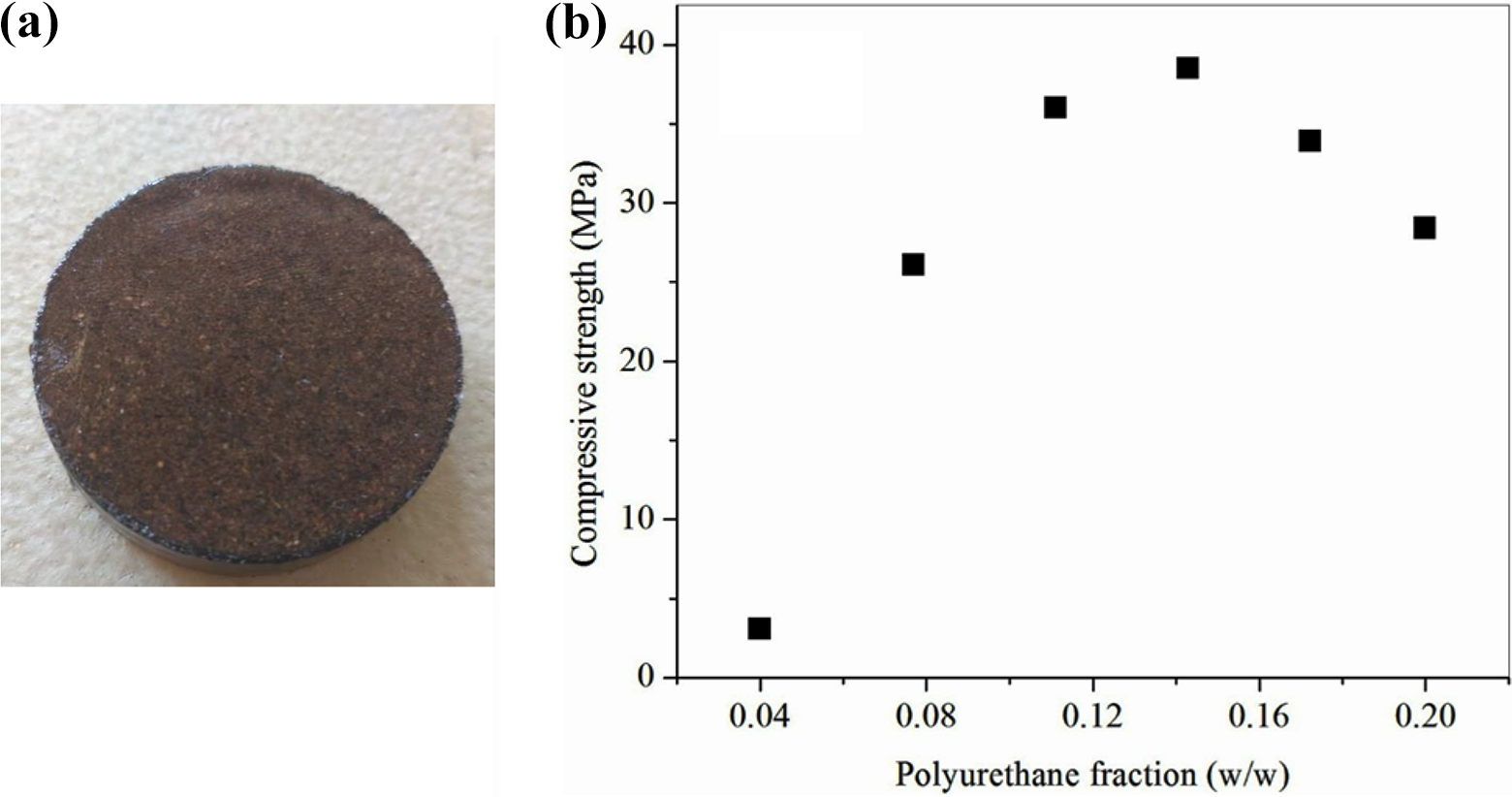
(a) Teak leaves waste/polyurethane composite. (b) Compressive strength of teak leaves waste composite as polyurethane content (w/w) and the compressive strength attain at maximum for 0.14 fraction (w/w).

Schematic of the particle distribution of filler and polymer matrix. (a) Low compressive strength, (b) high compressive strength, and (c) low compressive strength.
Figure 2(a) illustrates the bonding of leaves teak particles and mass varied of polyurethane polymers at 0.04–0.08 (w/w). When the mixture of filler and polymer is pressed to form a composite, the polyurethane polymer partially interacts with leaf particles, and another particles diffuse out and do not result in polyurethane-leaf particle interaction. It can act as cracking initiator and composite might be brittle. The addition of polyurethane content at 0.12–0.14 (w/w) can improve the composite compressive strength. As shown in Figure 2(b), a composite 0.14 (w/w) is called the optimal fraction because all the teak leaves particles are precisely bound to the polymer matrix. The matrix bond forward load in all directions, composite be stronger and resistant to the maximum load. 21 However, the compressive strength produced does not increase continuously but reaches the maximum value. Further, as shown in Figure 2(c), the composites with a polyurethane content of 0.17–0.20 (w/w) show some parts of polyurethane not binding to the filler, appear many voids from polyurethane polymer, teak leaves would tend to agglomerate and not bond properly which can reduce compressive strength. 22 -24 According to Jaya et al., when the polymer was added much more than the filler there will be a very poor adhesion force between surfaces because polyurethane is a hydrophobic matrix and teak leaves powder is a hydrophilic filler. 24 Further, the raising of the strength until certain fraction is related to the maximum contact amount between the polymer and solid waste particle. 25
The most important interaction in the composite is predominantly emerged between the polyurethane and the cellulose in teak leaves. According to Alemdar and Sain, the cellulose in plant fibers has important role in reinforcing material composite applications. 26 The presence of cellulose in teak leaves can be investigated through the FTIR spectrum in Figure 3.

Spectrum of cellulose of (a) pure cellulose obtained from Ramirez-Flores 13 and (b) teak leaves powder in this work where many peaks of both celluloses have more similarities.
Figure 3(a) and (b) shows the FTIR spectrum of the pure cellulose obtained from Ramirez-Flores et al. 27 and the teak leaves, respectively, with the comparison given in Table 1. The FTIR spectrum of pure cellulose and leaves teak powder celluloses has a significant difference at peak 1631 cm−1. The peak of 1631 cm−1 indicates the absorption band of hydrogen forming a hydrogen bridge from hydroxyl groups and oxygen atoms from glucose monomer and usually found at a cellulose fiber. 28 The peak of 1631 cm−1 is not found at pure cellulose, but it is found at cellulose of natural fibers. 29– 32
The peak of 2929 and 2300 cm−1 indicates a strong C–H bond in cellulose polymers, 32 while peak of 3401 cm−1 shows the stretching of the O–H group bonds. 33 Further, the peak of 780 and 1438 cm−1 shows the C–H bonds connecting the glucose units of cellulose. The peak at 1234 cm−1 indicates that there is a C–O–C group which is the structure of lignin. The absorption area occurring at 1076 cm−1 indicates the presence of a C–O bond in the cellulose component. 24
Using the FTIR analysis, it can be shown that cellulose and lignin components are found in the teak leaves. This leaf can compete with the conventional fiber such as glass fiber regarding its high performance as reinforcing material for thermosetting and thermoplastic matrices with their naturally degradable superior properties. 34
Comparison of the peak absorption at pure cellulose and cellulose of teak leaves powder.

The interaction arising between the teak leaves and the polymer is a van der Waals interaction. This interaction was confirmed by several FTIR spectrum shifts as shown in Figure 4. The shifts in spectrum are appeared due to the vibrating atoms as a result of the energy of disruption of atoms closing each other.

FTIR spectrum of (a) teak leaves, (b) polyurethane, and (c) polyurethane/teak leave composite. FTIR: Fourier transform infrared.
Polyurethane has two functional groups, that is, carbonyl and amine groups. The spectrum shift occurs from 3369 cm−1 to 3371 cm−1 that indicates the O-H bonds. This shift occurs since the amine group of the polyurethane was disturbed by hydrogen bonding in the hydroxyl group of leaves and forming a hydrogen bridge. 35 Further, the shift of 2273 cm−1 to 2277 cm−1 shows that the carbonyl group of polyurethane undergoes a spectral shift. This is due to the disturbance of the C–H leaves bonding to the carbonyl group forming the O–H bridges. The peak at 1598 cm–1 shifting to 1599 cm–1 also indicates the amine group in polyurethane disturbed by the O–H bonds of the teak leaves. Furthermore, the shift also occurs at the carbonyl peak of 1083 cm−1 to 1082 cm−1 due to the disturbance of the leaves’ C–O bond of the peak of 1075 cm−1 (Figure 5). Similar results were confirmed by a previous work that polyvinyl alcohol (PVA)-sepiolite composite derived its van der Waals interactions between silanol groups and carbon C–O and shifted from 1088 cm−1 to 1085 cm−1. 36

Van der Waals interactions on the teak leaf waste composites, dashed lines illustrate the van der Waals interaction area of (a) CH and carbonyl group, (b) OH and amine group, and (c) CO and carbonyl group.
Density test
Figure 6 shows the density of composite samples with polyurethane variation ranging from 825 kg m−3 to 1261 kg m−3. Considering the interpretation data showing a coefficient of determination, R 2 = 0.91157, there is a linear relationship between the polyurethane content and the composite density. Similar results were obtained by Afzaludin et al. on sugar palm/glass fiber-reinforced thermoplastic polyurethane. 37 The lowest density value is found in the sample with a polyurethane fraction (w/w) of 0.04, while the highest density value is in the sample with 0.20 of polyurethane fraction (w/w). It can be explained when the polyurethane polymer content rises and the filler is fixed, then the number of links produced by the polymer increases. Hence, the increased links result in stronger bonds to bind the filler which can increase the density. 38
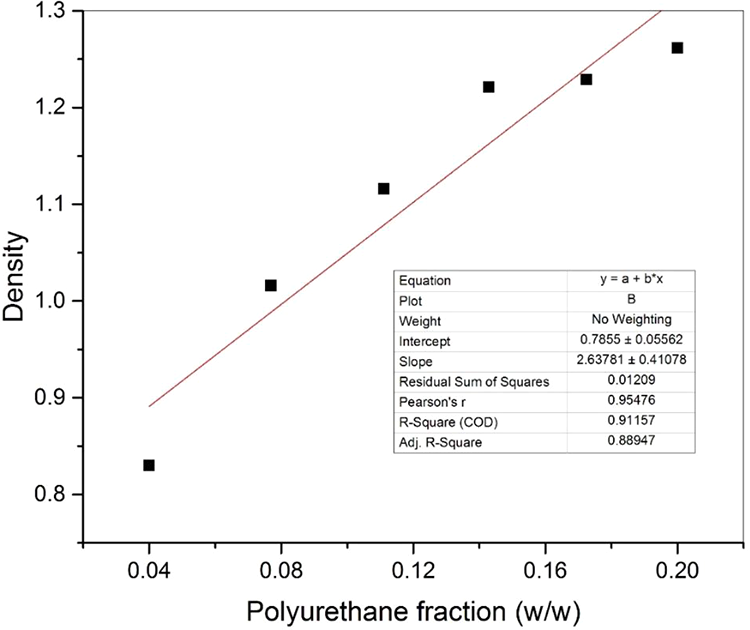
Composite density as polyurethane fraction (w/w) function, and it was linearity relation as; y = 2.6378x + 0.7855, where x and y are polyurethane fraction and composite density, respectively, with R 2 = 0.91157.
The density in samples with a composition of 0.08 (w/w), in accordance with teak wood that has been studied by Wahyudi et al., is in the range of 1000–1200 kg m−3 with an average value of 1160 kg m−3. 39 In this study, the resulted density value is higher than the result of Martins et al. producing particleboard with a density of 510–570 kg m−3. 29 The composites produced in this work have a similar density to the results of the Raju et al. producing some composites with densities ranging from 1100 kg m−3 to 1320 kg m−3. 30 Further, Butylina et al. have produced wood fiber–polypropylene composite having a density ranging from 1040 kg m−3 to 1140 kg m−3. 31
The density data shows that this composite belong to the high-density particleboard category due to has a density more than 0.80 g cm−3 in accordance with the standard designation 1554-67 by American Society. 40 Additionally, the composite has also met the Indonesia National Standard of 03-2105-2006 where particleboard density having values in the range of 400–900 kg m−3. 41
Water absorption
Water absorption values were measured to determine the ability of teak leaf composite to absorb water after 24 h of soaking. The highest water absorption rate reaches 107.35% in composites with a polyurethane fraction of 0.04 (w/w). After being immersed for 24 h, the composite undergoes thick development until the composite becomes cracked and broken because the cavity that appears between the matrix and the filler particles absorbs a lot of water and can further affect the stability of the dimensions of the composite. In addition, teak leaves as a hydrophilic filler also absorb a lot of water during immersion.
Figure 7 shows that the water absorption value decreases with the increase of polyurethane fraction. At high fractions, it tends to produce composites with lower water absorption. The lowest water absorption was achieved in samples having the most optimal compressive strength at fraction 0.14 (w/w). The cavity formed is very small because the pressing process in the fabrication of composites and filler particles is distributed evenly on the matrix and absorbed a little water.
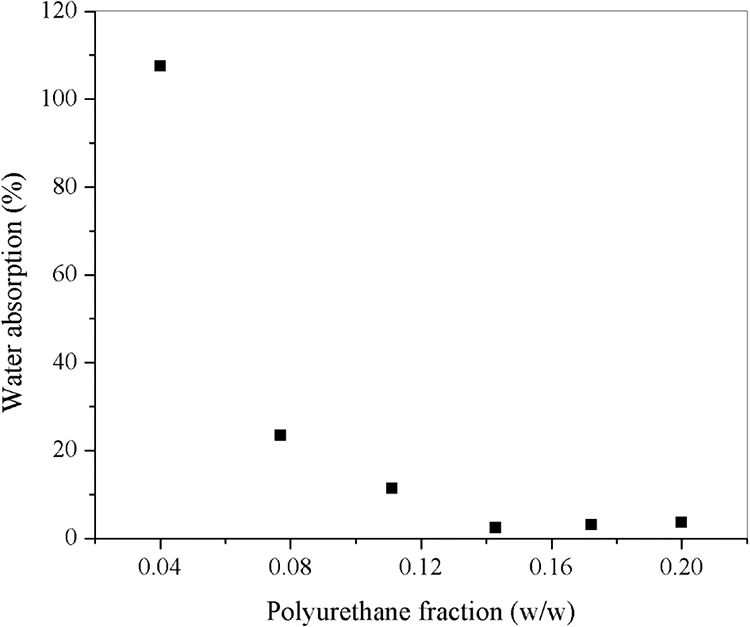
Water absorption of composite tends to zero for larger polyurethane fraction (w/w).
The absorption value of the leaves teak waste composite produced is better than that of several leaves waste composites, which has been developed by several authors, such as Al-Sulaiman et al. produced palm fiber-reinforced composites with the water absorption ranging between 2.3% and 5.8%, 42 and Batiancela et al. developed a wood particle from tea leaves waste and obtained the water absorption about 23–40%. 43 Therefore, in accordance with the several properties above, this composite has properness in competing the woods.
Scanning electron microscopy
Morphological structure using SEM of composites 0.04, 0.12, and 0.20 (w/w) is shown in Figure 8. There is a cavity between the filler mixture and the matrix. Based on data analysis, the gap value between molecules in the composite 0.04 (w/w) is 13 µm. The low concentration of filler results in agglomeration in certain parts, and gaps between the mixture appear large enough which can act as cause of cracking and breakage when subjected to a load. 44 This was confirmed by the compressive strength and density results on the composite 0.04 (w/w) resulting in the lowest compressive strength and density. The resulting gap will be narrower when the concentration of polyurethane polymers is higher and the density increases. 45 The gap value in the composite 0.12 (w/w) is 4.65 µm and decreases when the polyurethane concentration increases and the gap distance 2.96 µm in the composite 0.20 (w/w). The morphological structure of the composite in accordance with the trends is obtained when measuring the density value of the sample. The hydroxyl group in cellulose plays an important role in the mechanism of forming bonds between molecules with polymer chains. 46 Interaction between cellulose molecules and polyurethane polymers can increase the density and decreases the gap between the filler and the polymer. 45

SEM of composite (a) 0.04 (w/w), (b) 0.12 (w/w), and (c) 0.20 (w/w). SEM: scanning electron microscopy.
Conclusion
We have successfully developed a teak leaves waste composite utilized as particleboard. The mechanical and physical properties of the composites have been investigated. The test results showed that a composite compressive strength attains 38.5 MPa. The highest density is 1261 kg m−3 which is in agreement with the American Society standard. The lowest value of water absorption is 1.38%. In addition, we have successfully approximated the van der Waals interaction with the spectrum shifts of the FTIR spectroscopy as a confirmation of the compressive strength enhancement. Morphological structure shows that the gap between mixture decreases as the polyurethane fraction increases according to the density of the composite. However, the properties of organic composite are hygroscopic so they are vulnerable to being the target of fungal growth and susceptible to fire as an application in building fields. These problems will be the focus of further research by applying coating technology approaches.
Footnotes
Acknowledgement
The authors would like to thank Research, Technology and Higher Education Ministry, Indonesia for financing this work by Decentralization Grant via Universitas Negeri Semarang.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by Kementerian Riset Teknologi dan Pendidikan Tinggi Republik Indonesia (Research, Technology and Higher Education, Republik of Indonesia), grant number: 084/SP2H/LT/DRPM/2017.